
Insights into the Potential of Buckwheat Flour Fractions in Wheat Bread Dough




Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Used
2.2. Composite Flour Formulations and Bread Processing
2.3. Empirical Dough Rheology
2.4. Dynamic Dough Rheology
2.5. Physical and Textural Characteristics of Bread
2.6. Statistical Analysis
3. Results
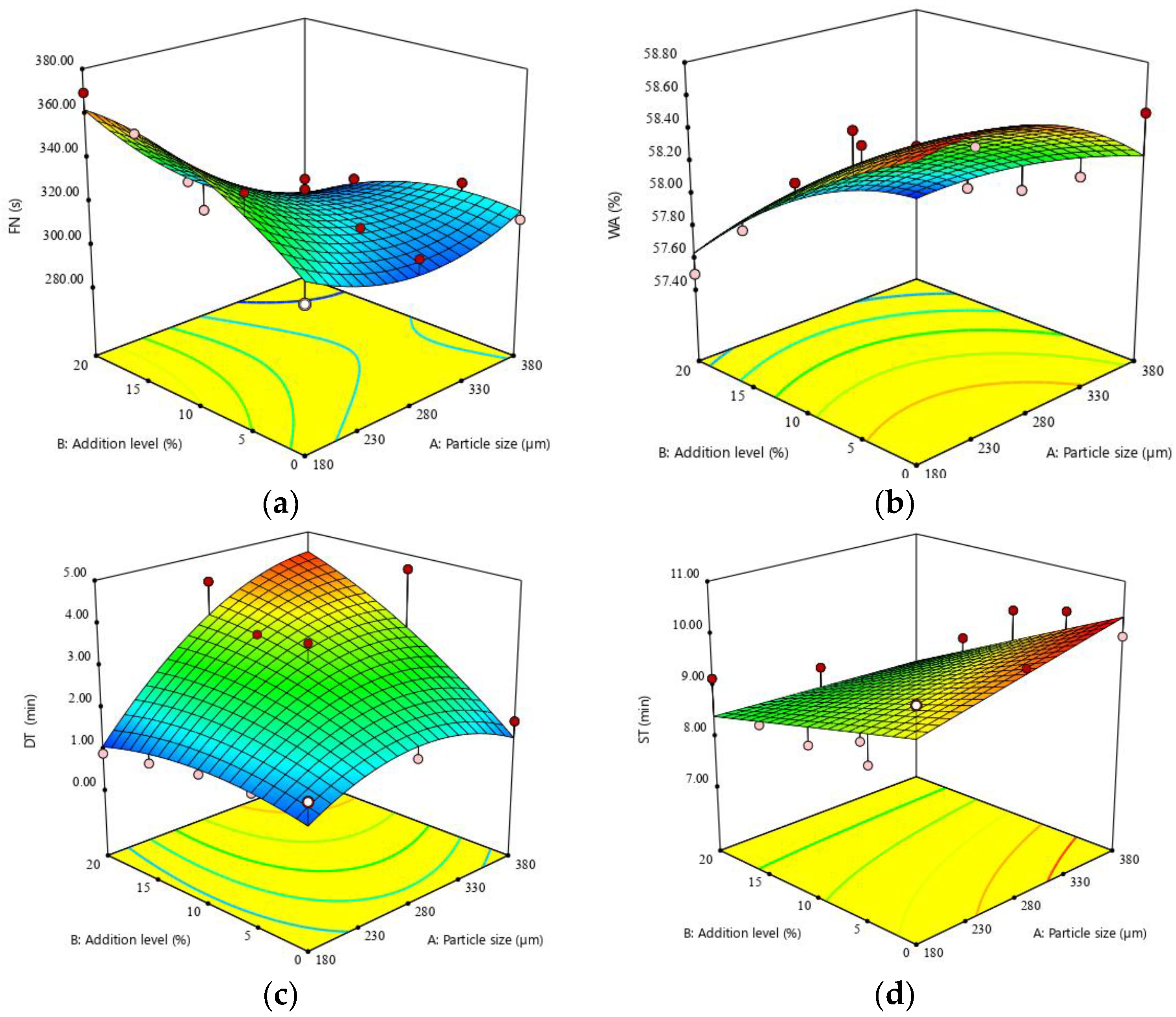
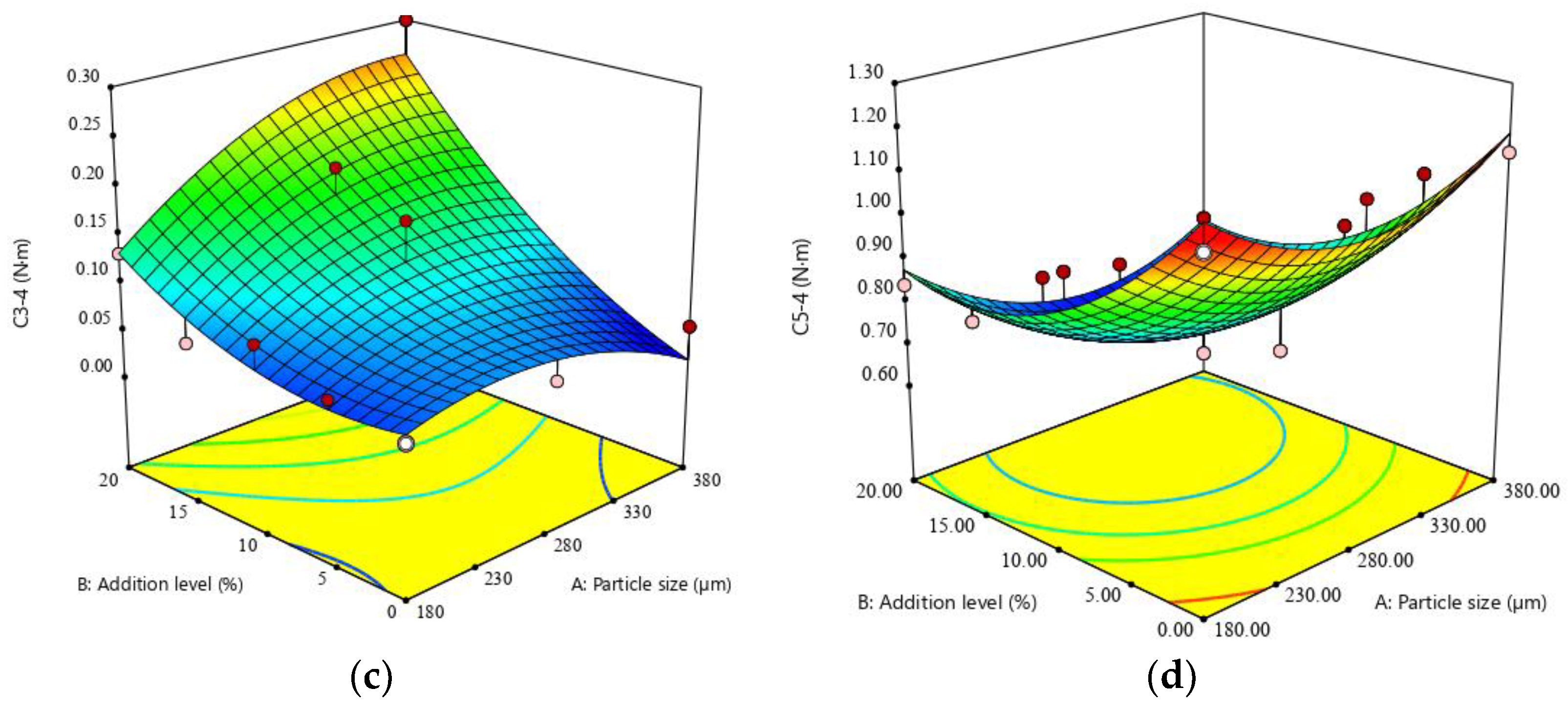
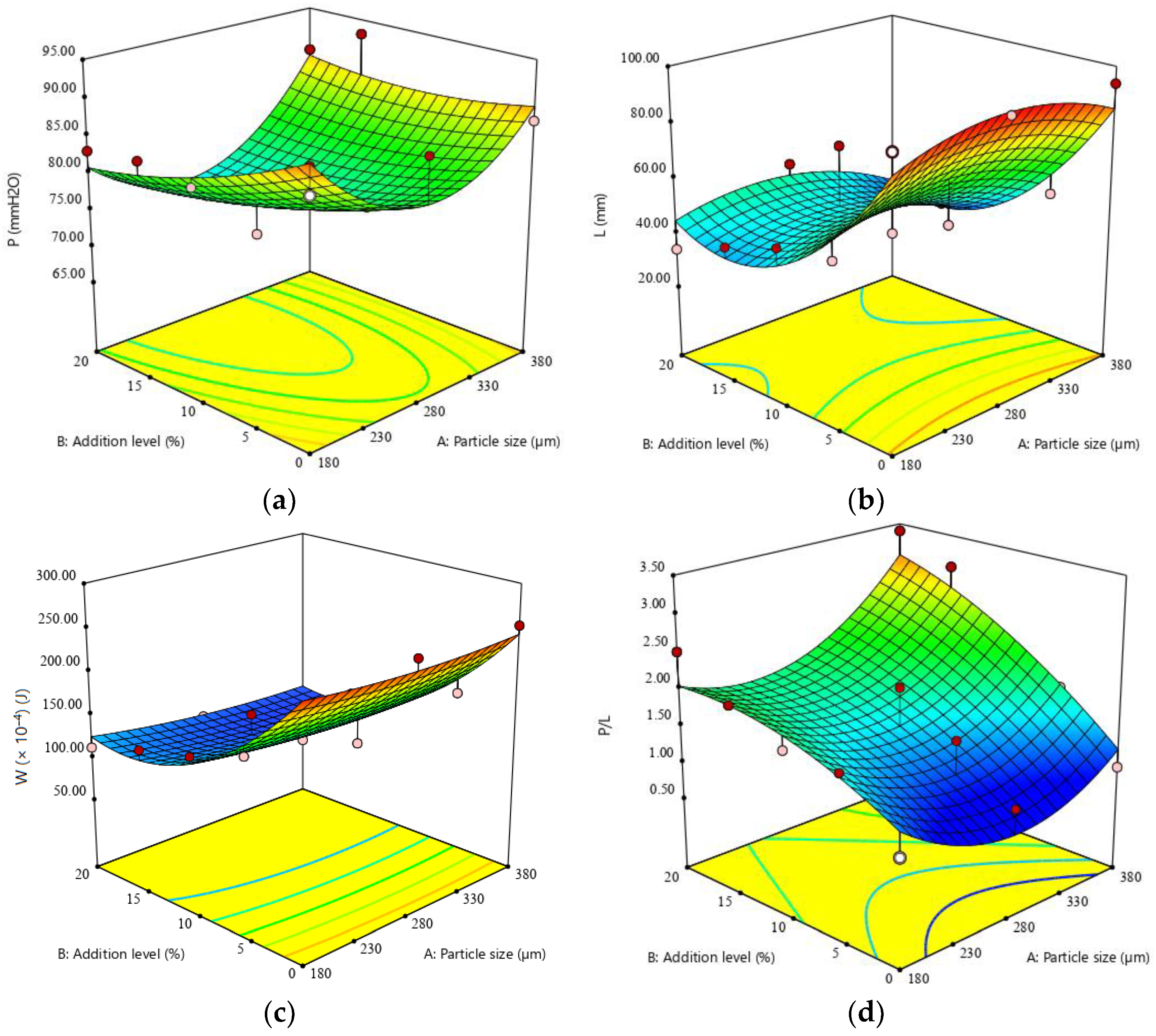
3.1. Effects of Formulated Factors on FN, Mixolab, and Alveographic Parameters
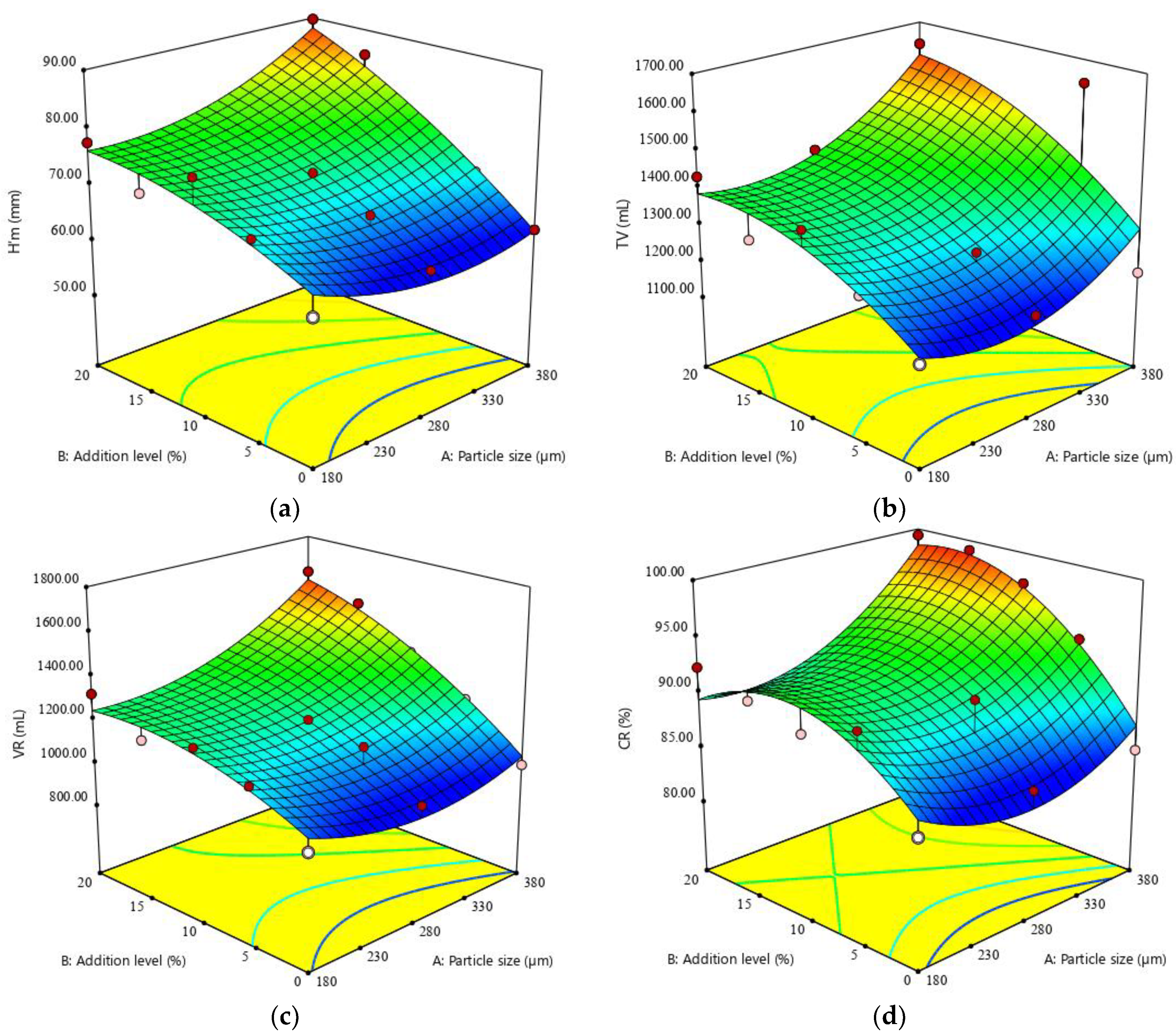
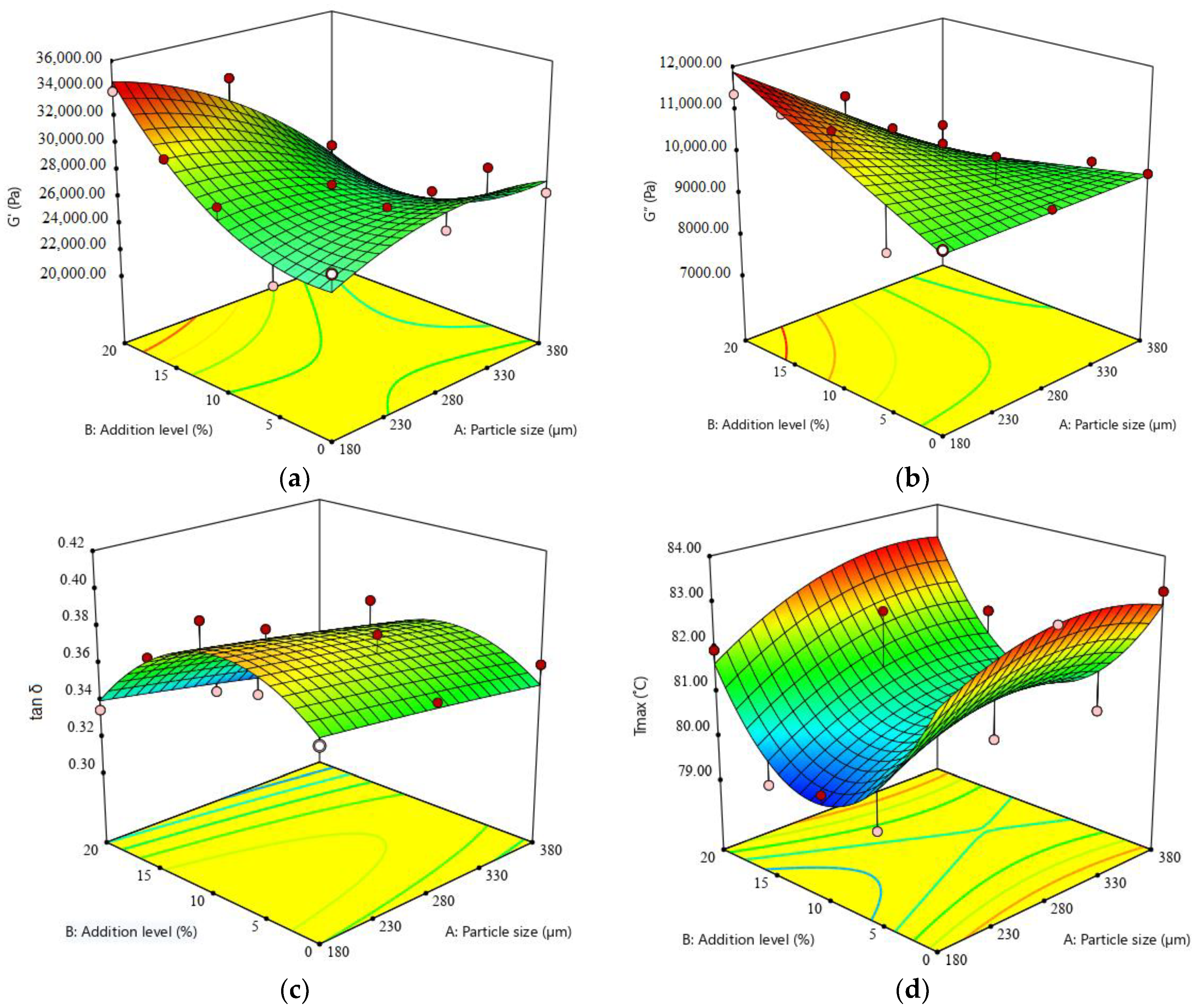
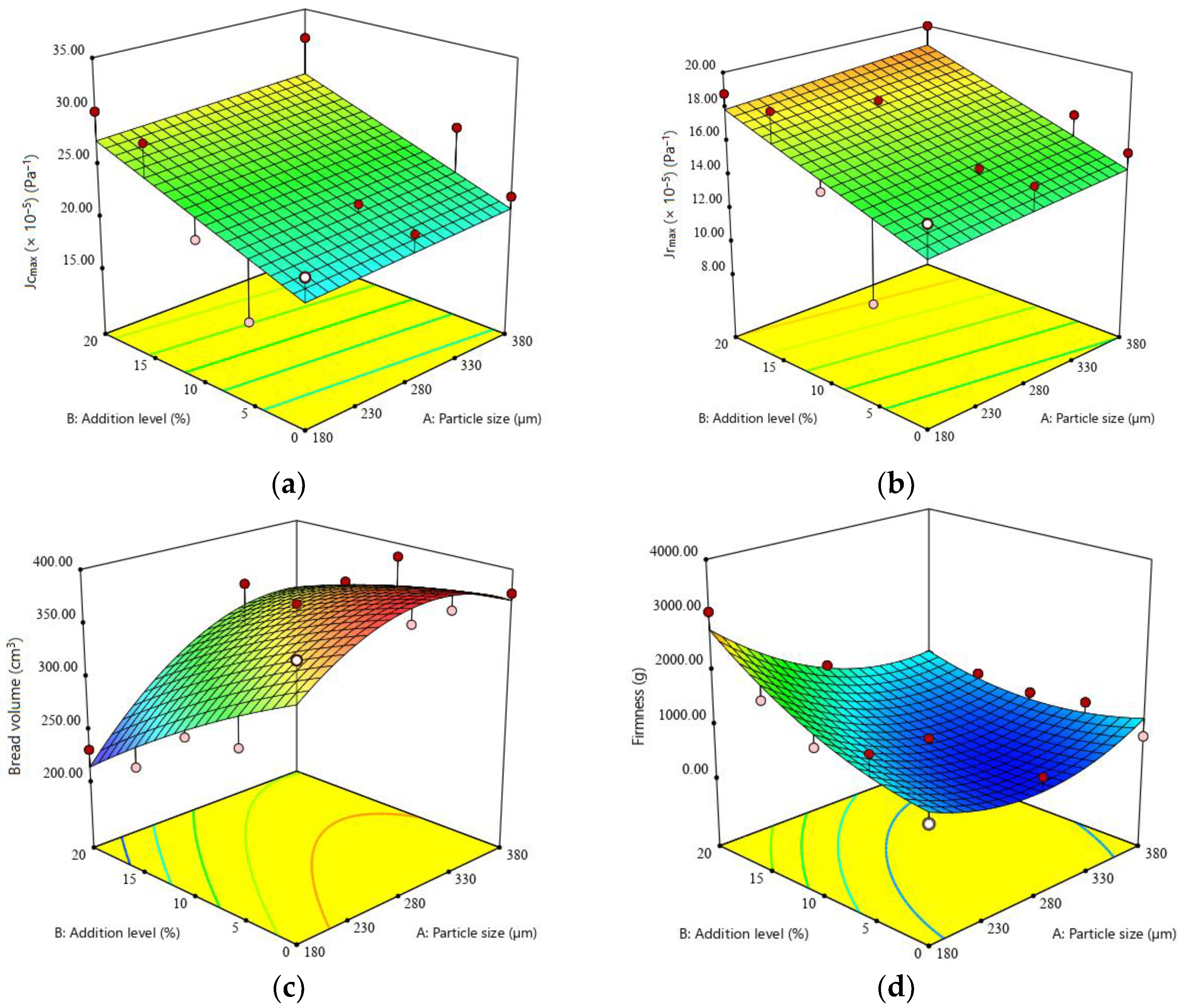
3.2. Effects of Formulated Factors on Dough Reofermentation, Dynamic Rheology and Bread Characteristics
3.3. Optimal Amount of Buckwheat Flour Fraction
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dewettinck, K.; Van Bockstaele, F.; Kühne, B.; Van de Walle, D.; Courtens, T.M.; Gellynck, X. Nutritional value of bread: Influence of processing, food interaction and consumer perception. J. Cereal Sci. 2008, 48, 243–257. [Google Scholar] [CrossRef]
- Dall’ Asta, M.; Dodi, R.; Di Pede, G.; Marchini, M.; Spaggiari, M.; Gallo, A.; Righetti, L.; Brighenti, F.; Galaverna, G.; Dall’Asta, C.; et al. Postprandial blood glucose and insulin responses to breads formulated with different wheat evolutionary populations (Triticum aestivum L.): A randomized controlled trial on healthy subjects. Nutrition 2021, 111533. [Google Scholar] [CrossRef]
- Yasui, Y.; Hirakawa, H.; Ueno, M.; Matsui, K.; Katsube-Tanaka, T.; Yang, S.J.; Aii, J.; Sato, S.; Mori, M. Assembly of the draft genome of buckwheat and its applications in identifying agronomically useful genes. DNA Res. 2016, 23, 215–224. [Google Scholar] [CrossRef] [PubMed]
