


Surface Quality of Al2O3 Ceramic and Tool Wear in Diamond Wire Sawing Combined with Oil Film-Assisted Electrochemical Discharge Machining
Abstract
:1. Introduction
2. Materials and Methods
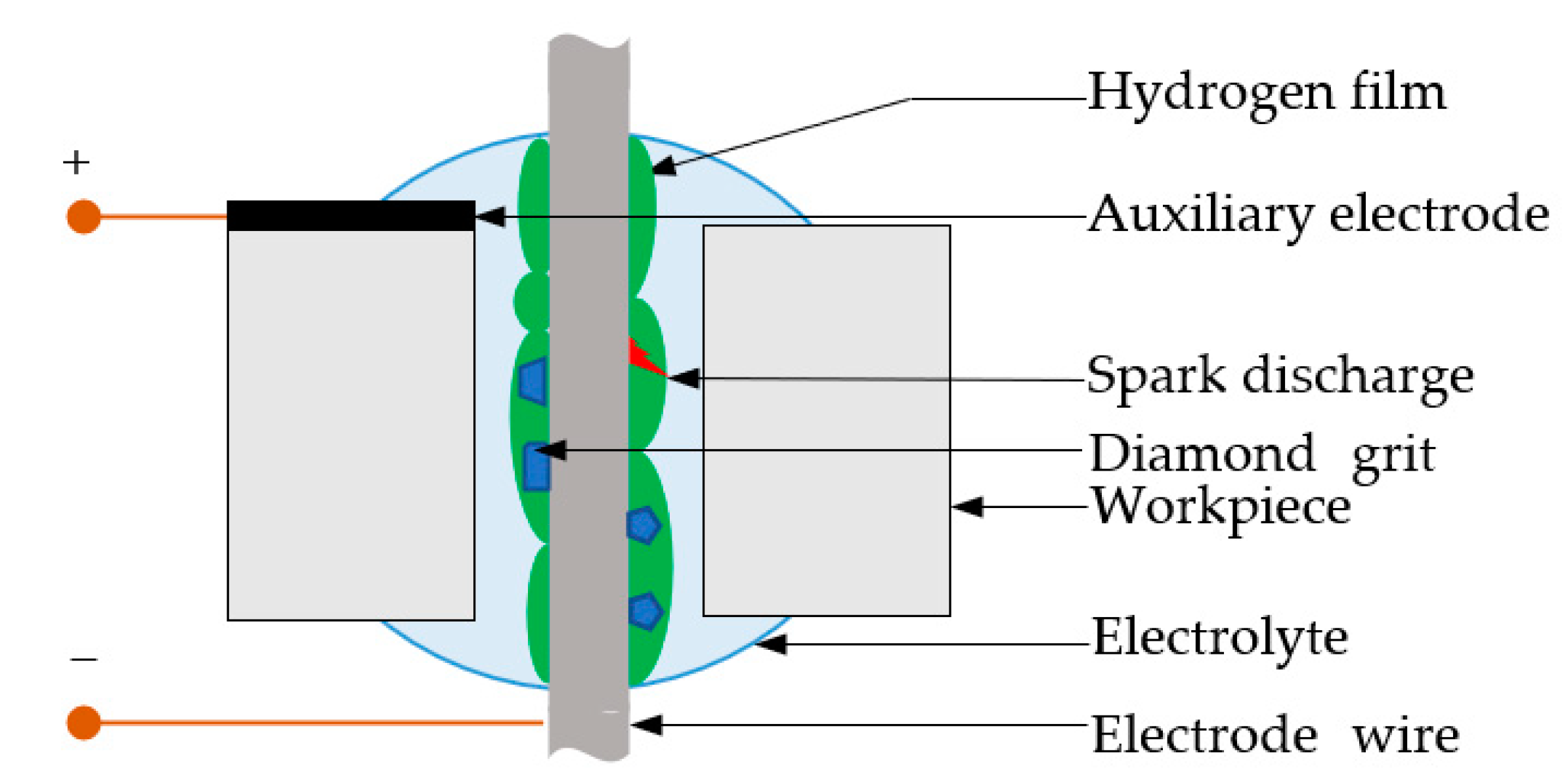
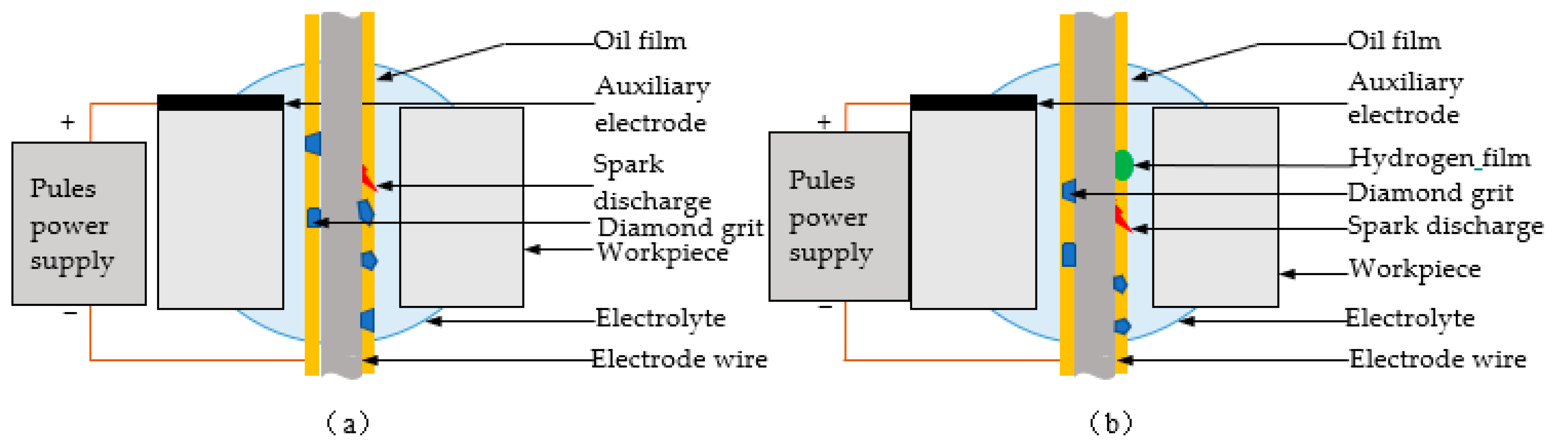
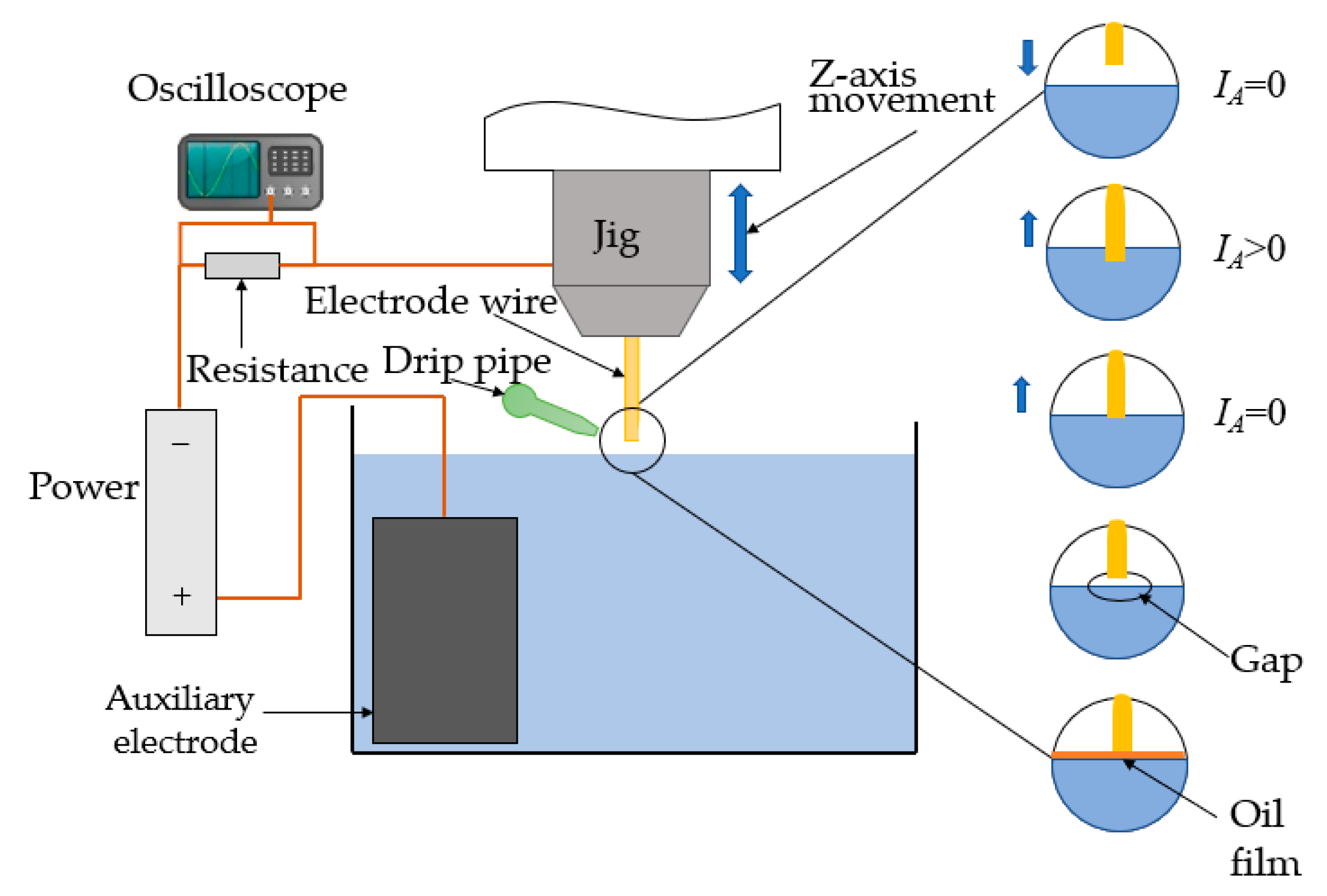
