3.1. Analysis of the Irradiation Parameters
In our previous work [
23], we found good working conditions for laser-assisted etching of EagleXG glass at 1 MHz repetition rate and scan speeds >50 mm/s, while lower speeds were ineffective in achieving favourable etching selectivity. We note that, at that repetition rate of the laser pulses, relevant thermal accumulation effects are present in the irradiation process, which affect the material modification [
14].
Here, we aim to assess the existence of a suitable range of irradiation parameters, which provides good selectivity while keeping the scan speed in the order of a few millimetres per second. Hence, we attempt the investigation of a totally different irradiation regime, for which the temporal separation between two subsequent pulses is sufficiently large to avoid heat build-up in the material. In detail, as the threshold for the onset of thermal accumulation effects in similar glasses is typically placed around 200 kHz repetition rate [
14], we select the much lower value of 25 kHz.
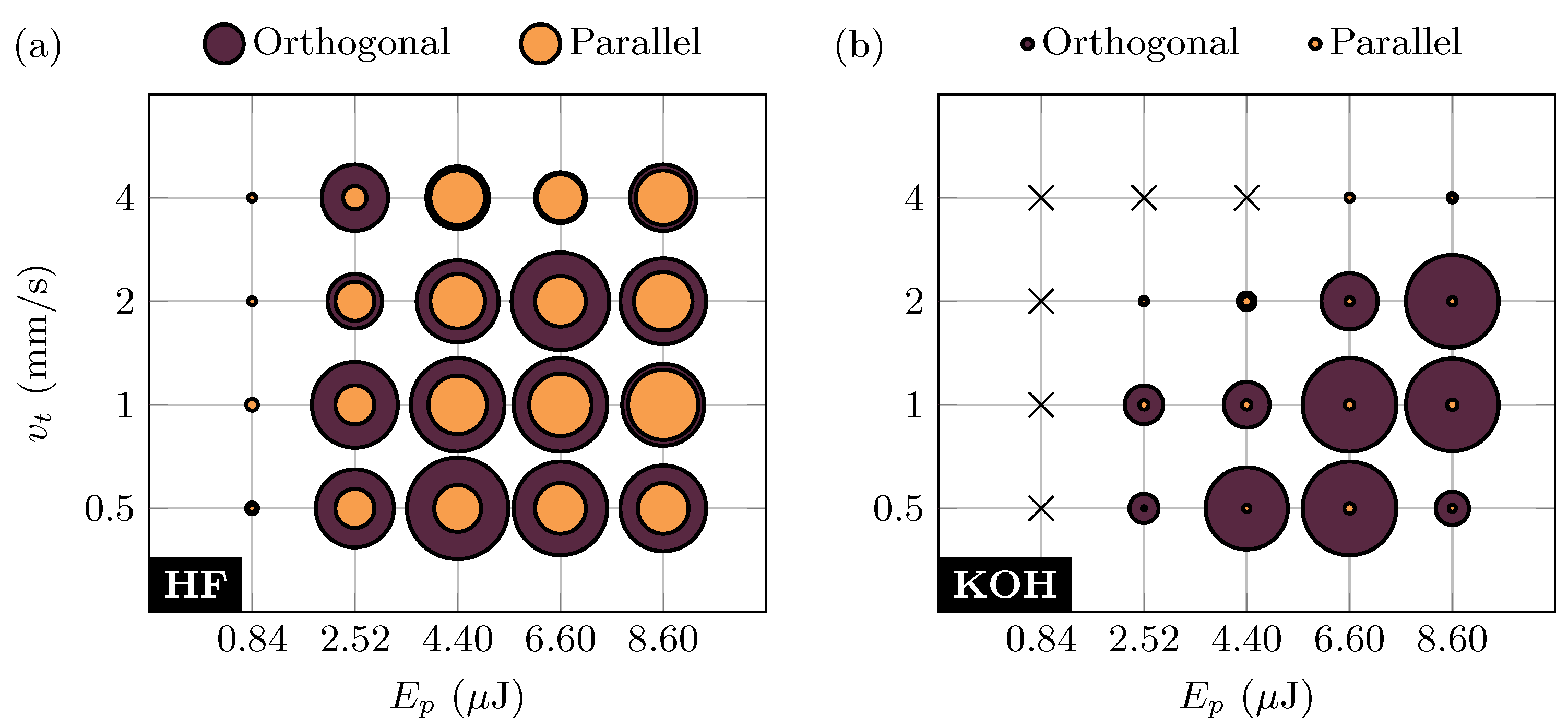
As a preliminary characterisation of the laser-assisted etching process at 25 kHz, a limited set of straight tracks was written in the substrate, with a coarse-grained sampling of the available pulse energies, and values for
between 0.5 mm/s and 4 mm/s. In addition, each track was written with two laser polarisations, orthogonal and parallel to the translation direction. Indeed, in laser-assisted etching processes, a marked dependence of the etching selectivity on the