- Alonso-Miravalles, L.; O’Mahony, J.A. Composition, protein profile and rheological properties of pseudocereal-based protein-rich ingredients. Foods 2018, 7, 73. [Google Scholar] [CrossRef] [Green Version]
- Martínez-Villaluenga, C.; Penas, E.; Hernández-Ledesma, B. Pseudocereal grains: Nutritional value, health benefits and current applications for the development of gluten-free foods. Food Chem. Toxicol. 2020, 111178. [Google Scholar] [CrossRef]
- Gimenez-Bastida, J.A.; Zielinski, H. Buckwheat as a functional food and its effects on health. J. Agric. Food Chem. 2015, 63, 7896–7913. [Google Scholar] [CrossRef]
- Gao, L.; Xia, M.; Li, Z.; Wang, M.; Wang, P.; Yang, P.; Gao, J. Common buckwheat-resistant starch as a suitable raw material for food production: A structural and physicochemical investigation. Int. J. Biol. Macromol. 2020, 145, 145–153. [Google Scholar] [CrossRef]
- Yu, D.; Chen, J.; Ma, J.; Sun, H.; Yuan, Y.; Ju, Q.; Luan, G. Effects of different milling methods on physicochemical properties of common buckwheat flour. LWT 2018, 92, 220–226. [Google Scholar] [CrossRef]
- Steadman, K.J.; Burgoon, M.S.; Lewis, B.A.; Edwardson, S.E.; Obendorf, R.L. Buckwheat seed milling fractions: Description, macronutrient composition and dietary fibre. J. Cereal Sci. 2001, 33, 271–278. [Google Scholar] [CrossRef]
- Sinkovič, L.; Sinkovič, D.K.; Meglič, V. Milling fractions composition of common (Fagopyrum esculentum Moench) and Tartary (Fagopyrum tataricum (L.) Gaertn.) buckwheat. Food Chem. 2021, 365, 130459. [Google Scholar] [CrossRef]
- Horbowicz, M.; Obendorf, R.L. Changes in sterols and fatty acids of buckwheat endosperm and embryo during seed development. J. Agric. Food Chem. 1992, 40, 745–750. [Google Scholar] [CrossRef]
- Coțovanu, I.; Mironeasa, S. Impact of different amaranth particle size addition level on wheat flour dough rheology and bread features. Foods 2021, 10, 1539. [Google Scholar] [CrossRef] [PubMed]