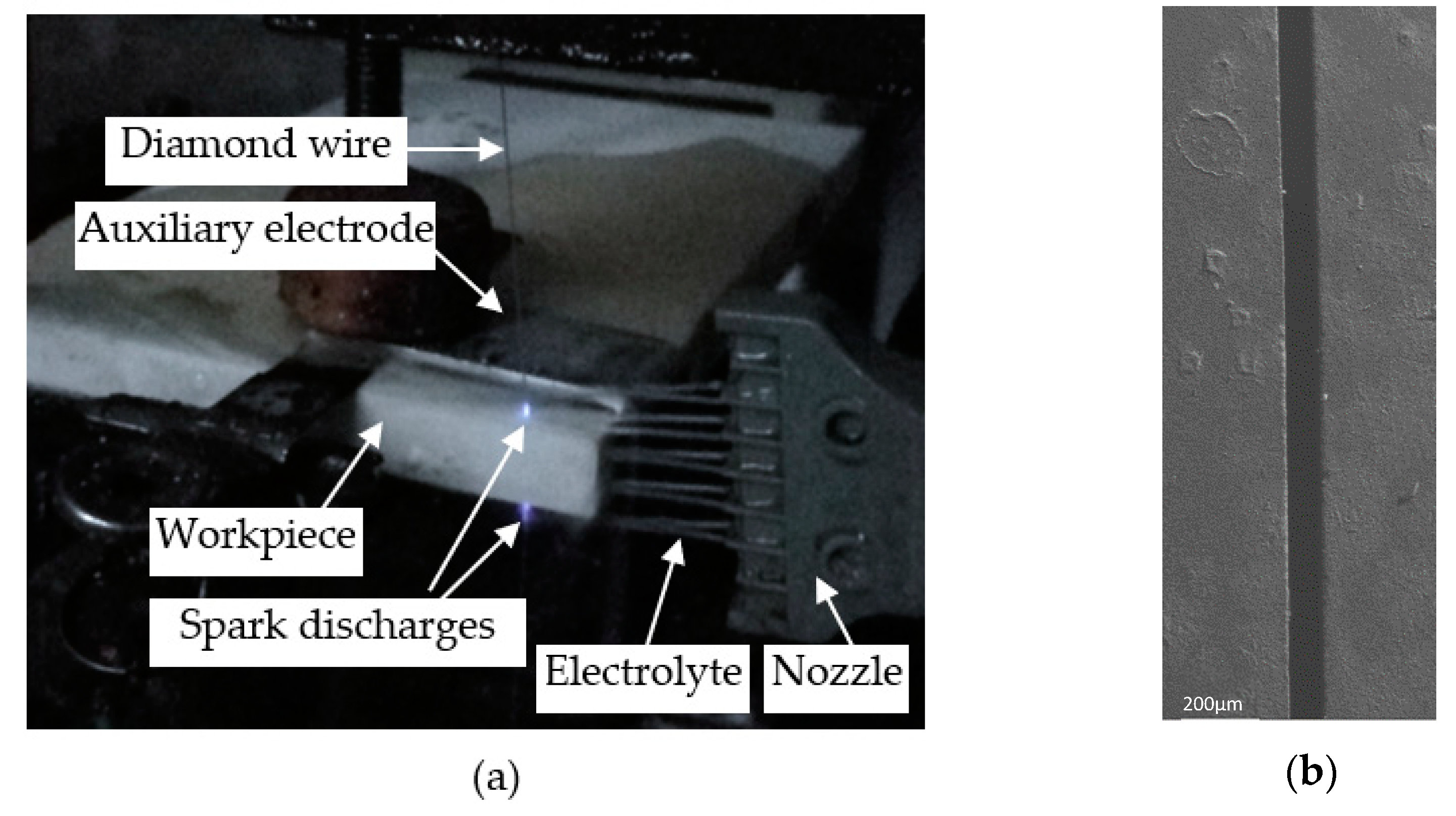
2.1. Oil Film-Assisted ECDM
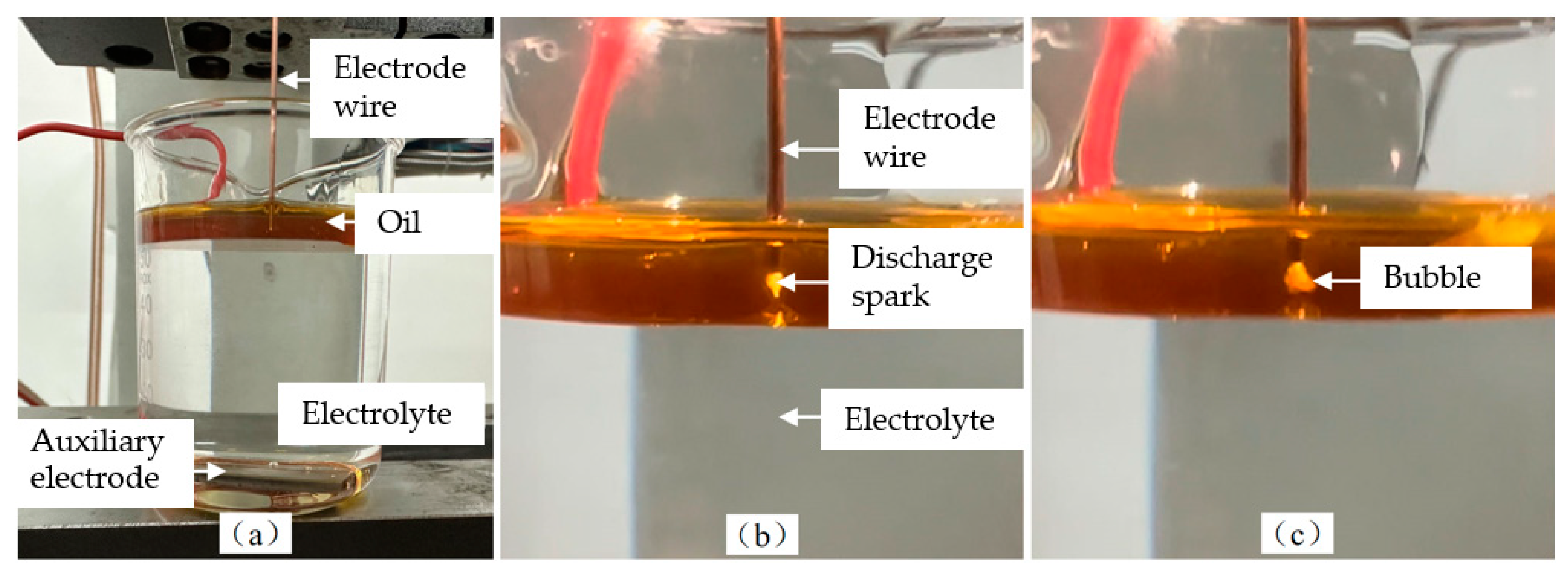
2.2. Feasibility Analysis
2.3. MRR Improvement
2.4. Experiments on Surface Quality and Tool Wear
3. Results and Discussion
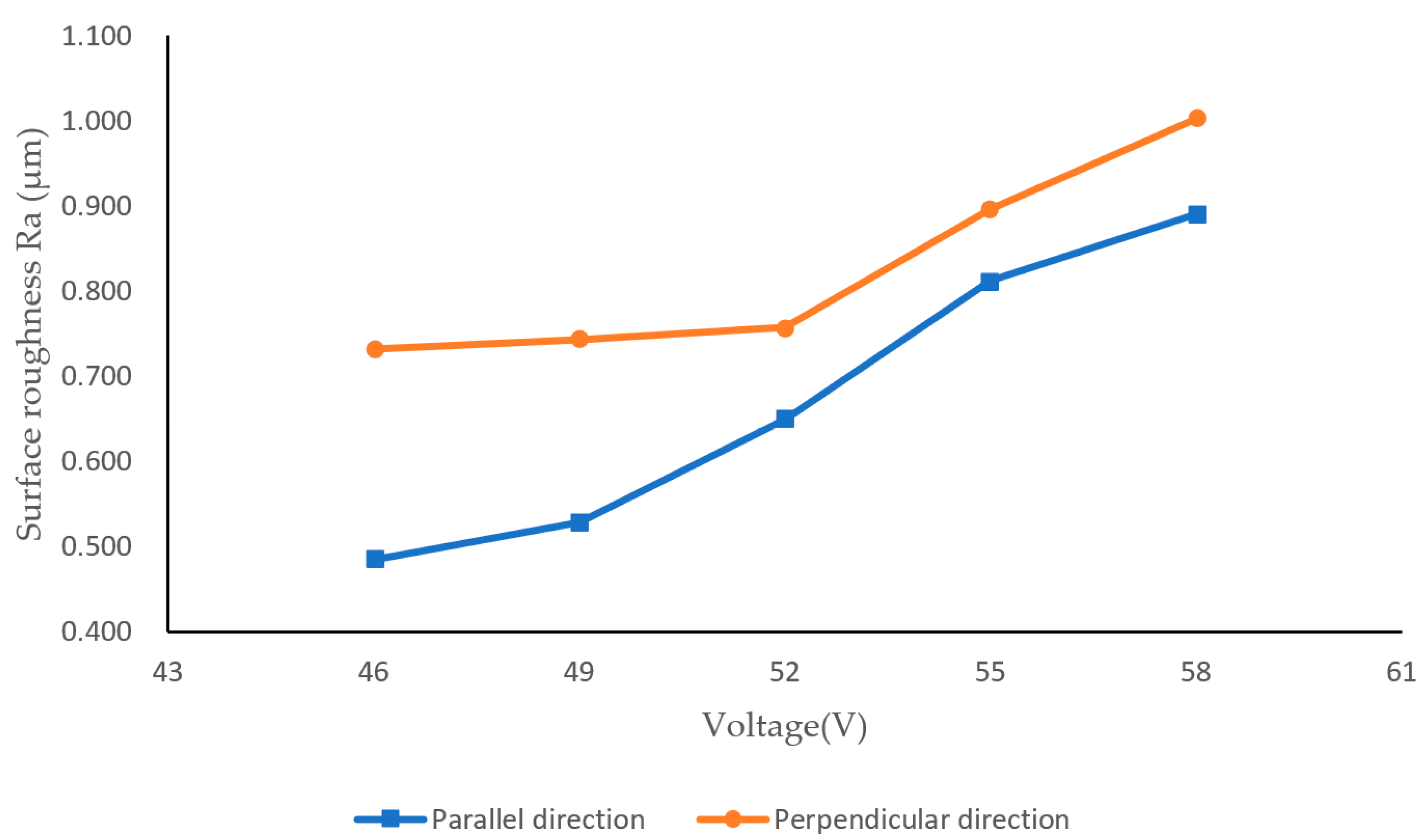
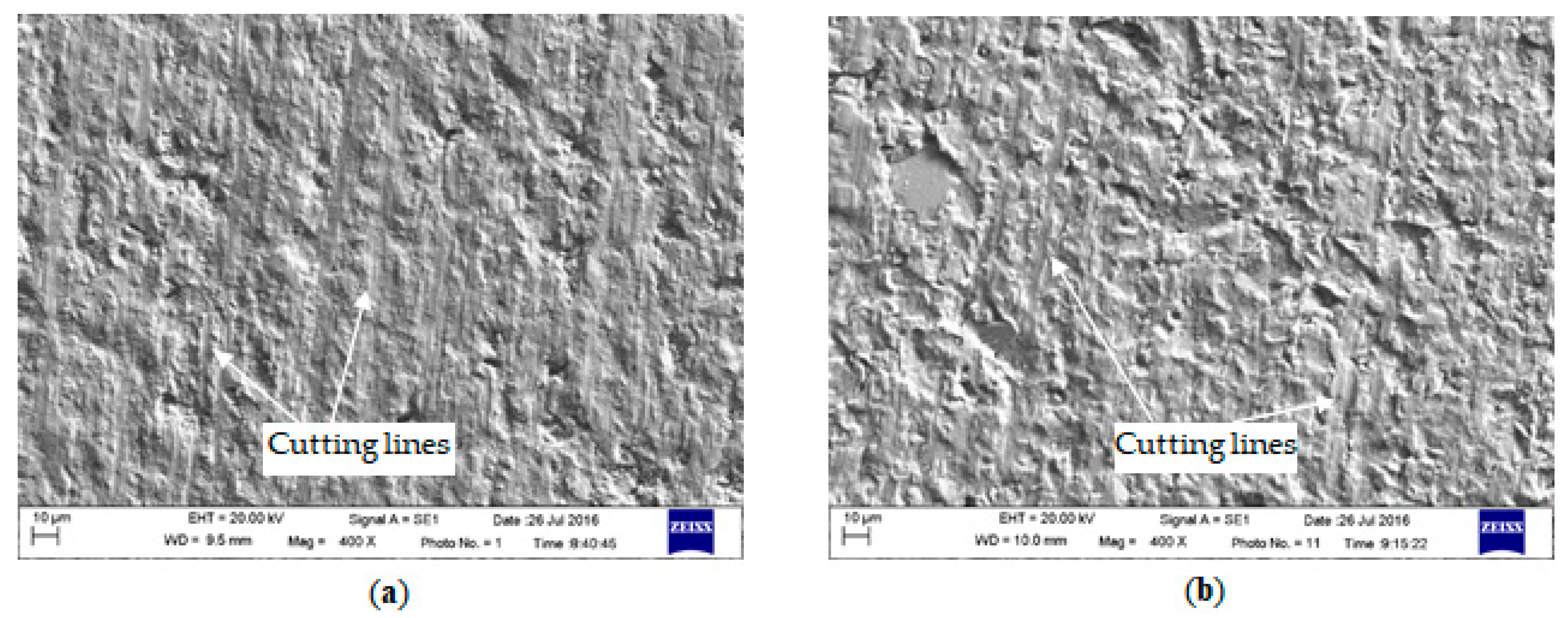
3.1. Surface Roughness and Topography