polarisation direction of the irradiation laser beam is often observed. After the fabrication, the sample was cut in two pieces, transversally with respect to the tracks, and lateral facets were polished to optical quality. The two resulting samples were then etched, one in HF and the other in KOH, as detailed in
Section 2.
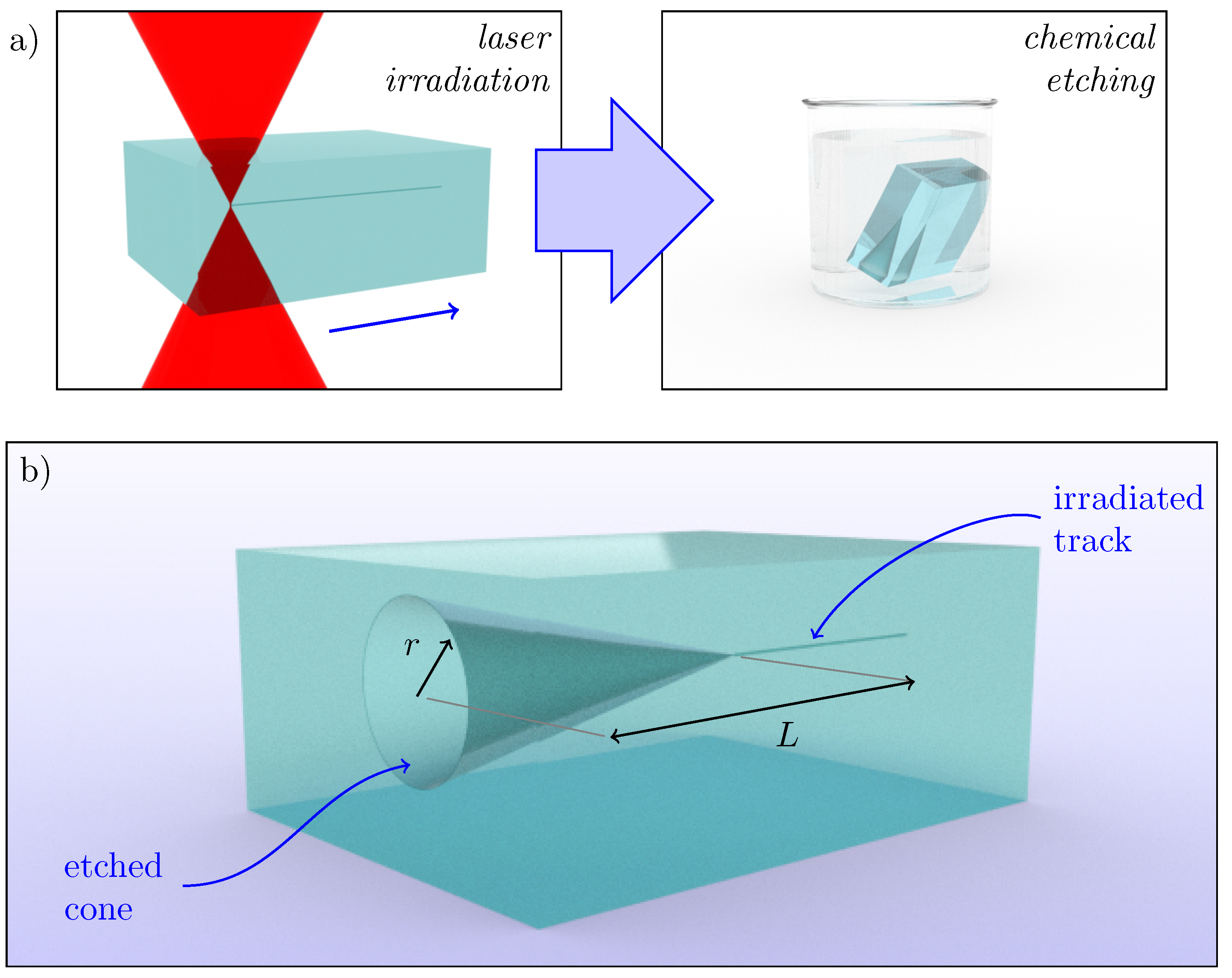
Figure 1a gives a schematic representation of the laser-assisted etching process we adopt in our experiments. As the etchant preferably attacks the laser-irradiated tracks, hollow cones are excavated along these tracks, starting from the lateral facet of the sample exposed to the acid, as shown in
Figure 1b. The aspect ratio (A.R.) of the cones, defined as the ratio of the length over the basis radius, is known to be approximately equal to the ratio of the etching rate of the irradiated track over the etching rate of the unmodified substrate [
23] and it directly indicates the etching selectivity. Thus, after etching, the samples were characterized with the optical microscope, measuring the dimensions of the etched cones and calculating the A.R.s; results are reported in
Figure 2.
As a matter of fact, to finely characterise the etching dynamics in the HF solution, each sample was etched in four successive steps of 5 min each, measuring the A.R. of the etched cones after each step. In fact, the changing equilibrium between chemical reaction and diffusion processes, inside the etched cone, can cause a decrease in the advancement rate of the tip of the cone, as it becomes longer [
4,
23]. This is typically observed as a sort of saturation of the length of the etched cone, and a decrease in the measured A.R., as the etching time increases. To calculate a reliable estimation of the etching selectivity in optimal conditions, it is appropriate to measure the A.R. of the cones at the shortest possible time, for which both the length and the radius of the cones can be measured accurately. In our experiments, this condition is met at 10 min, the etched cones still being too small after the first 5-min step. On the other hand, in the case of the KOH etching, which is a much slower process, we did not observe relevant saturation effects; the results plotted in
Figure 2 refer to an etching time of 6 h.
Little to no selectivity was observed for the lowest pulse energy ( = 0.84 µJ), for both etchants, and independently of the adopted scan speed and polarisation. Significant etching selectivity was instead observed for the higher energies, though with different patterns in HF with respect to the KOH. In HF, we measured A.R.∼10–20 in a broad range of parameters; the two polarisations give results that are in the same order of magnitude, even if the parallel one consistently provides slightly lower selectivity than the orthogonal one. On the other hand, in KOH the etching results are less uniform across the explored energies and speeds, and a clear dependence on the laser polarisation can be noticed. In particular, while the orthogonal polarization gives very high values of A.R. (up to about 90), the A.R. hardly reaches 10 for the parallel one.