- Ma, S.; Wang, C.; Li, L.; Wang, X. Effects of particle size on the quality attributes of wheat flour made by the milling process. Cereal Chem. 2020, 97, 172–182. [Google Scholar] [CrossRef]
- Coţovanu, I.; Ungureanu-Iuga, M.; Mironeasa, S. Investigation of Quinoa Seeds Fractions and Their Application in Wheat Bread Production. Plants 2021, 10, 2150. [Google Scholar] [CrossRef] [PubMed]
- Coţovanu, I.; Mironeasa, S. Influence of Buckwheat Seed Fractions on Dough and Baking Performance of Wheat Bread. Agronomy 2022, 12, 137. [Google Scholar] [CrossRef]
- Song, Y.Y.; Wang, Y.H.; Chen, J. Physicochemical properties of wheat flour with different particle size ranges. Mod. Food Sci. 2016, 32, 116–120. [Google Scholar]
- Choi, H.; Baik, B. Significance of wheat flour particle size on sponge cake baking quality. Cereal Chem. 2013, 90, 150–156. [Google Scholar] [CrossRef]
- Sakhare, S.D.; Inamdar, A.A.; Soumya, C.; Indrani, D.; Rao, G.V. Effect of flour particle size on microstructural, rheological and physico-sensory characteristics of bread and south Indian parotta. J. Food Sci. Technol. 2014, 51, 4108–4113. [Google Scholar] [CrossRef] [Green Version]
- Wang, N.; Hou, G.G.; Kweon, M.; Lee, B. Effects of particle size on the properties of whole-grain soft wheat flour and its cracker baking performance. J. Cereal Sci. 2016, 69, 187–193. [Google Scholar] [CrossRef]
- Niu, M.; Zhang, B.; Jia, C.; Zhao, S. Multi-scale structures and pasting characteristics of starch in whole-wheat flour treated by superfine grinding. Int. J. Biol. Macromol. 2017, 104, 837–845. [Google Scholar] [CrossRef]
- Marchini, M.; Carini, E.; Cataldi, N.; Boukid, F.; Blandino, M.; Ganino, T.; Vittadini, E.; Pellegrini, N. The use of red lentil flour in bakery products: How do particle size and substitution level affect rheological properties of wheat bread dough? LWT 2021, 136, 110299. [Google Scholar] [CrossRef]