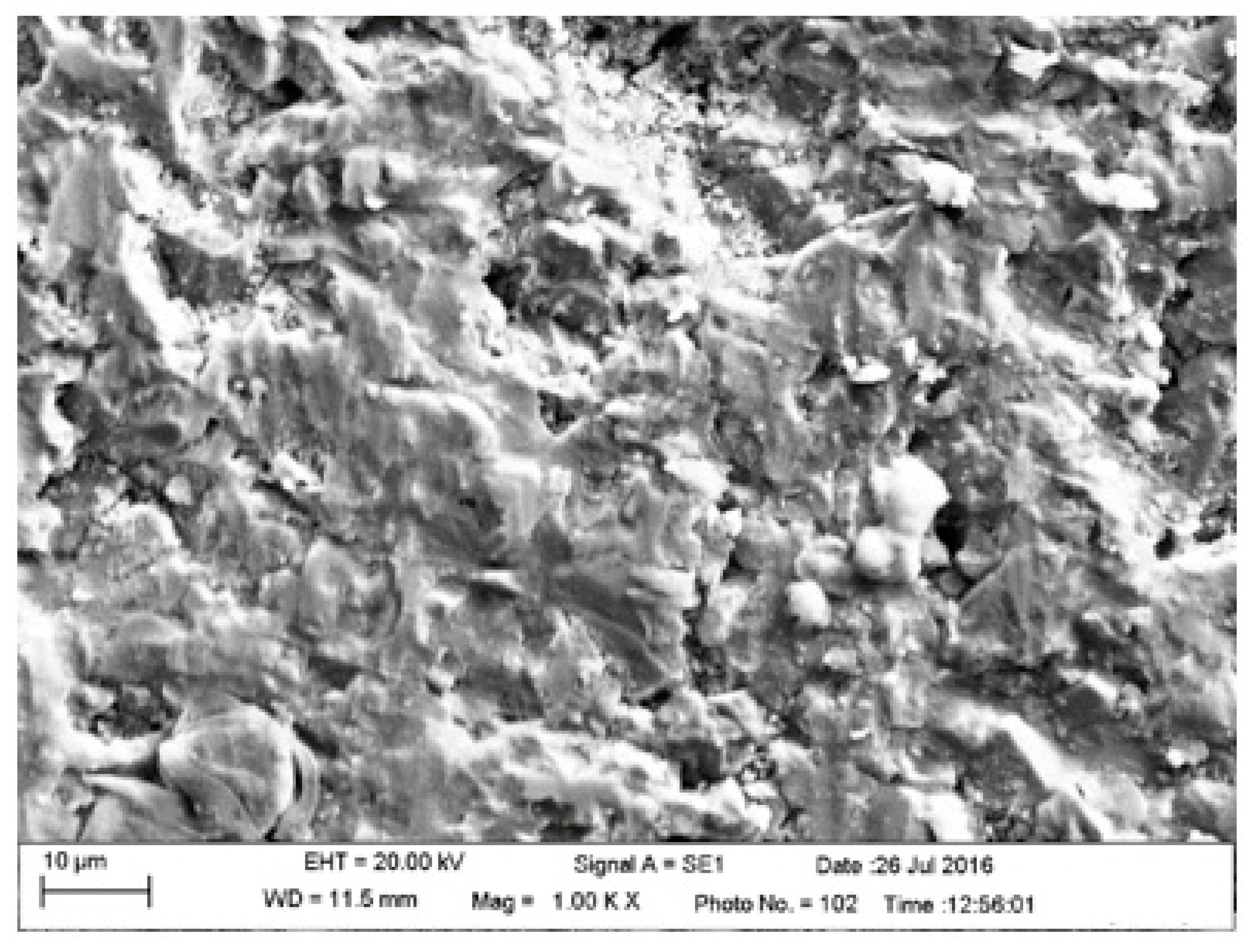
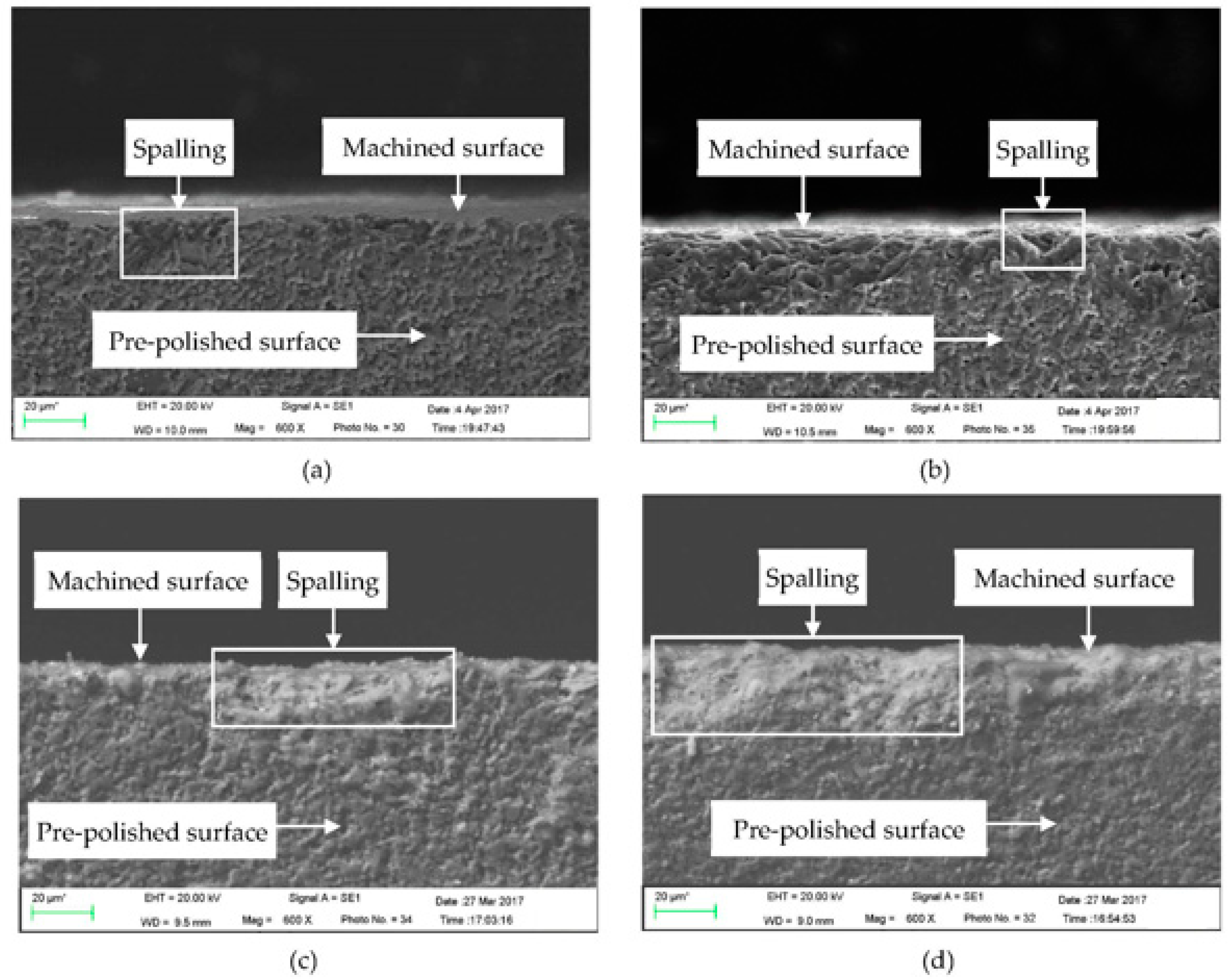
3.2. Recast Layer
3.3. Elements
3.4. Tool Wear
4. Conclusions
- (1)
- The integration of spark discharge with diamond wire sawing facilitates the spalling of Al2O3 ceramic, which results in the increase of surface roughness. The