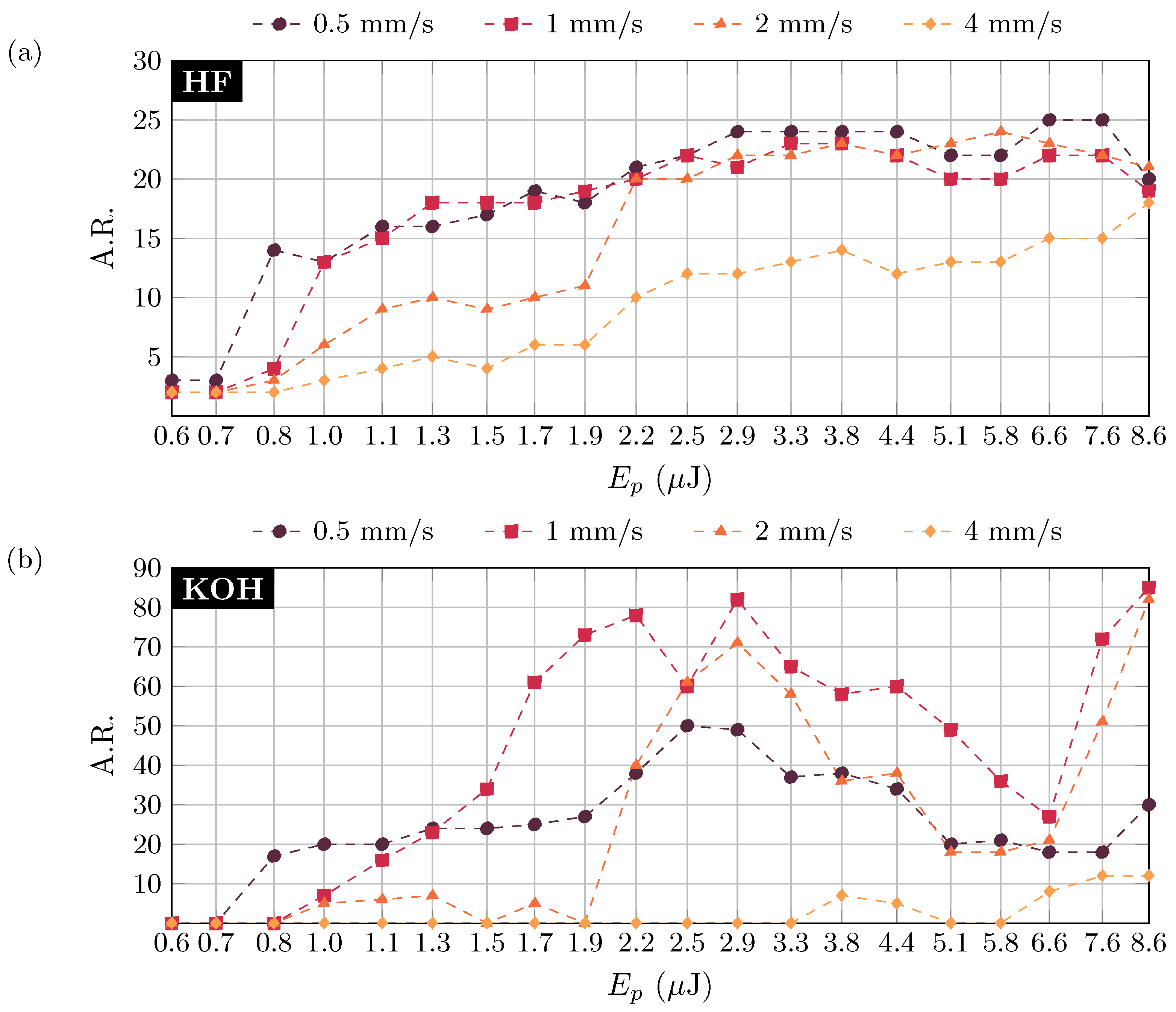
On the basis of these preliminary results, we conducted a second experiment to better investigate the etching dynamics. In particular, we irradiated a set of tracks, performing a finer scan of the pulse energy between 0.6 µJ and 8.6 µJ, and with translation speeds again ranging from 0.5 mm/s to 4 mm/s. The polarisation of the writing beam was kept orthogonal to the translation direction, as it consistently provides the higher A.R. according to the first characterisation. For each couple of values of the parameters (
and
), we wrote two identical tracks. After fabrication, the sample was cut into several pieces, whose lateral facets were polished, and which were later etched separately in HF and KOH solutions.
