1. Introduction
Currently, the static tensile test is the primary method for determining the properties of materials. Many years of research has led to the standardization of this method (ISO 6892-1). However, in the case of sheet material properties it does not provide sufficient results for the analysis of the biaxial stress state, which is the most common stress state for elements that are produced by the process of stamping. This is not only due to the fact that sheet metal parts have different properties depending on the sheet rolling direction, but it appears that the formability of the sheet depends on the strain path which they are subjected to.
Products of the sheet metal forming process can be found in many branches of the industry. Parts manufacturing by extrusion is one of the cheapest methods for mass production. In order to reduce the costs of production manufacturers aim to reach the limit of material durability. Expensive test rigs have been replaced by cheaper numerical simulations, however, the optimization of the element design and the process of its forming, using numerical simulation, requires knowledge of the material behavior when subjected to a specific load.
There are a few tests to determine the Forming Limit Curve (FLC) of a material. The two most popular methods use a piston to deform the sample in a direction perpendicular to its plane [
1,
2]. In Nakazima’s method, the deformation takes the shape of a spherical dome due to the curvature of the piston. The solution proposed by Marciniak-Kuczynski [
3] preserves the flatness of the sample in the measuring area. The main disadvantages of these methods are the multitude of sample shapes to be tested and friction between the piston and the sample, which influences the results and makes the numerical simulations more complicated due to the strong nonlinearity of the analysis.
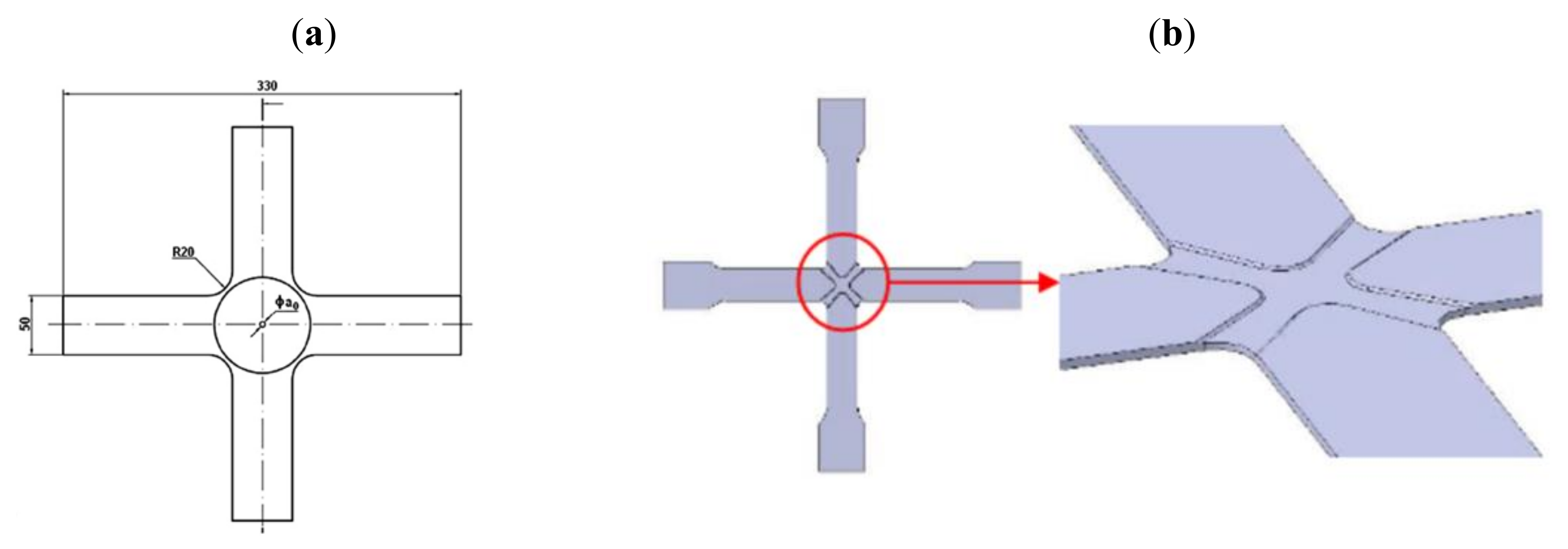
A new idea of introducing plane stress state to the material was proposed by Deng [
4]. His solution was based on a cruciform specimen, stretched by its arms in two perpendicular directions (
Figure 1).
