
Predictive Maintenance for Remanufacturing Based on Hybrid-Driven Remaining Useful Life Prediction

 ,
,  ,
, 
 ,
,
Abstract
:1. Introduction
2. Proposed Methodology
2.1. Condition Monitoring
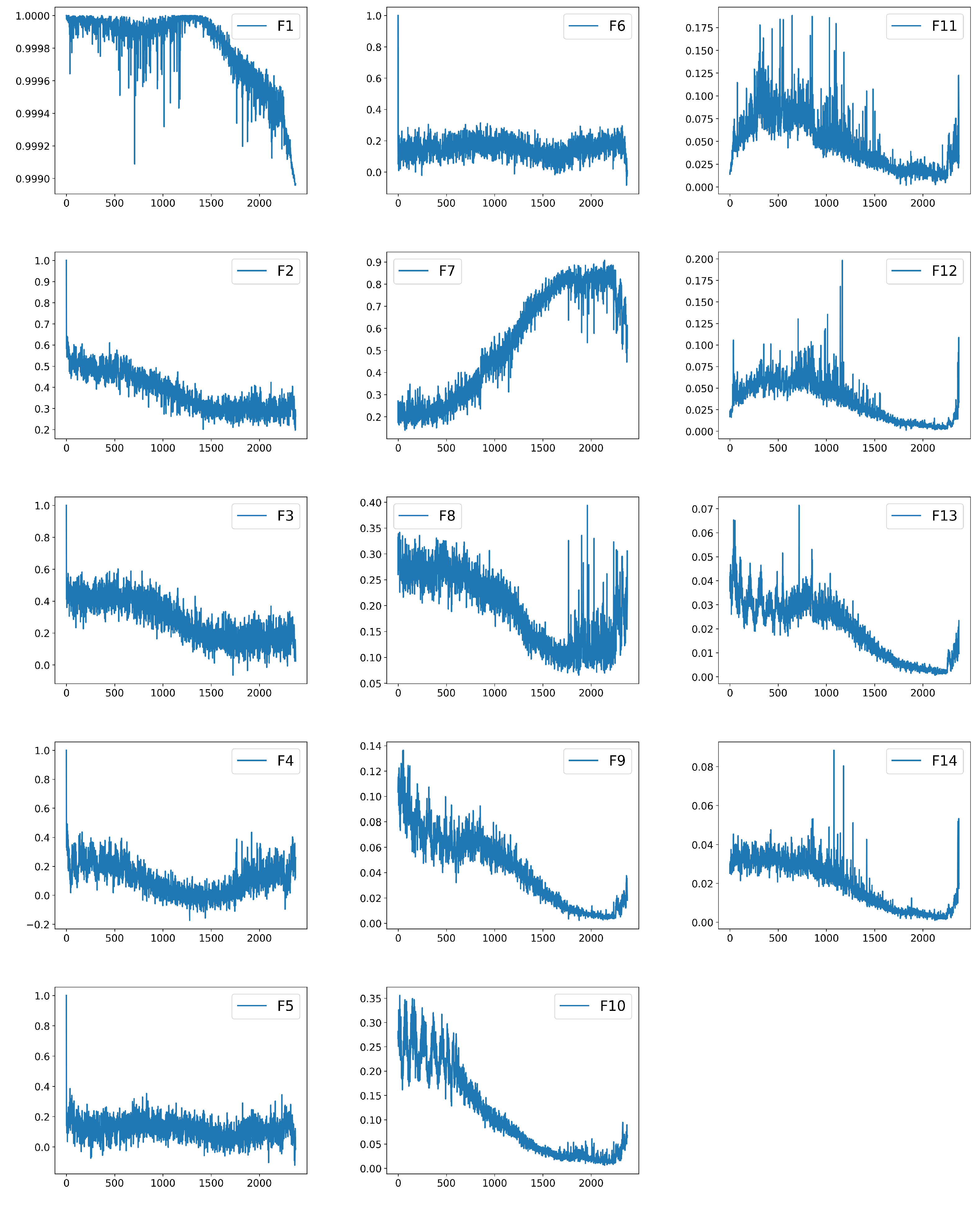
2.1.1. Feature Extraction
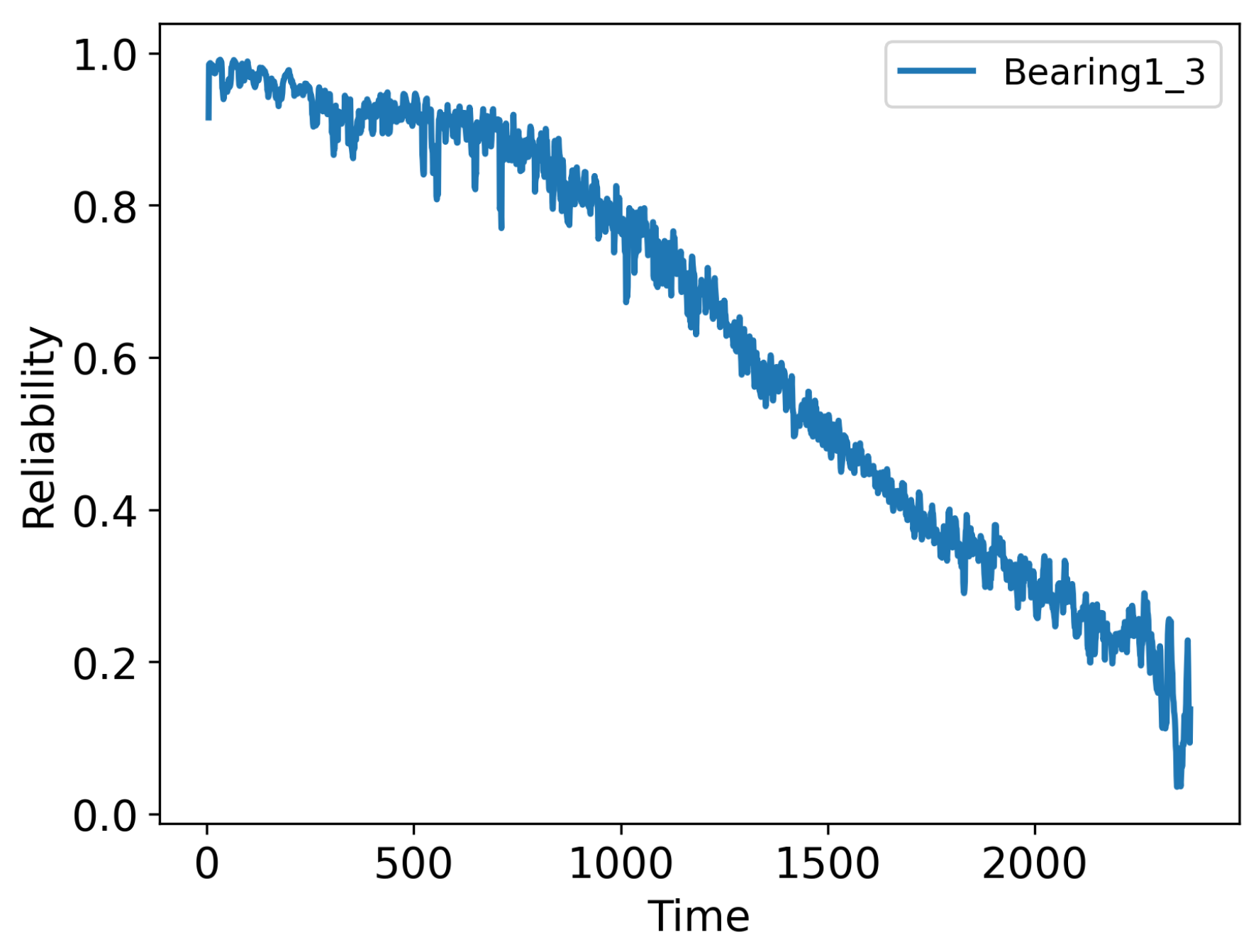
2.1.2. Performance Assessment
- The first step is normalizaing the extracted features:where is the feature at the time t, which will be normalize into [0, 1].