- Ahmed, J.; Ptaszek, P.; Basu, S. Influence of fibers and particle size distribution on Food Rheology. In Advances in Food Rheology and Its Applications; Woodhead Publishing: Cambridge, UK, 2016. [Google Scholar]
- Mironeasa, S.; Iuga, M.; Zaharia, D.; Mironeasa, C. Optimization of grape peels particle size and flour substitution in white wheat flour dough. Sci. Study Res. Chem. Eng. Biotechnol. Food Ind. 2019, 20, 29–42. [Google Scholar]
- Mironeasa, S.; Iuga, M.; Zaharia, D.; Mironeasa, C. Optimization of white wheat flour dough rheological properties with different levels of grape peels flour. Bull. UASVM Food Sci. Technol. 2019, 76, 27–39. [Google Scholar] [CrossRef] [Green Version]
- Iuga, M.; Mironeasa, C.; Mironeasa, S. Oscillatory rheology and creep-recovery behaviour of grape seed-wheat flour dough: Effect of grape seed particle size, variety and addition level. Bull. UASVM Food Sci. Technol. 2019, 76, 40–51. [Google Scholar] [CrossRef] [Green Version]
- Bloksma, A.H. Rheology of the breadmaking process. Cereal Foods World 1990, 35, 228–236. [Google Scholar]
- Sroan, B.S.; Bean, S.R.; MacRitchie, F. Mechanism of gas cell stabilization in bread making. I. The primary gluten–starch matrix. J. Cereal Sci. 2009, 49, 32–40. [Google Scholar] [CrossRef]
- Veraverbeke, W.S.; Delcour, J.A. Wheat protein composition and properties of wheat glutenin in relation to breadmaking functionality. Crit. Rev. Food Sci. Nutr. 2002, 42, 179–208. [Google Scholar] [CrossRef] [PubMed]
- Coțovanu, I.; Mironeasa, S. Buckwheat Seeds: Impact of Milling Fractions and Addition Level on Wheat Bread Dough Rheology. Appl. Sci. 2021, 11, 1731. [Google Scholar] [CrossRef]
- Romanian Standard SR 90:2007; Wheat Flour. Analysis Method. Romanian Standards Association: Bucharest, Romania, 2007.
