
Effect of Initial Grain Size on Microstructure and Mechanical Properties of In Situ Hybrid Aluminium Nanocomposites Fabricated by Friction Stir Processing



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (a)
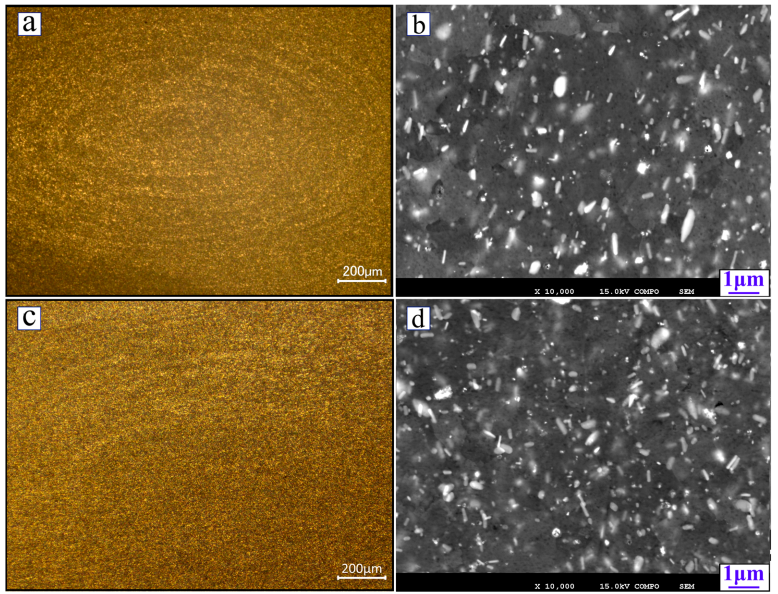
- The fabricated hybrid composites by FSP showed a fine-grained Al matrix with a mean grain size of ~2 μm and 3.4 μm for annealed and rolled specimens, respectively;
- (b)
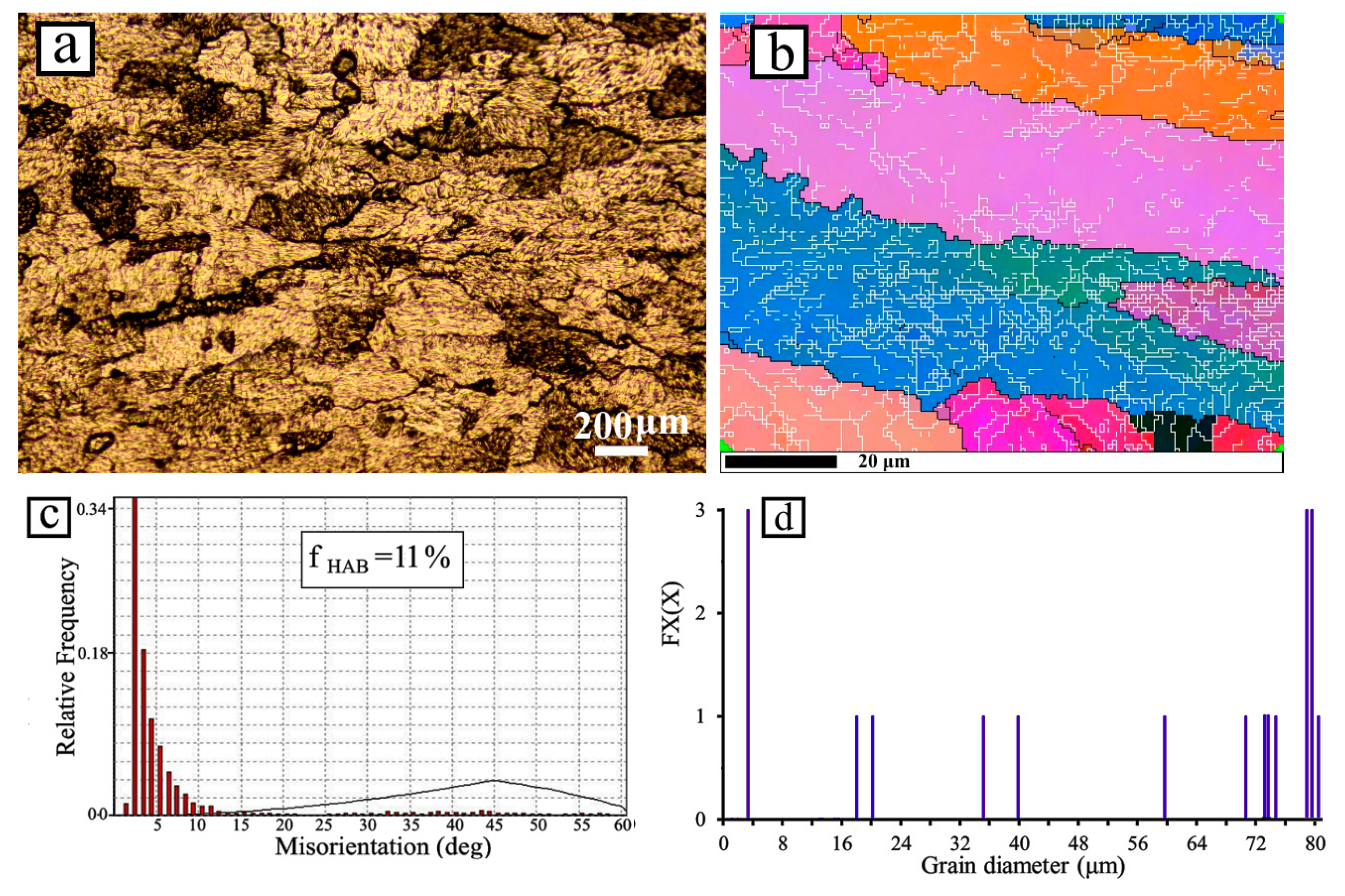
- The initial grain size substantially affects the final microstructures in the friction stir processing. A decrease in the initial grain size can hasten the kinetics of grain refinement considerably under friction stir processing;
- (c)
- The grain size in the composites’ FSP zone is affected by the base metal condition, e.g., the rolled and the annealed condition;
- (d)
- KAM histogram showed that after FSP, the dislocation density in the annealed specimen is higher than in rolled samples;
- (e)
- Because of the much finer microstructure and uniform distribution of particles, the hardness and tensile strength of the fabricated composite from annealed specimen were higher.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Ma, Z.Y. Friction stir processing technology: A review. Metall. Mater. Trans. A 2008, 39, 642–658. [Google Scholar] [CrossRef]
- Navazani, M.; Dehghani, K. Fabrication of Mg-ZrO2 surface layer composites by friction stir processing. J. Mater. Process. Technol. 2016, 229, 439–449. [Google Scholar] [CrossRef]
- Malopheyev, S.S.; Zuiko, I.S.; Mironov, S.Y.; Kaibyshev, R.O. Microstructural Aspects of the Fabrication of Al/Al2O3 Composite by Friction Stir Processing. Materials 2023, 16, 2898. [Google Scholar] [CrossRef] [PubMed]
- Chai, F.; Zhang, D.; Li, Y.; Zhang, W. Microstructure evolution and mechanical properties of a submerged friction-stir-processed AZ91 magnesium alloy. J. Mater. Sci. 2015, 50, 3212–3225. [Google Scholar] [CrossRef]
- Izadi, H.; Sandstrom, R.; Gerlich, A.P. Grain growth behavior and Hall–Petch strengthening in friction stir processed Al 5059. Metall. Mater. Trans. A 2014, 45, 5635–5644. [Google Scholar] [CrossRef]
- Papantoniou, I.G.; Markopoulos, A.P.; Manolakos, D.E. A new approach in surface modification and surface hardening of aluminum alloys using friction stir process: Cu-reinforced AA5083. Materials 2020, 13, 1278. [Google Scholar] [CrossRef]
- Malakar, A.; Pancholi, V.; Dabhade, V. Recrystallization and strengthening mechanism in friction-stir-processed Al powder compacts. J. Mater. Eng. Perform. 2020, 29, 3243–3252. [Google Scholar] [CrossRef]
- Abushanab, W.S.; Moustafa, E.B.; Ghandourah, E.I.; Hussein, H.; Taha, M.A.; Mosleh, A.O. Impact of hard and soft reinforcements on the microstructure, mechanical, and physical properties of the surface composite matrix manufactured by friction stir processing. Coatings 2023, 13, 284. [Google Scholar] [CrossRef]