Figure 3 plots the measured A.R. of the etched cones, after 10 min etching in case of HF and after 6 h in case of KOH.
A comparison between
Figure 3a,b confirms the difference between the etching processes in the HF and KOH etchants, already visible in
Figure 2. In detail, we observe that, in the case of HF etching, the measured A.R. at first increases with increasing pulse energy, then enters a sort of plateau in correspondence of
µJ. For higher energies the A.R. remains practically constant, reaching maximum values around 25. This corresponds to an etching rate of the irradiated track of about 60 µm/min, namely 25 times larger than the etching rate of the unmodified substrate 2.5 µm/min. Comparable results are achieved for all the explored scan speeds except for the highest one (
= 4 mm/s), for which the A.R. is visibly lower, independently of the inscription power. On the other hand, in KOH the etching process seems to have a more complex dependence on the irradiation parameters, and the measured A.R. reaches optimal values only for selected combinations of
and
. For
µJ, the A.R. of the etched cones increases with the energy, reaching a maximum value of about 80 for
= 1 mm/s and
= 2.9 µJ. For higher energies, 2.9 µJ
µJ, the A.R. drops and then increases again with the energy, reaching values around 80–85 for
= 8.6 µJ and
= 1–2 mm/s. The process is indeed very sensitive to the irradiation speed. It is worth noting that, whereas KOH enables higher selectivity than HF, the etching process in the KOH solution is much slower. In fact, in the latter case, the maximum etching rate of the irradiated track observed in our experiments is about 0.5–0.6 µm/min (the etching rate of the bulk substrate is about 0.008 µm/min).
3.2. Role of Thermal Effects
In the experimental study discussed in the previous Section, we chose the 25 kHz repetition rate as a reasonably low value to avoid thermal accumulation. In fact, the absence of thermal effects, in general, is not an absolute requirement in the laser-assisted etching technique, as convenient sets of irradiation parameters that provide good selectivity may also be found in the presence of these phenomena, with irradiation performed at high repetition rates [
23,