However, it turned out that the proposed cruciform specimen subjected to biaxial stretching was not suitable for a material formability test, since the achievable plastic strains in the gauge area reached only a single percent and were far from the necking and fracture strains. Hannon and Tiernan [
5] stated, that there was no standard sample geometry specified for biaxial stretching of the sheet, and its shape is currently the subject of research [
6,
7,
8,
9,
10,
11].
Although, research in this area has been conducted for many years, it was only recently (2014) when Kuwabara designed a sample shape which was adopted as a standard for carrying out biaxial tensile tests in accordance with the ISO16842 standard [
12]. Unfortunately, in this version it is still not possible to study the full characteristics including plastic deformation to failure, commonly known as the Forming Limit Diagram (FLD), as the achieved plastic deformations are too low [
13]. Therefore, researchers all over the world are carrying out experiments on the new cross shaped samples trying to achieve the highest and most uniform values of deformation in the centre of the sample, while eliminating the phenomenon of stress concentration in the remaining parts and preventing damage in the region of the arms [
14]. The main approaches in the literature include:
Applying rounds or undercuts in the middle of the sample (
Figure 2a,b) [
15];
Use of different types of cuts and slits in the arms (
Figure 2c) [
16];
Reduction of the thickness of the central part (
Figure 2d) [
17]; and
Strengthening the sample arms by their plastic processing (
Figure 2e) [
18].
The idea of this work was to increase the strength of the sample arms, which normally are the weakest part of the specimen. Recent achievements in the field of mechanical and materials engineering have developed various types of protective layers and coatings aimed at improving the surface properties of materials, including hardness, wear and corrosion resistance.
Recently an interesting solution was proposed by Hou et al. [
19]. The authors used a normalised cruciform sample with arms that were subjected to a laser hardening process. It was able to reach up to 11% in plastic strain equivalents with no need for thinning the gauge section. Such good results have prompted consideration of a variety of material treatment processes that can influence mechanical characteristics that may obtain similar or better results.
Selvabharathi and Muralikannan [
20] in their study described the influence of a plasma-ion nitriding process on tensile strength of shot-peened 2205-duplex stainless steel. The nitriding process was conducted at 480 °C for 9 h. The nitrided samples were subjected to a uniaxial tensile test which showed increased tensile strength of the samples by more than 25%.
Lesage et al. [
21] also studied the influence of the nitriding process on material plasticity, with special emphasis on hydrogen contamination. The results showed that nitrided API X65 steel had mechanical resistance about twice as high as received steel. However the authors observed an increased brittleness to the material and much lower plastic deformation before fracture.
The positive influence of plasma-ion nitriding processes on the achieved mechanical properties of materials encouraged the author to implement a local thermo-chemical treatment of cruciform samples (sample arms) to obtain high plastic deformation in the central part of the specimen. In this work the results of the optimization of the shape of the locally nitrided area of the sample, in terms of achieving high plastic deformation in the gauge region, are presented. The analysis included numerical modelling and verification tests. Two different nitrided sample areas were investigated. The first one was based on the work of Rozumek et al. [
17], with a reduced section of the central part of the specimen; and the second one was based on the work of Karadogan and Tamer [
8], who designed a sample without slits on the arms and the thickness of the gauge region was reduced by milling, however here, since the arms of the sample were to be hardened by the nitriding procedure, changing the gauge region thickness was ignored.
3. Results and Discussion
The results of the uniaxial tensile tests of the bone-shaped samples before and after the nitriding procedure are presented in
Figure 10. It can be seen that the yield point of the material after the nitriding process is higher than the UTS of the raw material. Therefore, this solution produced a method of increasing material yield stresses through its plastic deformation described in the author’s earlier work [
14,
18].
The true stress–strain data until the UTS point was calculated based on the following equations:
True strain
where σ is engineering stress [MPa], ε is engineering strain. The results for both types of samples, used in the FEM analysis, are presented in
Figure 11. The UTS increases from 340 MPa to 432 MPa in the true stress–strain curve.