roughness in parallel and perpendicular directions increases by 7.30% and 16.7%, respectively when 46 V is applied. The surface roughness increases with the applied DC voltage and when the applied voltage is 58 V, the roughness increases by 116% and 38.2%, respectively.
- (2)
- There are no recast layer and micro cracks on the machined surface by diamond wire sawing combined with oil film-assisted ECDM. The material removal is due to mechanical failure instead of melting.
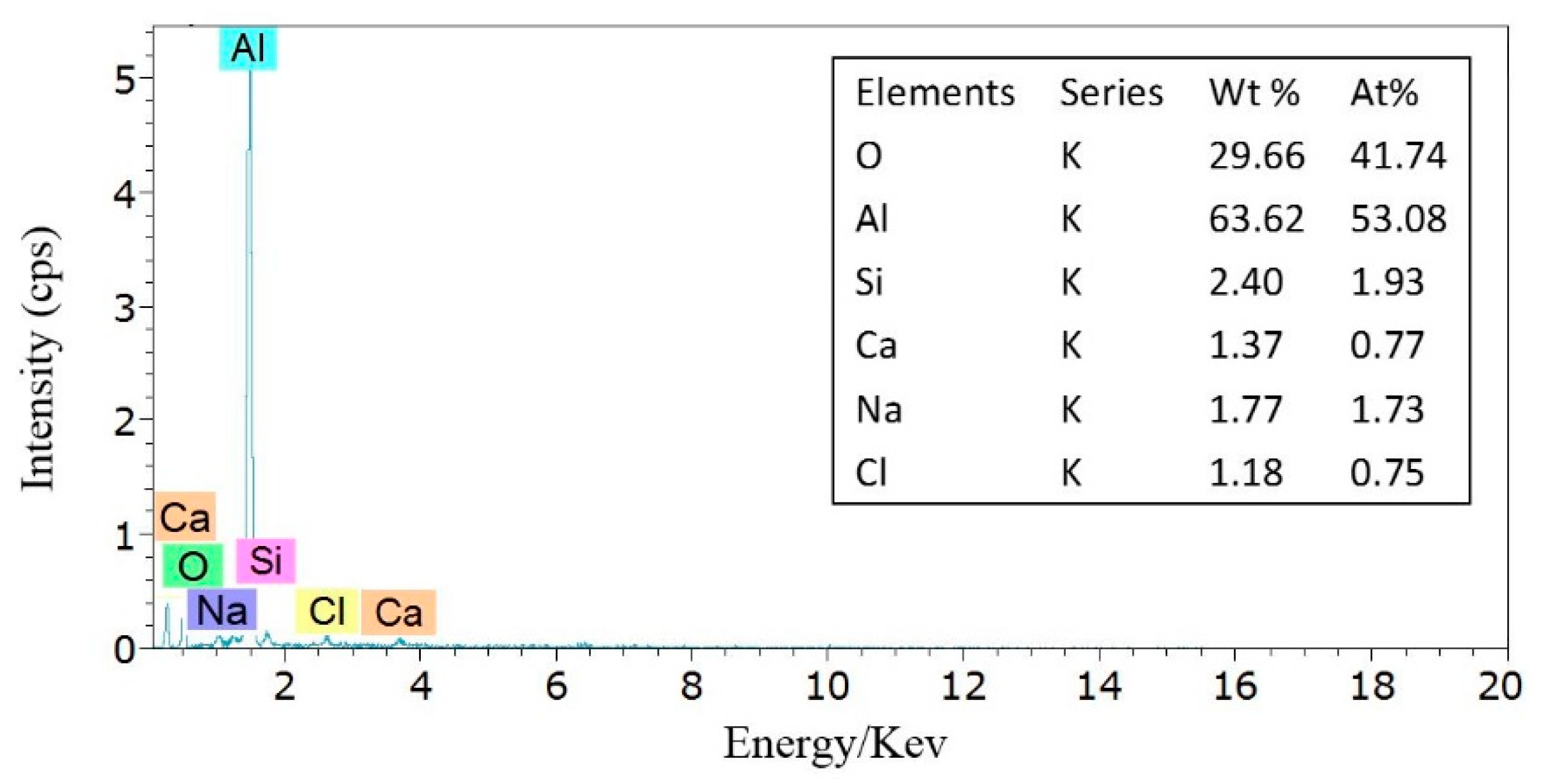
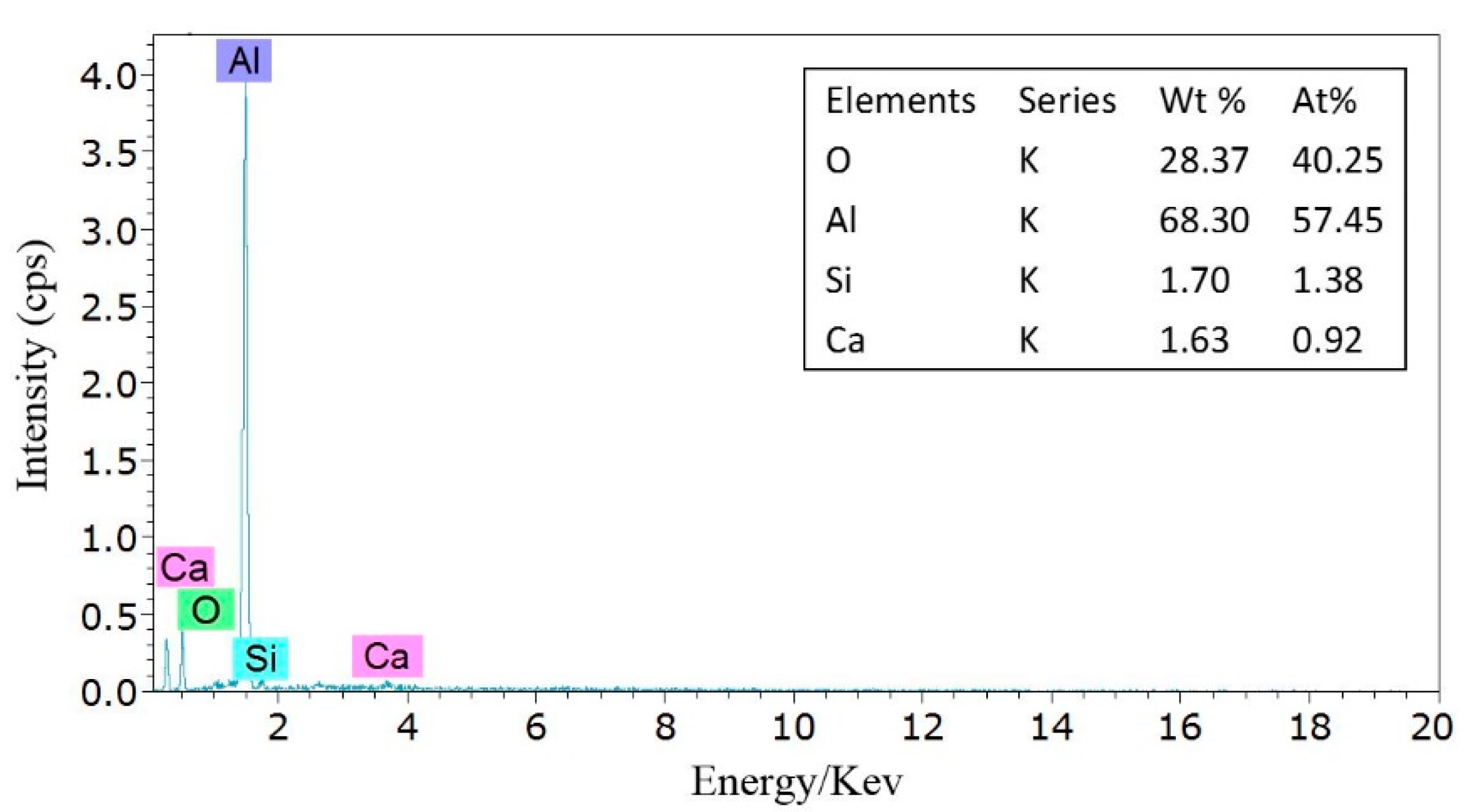
- (3)
- The Na and Cl elements are left on the machined surface, but the material of the diamond wire does not transfer to the machined surface. Through analysis of the element content on the surface of the workpiece, it can be concluded that the oil film will not decompose to produce a carbon layer attached to the surface of the workpiece, which will have a negative impact on the material removal rate of the workpiece.
