The system components of a battery temperature management system (BTMS) have been identified and found to be suitable candidates for energy-efficient energy storage systems for electric vehicles. LIB thermal parameters are defined. Based on the parameters of the battery cells used, a suitable PCM was defined, and its suitability was tested in laboratory experiments. To verify the properties of PCMs, a test bench has been developed that can automatically measure different PCMs simultaneously. Furthermore, PCM can be observed over longer periods of time. The developed PCM test stand has a mobile and modular design, allowing the specimen to be exchanged and the heat accumulator to be expanded. Particular attention was paid to additive manufacturing options when designing the battery pack. Aspects such as component geometry, component thickness, overhangs and supports, post-processing processes, material selection, and manufacturing costs must be considered. A computational fluid dynamics (CFD) model was created and simulated to describe the thermal behaviour of a battery system with cooling or heating integrated with PCM storage. This simulation can be used to test different scenarios and explore the thermal behaviour of components under different conditions, such as different temperatures and load conditions.
2.1. PCM Enhanced Battery Packs
In all climes, a BTMS in an electric vehicle is required for the proper operation of a traction battery. The primary purpose of this system is to maintain the battery at an optimal average temperature range. It must meet the car manufacturer’s specifications. This would be a small and lightweight design that is economical, dependable, easy to maintain, and uses little parasitic power. A BTMS can be passive or active, and it can use air or liquid for cooling and heating [
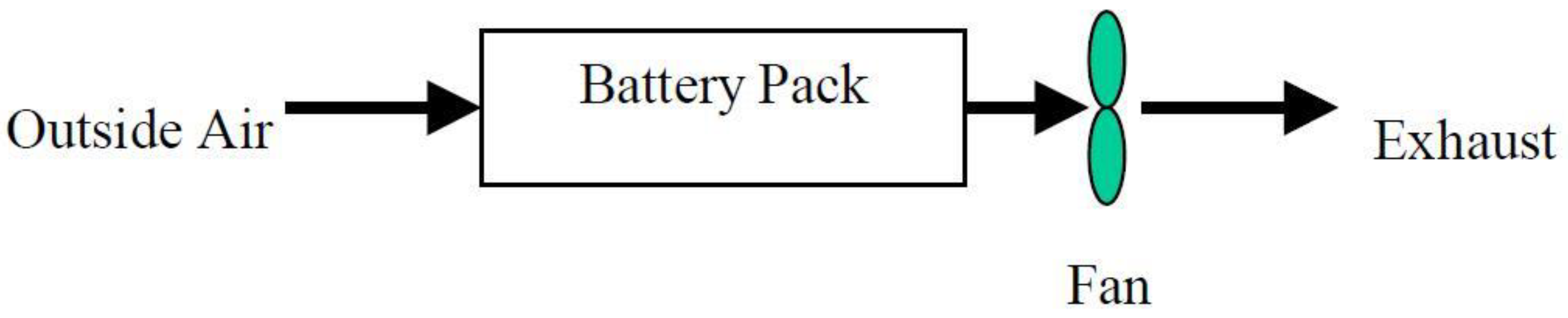
2]. Due to cost, size, and space constraints, as well as their use in warm regions, early car battery packs did not use heating or cooling devices, instead relying on ambient air blowing in to remove heat from the batteries as shown in
Figure 1.
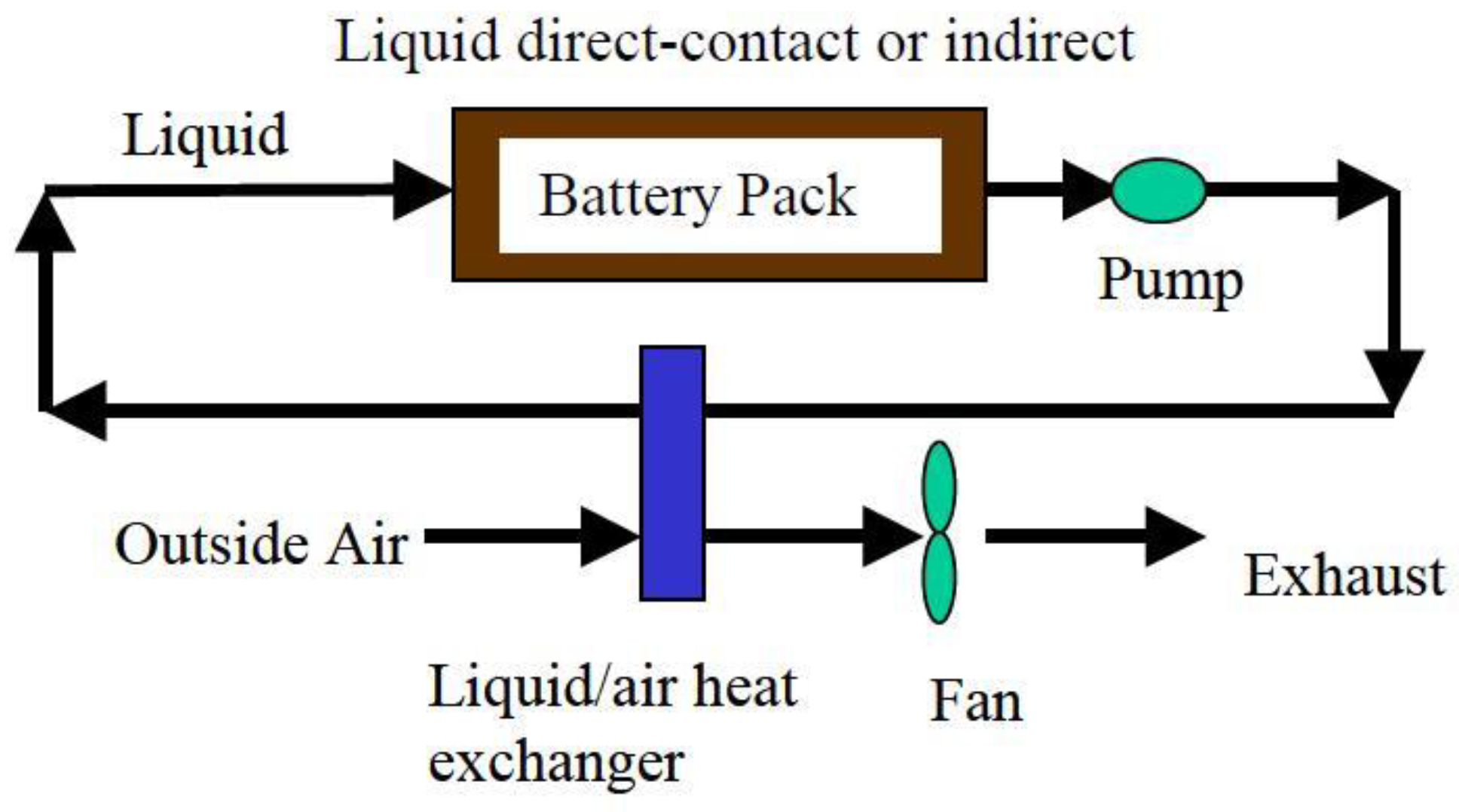
The first prototypes used passive ambient air cooling. Cabin air is used today to cool/heat the packages as shown in
Figure 2 and
Figure 3. Although the ambient air is heated and cooled by the vehicle’s air conditioning or heating system, it is still considered a passive system [
2].