- The second step is to calculate the PCC with the obtained features between normal state and the real-time state:where x and y are two different feature vectors and n is the length of a feature vector.
2.2. Prognositc Approach: Hybrid-Driven Remaining Useful Life Prediciton
2.2.1. Knowledge-Based Degradation Model
2.2.2. Model Parameter Identification
2.2.3. Remaining Useful Lifetime Calculation
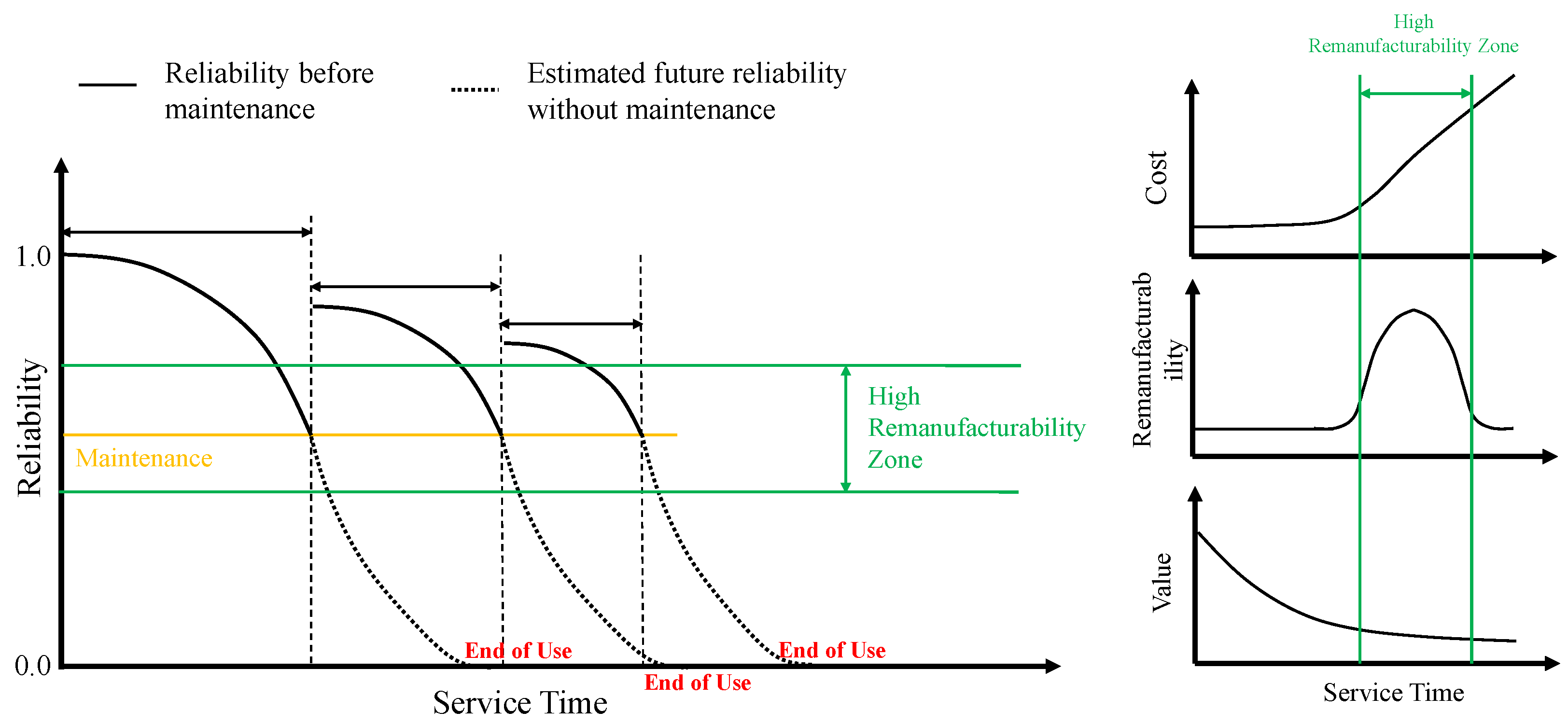
2.3. Dynamic Maintenance Scheduling
3. Experiment and Result