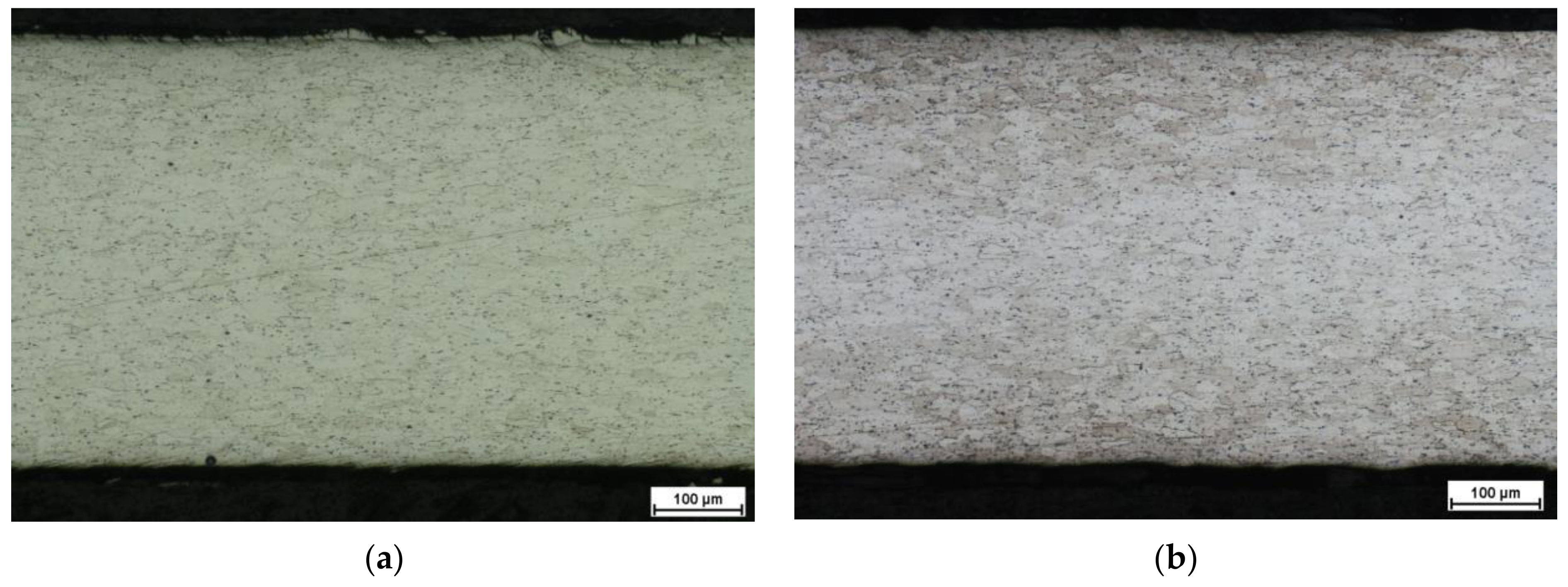
The comparison of the microstructure of the modified samples is presented in
Figure 12. The DC-5 steel has a ferritic microstructure with visible texture related to the rolling technology. After the nitriding process a diffusion zone with an addition of nitride precipitates and a solid solution of nitrogen is visible on both sides of the sample. The thickness of the diffusion zone on each side of the sample reaches ca. 200 µm and a noticeable strip of the unmodified core material in the middle of the cross section can be distinguished.
The results of the simulation for Sample_0 (raw material) are presented in
Figure 13. The stress concentration is localized in the arms and the stress level in the center of the sample barely reaches the yield point. Similar strain was generated in both perpendicular directions, which proves that the model has been properly prepared (
Figure 14).
The analyzed area of the sample underwent plastic deformation only in the final stage of the biaxial stretching process and the registered strain level is very low (
Figure 15).