For these passive systems to function successfully, the ambient air temperature must be between 10 °C and 35 °C. Otherwise, the package’s performance will decrease in extreme cold or heat. Active components such as evaporators, heater cores, engine coolants, and even electric and fuel-fired heaters are required outside of these limits [
2].
For thermal management of electric vehicles, common heat dissipation techniques including forced air cooling and liquid cooling are frequently employed. Such BTMS first seem to be highly effective, but they often increase the overall system’s weight and parasitic power requirements by adding extra blowers, fans, pumps, pipes, and other accessories that are large, expensive, and complex [
2]. These cooling system limitations, the increased energy consumption of parasitic loads, and the limited battery capacity can all be avoided by using a well-designed and optimized PCM system [
3]. Many advantages can result from a novel thermal management approach that uses PCM as a heat dissipation source. A compact, cost-effective, and warp-resistant system without ancillary performance requirements ought to be the primary benefit of such a heat management system [
3].
2.1.1. Phase Change Material
Heat is stored in sensitive heat storage materials by the temperature difference between the storage medium before and after the charging process. Temperature difference, heat capacity, and storage medium mass all play a role in the amount of energy stored. Sensitive heat storage systems, which can be found in almost every household as a warmwater tank and a buffer storage require good heat insulation.
PCM—heat storage systems are also known as latent heat storage because the heat is stored more
latently than
sensible in a PCM. The charging and discharging are accomplished by changing the aggregate state of the medium based on its respective enthalpy. These systems can store heat relatively lossless over long periods of time [
4].
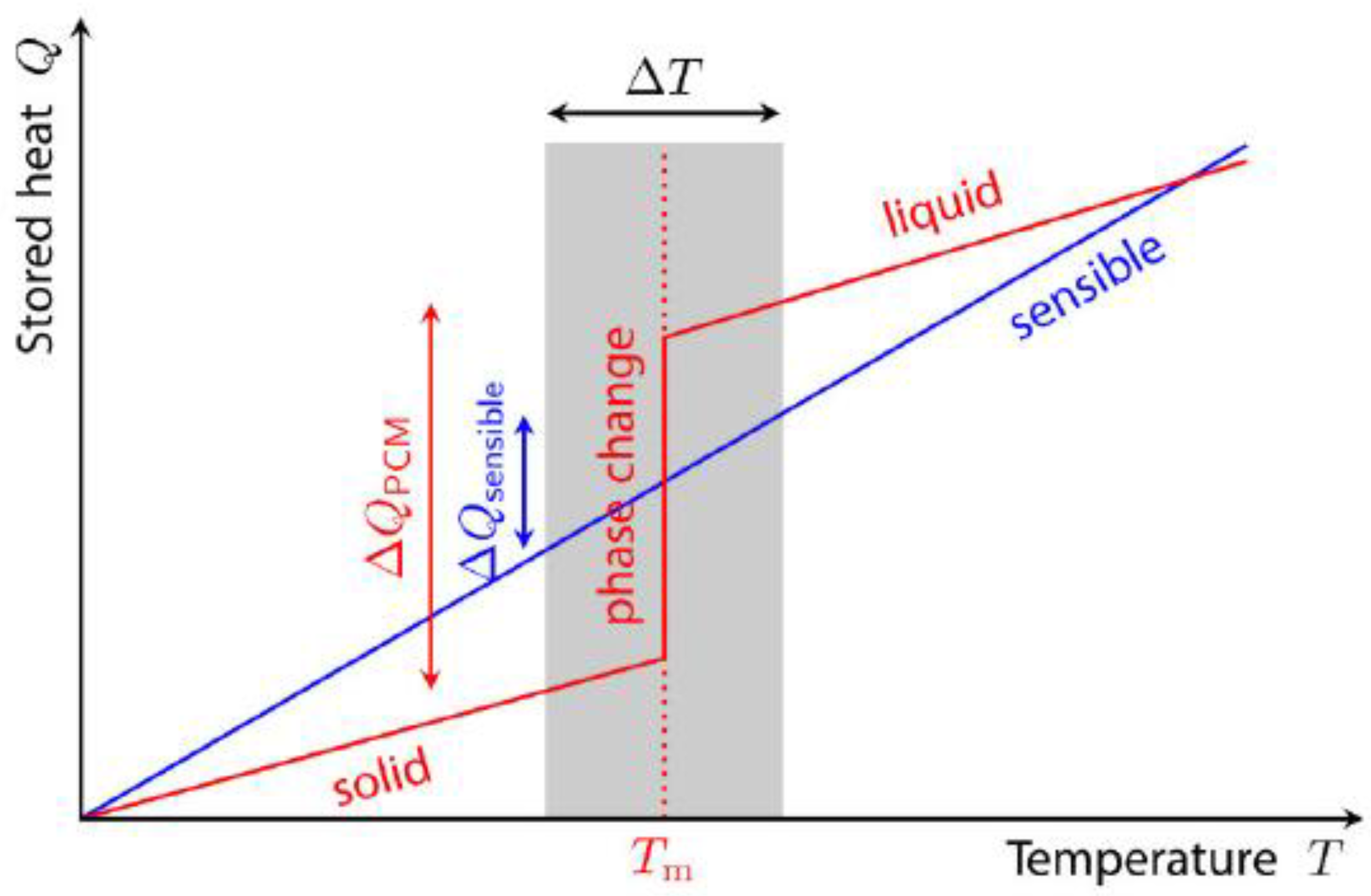
Figure 4 depicts the distinction between sensible and latent heat storage. The benefit of larger energy storage amount is limited to a certain temperature range. The solid–liquid phase transition and vice versa is the most widely employed principle. Special salts or paraffin are frequently melted as a storage medium for charging the storage, as they absorb a lot of thermal energy. The discharge happens as the storage medium solidifies, releasing the previously absorbed massive amount of heat back into the environment as solidification heat. The amount of heat depends not only on the system’s temperature difference but also on the material’s mass and specific heat capacity.
Table 1 shows the specific heat capacities of some substances. Since mass is not the only determinant of energy storage, consistency, and volumetric heat capacity are often also specified. The heat capacity of a material indicates how much heat it can store in 1 m
3 when the temperature is increased by 1 K [
4].