- ICC. Standard Methods of the International Association for Cereal Chemistry. Methods 104/1, 110/1, 136, 105/2, 171, 121, 107/1, 173; International Association for Cereal Chemistry: Vienna, Austria, 2010. [Google Scholar]
- Mironeasa, S.; Mironeasa, C. Dough bread from refined wheat flour partially replaced by grape peels: Optimizing the rheological properties. J. Food Process Eng. 2019, 42, e13207. [Google Scholar] [CrossRef]
- Sanz, T.; Salvador, A.; Hernández, M.J. Creep–recovery and oscillatory rheology of flour-based systems. In Advances in Food Rheology and Its Applications; Woodhead Publishing: Sawston, UK, 2017; pp. 277–295. [Google Scholar] [CrossRef]
- Moreira, R.; Chenlo, F.; Torres, M.D.; Rama, B. Fine particle size chestnut flour doughs rheology: Influence of additives. J. Food Eng. 2014, 120, 94–99. [Google Scholar] [CrossRef]
- Coţovanu, I.; Mironeasa, S. Features of Bread Made from Different Amaranth Flour Fractions Partially Substituting Wheat Flour. Appl. Sci. 2022, 12, 897. [Google Scholar] [CrossRef]
- Wu, C.J.; Hamada, M.S. Experiments: Planning, Analysis, and Optimization; John Wiley & Sons: Hoboken, NJ, USA, 2011; p. 552. [Google Scholar]
- Coțovanu, I.; Stoenescu, G.; Mironeasa, S. Amaranth influence on wheat flour dough rheology: Optimal particle size and amount of flour replacement. J. Microbiol. Biotechnol. Food Sci. 2021, 10, 366–373. [Google Scholar] [CrossRef]
- Skrabanja, V.; Kreft, I.; Golob, T.; Modic, M.; Ikeda, S.; Ikeda, K.; Kosmelj, K. Nutrient Content in Buckwheat Milling Fractions. Cereal Chem. 2004, 81, 172–176. [Google Scholar] [CrossRef]
- Zhu, F. Impact of ultrasound on structure, physicochemical properties, modifications, and applications of starch. Trends Food Sci. Technol. 2015, 43, 1–17. [Google Scholar] [CrossRef]
- Sapirstein, H.; Wu, Y.; Koksel, F.; Graf, R.J. A study of factors influencing the water absorption capacity of Canadian hard red winter wheat flour. J. Cereal Sci. 2018, 81, 52–59. [Google Scholar] [CrossRef]
- Bressiani, J.; Oro, T.; Da Silva, P.M.L.; Montenegro, F.M.; Bertolin, T.E.; Gutkoski, L.C.; Gularte, M.A. Influence of milling whole wheat grains and particle size on thermo-mechanical properties of flour using Mixolab. Czech J. Food Sci. 2019, 37, 276–284. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Wang, W.; Li, Y. Dough properties, bread quality, and associated interactions with added phenol compounds: A review. J. Funct. Foods 2019, 52, 629–639. [Google Scholar] [CrossRef]
- Sedej, I.; Sakač, M.; Mandić, A.; Mišan, A.; Tumbas, V.; Hadnađev, M. Assessment of antioxidant activity and rheological properties of wheat and buckwheat milling fractions. J. Cereal Sci. 2011, 54, 347–353. [Google Scholar] [CrossRef]
- Nikolić, N.; Sakač, M.; Mastilović, J. Effect of buckwheat flour addition to wheat flour on acylglycerols and fatty acids composition and rheology properties. LWT Food Sci. Technol. 2011, 44, 650–655. [Google Scholar] [CrossRef]
- Torbica, A.; Hadnađev, M.; Dapčević, T. Rheological, textural and sensory properties of gluten-free bread formulations based on rice and buckwheat flour. Food Hydrocoll. 2010, 24, 626–632. [Google Scholar] [CrossRef]
- Yıldız, G.; Bilgiçli, N. Utilisation of buckwheat flour in leavened and unleavened Turkish flat breads. Qual. Assur. Saf. Crop. 2015, 7, 207–215. [Google Scholar] [CrossRef]
- Alvarez-Jubete, L.; Wijngaard, H.; Arendt, E.K.; Gallagher, E. Polyphenol composition and in vitro antioxidant activity of amaranth, quinoa buckwheat and wheat as affected by sprouting and baking. Food Chem. 2010, 119, 770–778. [Google Scholar] [CrossRef]
- Lazaridou, A.; Duta, D.; Papageorgiou, M.; Belc, N.; Biliaderis, C.G. Effects of hydrocolloids on dough rheology and bread quality parameters in gluten-free formulations. J. Food Eng. 2007, 79, 1033–1047. [Google Scholar] [CrossRef]
- Matos, M.E.; Rosell, C.M. Understanding gluten-free dough for reaching breads with physical quality and nutritional balance. J. Sci. Food Agric. 2015, 95, 653–661. [Google Scholar] [CrossRef]
- Schirmer, M.; Jekle, M.; Becker, T. Starch gelatinization and its complexity for analysis. Starch-Stärke 2015, 67, 30–41. [Google Scholar] [CrossRef]
- Qian, J.; Rayas-Duarte, P.; Grant, L. Partial characterization of buckwheat (Fagopyrum esculentum) starch. Cereal Chem. 1998, 75, 365–373. [Google Scholar] [CrossRef]
- Wang, N.; Hou, G.G.; Dubat, A. Effects of flour particle size on the quality attributes of reconstituted whole-wheat flour and Chinese southern-type steamed bread. LWT Food Sci. Technol. 2017, 82, 147–153. [Google Scholar] [CrossRef]
- Wu, K.; Gan, R.; Dai, S.; Cai, Y.Z.; Corke, H.; Zhu, F. Buckwheat and millet affect thermal, rheological, and gelling properties of wheat flour. J. Food Sci. 2016, 81, E627–E636. [Google Scholar] [CrossRef]