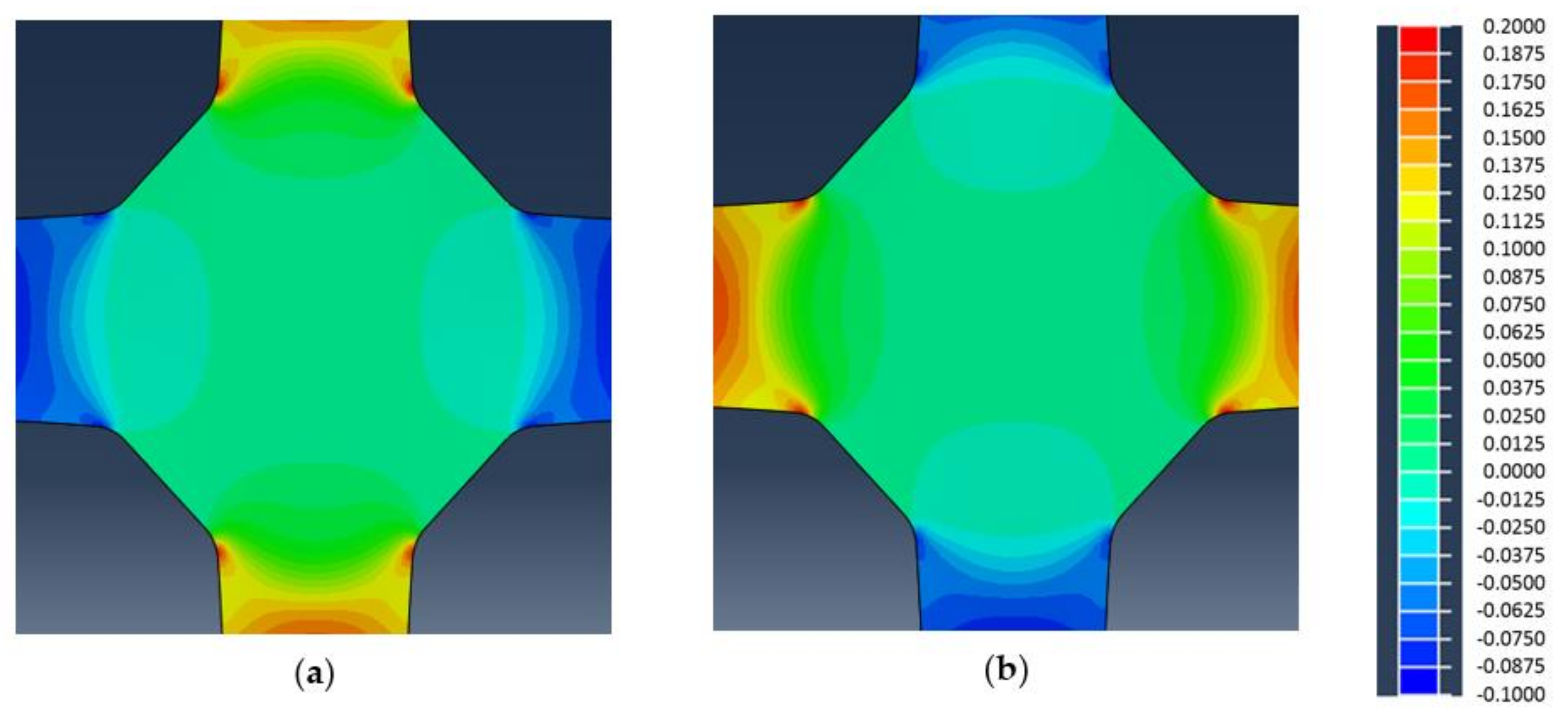
The results for Specimen_1 and Specimen_2 are presented in
Figure 16. It can be noticed that in both cases the same values of strain were obtained in both perpendicular directions. This proves that in the measurement area (the middle part of the sample) the strain state is equi-biaxial, as expected. The achieved stresses in the center of the sample are higher for Specimen_2 compared to Specimen_1, and amount to 450 MPa and 280 MPa, respectively. This is due to the fact that the nitrided area in the case of Specimen_1 surrounds the gauge region like a loop and transfers the load between the arms without allowing the raw material to deform inside. An opposite situation is visible in the case of Specimen_2. The raw material in the gauge region is directly exposed to the load transferred through the arm, which results in a much higher level of stress and deformation as well.