Different material classes are used as latent heat storage, depending on the temperature range. Solid–liquid transition is mainly used because the volume change is easier to handle than solid–liquid transition and the enthalpy of the transition is sufficiently high compared to solid–liquid transition. The longest and most commonly used PCM is water or ice. It meets all the required standards and is very cheap and available everywhere. In addition to water, the substance classes salt hydrates and paraffins are most frequently used [
5]. Therefore, the application determines the storage medium with the optimum phase transition temperature. Water and salt solutions are primarily used for refrigerated storage. There are various materials that are suitable for phase change heat storage. In practice, solid-to-liquid transitions are mostly used. A phase change from liquid to gas is avoided despite the high phase transition enthalpy due to the large change in volume [
4]. Salts such as nitrates, chlorides, carbonates, and fluorides are mainly used for heat storage above 130 °C, but mixtures of these substances are also used at these temperatures. The use of salt hydrates as PCMs results in so-called discordant melting [
6], which affects the reversibility of the phase change process and thus reduces the heat storage capacity of the medium. By adding suitable additives to salt hydrates in pure form, it is possible to counteract the phenomenon of incompatible melting and use the medium in a temperature range of around 100 °C [
6]. The paraffin-based PCMs are characterized by being particularly harmoniously soluble, cycle-resistant, ecologically harmless, harmless to health, and not corroding metal building materials [
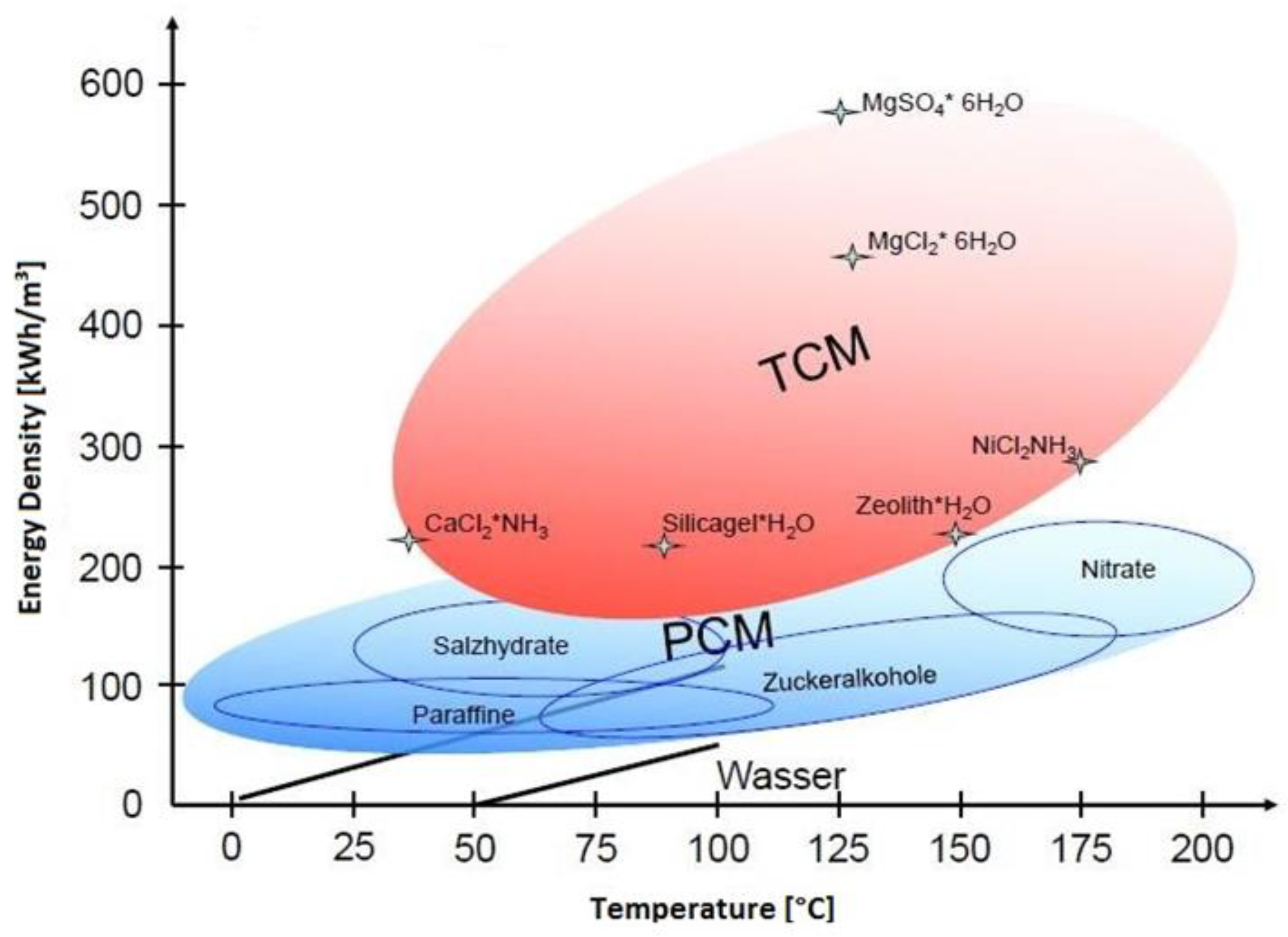
5]. Special attention should be paid to the phase change temperature, as it is the most important criterion in selecting a PCM for a particular application. The energy density and temperature range of the most popular PCMs are depicted in
Figure 5. No single material has all the properties needed for an ideal PCM. Therefore, available materials must be selected, and additional additives added to replace poor physical properties with suitable system designs [
6]. The selection of suitable PCMs for passive BTMS was determined by the materials available on the market and the phase transition temperature chosen.
2.1.2. PCM Preselection
The pre-set battery technology defines an ideal temperature range for continuous battery operation between 15 °C and 30 °C.
Figure 5 shows that only paraffins are in question for this temperature range. For these reasons, we have chosen paraffin RT21 for our application. This material’s highest heat storage capacity is attained at temperatures ranging from 13 °C to 28 °C. Heat is stored in this area as a combination of latent and sensible heat.
This material has a heat storage capacity of 43 Wh/kg in the given temperature range, as shown in the accompanying data sheet in
Table 2. In order to store the entire energy content of a battery cell as thermal energy in the PCM, 0.20 kg of paraffin RT21 per battery cell is required [
7].