- Hotami, M.M.; Yang, S. Investigation on Micro-Hardness, Surface Roughness and SEM of Nano TiO2/B4C/Graphene Reinforced AA 7075 Composites Fabricated by Frictional Stir Processing. Crystals 2023, 13, 522. [Google Scholar] [CrossRef]
- Iwaszko, J.; Sajed, M. Technological aspects of producing surface composites by friction stir processing—A review. J. Compos. Sci. 2021, 5, 323. [Google Scholar] [CrossRef]
- Muribwathoho, O.; Msomi, V.; Mabuwa, S. Metal Matrix Composite Fabricated with 5000 Series Marine Grades of Aluminium Using FSP Technique: State of the Art Review. Appl. Sci. 2022, 12, 12832. [Google Scholar] [CrossRef]
- Khoshaim, A.B.; Moustafa, E.B.; Alazwari, M.A.; Taha, M.A. An Investigation of the Mechanical, Thermal and Electrical Properties of an AA7075 Alloy Reinforced with Hybrid Ceramic Nanoparticles Using Friction Stir Processing. Metals 2023, 13, 124. [Google Scholar] [CrossRef]
- Roeen, G.A.; Yousefi, S.G.; Emadi, R.; Shooshtari, M.; Lotfian, S. Remanufacturing the AA5052 GTAW welds using friction stir processing. Metals 2021, 11, 749. [Google Scholar] [CrossRef]
- Mondal, S. Aluminum or its alloy matrix hybrid nanocomposites. Met. Mater. Int. 2021, 27, 2188–2204. [Google Scholar] [CrossRef]
- Patil, N.A.; Pedapati, S.R.; Mamat, O.B. A review on aluminium hybrid surface composite fabrication using friction stir processing. Arch. Metall. Mater. 2020, 65, 441–457. [Google Scholar]
- Bodunrin, M.O.; Alaneme, K.K.; Chown, L.H. Aluminium matrix hybrid composites: A review of reinforcement philosophies; mechanical, corrosion and tribological characteristics. J. Mater. Res. Technol. 2015, 4, 434–445. [Google Scholar] [CrossRef]
- Petrović, J.; Mladenović, S.; Marković, I.; Dimitrijević, S. Characterization of Hybrid Aluminum Composites Reinforced with Al2O3 Particles and Walnut-shell Ash. Mater. Technol. 2022, 56, 115–122. [Google Scholar] [CrossRef]
- Azimi-Roeen, G.; Kashani-Bozorg, S.F.; Nosko, M.; Švec, P. Reactive mechanism and mechanical properties of in-situ hybrid nanocomposites fabricated from an Al–Fe2O3 system by friction stir processing. Mater. Charact. 2017, 127, 279–287. [Google Scholar] [CrossRef]
- AzimiRoeen, G.; Kashani-Bozorg, S.F.; Nosko, M.; Lotfian, S.J.M.; International, M. Mechanical and Microstructural Characterization of Hybrid Aluminum Nanocomposites Synthesized from an Al–Fe3O4 System by Friction Stir Processing. Met. Mater. Int. 2020, 26, 1441–1453. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Simchi, A.; Kokabi, A.; Sadeghahmadi, M.; Gerlich, A.P. Reactive friction stir processing of AA 5052–TiO2 nanocomposite: Process–microstructure–mechanical characteristics. Mater. Sci. Technol. 2015, 31, 426–435. [Google Scholar] [CrossRef]
- Madhu, H.; Ajay Kumar, P.; Perugu, C.S.; Kailas, S.V. Microstructure and mechanical properties of friction stir process derived Al-TiO2 nanocomposite. J. Mater. Eng. Perform. 2018, 27, 1318–1326. [Google Scholar] [CrossRef]