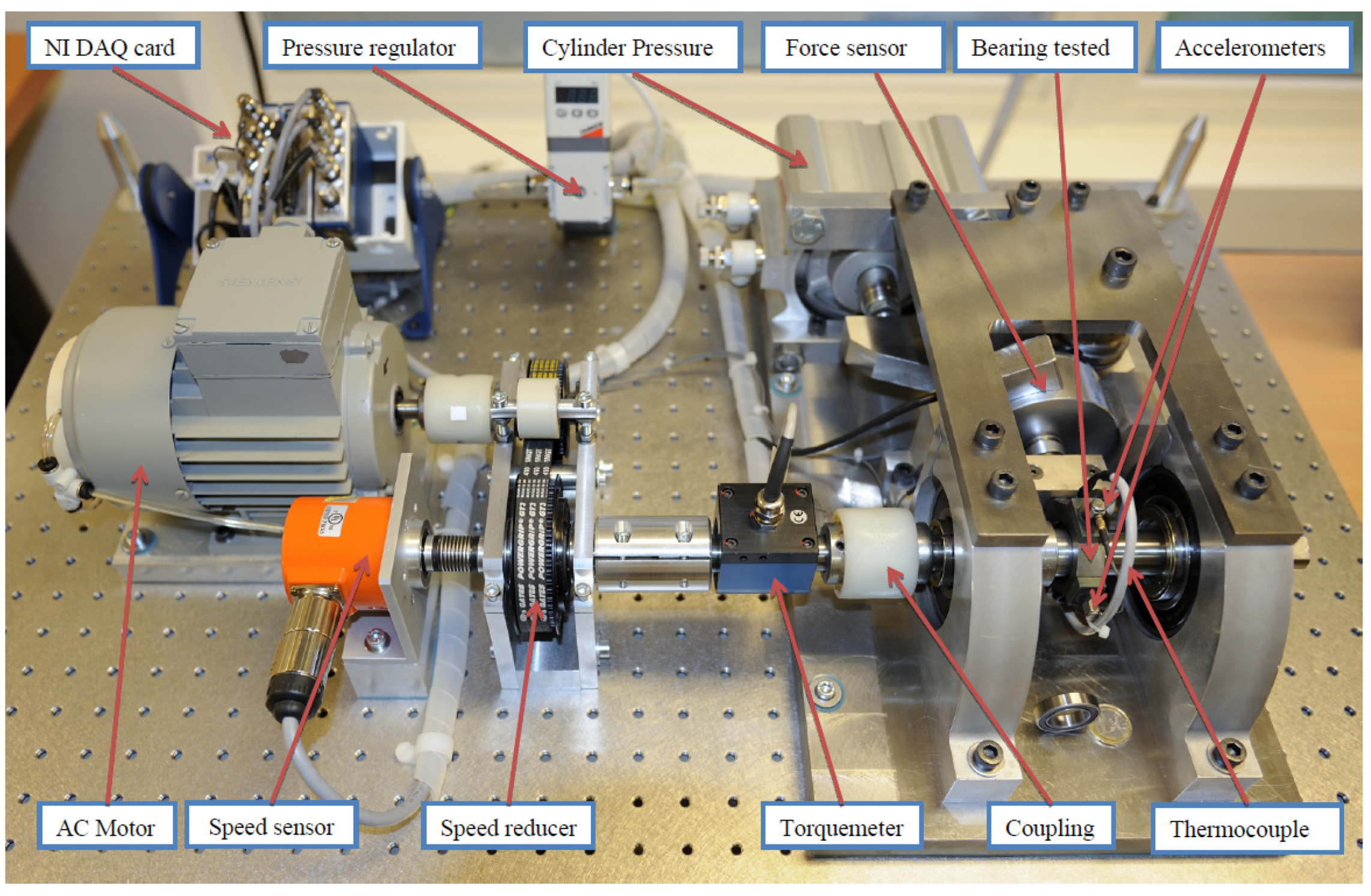
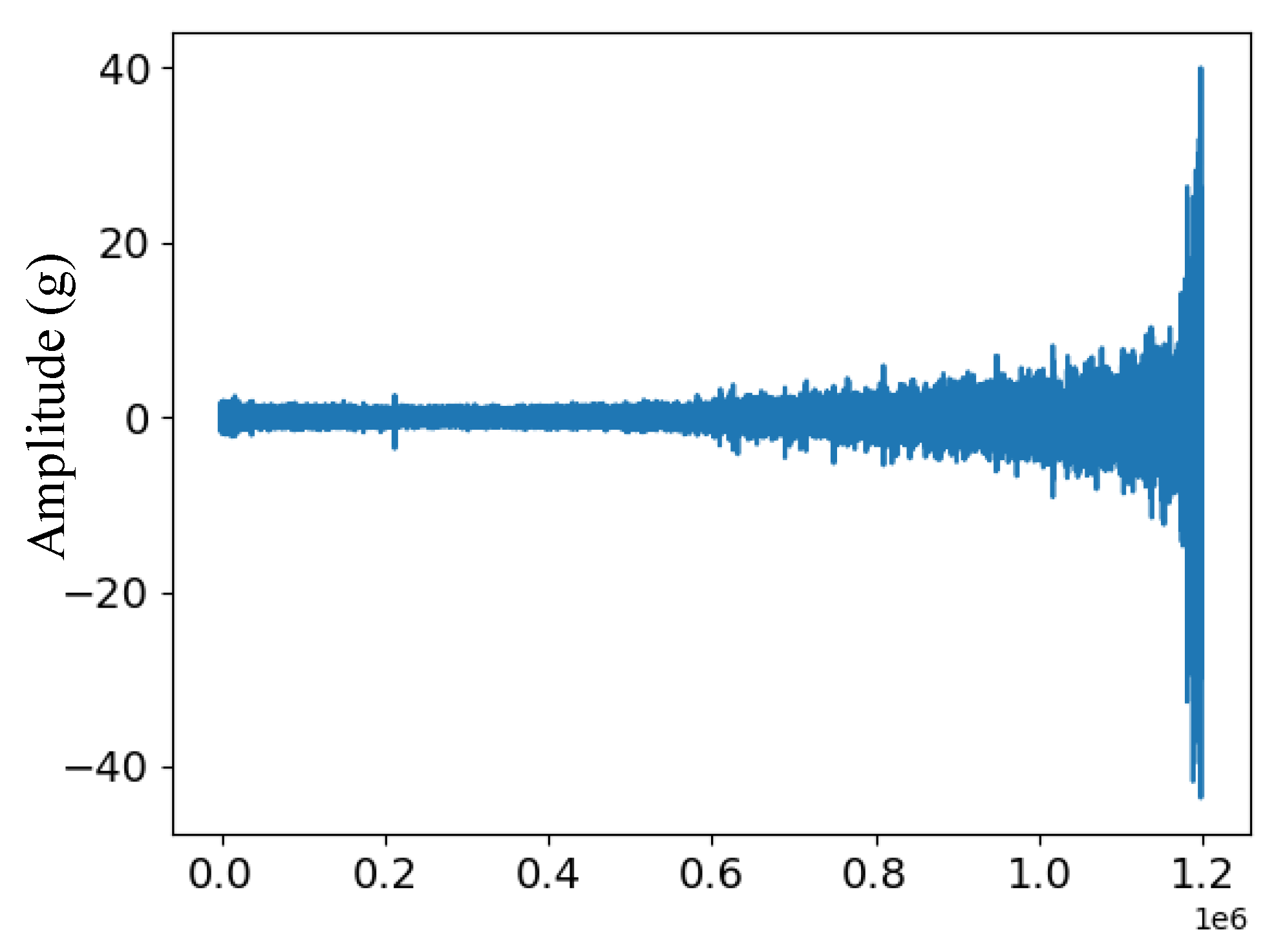
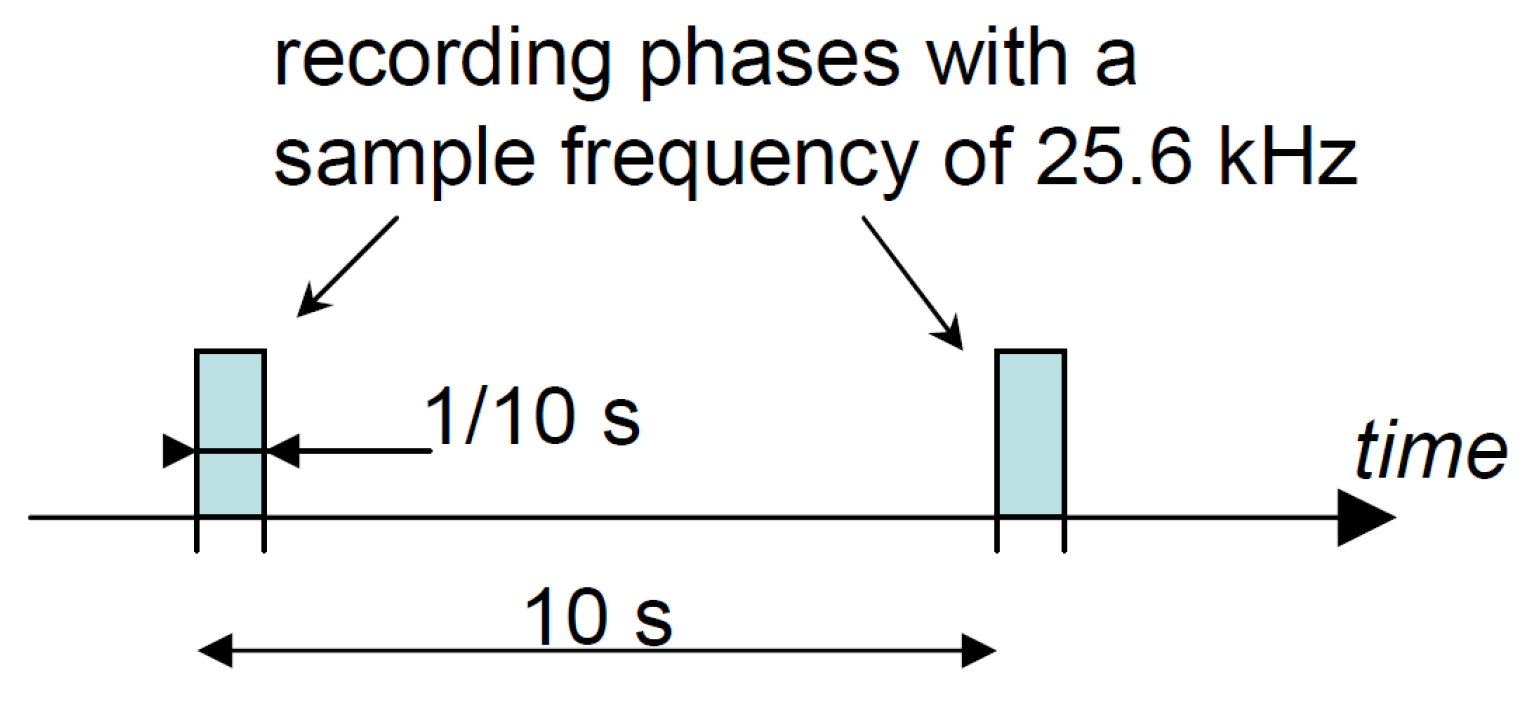
3.1. Testbed Preparation
3.2. Test Setting Details
3.3. Results and Analysis
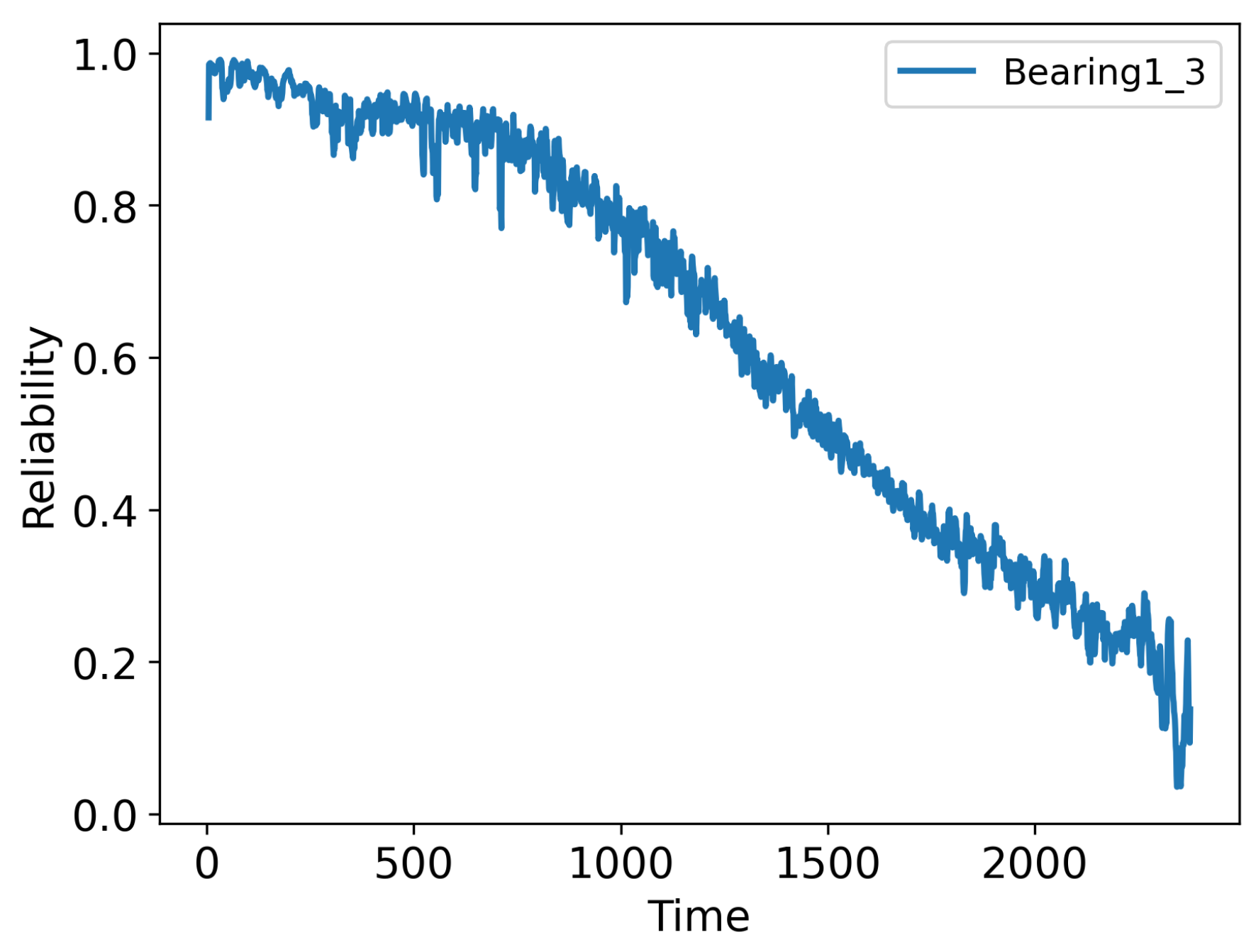
3.3.1. Condition Monitoring Analysis
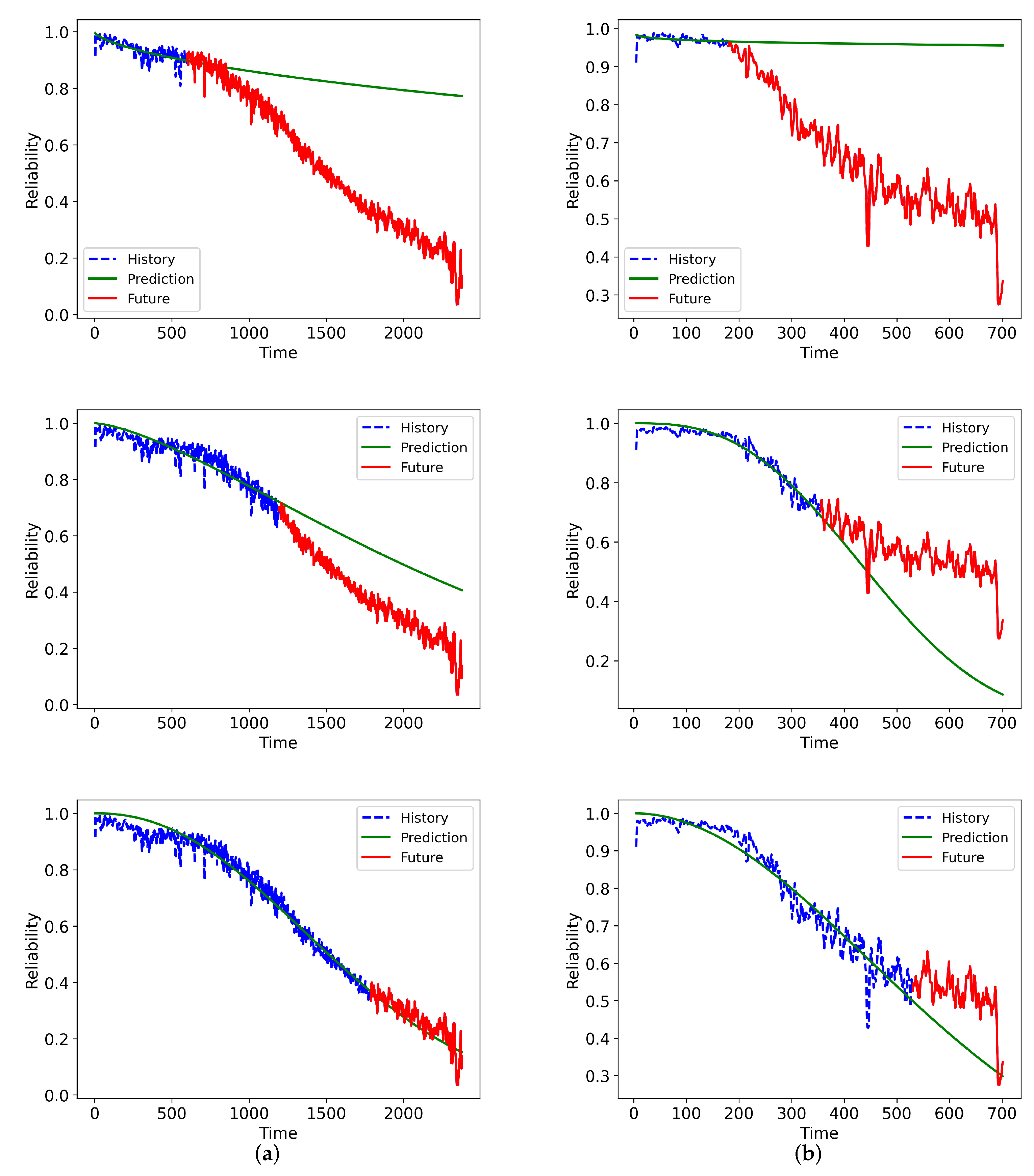
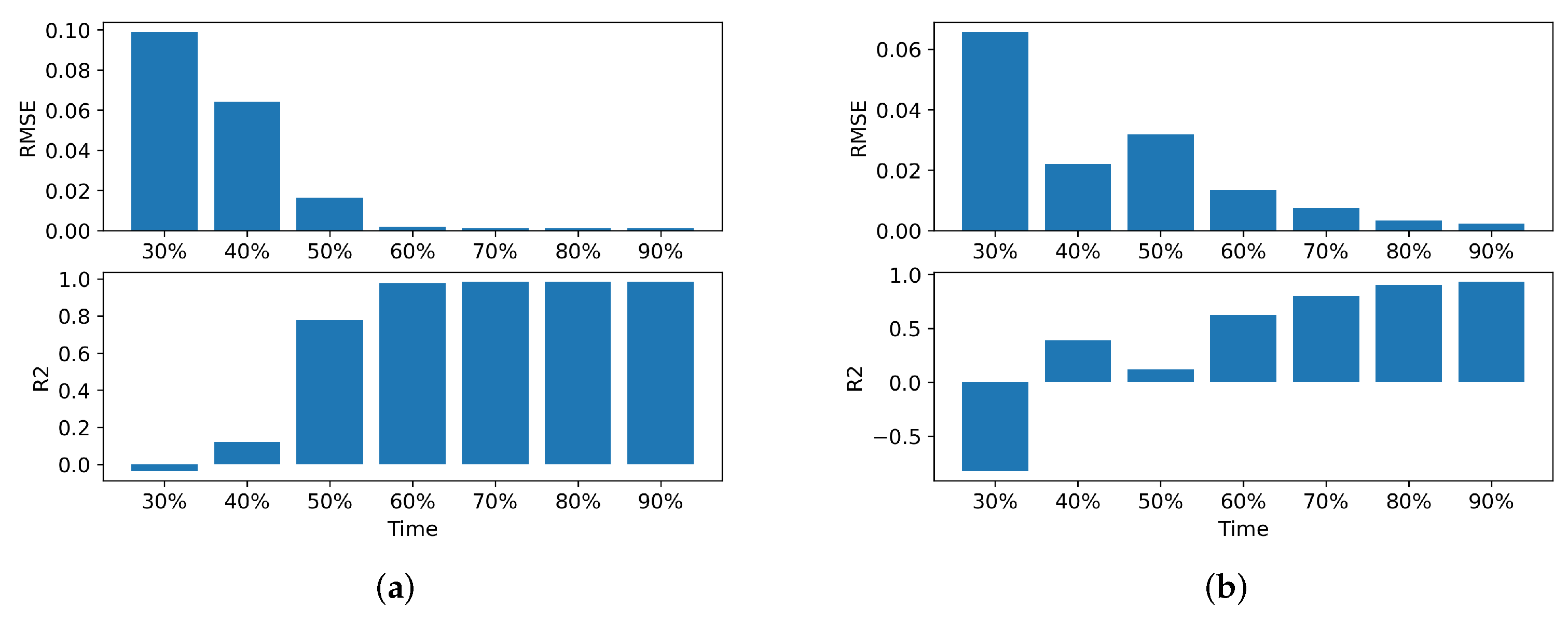
3.3.2. Prognositc Approach Analysis
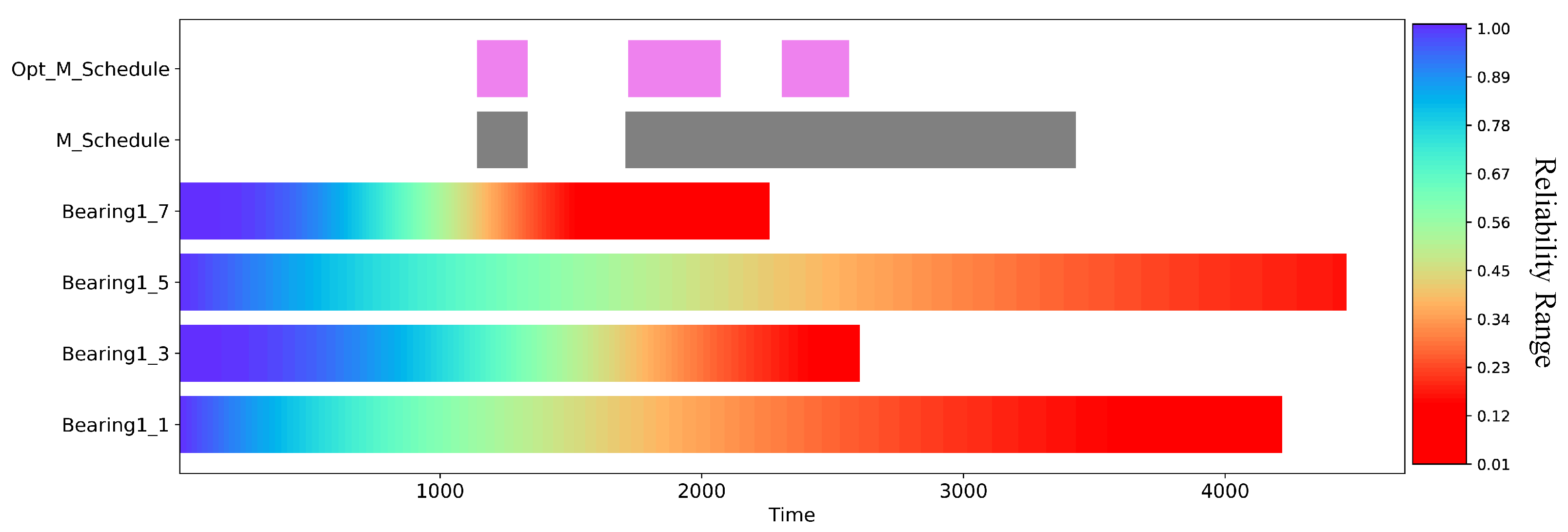
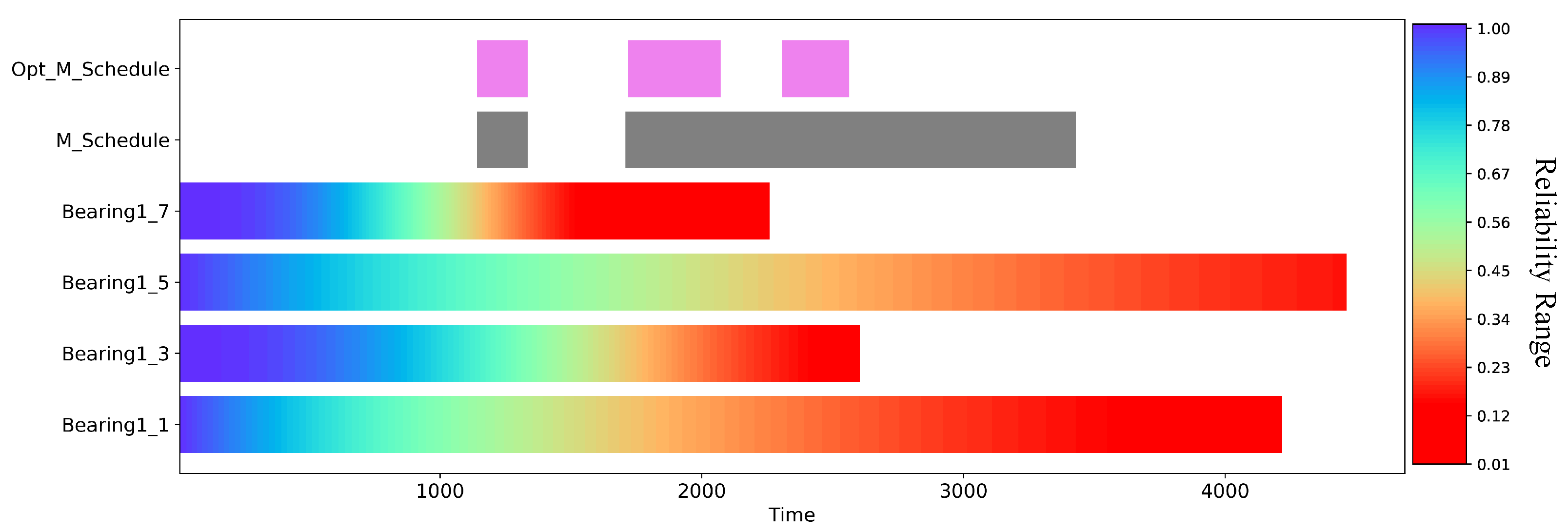
3.3.3. Dynamic Maintenance Scheduling
4. Discussion and Conclusions