2.2. Metal 3D Printing
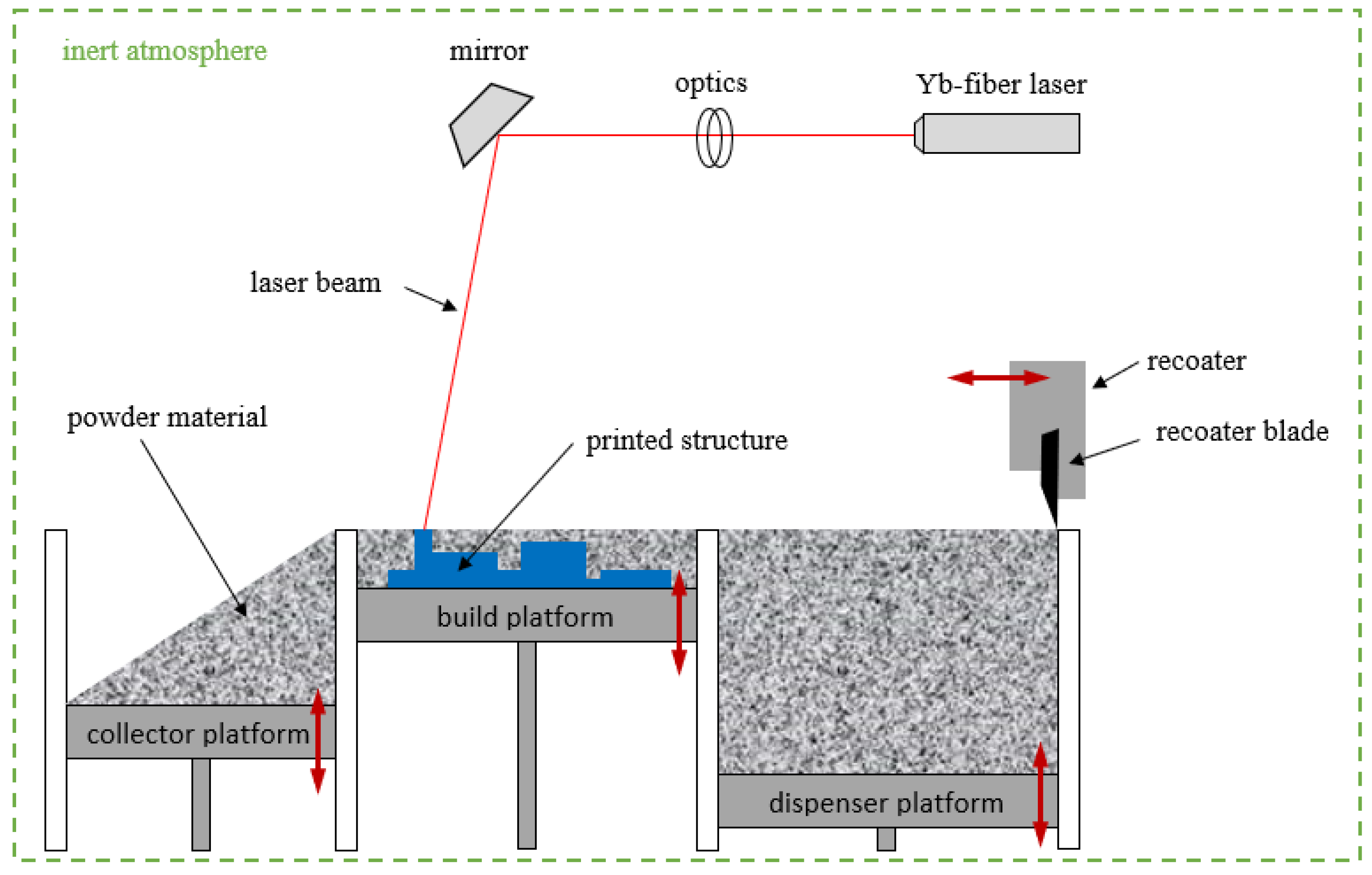
A temperature management system with an implemented cooling circuit requires a manufacturing process that enables the fabrication of complex and fragile structures. In addition, a heat-resistant material is required to withstand temperature fluctuations within or around the system. Therefore, Direct Metal Laser Sintering (DMLS) is selected to be a suitable manufacturing technology for this application. DMLS is an additive manufacturing technology for fabricating metal components out of powder particles and it is assigned to the Laser Powder Bed Fusion (LPBF) technology.
The DMLS printing system consists of three different chambers as schematically shown in
Figure 6. These chambers are flooded with inert gas (Nitrogen/Argon—depending on the powder material) to create an oxygen-free atmosphere during the printing process. There is one movable platform in each of the chambers. First, the powder material is filled on the dispenser platform. Here, the powder material must be manually compacted with the help of spatulas to avoid cavities that could lead to problems during the print job. Then, the recoater arm including the recoater blade moves across all three platforms, starting on the right (dispenser platform). Here, the recoater blade (steel, ceramic, or soft brush—depending on the powder material and on the geometry) takes away a certain amount of powder material which is then applied on the build platform. The excessive powder material is pushed onto the collector platform. After the first layer of powder material is applied, a high-power Ytterbium fibre laser beam fuses the individual powder particles together according to a two-dimensional section of the computer-aided design (CAD) model. Splashes from the laser beam are blown away by a continuous gas flow across the build platform. After the powder layer is exposed, the next powder layer is applied by the recoater arm. This iterative process lasts until the structure to be printed is finished [
9,
10,
11,
12,
13].
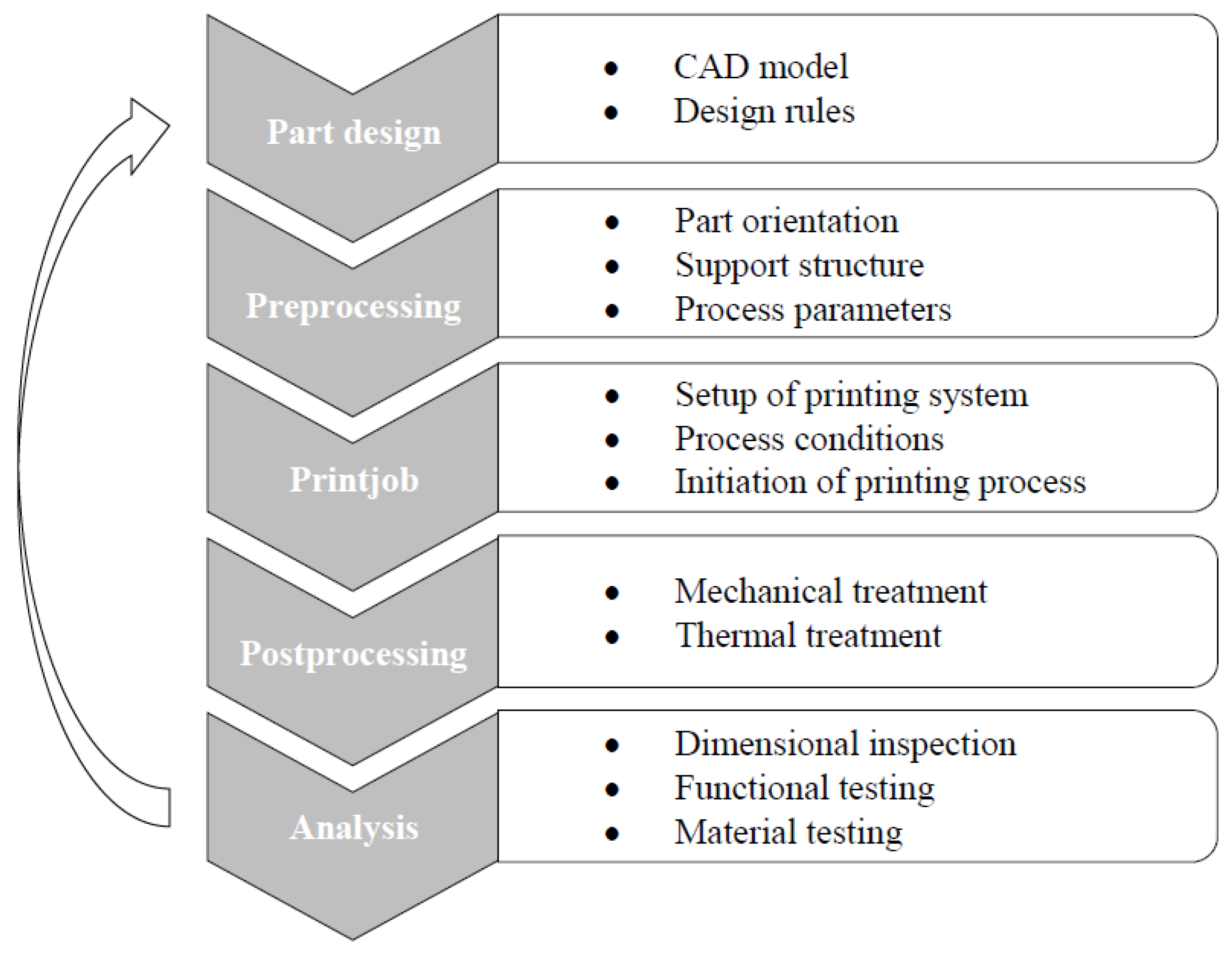
Due to the high process complexity of DMLS, the number of influencing factors (e.g., direction of the gas flow and direction/movement of the recoater arm) can have a significant impact on the buildability, the quality, and also the process costs. To keep the risk of adverse effects from influencing factors low, the entire printing process should be considered, including the individual steps as shown in
Figure 7.