The evolution of ε11 and ε22 strains versus time (central point of the gauge region), taken from the simulation, are given in
Figure 17. The plastic strain obtained in the case of Specimen_1 exceeded 1%. The shape of the non-nitrided area in Specimen_2 causes the stress to be transferred to the centre of the sample and the plastic strains obtained in the gauge region increase almost linearly with the grip displacement. Finally the maximum plastic strain reached a value almost five times higher (5.8%) compared to Sample_1.
Both models were subsequently validated by means of the biaxial tensile test. Samples of the same geometry, subjected to the nitriding procedure, were tested under biaxial stretching conditions.
Figure 18 shows the cruciform samples, with distinguishable areas protected against nitriding, after the biaxial tensile test. It can be noticed that the weakest parts of both samples were still their arms which started necking with progressing stress and strain (
Figure 18a), or finally fractured (
Figure 18b). In the case of the latter the fracture occurred along the Lüders–Hartmann lines, characteristic of low carbon steels experiencing tensile stress [
22]. The results of the strain calculation based on the photo material are presented in
Table 1.
The results of the experiment demonstrated that the plastic strain in the gauge region increased 6 and 24 times, for Specimen_1 and Specimen_2, respectively, compared to the sample without thermo-chemical treatment.
The first comparison of the obtained results concerned the stress concentration areas, where the sample started necking and finally fractured (
Figure 19a,b). In the case of the sample in which the non-nitrided gauge area had the shape of a circle (Specimen_1), the stress concentration observed in the simulation tests was exactly in the place where the real sample started necking, namely, on the length of one of the arms, which was expected (marked with the arrows in
Figure 19a). In the second case where the non-nitrided measurement area had the shape of a cross (Specimen_2), the highest stress concentration was also visible on the length of the arm, however the sample broke at the transition from the central part to the arm.
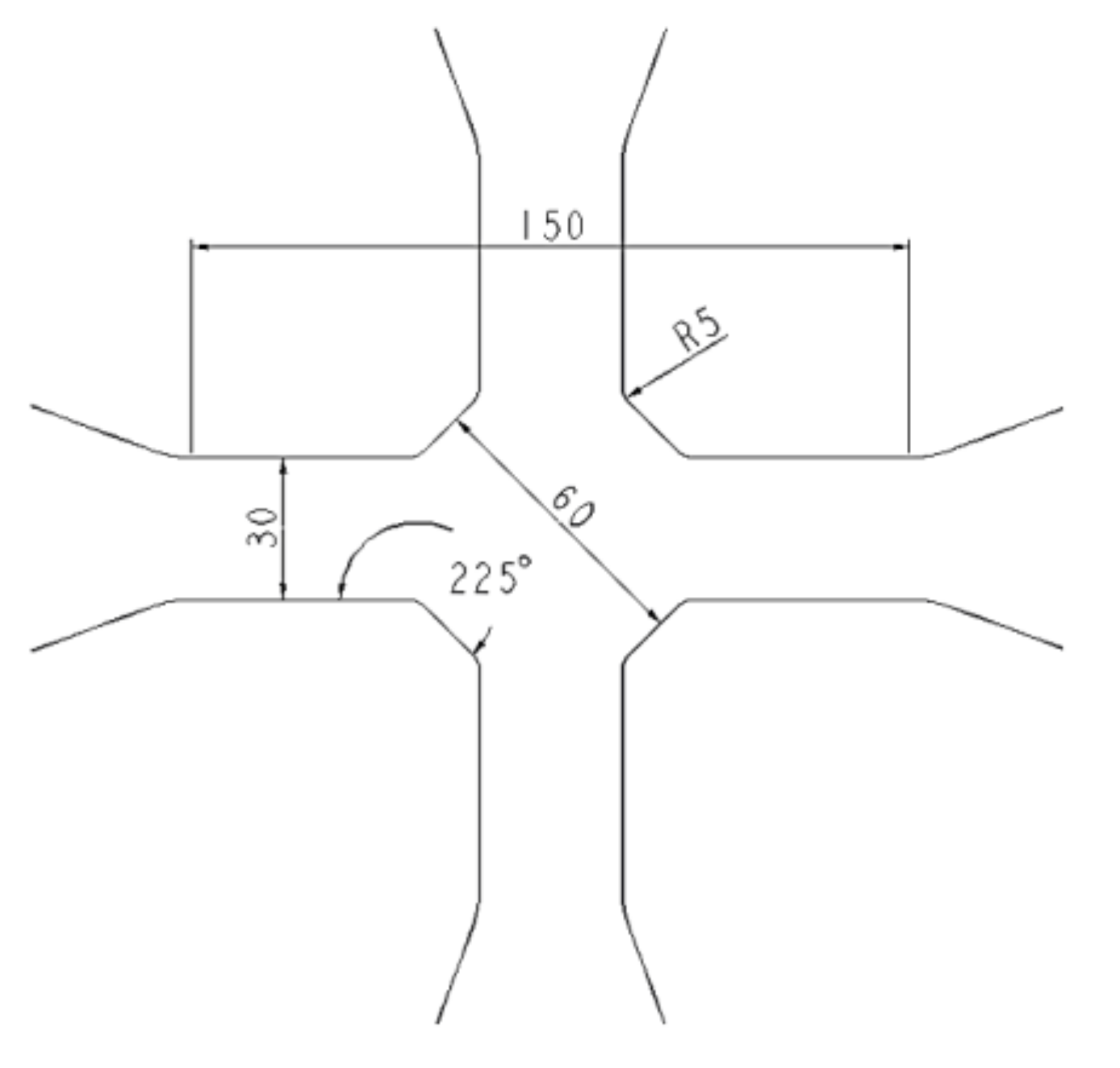
The FEM simulation results for Specimen_2 show a noticeable stress concentration gradient at the interface of the two different material areas, directly on the edge at the rounding point. It can be assumed that the fracture was initiated directly at this point and propagated further along the Lüders–Hartmann lines. This probable place of crack initiation was considered at the stage of sample selection and optimization, however, the stress concentration gradient did not appear to be a probable cause of specimen fracture. Moreover, the rounding radius on the edge, where the additional stress accumulation may be expected (see