24]. However, the non-thermal regime can provide more versatility in adjusting the irradiation parameters, as the material modification is substantially independent of the timing of the pulses impinging in the focus. Namely, in this case, the same kind of modification can be obtained by keeping the pulse energy fixed, and by scaling both the repetition rate and the translation speed in such a way that the number of pulses per unit length of the irradiated track remains constant. Alternatively, the effect of a slower speed may be emulated by multiple overlapped laser scans. In addition, the absence of pulse-to-pulse cumulative effects makes the laser-matter interaction process simpler, and possibly facilitates its microscopic modelling.
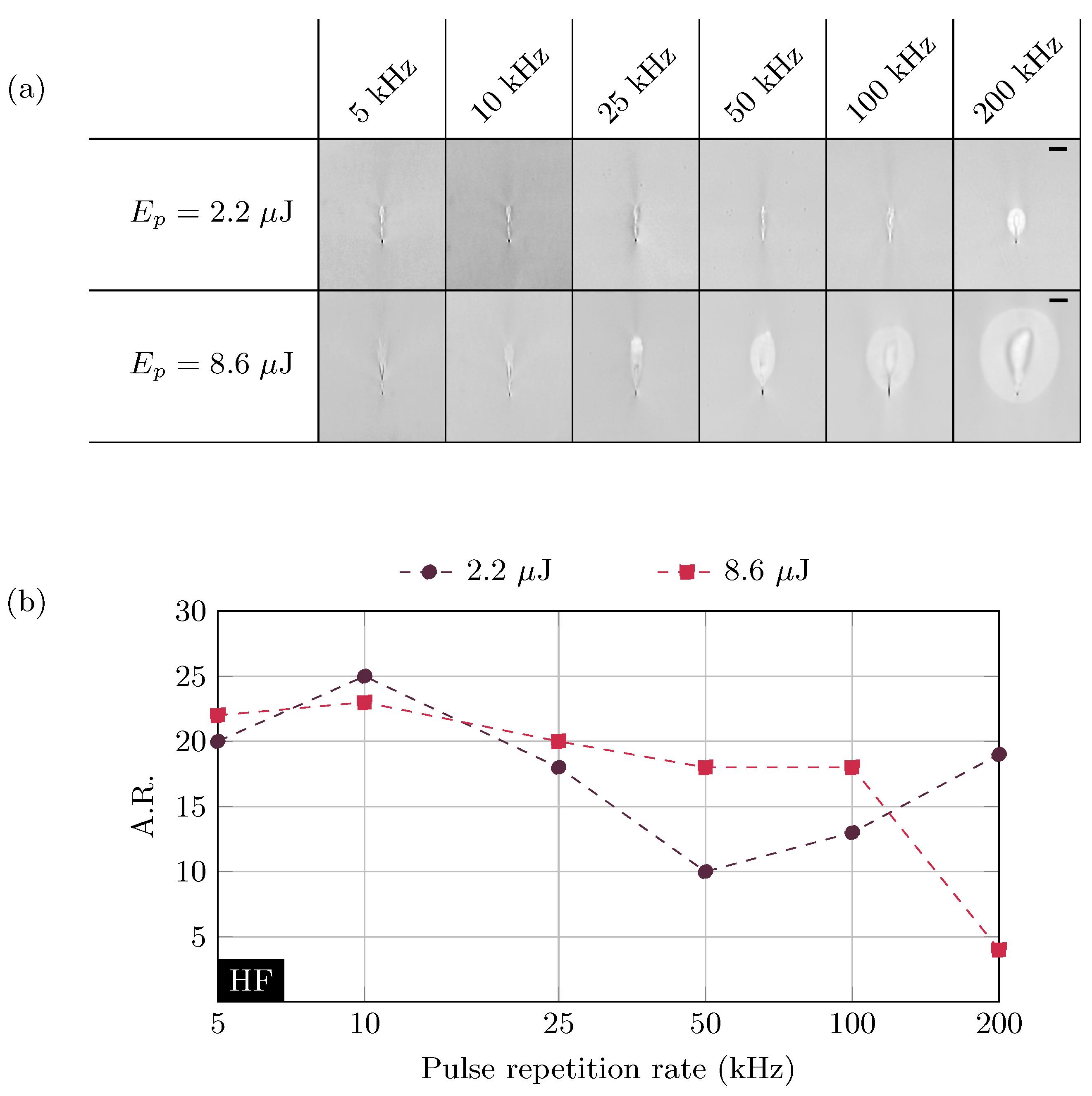
To assess how widely the repetition rate can be varied, while maintaining the same non-thermal irradiation regime, we irradiated several tracks keeping the pulse energy constant, varying the repetition rate of the femtosecond laser from 5 kHz to 200 kHz, and scaling the translation speed proportionally. Two optimal sets of parameters, identified in the previous analysis at 25 kHz repetition rate, were chosen as references; in detail, = 2.2 µJ and = 1 mm/s, = 8.6 µJ and = 1 mm/s. All the tracks were written with orthogonal polarisation, as in the previously described results.
Figure 4a reports the cross-section of the irradiated tracks, imaged at the optical microscope after polishing the lateral facets of the glass substrate. Material modification from heat build-up is identified from the pictures as an elliptical white crown, which appears and then enlarges as the repetition rate increases. At the lowest pulse-energy explored (
= 2.2 µJ), this feature is barely visible up to the highest repetition rate. On the other hand, for the highest pulse energy (
= 8.6 µJ) it becomes evident already at 50 kHz.
After laser irradiation and polishing, the glass sample was immersed for 15 min in HF solution, and the A.R. of the etched cones was finally measured. Results are plotted in
Figure 4b. We note that up to 25-kHz repetition rate the A.R. of the cones is almost constant for both values of
, consistently with the observation of no visible heat build-up. On the other hand, for higher repetition rates the A.R. changes, as thermal accumulation is altering the etching selectivity.