The first step in the printing process is
part design. A 3D model of the component is created using CAD software, considering process and material-dependent design guidelines. These design guidelines contain relevant information regarding geometric constraints (maximum pin diameter, minimum wall thickness, etc.). A well-thought-out design saves support structures and helps reduce process costs. This step has been given special attention and is described in more detail in
Section 2.3. At the end of the part design, the 3D model is transferred into a standard transformation language (STL) file.
The second step is called pre-processing. In this step, the STL file is loaded into software that represents a virtual build platform (e.g., Materialize Magics). This is where the part orientation is defined, and the support structure is generated. Part orientation has a significant impact on part quality and process costs. After this step, the STL files are transferred to the slicing software (e.g., EOSPRINT). Within the slicing software, the 3D model in the STL file is divided into 2D sections, so-called ‘slices’. This step is necessary because the printing system processes one layer at a time during the process. Additionally, appropriate printing parameters are selected in the slicing software. Each powder material requires specific printing parameters that guarantee the maximum density and strength of the part. Nevertheless, depending on the application and part geometry, it is also possible to change some process parameters such as laser power, laser speed, and hatch spacing to avoid problems. As soon as the pre-processing steps are completed, the virtual print job is sent to the printing system.
The third step, the print job, prepares the printing system for the next process. This step involves setting up the printing system including loading the powder material, applying the first layer of powder, cleaning the lens, and starting the process conditions. When the print job is complete, the excess powder material is cleaned off and the construction platform containing the printed structure is removed from the printer. The fourth step is post-processing. Parts are removed from the construction platform using various techniques. In addition, mechanical and thermal treatments are performed in this step. In general, DMLS-manufactured parts can be processed in any type of manufacturing process, just like conventional parts.
The fifth step in the process is
Analysis. Dimensional, functional, and material checks are part of this step. The process steps in
Figure 7 influence each other and affects the final result of the print job. Technical and economic aspects depend on the optimal interaction of the individual process steps. Therefore, several iterations of the entire development process may be required until optimal results are achieved.
2.4. Design, Modeling and Simulation
To assess the feasibility and functionality of BTMS, the development process is supported by simulations. In today’s industry, simulation is an everyday tool, especially in companies with strong engineering ties, such as the automotive industry or mechanical and plant engineering. Therefore, in science as well as in business, there is a strong demand for ways to utilize computers to provide competitive and functional products and to manufacture and sell them efficiently, with high quality and safety [