- For the condition monitoring part, the more advanced algorithms can be investigated to improve the generalization of performance assessment and obtain more accurate reliability under different working conditions.
- Based on the detailed analysis, the current algorithm used in the prognostic module could not work well when the machine working at the initial operation period has limited data. Therefore, prior knowledge of experts can be introduced to support the data limitation stage in future work.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- U.S. Global Change Research Program. Global Climate Change Impacts in the United States; Technical Report; Cambridge University Press: Cambridge, UK, 2015. [Google Scholar]
- Dolge, K.; Blumberga, D. Key Factors Influencing the Achievement of Climate Neutrality Targets in the Manufacturing Industry: LMDI Decomposition Analysis. Energies 2021, 14, 8006. [Google Scholar] [CrossRef]
- Lin, Y.; Yang, H.; Ma, L.; Li, Z.; Ni, W. Low-Carbon Development for the Iron and Steel Industry in China and the World: Status Quo, Future Vision, and Key Actions. Sustainability 2021, 13, 12548. [Google Scholar] [CrossRef]
- Hu, X.; Yang, Z.; Sun, J.; Zhang, Y. Carbon tax or cap-and-trade: Which is more viable for Chinese remanufacturing industry? J. Clean. Prod. 2020, 243, 118606. [Google Scholar] [CrossRef] [Green Version]
- European Environment Agency. Circular Economy in Europe- Developing the Knowledge Base; Technical Report; Publications Office of the European Union: Luxembourg, 2015.