In the light of these results, we can conclude that, at the chosen repetition rate of 25 kHz, thermal accumulation effects are indeed small or negligible. In case it is needed for the application, it should be possible to further scale down the repetition rate together with the translation speed, down to 5 kHz, and reliably reproduce the results obtained at 25 kHz for a given pulse energy. Once in the single pulse regime, we expect that this scaling can be extended to even lower repetition rates, further reducing the translation speed. On the contrary, caution should be used in performing an analogous scaling by increasing the repetition rate above 25 kHz. In fact, the onset of thermal accumulation effects may alter the laser-modification process and affect the etching selectivity. The results obtained in this work cannot be extended to repetition rates higher than 200 kHz in a straightforward fashion and dedicated experimental investigations should be performed to assess the etching selectivity in those regimes.
3.3. Morphology of the Etched Structures
In
Figure 5, we report representative pictures of the etched cones, taken with the optical microscope, which reveal a difference in the smoothness of their surfaces as the irradiation energy increases. In fact, despite maintaining a high A.R., the cones corresponding to the highest irradiation pulse-energies (beyond 6.6 µJ) show a rougher surface after etching, if compared to the cones corresponding to lower energies, which are uniformly smooth for their whole length. This observation applies both to cones etched in HF and KOH solution. We note that this increase in roughness comes together with the rebound of the A.R. observed in
Figure 3b for
µJ. This might be due to a different substrate modification process, which comes into play when the pulse energy surpasses a given threshold.