15]. Computational fluid dynamics (CFD) is a computational mathematical modelling tool that can be viewed as a fusion of theory and experiment in the fields of fluid flow and heat transfer. CFD simulations provide information about flow and fluid properties that can be difficult or expensive to obtain by measurement, providing insight and understanding of product performance or flow behaviour in specific situations. CFD is now used in many industries, starting from aerospace and power generation to consumer goods, biomedical, pharmaceutical, built environment, and many more. Where CFD has historically been used to predict or understand the flow performance of existing designs or conditions. The most effective and productive usage is achieved when applied early in the design process to drive the design towards better or more consistent performance [
16]. Even the simplest heat exchange system is actually quite complex when viewed through rigorous analysis. Therefore, we decided to perform flow analysis in BTMS using a computational fluid dynamics software tool that offers 3D flow analysis. CFD is a software tool for simulating the behaviour of systems involving fluid flow, heat transfer, and other similar physical processes. It solves the equations of fluid flow over a defined region. The specified conditions on the boundary of that region must be known. Creating such CFD models and analysing the results is quick and easy thanks to advanced computing power, powerful graphics and interactive 3D manipulation of the models. Advanced solvers contain algorithms that provide robust solutions to flow fields in a reasonable amount of time. For these reasons, CFD is now an established industrial design tool that offers a cost-effective and accurate alternative to scale model testing. Various solutions are used in CFD codes, the most common is known as the finite volume technique. In this technique, the region of interest is divided into smaller sub-regions called control volumes. The equations are discretized and solved iteratively for each control volume. As a result, an approximation of the value of each variable can be obtained at specific points throughout the domain and we get a full picture of flow behaviour. The estimation of the heat dissipation of solids by convection can be made only by an abstraction of the considered body to very simple geometries. However, these empirical approximations lose their meaning when the geometry of the object and the abstraction diverge significantly. Heat sources with very complex shapes cannot be meaningfully represented by abstractions and the Heat output can only be calculated under very simple conditions. In order to make statements about the thermal behaviour of battery systems with passive PCM cooling, CFD models of batteries, and surrounding thermal mass have been created. The CFD tool Autodesk CFD 2023 was used for this. In the passive BTMS, the heat generated within the battery cells of a battery pack should be transferred to the PCM. The generated heat is stored in the PCM and provides an ideal temperature range for the battery cells. In
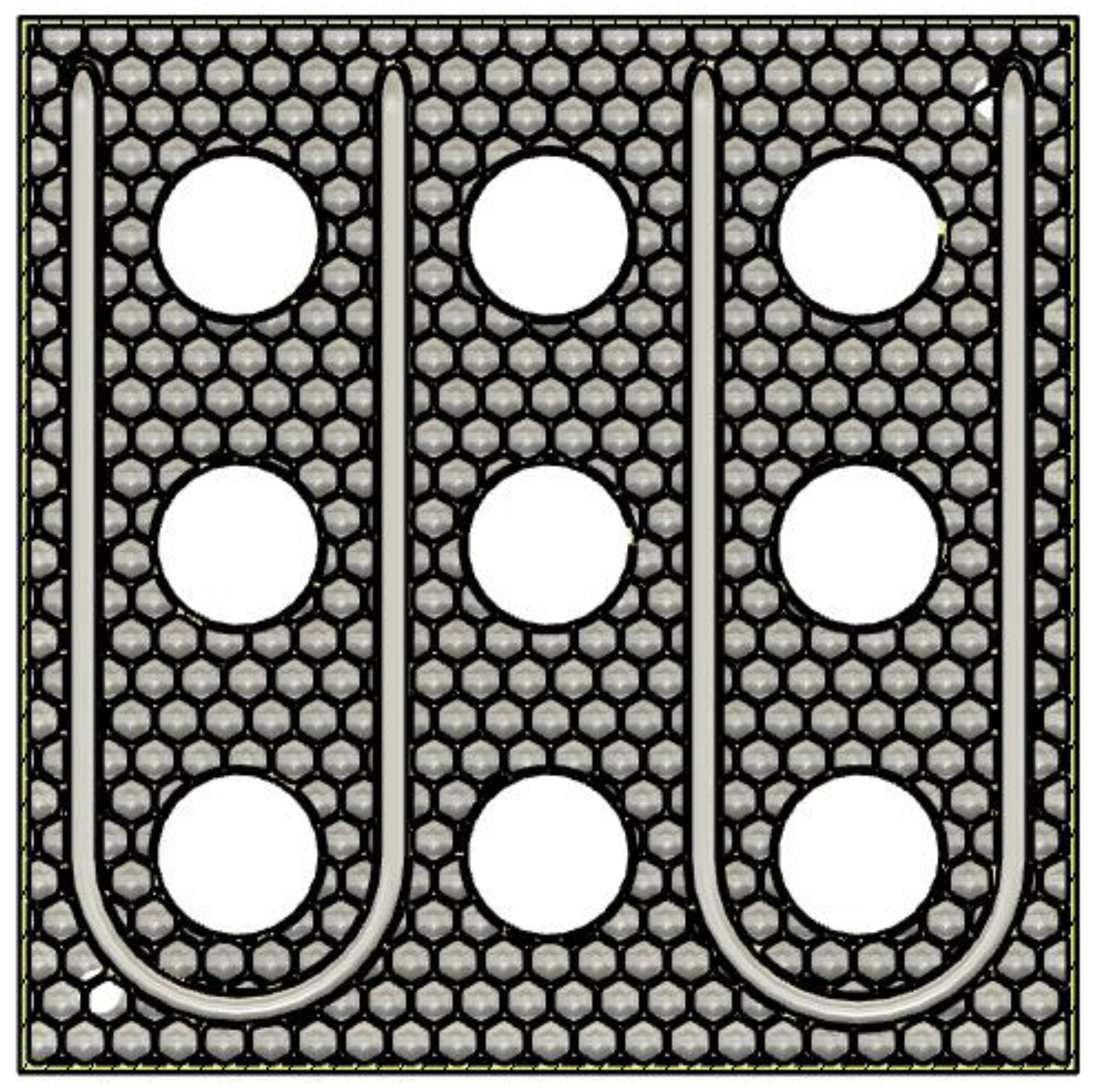
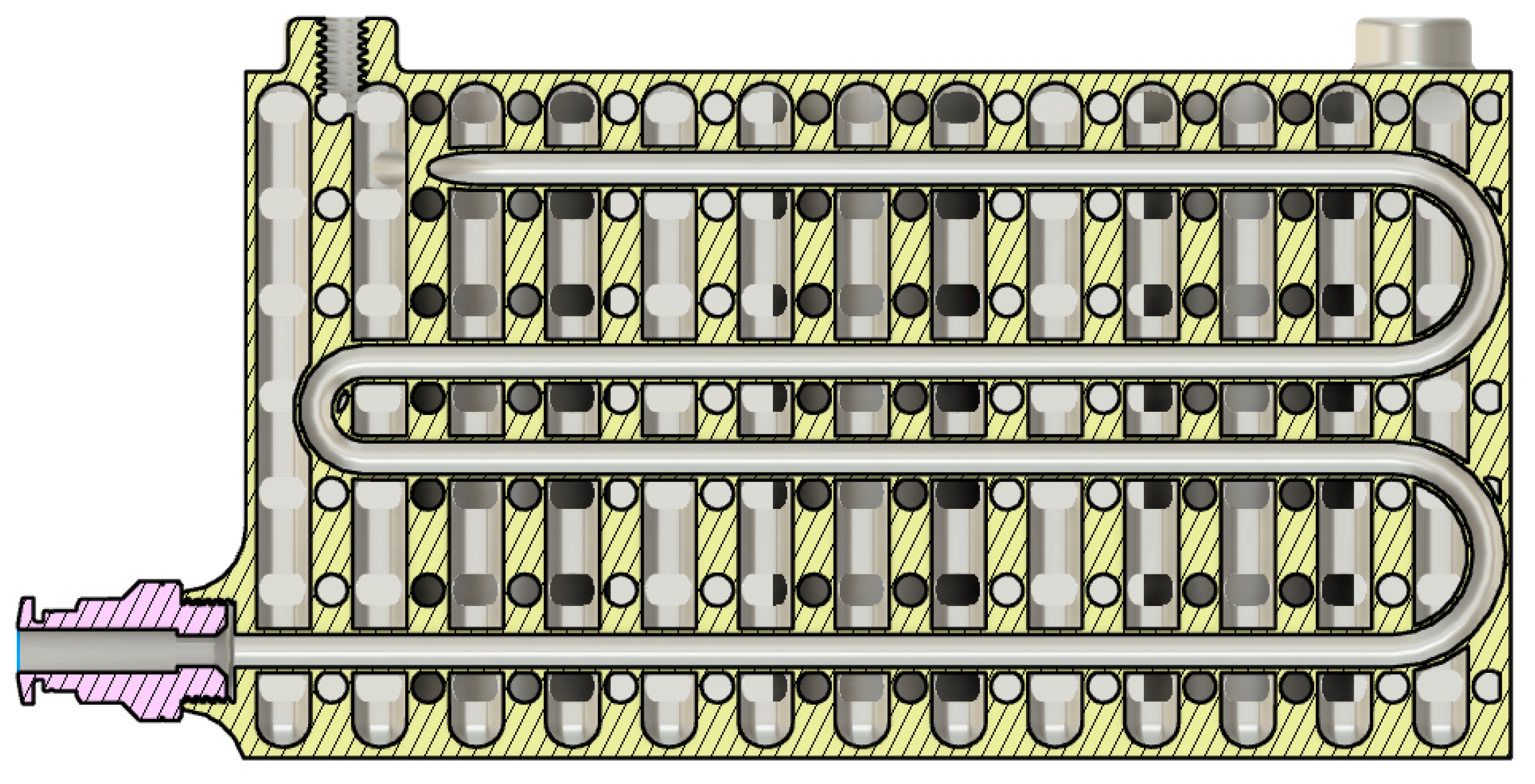
Section 2.3, we clarify how we will construct a structure so that we do not require a support structure given by the slicer. The other two basic focuses are cooling or heating and PCM space. We design channels inside the structure for cooling and heating. The honeycomb construction also serves as a support framework for the channels as can be seen in
Figure 8.