- Filipčev, B.; Šimurina, O.; Bodroža-Solarov, M. Impact of buckwheat flour granulation and supplementation level on the quality of composite wheat/buckwheat ginger-nut-type biscuits. Ital. J. Food Sci. 2015, 27, 495–504. [Google Scholar]
- Sciarini, L.S.; Steffolani, M.E.; Fernández, A.; Paesani, C.; Pérez, G.T. Gluten-free breadmaking affected by the particle size and chemical composition of quinoa and buckwheat flour fractions. Food Sci. Technol. Int. 2020, 26, 321–332. [Google Scholar] [CrossRef]
- Xu, M.; Saleh, A.S.; Liu, Y.; Jing, L.; Zhao, K.; Wu, H.; Li, W. The changes in structural, physicochemical, and digestive properties of red adzuki bean starch after repeated and continuous annealing treatments. Starch-Stärke 2018, 70, 1700322. [Google Scholar] [CrossRef]
- Hadnađev, T.D.; Torbica, A.; Hadnađev, M. Rheological properties of wheat flour substitutes/alternative crops assessed by Mixolab. Procedia Food Sci. 2011, 1, 328–334. [Google Scholar] [CrossRef] [Green Version]
- Mariotti, M.; Lucisano, M.; Pagani, M.A.; Iametti, S. Macromolecular interactions and rheological properties of buckwheat-based dough obtained from differently processed grains. J. Agric. Food Chem. 2008, 56, 4258–4267. [Google Scholar] [CrossRef] [PubMed]
- Radovic, S.R.; Maksimovic, V.R.; Varkonji-Gasic, E.I. Characterization of buckwheat seed storage proteins. J. Agric. Food Chem. 1996, 44, e972–e974. [Google Scholar] [CrossRef]
- Moroni, A.V.; Dal Bello, F.; Zannini, E.; Arendt, E.K. Impact of sourdough on buckwheat flour, batter and bread: Biochemical, rheological and textural insights. J. Cereal Sci. 2011, 54, 195–202. [Google Scholar] [CrossRef]
- Gänzle, M.G.; Loponen, J.; Gobbetti, M. Proteolysis in sourdough fermentations: Mechanisms and potential for improved bread quality. Trends Food Sci. Technol. 2008, 19, e513–e521. [Google Scholar] [CrossRef]
- Hatcher, D.W.; Anderson, M.J.; Desjardins, R.G.; Edwards, N.M.; Dexter, J.E. Effects of flour particle size and starch damage on processing and quality of white salted noodles. Cereal Chem. 2002, 79, 64–71. [Google Scholar] [CrossRef]
- Hadnađev, T.R.D.; Torbica, A.M.; Hadnađev, M.S. Influence of buckwheat flour and carboxymethyl cellulose on rheological behaviour and baking performance of gluten-free cookie dough. Food Bioproc. Tech. 2013, 6, 1770–1781. [Google Scholar] [CrossRef]
- Fitzsimons, S.M.; Mulvihill, D.M.; Morris, E.R. Large enhancements in thermogelation of whey protein isolate by incorporation of very low concentrations of guar gum. Food Hydrocoll. 2008, 22, 576–586. [Google Scholar] [CrossRef]
- Noort, M.W.J.; van Haaster, D.; Hemery, Y.; Schols, H.A.; Hamer, R.J. The effect of particle size of wheat bran fractions on bread quality—Evidence for fibre–protein interactions. J. Cereal Sci. 2010, 52, 59–64. [Google Scholar] [CrossRef]
- Drobot, V.; Semenova, A.; Smirnova, J.; Mykhonik, L. Effect of buckwheat processing products on dough and bread quality made from whole-wheat flour. Int. J. Food Stud. 2014, 3. [Google Scholar] [CrossRef]
- Koh, B.-K.; Ng, P.K.W. Effects of Ferulic Acid and Transglutaminase on Hard Wheat Flour Dough and Bread. Cereal Chem. J. 2009, 86, 18–22. [Google Scholar] [CrossRef]
- Schmiele, M.; Jaekel, L.Z.; Patricio, S.M.C.; Steel, C.J.; Chang, Y.K. Rheological properties of wheat flour and quality characteristics of pan bread as modified by partial additions of wheat bran or whole grain wheat flour. Int. J. Food Sci. 2012, 47, 2141–2150. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (a) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Run | Falling Number | Mixolab | ||||||
| FN (s) | WA (%) | DT (min) | ST (min) | C1-2 (N⋅m) | C3-2 (N⋅m) | C3-4 (N⋅m) | C5-4 (N⋅m) | |
| 1 | 307.00 ± 9.21 | 57.70 ± 1.04 | 3.68 ± 0.06 | 9.07 ± 0.16 | 0.66 ± 0.03 | 1.30 ± 0.05 | 0.14 ± 0.01 | 0.71 ± 0.03 |
| 2 | 358.50 ± 15.77 | 57.90 ± 0.75 | 1.12 ± 0.04 | 8.58 ± 0.09 | 0.65 ± 0.03 | 1.43 ± 0.03 | 0.06 ± 0.00 | 0.82 ± 0.02 |
| 3 | 299.00 ± 7.77 | 57.60 ± 0.81 | 3.80 ± 0.06 | 8.15 ± 0.10 | 0.73 ± 0.03 | 1.22 ± 0.05 | 0.30 ± 0.01 | 0.78 ± 0.03 |
| 4 | 345.50 ± 11.06 | 58.30 ± 1.81 | 1.33 ± 0.01 | 8.55 ± 0.12 | 0.65 ± 0.02 | 1.45 ± 0.03 | 0.09 ± 0.00 | 0.98 ± 0.02 |
| 5 | 312.00 ± 12.48 | 58.50 ± 1.11 | 1.69 ± 0.07 | 9.96 ± 0.39 | 0.61 ± 0.01 | 1.41 ± 0.02 | 0.05 ± 0.00 | 1.15 ± 0.04 |
| 6 | 303.00 ± 9.39 | 57.80 ± 0.92 | 4.65 ± 0.20 | 9.92 ± 0.22 | 0.64 ± 0.02 | 1.33 ± 0.02 | 0.09 ± 0.00 | 0.87 ± 0.02 |
| 7 | 317.00 ± 12.05 | 58.40 ± 0.82 | 1.62 ± 0.06 | 9.23 ± 0.27 | 0.68 ± 0.02 | 1.39 ± 0.02 | 0.07 ± 0.00 | 0.75 ± 0.01 |
| 8 | 312.00 ± 14.04 | 58.50 ± 1.17 | 1.69 ± 0.07 | 9.96 ± 0.40 | 0.61 ± 0.01 | 1.41 ± 0.02 | 0.05 ± 0.00 | 1.15 ± 0.02 |
| 9 | 349.00 ± 13.61 | 58.70 ± 1.47 | 1.38 ± 0.05 | 8.98 ± 0.17 | 0.65 ± 0.02 | 1.39 ± 0.02 | 0.07 ± 0.00 | 1.06 ± 0.02 |