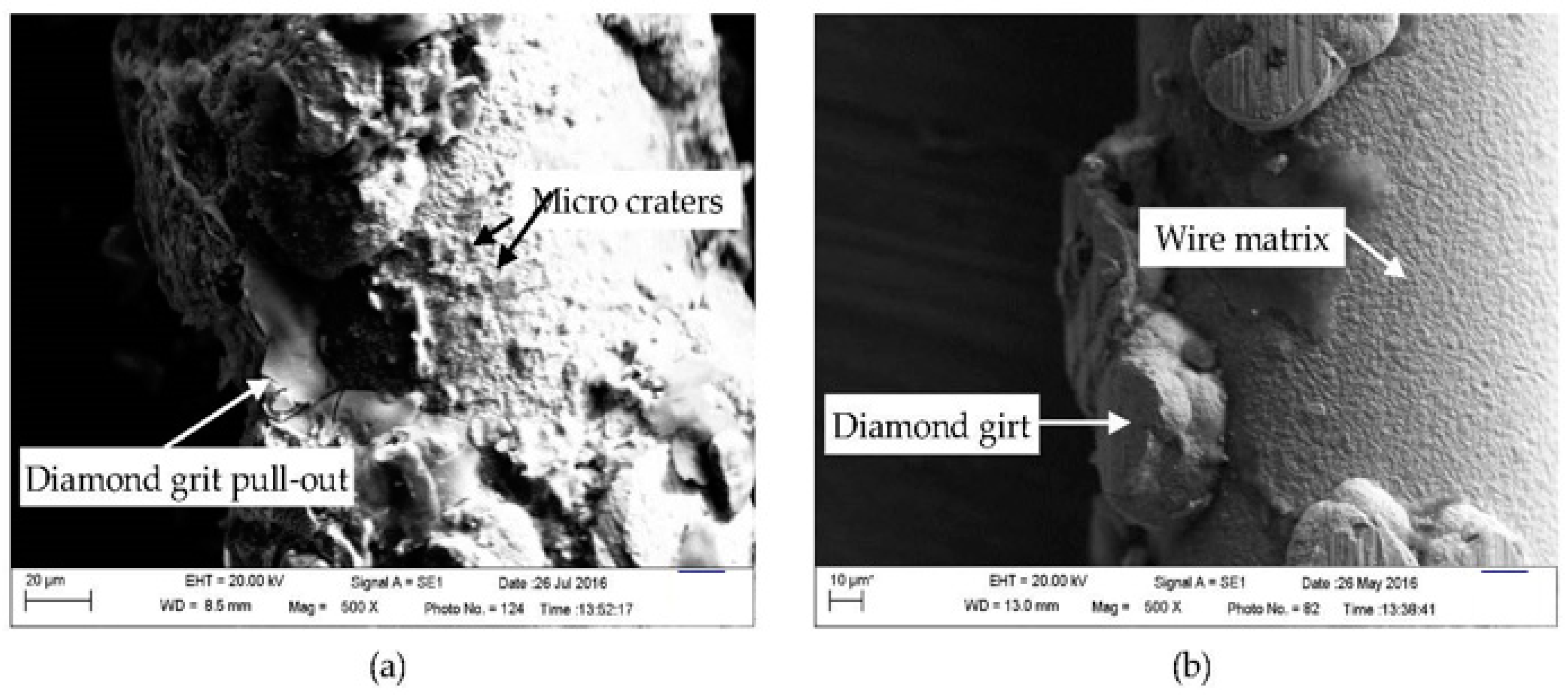
- (4)
- Micro craters are formed on the matrix of diamond wire, and the removal of Ni material increases the chance of diamond grits pull-out.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Teomete, E. Effect of process parameters on surface quality for wire saw cutting of alumina ceramic. Gazi Univ. J. Sci. 2011, 24, 291–297. [Google Scholar]
- Li, C.Y.; Yuan, L.; Li, W. Effect of MgO/MgF2 doping on sintering, microstructure and microwave dielectric properties of Al2O3 ceramics. Bull. Chin. Ceram. Soc. 2019, 12, 45–48. [Google Scholar]
- Xu, S.L. Development Status of EDM Technology in Japan. Electr. Machin. Tool. 2001, 3, 13–16. [Google Scholar]
- Wu, J.J.; Gu, A.; Lv, C.W.; Gan, J.B. Research on Mixed Powder Electrochemical Discharge Composite Machining Technology. Electromachin. Mould 2012, 300, 64–66. [Google Scholar]
- Patel, K.M.; Pandey, P.M.; Rao, P.V. Surface integrity and material removal mechanisms associated with the EDM of Al2O3, ceramic composite. Int. J. Refract. Met. Hard Mater. 2009, 27, 892–899. [Google Scholar] [CrossRef]
- Bhattacharyya, B.; Doloi, B.N.; Sorkhel, S.K. Experimental investigations into electrochemical discharge machining (ECDM) of non-conductive ceramic materials. J. Mater. Process. Technol. 1999, 95, 145–154. [Google Scholar] [CrossRef]
- Peng, W.Y.; Liao, Y.S. Study of electrochemical discharge machining technology for slicing non-conductive brittle materials. J. Mater. Process. Tech 2004, 149, 363–369. [Google Scholar] [CrossRef]
- Lijo, P.; Somashekhar, S.H. Improvement in Machining Rate with Mixed Electrolyte in ECDM Process. Procedia Technol. 2016, 25, 1250–1256. [Google Scholar]
- Liu, H.; Xieeryazidan, A. Study of Gas Film Characteristics in Electrochemical Discharge Machining and Their Effects on Discharge Energy Distribution. Micromachines 2023, 14, 1079. [Google Scholar] [CrossRef]
- Wang, H. Research on Parameter Optimization of insulator ceramic Tracking electrolytic EDM. Mod. Manuf. Eng. 2020, 482, 92–98. [Google Scholar]
- Cao, Z.H.; Zhang, Z.Y.; Wang, R.; Zhao, D.Y.; Zhu, S.J.; Zhu, H. Characteristics of laser assisted electrochemical Discharge Machining of Microchannels. Micronanoelectron. Technol. 2019, 56, 480–485. [Google Scholar]
- Shi, Z.C.; Jiang, Y.; Ping, X.L.; Zhao, W.S. Application of fuzzy control system in electrochemical discharge wire-cut machining. Mod. Manuf. Eng. 2019, 471, 80–85. [Google Scholar]
- Goud, M.; Sharma, A.K.; Jawalkar, C. A review on material removal mechanism in electrochemical discharge machining (ECDM) and possibilities to enhance the material removal rate. Precis. Eng. 2016, 45, 1–17. [Google Scholar] [CrossRef]
- Jawalkar, C.S.; Sharma, A.K.; Kumar, P. Micromachining with ECDM: Research potentials and experimental investigations. World Acad. Sci. Eng. Technol. 2012, 40, 7–12. [Google Scholar]
- Cheng, C.-P.; Wu, K.L.; Mai, C.-C.; Yang, C.-K.; Hsu, Y.S.; Yan, B.-H. Study of gas film quality in electrochemical discharge machining. Int. J. Mach. Tools Manuf. 2010, 50, 689–697. [Google Scholar] [CrossRef]
- Kumanan, S. A review on current research aspects in tool-based micromachining processes. Mater. Manuf. Process. 2014, 29, 1291–1337. [Google Scholar]
- Singh, M.; Singh, S.; Arora, J.D.; Antil, P.; Oza, A.D.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Multi Response Optimization of ECDM Process for Generating Micro Holes in CFRP Composite Using TOPSIS Methodology. Polymers 2022, 14, 5291. [Google Scholar] [CrossRef]
- Antil, P.; Singh, S.; Manna, A. Genetic Algorithm Based Optimization of ECDM Process for Polymer Matrix Composite. Mater. Sci. Forum 2018, 928, 144–149. [Google Scholar] [CrossRef]
- Khan, A.A. Electrode wear and material removal rate during EDM of aluminum and mild steel using copper and brass electrodes. Int. J. Adv. Manuf. Technol. 2008, 39, 482–487. [Google Scholar] [CrossRef]
- Sumit, K.J.; Abishek, B.K.; Murali, M.S. High aspect ratio micromachining of glass by electrochemical discharge machining (ECDM). J. Manuf. Process. 2013, 15, 460–466. [Google Scholar]
- Kumar, T.A.; Sekhar, P.S. Optimization of process parameters in ECDM machining using Taguchi based grey relation analysis. Measurement 2023, 216, 112971. [Google Scholar]
- Bian, J.X.; Ma, B.J.; Liu, X.F.; Qi, L.J. Experimental Study of Tool Wear in Electrochemical Discharge Machining. Appl. Sci. 2020, 10, 5039. [Google Scholar] [CrossRef]
- Xie, J.Q. Simulation and experimental study on alumina ceramic EDM. Harbin Inst. Technol. 2020, 6. [Google Scholar] [CrossRef]