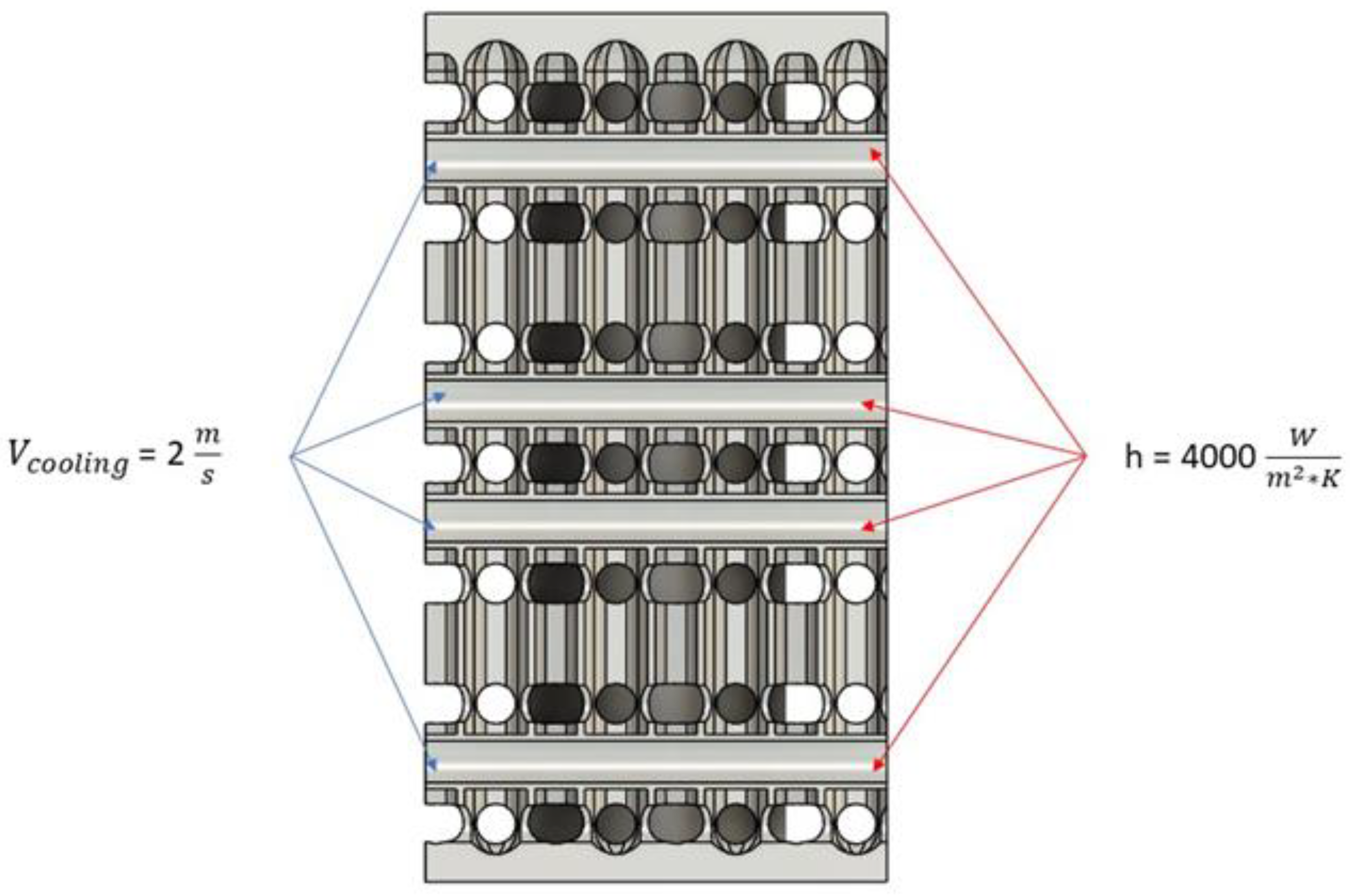
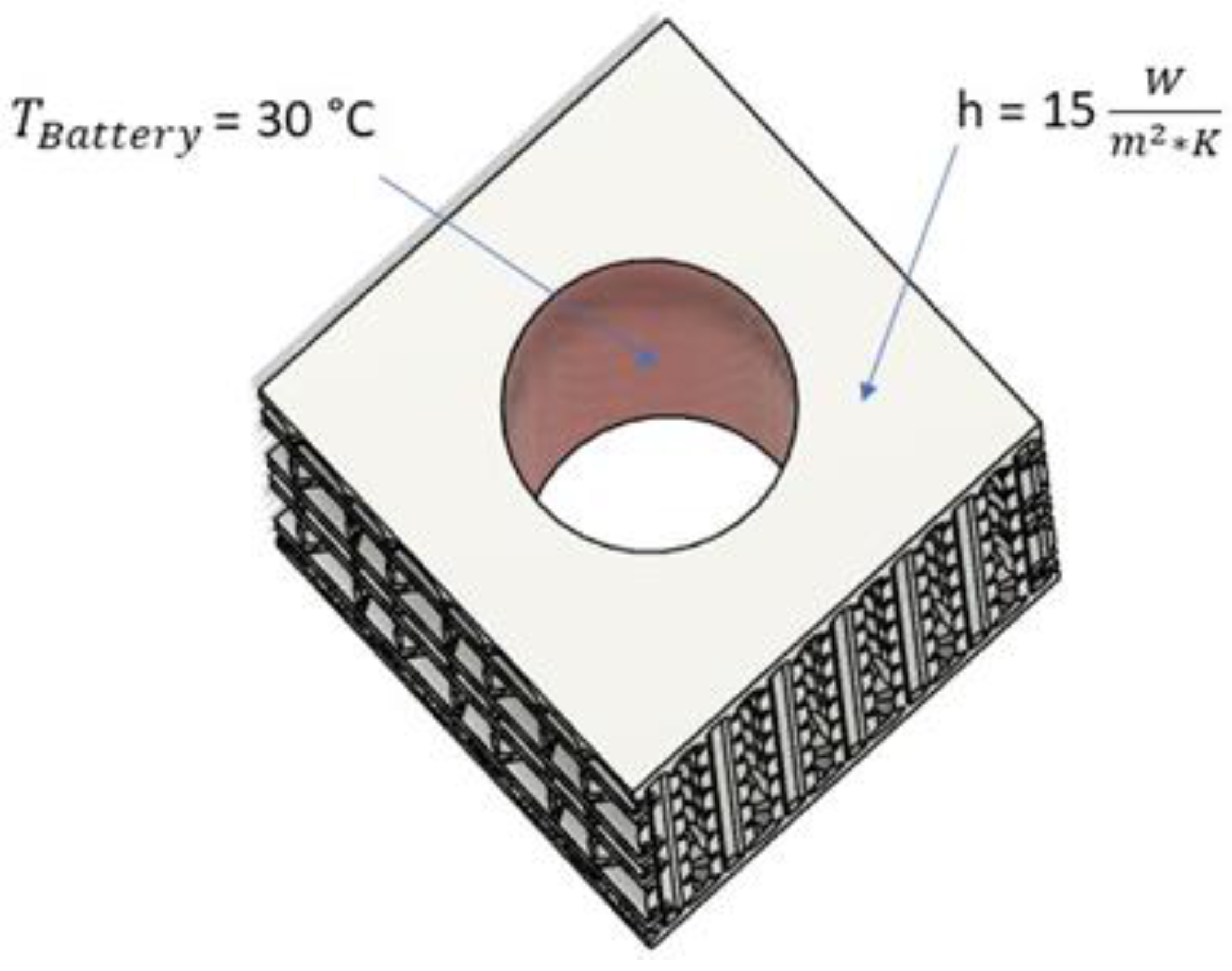
Figure 9 appears the penetrating through the structure. These cavity connections serve to ensure even distribution of the PCM. The middle section of the construction was simulated in Autodesk CFD 2023 to generate preliminary estimations of the temperature distribution. The battery slot’s wall temperature was anticipated to be 30 °C. The liquid passing through was supposed to be 10 °C in temperature. A cooling water speed of 2 m/s, an ambient temperature of 20 °C, and a starting temperature for the PCM of 20 °C were specified as additional boundary conditions. The PCM material was determined via its specific heat characteristics depending on the volume change between the solid and liquid phases. The PCM was simulated using its specific heat capacity in relation to mass and temperature. The values shown in