| 10 | 369.50 ± 11.82 | 57.50 ± 0.92 | 0.90 ± 0.02 | 9.15 ± 0.16 | 0.70 ± 0.03 | 1.44 ± 0.06 | 0.13 ± 0.01 | 0.84 ± 0.03 |
| 11 | 314.00 ± 6.28 | 58.20 ± 1.16 | 3.40 ± 0.07 | 7.05 ± 0.15 | 0.73 ± 0.01 | 1.23 ± 0.02 | 0.20 ± 0.00 | 0.67 ± 0.01 |
| 12 | 321.00 ± 11.88 | 58.00 ± 1.28 | 1.48 ± 0.03 | 10.17 ± 0.32 | 0.58 ± 0.01 | 1.41 ± 0.02 | 0.04 ± 0.00 | 1.05 ± 0.01 |
| 13 | 299.50 ± 8.39 | 57.80 ± 1.10 | 4.35 ± 0.06 | 8.75 ± 0.12 | 0.66 ± 0.03 | 1.24 ± 0.05 | 0.21 ± 0.01 | 0.75 ± 0.03 |
| 14 | 326.00 ± 9.13 | 58.30 ± 1.57 | 3.55 ± 0.14 | 9.03 ± 0.15 | 0.65 ± 0.02 | 1.28 ± 0.01 | 0.17 ± 0.01 | 0.68 ± 0.01 |
| 15 | 312.00 ± 12.48 | 58.50 ± 1.05 | 1.69 ± 0.06 | 9.96 ± 0.38 | 0.61 ± 0.01 | 1.41 ± 0.03 | 0.05 ± 0.00 | 1.15 ± 0.04 |
| (b) | ||||||||
| Run | Alveograph | Rheofermentometer | ||||||
| P (mm H20) | L (mm) | W (×10−4) (J) | P/L (adim.) | H’m (mm) | TV (mL) | VR (mL) | CR (%) | |
| 1 | 93 ± 1.49 | 31 ± 0.56 | 115 ± 1.96 | 3.06 ± 0.05 | 85.40 ± 2.22 | 1547 ± 43.32 | 1533 ± 39.86 | 99.10 ± 2.68 |
| 2 | 84 ± 1.76 | 42 ± 0.76 | 131 ± 2.62 | 2.03 ± 0.04 | 71.80 ± 2.80 | 1311 ± 18.35 | 1192 ± 13.11 | 90.90 ± 1.18 |
| 3 | 89 ± 1.69 | 26 ± 0.55 | 95 ± 1.90 | 3.40 ± 0.03 | 89.80 ± 3.50 | 1638 ± 36.04 | 1628 ± 37.44 | 99.40 ± 2.19 |
| 4 | 83 ± 1.49 | 49 ± 0.74 | 146 ± 5.69 | 1.70 ± 0.03 | 77.70 ± 3.03 | 1390 ± 16.68 | 1247 ± 18.71 | 89.70 ± 1.26 |
| 5 | 87 ± 2.66 | 94 ± 3.67 | 253 ± 9.87 | 0.93 ± 0.03 | 62.00 ± 1.18 | 1168 ± 18.69 | 991 ± 15.86 | 84.80 ± 1.36 |
| 6 | 84 ± 1.85 | 42 ± 0.80 | 132 ± 5.15 | 2.01 ± 0.04 | 74.00 ± 2.89 | 1405 ± 15.46 | 1336 ± 17.76 | 97.20 ± 1.17 |
| 7 | 78 ± 1.40 | 50 ± 0.80 | 139 ± 5.42 | 1.56 ± 0.03 | 68.00 ± 2.65 | 1278 ± 17.89 | 1163 ± 18.61 | 91.00 ± 1.37 |
| 8 | 87 ± 2.44 | 94 ± 2.82 | 253 ± 0.12 | 0.93 ± 0.03 | 62.00 ± 1.12 | 1168 ± 23.36 | 991 ± 19.82 | 84.80 ± 1.70 |
| 9 | 88 ± 2.11 | 52 ± 1.09 | 169 ± 6.59 | 1.69 ± 0.04 | 70.90 ± 1.28 | 1278 ± 20.45 | 1172 ± 18.75 | 91.70 ± 1.47 |
| 10 | 83 ± 1.16 | 34 ± 0.27 | 112 ± 1.34 | 2.50 ± 0.03 | 77.50 ± 1.71 | 1430 ± 28.60 | 1320 ± 39.60 | 92.30 ± 2.31 |
| 11 | 69 ± 1.38 | 66 ± 1.32 | 130 ± 2.60 | 1.04 ± 0.02 | 71.70 ± 1.43 | 1329 ± 26.58 | 1204 ± 24.08 | 90.60 ± 1.81 |
| 12 | 86 ± 2.06 | 48 ± 1.06 | 156 ± 6.08 | 1.79 ± 0.04 | 69.30 ± 2.70 | 1638 ± 29.48 | 1217 ± 23.12 | 93.40 ± 1.68 |
| 13 | 72 ± 0.65 | 53 ± 0.48 | 107 ± 0.96 | 1.34 ± 0.01 | 77.30 ± 1.24 | 1413 ± 26.85 | 1241 ± 26.06 | 87.80 ± 1.76 |
| 14 | 81 ± 1.30 | 40 ± 0.40 | 121 ± 4.72 | 2.02 ± 0.03 | 72.20 ± 2.82 | 1330 ± 11.97 | 1201 ± 9.61 | 90.30 ± 0.81 |
| 15 | 87 ± 2.61 | 94 ± 3.57 | 253 ± 9.61 | 0.93 ± 0.03 | 62.00 ± 1.15 | 1168 ± 21.02 | 991 ± 15.86 | 84.80 ± 1.70 |
| (c) | ||||||||
| Run | Rheometer | Bread Characteristics | ||||||
| G′ (Pa) | G″ (Pa) | tan δ (adim.) | Tmax (°C) | Jcmax (×10−5) (Pa−1) | Jrmax (×10−5) (Pa−1) | BV (cm3) | BH (g) | |
| 1 | 20,080 ± 542 | 7413 ± 200 | 0.3690 ± 0.01 | 81.76 ± 1.55 | 24.47 ± 0.44 | 17.18 ± 0.31 | 350.58 ± 7.71 | 988.50 ± 9.89 |
| 2 | 30,130 ± 422 | 11,242 ±180 | 0.3730 ± 0.01 | 79.36 ± 1.27 | 28.63 ± 0.34 | 18.59 ± 0.24 | 232.54 ± 4.88 | 1793.00 ± 10.76 |
| 3 | 25,050 ± 976 | 9211 ± 359 | 0.3150 ± 0.01 | 82.36 ± 3.21 | 32.07 ± 0.58 | 20.00 ± 0.32 | 312.70 ± 5.63 | 1048.00 ± 12.58 |
| 4 | 28,030 ± 224 | 11,240 ±101 | 0.4010 ± 0.00 | 79.63 ± 1.43 | 21.49 ± 0.26 | 15.01 ± 0.24 | 278.93 ± 6.69 | 1308.00 ± 17.00 |
| 5 | 26,370 ± 237 | 9488 ± 85 | 0.3598 ± 0.00 | 83.24 ± 2.16 | 22.01 ± 0.42 | 15.34 ± 0.37 | 378.20 ± 14.75 | 786.00 ± 7.07 |
| 6 | 23,820 ± 143 | 8548 ± 77 | 0.3580 ± 0.00 | 81.48 ± 2.36 | 17.69 ± 0.14 | 12.80 ± 0.12 | 387.50 ± 6.20 | 938.00 ± 4.69 |
| 7 | 26,650 ± 319 | 10,285 ± 102 | 0.3850 ± 0.00 | 80.38 ± 1.61 | 23.00 ± 0.25 | 15.36 ± 0.18 | 355.03 ± 6.39 | 464.50 ± 4.18 |
| 8 | 26,370 ± 316 | 9488 ± 104 | 0.3598 ± 0.00 | 83.24 ± 2.00 | 22.01 ± 0.44 | 15.34 ± 0.40 | 378.20 ± 14.37 | 786.00 ± 6.29 |
| 9 | 23,960 ± 191 | 8962 ± 80 | 0.3740 ± 0.00 | 79.36 ± 1.51 | 15.94 ± 0.13 | 9.81 ± 0.09 | 287.54 ± 10.35 | 1576.00 ± 12.61 |
| 10 | 33,810 ± 710 | 11,360 ± 227 | 0.3400 ± 0.01 | 81.95 ± 1.31 | 30.07 ± 0.63 | 18.78 ± 0.41 | 230.90 ± 4.16 | 3070.00 ± 30.71 |
| 11 | 27,030 ± 541 | 10,210 ± 204 | 0.3700 ± 0.01 | 82.46 ± 1.65 | 25.02 ± 0.50 | 17.60 ± 0.35 | 374.14 ± 7.48 | 578.00 ± 4.62 |
| 12 | 26,980 ± 297 | 9394 ± 75 | 0.3480 ± 0.00 | 80.15 ± 1.76 | 27.10 ± 0.38 | 16.73 ± 0.20 | 348.92 ± 6.28 | 1083.00 ± 11.91 |
| 13 | 32,700 ± 621 | 10,650 ± 224 | 0.3250 ± 0.01 | 82.79 ± 1.49 | 26.09 ± 0.52 | 18.05 ± 0.36 | 293.60 ± 4.70 | 1471.50 ± 13.24 |
| 14 | 26,990 ± 297 | 10,210 ± 133 | 0.3600 ± 0.00 | 80.48 ± 1.45 | 23.61 ± 0.38 | 15.85 ± 0.22 | 368.78 ± 5.16 | 748.00 ± 5.24 |
| 15 | 26,370 ± 316 | 9488 ± 104 | 0.3598 ± 0.00 | 83.24 ± 2.33 | 22.01 ± 0.48 | 15.34 ± 0.46 | 378.20 ± 14.37 | 786.00 ± 6.29 |