- Chen, C.; Kao, P.; Chang, L.; Ho, N.J. Effect of processing parameters on microstructure and mechanical properties of an Al-Al11Ce3-Al2O3 in-situ composite produced by friction stir processing. Acta Mater. 2010, 41, 513–522. [Google Scholar] [CrossRef]
- Kraiklang, R.; Onwong, J.; Santhaweesuk, C. Multi-performance characteristics of AA5052+ 10% SiC surface composite by friction stir processing. J. Compos. Sci. 2020, 4, 36. [Google Scholar] [CrossRef]
- You, G.; Ho, N.; Kao, P. The microstructure and mechanical properties of an Al–CuO in-situ composite produced using friction stir processing. Mater. Lett. 2013, 90, 26–29. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. A model of continuous dynamic recrystallization. Acta Mater. 2003, 51, 2685–2699. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Su, J.-Q.; Nelson, T.W.; Sterling, C.J. Microstructure evolution during FSW/FSP of high strength aluminum alloys. Mater. Sci. Eng. A 2005, 405, 277–286. [Google Scholar] [CrossRef]
- Prangnell, P.; Bowen, J.R.; Apps, P.J. Ultra-fine grain structures in aluminium alloys by severe deformation processing. Mater. Sci. Eng. A 2004, 375, 178–185. [Google Scholar] [CrossRef]
- Rao, A.; Ravi, K.; Ramakrishnarao, B.; Deshmukh, V.; Sharma, A.; Prabhu, N.; Kashyap, B. Recrystallization phenomena during friction stir processing of hypereutectic aluminum-silicon alloy. Metall. Mater. Trans. A 2013, 44, 1519–1529. [Google Scholar] [CrossRef]
- Manshadi, A.D. Evolution of Recrystallization During and following Hot Deformation. Ph.D. Thesis, Deakin University, Burwood, Australia, 2007. [Google Scholar]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef]
- Derby, B. The dependence of grain size on stress during dynamic recrystallisation. Acta Metall. Mater. 1991, 39, 955–962. [Google Scholar] [CrossRef]
- Azimi-Roeen, G.; Kashani-Bozorg, S.F.; Nosko, M.; Nagy, Š. Formation of Al/(Al13Fe4+ Al2O3) Nanocomposites via Mechanical Alloying and Friction Stir Processing. J. Mater. Eng. Perform. 2018, 27, 471–482. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Simchi, A.; Kokabi, A.; Gerlich, A.; Nosko, M. Effects of stored strain energy on restoration mechanisms and texture components in an aluminum–magnesium alloy prepared by friction stir processing. Mater. Sci. Eng. A 2015, 642, 204–214. [Google Scholar] [CrossRef]
- Zhou, L.; Chen, W.; Feng, S.; Sun, M.; Xu, B.; Li, D. Dynamic recrystallization behavior and interfacial bonding mechanism of 14Cr ferrite steel during hot deformation bonding. J. Mater. Sci. Technol. 2020, 43, 92–103. [Google Scholar] [CrossRef]
- Xu, C.; He, H.; Xue, Z.; Li, L. A detailed investigation on the grain structure evolution of AA7005 aluminum alloy during hot deformation. Mater. Charact. 2021, 171, 110801. [Google Scholar] [CrossRef]