Table 3 are based on the three-layer calorimeter measurement from the data sheet of RT21 as can be seen in
Figure 10.
In the simulation, a heat transfer coefficient between the cooling lines and the PCM of 4000 W/m
2K is assumed, as can be seen in
Figure 11.
The heat transfer coefficient of the housing was defined as 15 W/m
2K as shown in
Figure 12.
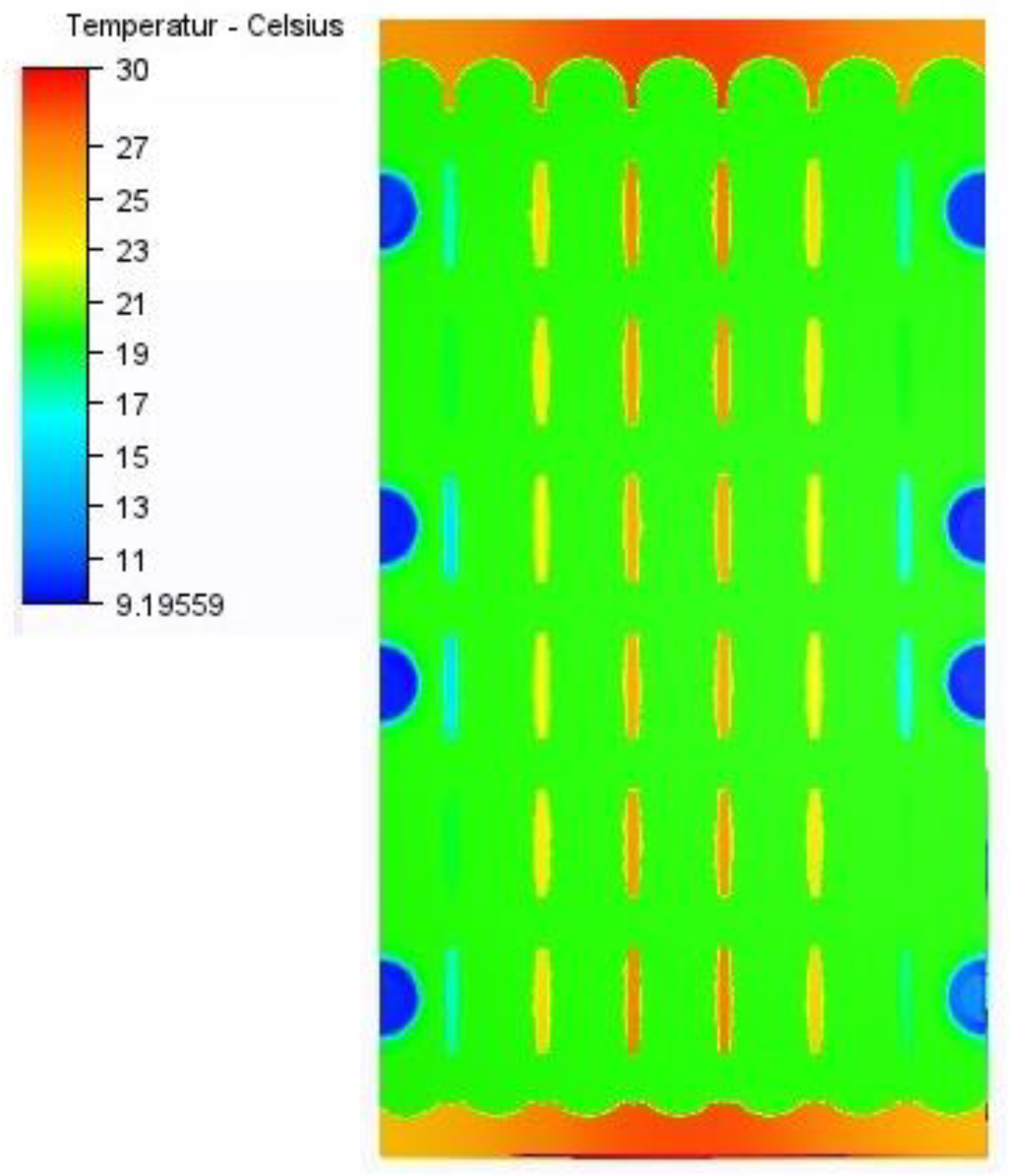
With the provided start parameters, you can see the PCM’s influence after only a few seconds. The temperature of the battery is conveyed to the battery pack wall and stored by the PCM. The same is true for the temperature of the cooling lines. The conductive support structure aids heat transfer through the PCM. The temperature distribution in the PCM can be seen in in
Figure 13.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}