Figure 3), was also optimized. On the other hand, in the inset of
Figure 19b, barely visible signs of necking of the upper arm can be distinguished. It is also possible that the fracture was initiated on the left side in the place of necking and propagated through the central part of the sample. Unfortunately, the cracking process was sudden since the nitriding procedure usually contributes to increased brittleness of the material, which makes it difficult to determine the actual cause and direction of the cracking process. Nevertheless, the comparison of stress concentration between the numerical analysis and test bench results shows good agreement and proves the positive influence of the local nitriding process on increasing the strain in the central part of the cruciform sample.
The final comparison between the results obtained from the simulation and experiment in terms of achievable strain in the gauge region is presented in
Figure 20. In the case of Specimen_1 the results of the simulation and the test bench analysis show good agreement, however in this configuration the local thermo-chemical treatment did not bring a noticeable improvement. An opposite situation is demonstrated in Specimen_2, here the achieved strain in the central part of the sample was noticeably higher, however, the difference between the simulation and experimental results was approximately 30%.
The difference between the results is due to the simplification of the model of the material after the nitriding procedure. As commonly known, the thermo-chemical treatment technologies are based on diffusion and the properties of the obtained coatings have a gradient character resulting from the variable concentration of the diffusing component on the cross-section of the layer [
21,
23]. In the prepared model, the mechanical properties of the material before and after the nitriding process were defined based on the static tensile test. As shown in
Figure 12, the thickness of the nitrided layer was approximately 200 µm and the mechanical properties change over this distance on both sides of the sample. Moreover, the protection against diffusion of nitrogen does not guarantee a straight interface between non-nitrided and nitrided parts of the sample. Both aspects might influence the results and in future tests should be analyzed in depth. Finally, as the presented results indicate, the local nitriding procedure positively influences the achievable plastic strain in the gauge region of a cruciform sample in a biaxial tensile test. Undoubtedly, the nitriding process is a good solution for improving the strength of the arms of cruciform samples made of other materials, particularly those containing elements prone to formation of nitrides.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}