- Kaibyshev, R.; Shipilova, K.; Musin, F.; Motohashi, Y. Continuous dynamic recrystallization in an Al–Li–Mg–Sc alloy during equal-channel angular extrusion. Mater. Sci. Eng. A 2005, 396, 341–351. [Google Scholar] [CrossRef]
- Azimi-Roeen, G.; Kashani-Bozorg, S.F.; Nosko, M.; Orovcik, L.; Lotfian, S. Effect of multi-pass friction stir processing on textural evolution and grain boundary structure of Al–Fe3O4 system. J. Mater. Res. Technol. 2020, 9, 1070–1086. [Google Scholar] [CrossRef]
- Azimi-Roeen, G.; Kashani-Bozorg, S.F.; Nosko, M.; Orovcik, L. EBSD investigation of Al/(Al13Fe4+ Al2O3) nanocomposites fabricated by mechanical milling and friction stir processing. J. Microsc. 2018, 270, 3–16. [Google Scholar] [CrossRef]
- Belyakov, A.; Tsuzaki, K.; Miura, H.; Sakai, T. Effect of initial microstructures on grain refinement in a stainless steel by large strain deformation. Acta Mater. 2003, 51, 847–861. [Google Scholar] [CrossRef]
- Mohtadi-Bonab, M.; Eskandari, M.; Szpunar, J. Texture, local misorientation, grain boundary and recrystallization fraction in pipeline steels related to hydrogen induced cracking. Mater. Sci. Eng. A 2015, 620, 97–106. [Google Scholar] [CrossRef]
- Saito, N.; Shigematsu, I.; Komaya, T.; Tamaki, T.; Yamauchi, G.; Nakamura, M. Grain refinement of 1050 aluminum alloy by friction stir processing. J. Mater. Sci. Lett. 2001, 20, 1913–1915. [Google Scholar] [CrossRef]
- Yu, C.; Kao, P.; Chang, C. Transition of tensile deformation behaviors in ultrafine-grained aluminum. Acta Mater. 2005, 53, 4019–4028. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zn | Cr | Mg | Mn | Cu | Fe | Si |
|---|---|---|---|---|---|---|---|
| Balance | 0.0097 | 0.0041 | 0.0017 | 0.0061 | 0.0123 | 0.272 | 0.206 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Azimiroeen, G.; Kashani-Bozorg, S.F.; Nosko, M.; Lotfian, S. Effect of Initial Grain Size on Microstructure and Mechanical Properties of In Situ Hybrid Aluminium Nanocomposites Fabricated by Friction Stir Processing. Appl. Sci. 2023, 13, 7337. https://doi.org/10.3390/app13127337
Azimiroeen G, Kashani-Bozorg SF, Nosko M, Lotfian S. Effect of Initial Grain Size on Microstructure and Mechanical Properties of In Situ Hybrid Aluminium Nanocomposites Fabricated by Friction Stir Processing. Applied Sciences. 2023; 13(12):7337. https://doi.org/10.3390/app13127337
Chicago/Turabian StyleAzimiroeen, Ghasem, Seyed Farshid Kashani-Bozorg, Martin Nosko, and Saeid Lotfian. 2023. "Effect of Initial Grain Size on Microstructure and Mechanical Properties of In Situ Hybrid Aluminium Nanocomposites Fabricated by Friction Stir Processing" Applied Sciences 13, no. 12: 7337. https://doi.org/10.3390/app13127337
APA StyleAzimiroeen, G., Kashani-Bozorg, S. F., Nosko, M., & Lotfian, S. (2023). Effect of Initial Grain Size on Microstructure and Mechanical Properties of In Situ Hybrid Aluminium Nanocomposites Fabricated by Friction Stir Processing. Applied Sciences, 13(12), 7337. https://doi.org/10.3390/app13127337