- Esposito, M.; Tse, T.; Soufani, K. Introducing a circular economy: New thinking with new managerial and policy implications. Calif. Manag. Rev. 2018, 60, 5–19. [Google Scholar] [CrossRef]
- D’Adamo, I. Adopting a circular economy: Current practices and future perspectives. Soc. Sci. 2019, 8, 328. [Google Scholar] [CrossRef] [Green Version]
- Zacharaki, A.; Vafeiadis, T.; Kolokas, N.; Vaxevani, A.; Xu, Y.; Peschl, M.; Ioannidis, D.; Tzovaras, D. RECLAIM: Toward a new era of refurbishment and remanufacturing of industrial equipment. Front. Artif. Intell. 2021, 3, 101. [Google Scholar] [CrossRef]
- Nußholz, J.L. Circular business models: Defining a concept and framing an emerging research field. Sustainability 2017, 9, 1810. [Google Scholar] [CrossRef] [Green Version]
- Charnley, F.; Tiwari, D.; Hutabarat, W.; Moreno, M.; Okorie, O.; Tiwari, A. Simulation to enable a data-driven circular economy. Sustainability 2019, 11, 3379. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.M.; Woo, W.S.; Roh, Y.H. Remanufacturing: Trends and issues. Int. J. Precis. Eng.-Manuf.-Green Technol. 2017, 4, 113–125. [Google Scholar] [CrossRef]
- Siddiqi, M.U.; Ijomah, W.L.; Dobie, G.I.; Hafeez, M.; Pierce, S.G.; Ion, W.; Mineo, C.; MacLeod, C.N. Low cost three-dimensional virtual model construction for remanufacturing industry. J. Remanuf. 2019, 9, 129–139. [Google Scholar] [CrossRef] [Green Version]
- Diallo, C.; Venkatadri, U.; Khatab, A.; Bhakthavatchalam, S. State of the art review of quality, reliability and maintenance issues in closed-loop supply chains with remanufacturing. Int. J. Prod. Res. 2017, 55, 1277–1296. [Google Scholar] [CrossRef]
- Chen, L.; Wang, X.; Zhang, H.; Zhang, X.; Dan, B. Timing decision-making method of engine blades for predecisional remanufacturing based on reliability analysis. Front. Mech. Eng. 2019, 14, 412–421. [Google Scholar] [CrossRef]
- Lund, R.T.; Hauser, W.M. Remanufacturing-an American perspective. In Proceedings of the 5th International Conference on Responsive Manufacturing–Green Manufacturing (ICRM 2010), Ningbo, China, 11–13 January 2010. [Google Scholar]
- Du, Y.; Cao, H.; Liu, F.; Li, C.; Chen, X. An integrated method for evaluating the remanufacturability of used machine tool. J. Clean. Prod. 2012, 20, 82–91. [Google Scholar] [CrossRef]
- Selcuk, S. Predictive maintenance, its implementation and latest trends. Proc. Inst. Mech. Eng. Part J. Eng. Manuf. 2017, 231, 1670–1679. [Google Scholar] [CrossRef]
- Ortegon, K.; Nies, L.F.; Sutherland, J.W. The impact of maintenance and technology change on remanufacturing as a recovery alternative for used wind turbines. Procedia CIRP 2014, 15, 182–188. [Google Scholar] [CrossRef] [Green Version]
- Zonta, T.; da Costa, C.A.; da Rosa Righi, R.; de Lima, M.J.; da Trindade, E.S.; Li, G.P. Predictive maintenance in the Industry 4.0: A systematic literature review. Comput. Ind. Eng. 2020, 150, 106889. [Google Scholar] [CrossRef]
- Caggiano, A.; Segreto, T.; Teti, R. Cloud manufacturing framework for smart monitoring of machining. Procedia Cirp 2016, 55, 248–253. [Google Scholar] [CrossRef]
- Yan, R.; Gao, R.X.; Chen, X. Wavelets for fault diagnosis of rotary machines: A review with applications. Signal Process 2014, 96, 1–15. [Google Scholar] [CrossRef]
- Lei, Y.; Lin, J.; He, Z.; Zuo, M.J. A review on empirical mode decomposition in fault diagnosis of rotating machinery. Mech. Syst. Signal Process. 2013, 35, 108–126. [Google Scholar] [CrossRef]
- Zhang, M.; Jiang, Z.; Feng, K. Research on variational mode decomposition in rolling bearings fault diagnosis of the multistage centrifugal pump. Mech. Syst. Signal Process. 2017, 93, 460–493. [Google Scholar] [CrossRef] [Green Version]
- Zhao, R.; Yan, R.; Chen, Z.; Mao, K.; Wang, P.; Gao, R.X. Deep learning and its applications to machine health monitoring. Mech. Syst. Signal Process. 2019, 115, 213–237. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, D.; Lu, W.; Yang, J.; Li, Z.; Liang, B. A deep transfer model with wasserstein distance guided multi-adversarial networks for bearing fault diagnosis under different working conditions. IEEE Access 2019, 7, 65303–65318. [Google Scholar] [CrossRef]
- Wang, D.; Zhang, M.; Xu, Y.; Lu, W.; Yang, J.; Zhang, T. Metric-based meta-learning model for few-shot fault diagnosis under multiple limited data conditions. Mech. Syst. Signal Process. 2021, 155, 107510. [Google Scholar] [CrossRef]
- Shin, J.H.; Cho, Y.H. Machine-Learning-Based Coefficient of Performance Prediction Model for Heat Pump Systems. Appl. Sci. 2022, 12, 362. [Google Scholar] [CrossRef]
- Si, X.S.; Wang, W.; Hu, C.H.; Zhou, D.H. Remaining useful life estimation–a review on the statistical data driven approaches. Eur. J. Oper. Res. 2011, 213, 1–14. [Google Scholar] [CrossRef]
- Lei, Y.; Li, N.; Guo, L.; Li, N.; Yan, T.; Lin, J. Machinery health prognostics: A systematic review from data acquisition to RUL prediction. Mech. Syst. Signal Process. 2018, 104, 799–834. [Google Scholar] [CrossRef]
- Zhang, Z.; Si, X.; Hu, C.; Lei, Y. Degradation data analysis and remaining useful life estimation: A review on Wiener-process-based methods. Eur. J. Oper. Res. 2018, 271, 775–796. [Google Scholar] [CrossRef]
- Wang, C.; Jiang, W.; Yang, X.; Zhang, S. RUL Prediction of Rolling Bearings Based on a DCAE and CNN. Appl. Sci. 2021, 11, 11516. [Google Scholar] [CrossRef]
- Wang, B.; Lei, Y.; Li, N.; Li, N. A hybrid prognostics approach for estimating remaining useful life of rolling element bearings. IEEE Trans. Reliab. 2018, 69, 401–412. [Google Scholar] [CrossRef]
- Lei, Y.; Li, N.; Gontarz, S.; Lin, J.; Radkowski, S.; Dybala, J. A model-based method for remaining useful life prediction of machinery. IEEE Trans. Reliab. 2016, 65, 1314–1326. [Google Scholar] [CrossRef]
- Li, N.; Lei, Y.; Lin, J.; Ding, S.X. An improved exponential model for predicting remaining useful life of rolling element bearings. IEEE Trans. Ind. Electron. 2015, 62, 7762–7773. [Google Scholar] [CrossRef]
- Qian, Y.; Yan, R. Remaining useful life prediction of rolling bearings using an enhanced particle filter. IEEE Trans. Instrum. Meas. 2015, 64, 2696–2707. [Google Scholar] [CrossRef]