| Factors | Parameters | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Falling Number | Mixolab | Alveograph | ||||||||||
| FN (s) | WA (%) | DT (min) | ST (min) | C1-2 (N⋅m) | C3-2 (N⋅m) | C3-4 (N⋅m) | C5-4 (N⋅m) | P (mm H2O) | L (mm) | W (×10−4) (J) | P/L | |
| Constant | 318.82 | 58.28 | 3.09 | 9.10 | 0.66 | 1.31 | 0.122 | 0.73 | 76.64 | 49.22 | 125.81 | 1.50 |
| A | −19.25 *** | −0.13 * | 0.89 ** | 0.20 | −0.00 | −0.04 ** | 0.02 | −0.02 | 1.40 | −3.00 | −6.00 | 0.23 |
| B | 3.77 | −0.43 *** | 0.78 * | −0.75 ** | 0.04 ** | −0.05 ** | 0.07 ** | −0.18 *** | −2.67 | −23.27 ** | −65.20 *** | 0.66 ** |
| A × B | −16.45 ** | 0.07 | 0.83 * | −0.27 | 0.01. | −0.05 ** | 0.04 * | −0.02 | 2.30 | −2.30 | −3.70 | 0.27 |
| A2 | 13.95 * | −0.19 | −0.75 | - | −0.01 | 0.07 ** | −0.03 | 0.14 ** | 9.00 ** | −9.40 | 6.20 | 0.62 * |
| B2 | −10.24 | −0.09 | −0.33 | - | 0.00 | −0.00 | 0.03 | 0.14 * | 1.52 | 22.76 * | 48.38 ** | −0.24 |
| Model Assession | ||||||||||||
| R2 | 0.88 | 0.86 | 0.76 | 0.51 | 0.66 | 0.87 | 0.86 | 0.88 | 0.66 | 0.81 | 0.93 | 0.86 |
| Adj.-R2 | 0.82 | 0.79 | 0.62 | 0.38 | 0.47 | 0.79 | 0.79 | 0.82 | 0.48 | 0.70 | 0.89 | 0.79 |
| p-value | 0.0005 | 0.0011 | 0.0130 | 0.0411 | ˂0.0001 | 0.0010 | 0.0011 | 0.0006 | 0.0461 | 0.0048 | ˂0.0001 | 0.0225 |
| Factors | Parameters | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rheofermentometer | Rheometer | Bread Parameters | ||||||||||
| H’m (mm) | TV (mL) | VR (mL) | CR (%) | G′ (Pa) | G″ (Pa) | tan δ (adim.) | Tmax (°C) | Jcmax (×10−5) (Pa−1) | Jrmax (×10−5) (Pa−1) | BV (cm3) | BH (g) | |
| Constant | 71.37 | 1335.08 | 1197.38 | 90.96 | 26,575.14 | 9812.60 | 0.3760 | 80.58 | 24.08 | 16.12 | 357.55 | 646.50 |
| A | 2.06 | 81.90 * | 81.30 ** | 2.45 ** | −2000.00 ** | 823.80 ** | −0.0093 | 0.54 | 0.52 | 0.45 | 36.98 ** | −369.00 ** |
| B | 9.19 *** | 129.80 ** | 187.30 *** | 3.65 ** | 1636.67 * | 382.53 | −0.0130 * | −0.10 | 3.77 * | 2.21 * | −41.94 ** | 446.67 ** |
| A × B | 3.98 * | 29.20 | 91.20 * | 2.07 | −3059.00 ** | −855.90 * | −0.0001 | 0.24 | - | - | 22.03 | −435.65 * |
| A2 | 3.80 | 93.70 | 105.70 * | 3.43 * | 1488.00 | - | −0.0007 | −0.61 | - | - | −0.35 * | 528.10 * |
| B2 | −2.26 | −62.95 | −74.76 | −4.12 * | 2745.71 * | - | −0.0330 ** | 2.57 ** | - | - | −0.72 | 326.19 |
| Model Assession | ||||||||||||
| R2 | 0.90 | 0.72 | 0.92 | 0.86 | 0.83 | 0.69 | 0.75 | 0.75 | 0.42 | 0.43 | 0.83 | 0.86 |
| Adj.-R2 | 0.85 | 0.57 | 087 | 0.77 | 0.73 | 0.60 | 0.61 | 0.61 | 0.32 | 0.33 | 0.74 | 0.78 |
| p-value | 0.0003 | 0.0216 | 0.0001 | 0.0014 | 0.0031 | 0.0036 | 0.0143 | 0.0153 | 0.04 | 0.035 | 0.0029 | 0.0014 |
| Variable | Control | O_BL | O_BM | O_BS |
|---|---|---|---|---|
| Adition Level | 100% WF | 9.13% | 10.57% | 10.25% |
| FN (s) | 312.00 | 314.54 | 319.00 | 352.51 |
| WA (%) | 58.50 | 57.99 | 58.25 | 58.21 |
| DT (min) | 1.69 | 3.08 | 3.13 | 1.44 |
| ST (min) | 9.96 | 9.39 | 9.05 | 8.88 |
| C1-2 (N∙m) | 0.61 | 0.63 | 0.66 | 0.65 |
| C3-2 (N∙m) | 1.41 | 1.34 | 1.30 | 1.42 |
| C3-4 (N∙m) | 0.05 | 0.09 | 0.12 | 0.06 |
| C5-4 (N∙m) | 1.15 | 0.85 | 0.71 | 0.89 |
| P (mm H2O) | 87.00 | 87.08 | 76.49 | 84.11 |
| L (mm) | 91.00 | 39.20 | 47.95 | 42.30 |
| W (×10−4) (J) | 253.00 | 132.35 | 122.22 | 136.50 |
| P/L (adim.) | 0.95 | 2.27 | 1.53 | 1.90 |
| H’m (mm) | 62.00 | 76.08 | 71.88 | 73.23 |
| TV (mL) | 1168.00 | 1496.39 | 1342.32 | 1349.35 |
| VR (mL) | 991.00 | 1359.63 | 1207.89 | 1224.13 |
| CR (%) | 84.80 | 96.31 | 91.15 | 91.97 |
| G′ (Pa) | 26,370.00 | 23,231.33 | 26,678.24 | 27,206.25 |
| G″(Pa) | 9488.00 | 9029.90 | 9834.58 | 10,667.36 |
| tan δ (adim.) | 0.360 | 0.368 | 0.376 | 0.385 |
| Tmax (°C) | 83.24 | 80.52 | 80.58 | 79.41 |
| Jcmax (×10−5) (Pa−1) | 24.50 | 24.27 | 24.29 | 23.65 |
| Jrmax (×10−5) (Pa−1) | 16.62 | 16.37 | 16.24 | 15.72 |
| BV (cm3) | 372.20 | 360.85 | 355.11 | 283.61 |
| BH (g) | 786.00 | 807.10 | 673.24 | 1565.86 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Coţovanu, I.; Mironeasa, C.; Mironeasa, S. Insights into the Potential of Buckwheat Flour Fractions in Wheat Bread Dough. Appl. Sci. 2022, 12, 2302. https://doi.org/10.3390/app12052302
Coţovanu I, Mironeasa C, Mironeasa S. Insights into the Potential of Buckwheat Flour Fractions in Wheat Bread Dough. Applied Sciences. 2022; 12(5):2302. https://doi.org/10.3390/app12052302
Chicago/Turabian StyleCoţovanu, Ionica, Costel Mironeasa, and Silvia Mironeasa. 2022. "Insights into the Potential of Buckwheat Flour Fractions in Wheat Bread Dough" Applied Sciences 12, no. 5: 2302. https://doi.org/10.3390/app12052302
APA StyleCoţovanu, I., Mironeasa, C., & Mironeasa, S. (2022). Insights into the Potential of Buckwheat Flour Fractions in Wheat Bread Dough. Applied Sciences, 12(5), 2302. https://doi.org/10.3390/app12052302