- Fukuzawa, Y.; Mohri, N.; Tani, T. Electrical discharge machining phenomena of insulating sialon ceramics with an assisting electrode. Int. J. Electr. Machin. 2004, 2, 25–30. [Google Scholar]
- Mohri, N.; Fukuzawa, Y. Some considerations to machining characteristics of insulating ceramics. Ann. CIRPVol 2002, 14, 16–30. [Google Scholar]
- Fukuzawa, Y.; Iwano, E.; Mohri, N. Micro hole electrical discharge machining on insulating ceramics with pipe electrode. Int. J. Electr. Machin. 2003, 8, 57–61. [Google Scholar]
- Jain, V.K.; Rao, P.S.; Choudhary, S.K.; Rajurkar, K.P. Experimental investigations into traveling wire electrochemical spark machining (TW-ECSM) of composites. J. Manuf. Sci. Eng. 1991, 113, 75–84. [Google Scholar]
- Fascio, V.; Wüthrich, R.; Bleuler, H. Spark assisted chemical engraving in the light of electrochemistry. Electrochim. Acta 2004, 49, 3997–4003. [Google Scholar] [CrossRef]
- Wang, J.; Fu, C.; Jia, Z.X. Cutting of hard and brittle insulating materials using spark discharge-assisted diamond wire sawing. J. Mater. Process. Tech. 2018, 252, 225–232. [Google Scholar] [CrossRef]
- Singh, M.A.; Sarma, D.K.; Hanzel, O.; Sedlacek, J.; Sajgalik, P. Machinability analysis of multi walled carbon nanotubes filled alumina composites in wire electrical discharge machining process. J. Eur. Ceram. Soc. 2017, 37, 3107–3114. [Google Scholar] [CrossRef]
- Moore, M.A.; King, F.S. Abrasive wear of brittle solids. Wear 1980, 60, 123–140. [Google Scholar] [CrossRef]
- Pachaury, Y.; Tandon, P. An overview of electric discharge machining of ceramics and ceramic based composites. J. Manuf. Process 2017, 25, 369–390. [Google Scholar] [CrossRef]
- Roethel, F.; Kosec, L.; Garbajs, V. Contribution to the Micro-Analysis of the Spark Eroded Surfaces. Ann. CIRP 1976, 25, 135–140. [Google Scholar]
- Guu, Y.H.; Hou, M.T.K. Effect of machining parameters on surface textures in EDM of Fe-Mn-Al alloy. Mater. Sci. Eng. A 2007, 466, 61–67. [Google Scholar] [CrossRef]
- Clark, W.I.; Shih, A.J.; Lemaster, R.L.; McSpadden, S.B. Fixed abrasive diamond wire machining—Part II: Experiment design and results. Int. J. Mach. Tools Manuf. 2003, 43, 533–542. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density | Hardness | Melting Point | Electrical Resistivity | Thermal Conductivity |
|---|---|---|---|---|
| 3.9 g/cm3 | 9 (Mohs) | 2054 °C | 1016 Ω cm | 35 W/m K |
| Density | Kinematic Viscosity | Flash Point | Pour Point |
|---|---|---|---|
| 0.87–0.89 g/cm3 | 69.24 mm2/s (40 °C) | 233 °C | −21 °C |
| Conditions | Diamond Wire Sawing | Spark Discharge-Assisted Diamond Wire Sawing |
|---|---|---|
| Diamond wire diameter | 0.2 ± 0.01 mm | 0.2 ± 0.01 mm |
| Workpiece thickness | 10.0 mm | 10.0 mm |
| Working liquid | Water | NaCl solution (20%) |
| Auxiliary electrode | - | Stainless steel plate |
| DC voltage | - | 52 V |
| Wire speed | 1400 mm/s | 1400 mm/s |
| Counterweight mass | 400 g | 400 g |
| Machining time | 5 min | 5 min |
| Measurement Direction | Voltage | First Measurement | Second Measurement | Third Measurement | Mean Value | Standard Error |
|---|---|---|---|---|---|---|
| Parallel | 46 | 0.454 | 0.552 | 0.448 | 0.485 | 0.033711 |
| 49 | 0.502 | 0.583 | 0.501 | 0.529 | 0.027168 | |
| 52 | 0.594 | 0.674 | 0.679 | 0.649 | 0.027538 | |
| 55 | 0.837 | 0.750 | 0.850 | 0.812 | 0.031392 | |
| 58 | 0.865 | 0.838 | 0.966 | 0.890 | 0.038954 | |
| Perpendicular | 46 | 0.756 | 0.681 | 0.760 | 0.732 | 0.025693 |
| 49 | 0.714 | 0.802 | 0.714 | 0.743 | 0.029333 | |
| 52 | 0.751 | 0.711 | 0.810 | 0.757 | 0.028754 | |
| 55 | 0.869 | 0.869 | 0.950 | 0.896 | 0.027000 | |
| 58 | 0.939 | 1.018 | 1.050 | 1.002 | 0.032987 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jia, Z.; Zhang, K.; Wang, J. Surface Quality of Al2O3 Ceramic and Tool Wear in Diamond Wire Sawing Combined with Oil Film-Assisted Electrochemical Discharge Machining. Appl. Sci. 2023, 13, 9030. https://doi.org/10.3390/app13159030
Jia Z, Zhang K, Wang J. Surface Quality of Al2O3 Ceramic and Tool Wear in Diamond Wire Sawing Combined with Oil Film-Assisted Electrochemical Discharge Machining. Applied Sciences. 2023; 13(15):9030. https://doi.org/10.3390/app13159030
Chicago/Turabian StyleJia, Zhixin, Kaiyue Zhang, and Jin Wang. 2023. "Surface Quality of Al2O3 Ceramic and Tool Wear in Diamond Wire Sawing Combined with Oil Film-Assisted Electrochemical Discharge Machining" Applied Sciences 13, no. 15: 9030. https://doi.org/10.3390/app13159030
APA StyleJia, Z., Zhang, K., & Wang, J. (2023). Surface Quality of Al2O3 Ceramic and Tool Wear in Diamond Wire Sawing Combined with Oil Film-Assisted Electrochemical Discharge Machining. Applied Sciences, 13(15), 9030. https://doi.org/10.3390/app13159030