- Hong, S.; Zhou, Z.; Zio, E.; Hong, K. Condition assessment for the performance degradation of bearing based on a combinatorial feature extraction method. Digit. Signal Process. 2014, 27, 159–166. [Google Scholar] [CrossRef]
- Ren, L.; Sun, Y.; Wang, H.; Zhang, L. Prediction of bearing remaining useful life with deep convolution neural network. IEEE Access 2018, 6, 13041–13049. [Google Scholar] [CrossRef]
- Guo, L.; Li, N.; Jia, F.; Lei, Y.; Lin, J. A recurrent neural network based health indicator for remaining useful life prediction of bearings. Neurocomputing 2017, 240, 98–109. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, Y.; Ma, X.; Thomson, G. Towards smart remanufacturing and maintenance of machinery-review of automated inspection, condition monitoring and production optimisation. In Proceedings of the 2020 25th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Vienna, Austria, 8–11 September 2020; Volume 1, pp. 1731–1738. [Google Scholar]
- Schmidt, B.; Wang, L. Cloud-enhanced predictive maintenance. Int. J. Adv. Manuf. Technol. 2018, 99, 5–13. [Google Scholar] [CrossRef]
- Calabrese, F.; Regattieri, A.; Botti, L.; Mora, C.; Galizia, F.G. Unsupervised fault detection and prediction of remaining useful life for online prognostic health management of mechanical systems. Appl. Sci. 2020, 10, 4120. [Google Scholar] [CrossRef]
- Mao, W.; He, J.; Zuo, M.J. Predicting remaining useful life of rolling bearings based on deep feature representation and transfer learning. IEEE Trans. Instrum. Meas. 2019, 69, 1594–1608. [Google Scholar] [CrossRef]
- Jin, X.; Ma, E.W.; Chow, T.W.; Pecht, M. An investigation into fan reliability. In Proceedings of the IEEE 2012 Prognostics and System Health Management Conference (PHM-2012 Beijing), Beijing, China, 23–25 May 2012; pp. 1–7. [Google Scholar]
- Jia, P.; Liu, H.; Zhu, C.; Wu, W.; Lu, G. Contact fatigue life prediction of a bevel gear under spectrum loading. Front. Mech. Eng. 2020, 15, 123–132. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Zhu, C.; Chen, X.; Tan, J. Fatigue Reliability Analysis of Wind Turbine Drivetrain Considering Strength Degradation and Load Sharing Using Survival Signature and FTA. Energies 2020, 13, 2108. [Google Scholar] [CrossRef]
- Nocedal, J.; Wright, S.J. Numerical Optimization; Springer: Berlin/Heidelberg, Germany, 1999. [Google Scholar]
- Durazo-Cardenas, I.; Starr, A.; Turner, C.J.; Tiwari, A.; Kirkwood, L.; Bevilacqua, M.; Tsourdos, A.; Shehab, E.; Baguley, P.; Xu, Y.; et al. An autonomous system for maintenance scheduling data-rich complex infrastructure: Fusing the railways’ condition, planning and cost. Transp. Res. Part Emerg. Technol. 2018, 89, 234–253. [Google Scholar] [CrossRef]
- Nectoux, P.; Gouriveau, R.; Medjaher, K.; Ramasso, E.; Chebel-Morello, B.; Zerhouni, N.; Varnier, C. PRONOSTIA: An experimental platform for bearings accelerated degradation tests. In Proceedings of the IEEE International Conference on Prognostics and Health Management, PHM’12, Denver, CO, USA, 18–21 June 2012; pp. 1–8. [Google Scholar]
- RECLAIM. RE-manufaCturing and Refurbishment LArge Industrial Equipment. Available online: https://www.reclaim-project.eu/ (accessed on 18 March 2022).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| RS Features | Energy Ratio Features | ||||
|---|---|---|---|---|---|
| Time-Domain | Frequency-Domain | Time-Frequency-Domain | |||
| F1 | RS of 11 classical | F2 | RS of [0, 12.8 kHz] | F7 | Energy ratio of (3, 0) |
| time-domain | F3 | RS of [0, 3.2 kHz] | F8 | Energy ratio of (3, 1) | |
| features | F4 | RS of [3.2 kHz, 6.4 kHz] | F9 | Energy ratio of (3, 2) | |
| F5 | RS of [6.4 kHz, 9.6 kHz] | F10 | Energy ratio of (3, 3) | ||
| F6 | RS of [9.6 kHz, 12.8 kHz] | F11 | Energy ratio of (3, 4) | ||
| F12 | Energy ratio of (3, 5) | ||||
| F13 | Energy ratio of (3, 6) | ||||
| F14 | Energy ratio of (3, 7) | ||||
| Time Proportion | Actual RUL (s) | Predicted RUL (s) | Er (%) | Actual RUL (s) | Predicted RUL (s) | Er (%) |
| 16,590 | 483,400 | −2813.80 | 4870 | 472,840 | −9609.24 | |
| 14,210 | 100,030 | −603.94 | 4170 | 3570 | 14.38 | |
| 11,840 | 23,430 | −97.88 | 3470 | 2490 | 28.24 | |
| 9460 | 9960 | −5.28 | 2770 | 2720 | 1.80 | |
| 7090 | 5780 | 18.47 | 2070 | 2710 | −30.91 | |
| 4710 | 3190 | 32.27 | 1370 | 3140 | −129.19 | |
| 2340 | 1210 | 48.29 | 670 | 3510 | −423.88 | |
| Current Time (s) | Actual RUL (s) | Predicted RUL (s) | Er (%) | Er of [36] (%) | Er of [38] (%) | |
|---|---|---|---|---|---|---|
| 18,010 | 5730 | 4100 | 28.44 | −31.76 | 43.28 | |
| 5710 | 1290 | 3170 | −145.73 | −51.94 | −13.95 |
| Maintenance Period | Optimized Maintenance Period | ||
|---|---|---|---|
| Orignal | 1 | 2 | |
| [1708, 2563] | [1719, 2071] | [2305, 2563] | |
| [1719, 2071] | [1719, 2071] | [1719, 2071] | |
| [2305, 3429] | [2305, 3429] | [2305, 2563] | |
| [1142, 1334] | [1142, 1334] | [1142, 1334] | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Amaitik, N.; Wang, Z.; Xu, Y.; Maisuradze, A.; Peschl, M.; Tzovaras, D. Predictive Maintenance for Remanufacturing Based on Hybrid-Driven Remaining Useful Life Prediction. Appl. Sci. 2022, 12, 3218. https://doi.org/10.3390/app12073218
Zhang M, Amaitik N, Wang Z, Xu Y, Maisuradze A, Peschl M, Tzovaras D. Predictive Maintenance for Remanufacturing Based on Hybrid-Driven Remaining Useful Life Prediction. Applied Sciences. 2022; 12(7):3218. https://doi.org/10.3390/app12073218
Chicago/Turabian StyleZhang, Ming, Nasser Amaitik, Zezhong Wang, Yuchun Xu, Alexander Maisuradze, Michael Peschl, and Dimitrios Tzovaras. 2022. "Predictive Maintenance for Remanufacturing Based on Hybrid-Driven Remaining Useful Life Prediction" Applied Sciences 12, no. 7: 3218. https://doi.org/10.3390/app12073218
APA StyleZhang, M., Amaitik, N., Wang, Z., Xu, Y., Maisuradze, A., Peschl, M., & Tzovaras, D. (2022). Predictive Maintenance for Remanufacturing Based on Hybrid-Driven Remaining Useful Life Prediction. Applied Sciences, 12(7), 3218. https://doi.org/10.3390/app12073218