A smooth surface is preferable when dealing with the fabrication of microchannels for optofluidic circuits: a careful choice of the irradiation parameters should thus be made in order to match the requirements of the final device. A direct visual comparison of the roughness of the cones etched in HF or KOH is not easy, given the tiny diameter of the cones etched in KOH. In any case, it is worth noting that the quality of the unirradiated surfaces of the glass sample is also important in the applications, and we have observed that this is indeed different after the exposure to the two etching agents. In fact, after immersion in HF solution, the surfaces that were polished to optical quality become slightly opaque and bumpy; on the contrary, such surface alterations are practically absent after KOH processing.
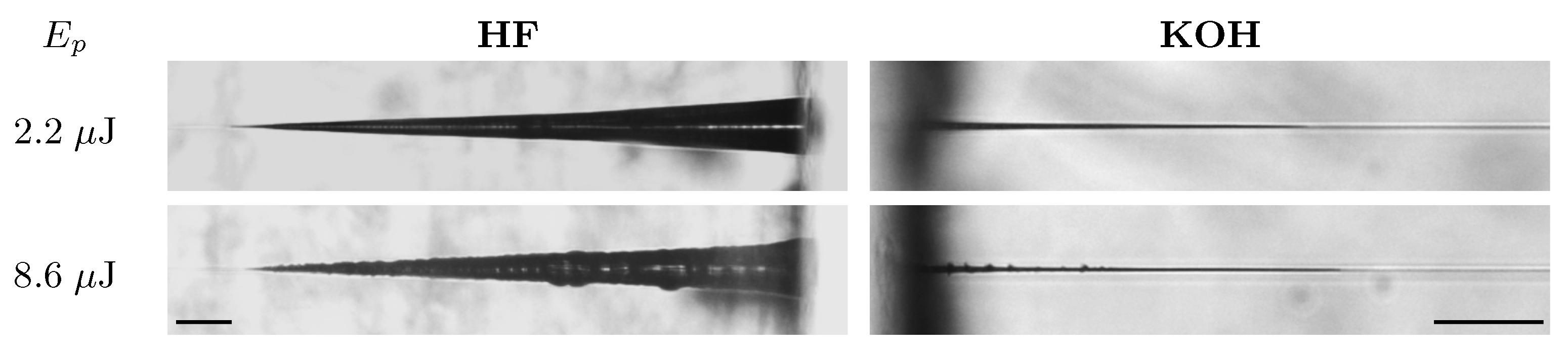
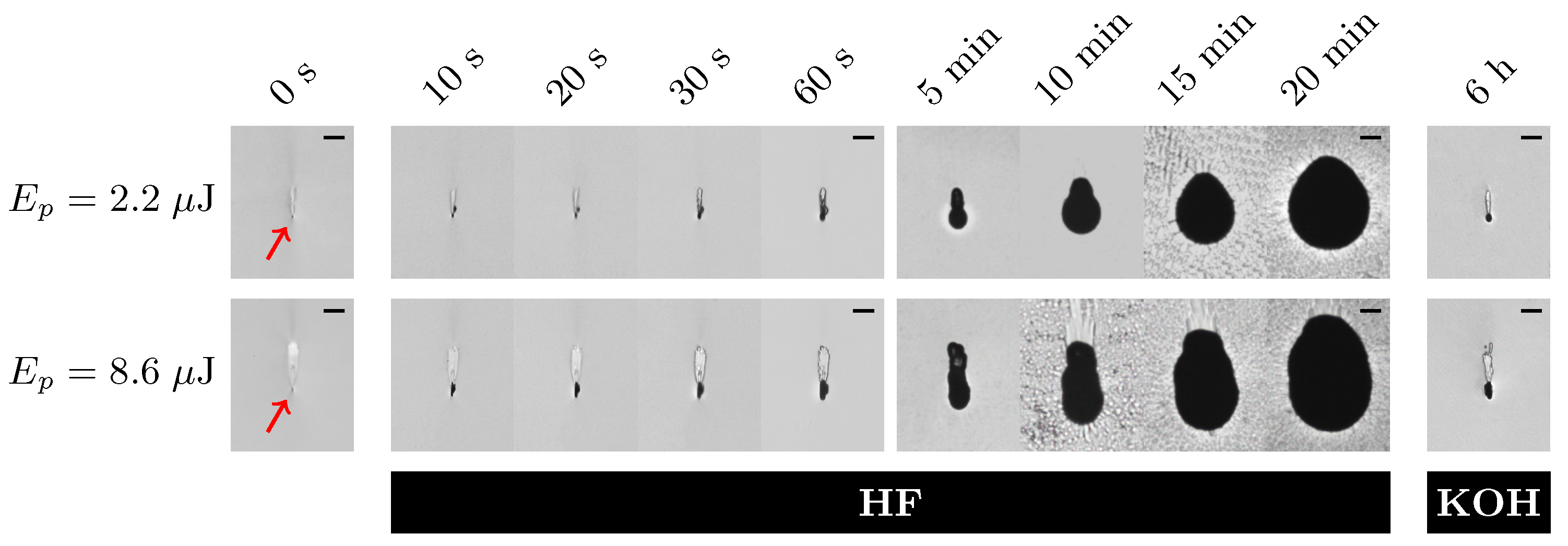
It is interesting to examine the inlet of the cones etched in KOH solution at the optical microscope (see the rightmost panels of
Figure 6). In fact, it is clearly noted that, while the laser-modified region extends transversally for several microns, the chemical agent only attacks a practically point-like feature placed towards the bottom of the irradiated track. Indeed, even after several hours of immersion in the solution, the rest of the cross-section looks practically unaltered.
On the other hand, after several-minutes immersion in HF solution, the etched cone inlet is wider than the cross-section of the irradiated track (see, in particular, the pictures in
Figure 6 corresponding to 10–20 min etching in HF). To gain further insight on the etching process in HF, we inscribed two sets of many identical tracks, corresponding to different irradiation parameters which give the best selectivity according to the data in
Figure 3a, and observed how the excavation of the cones proceeds in small time steps. In detail, we inscribed tracks with laser polarization orthogonal to the writing direction,
= 1 mm/s and either
= 2.2 µJ or
= 8.6 µJ. The sample was then cut in several pieces transversally to the tracks, the lateral facets were polished to optical quality, and pieces were immersed in HF solution for different times, up to 20 min.
By inspecting the cone inlets at the optical microscope (
Figure 6), it is evident that also in the case of HF the etching proceeds from the same point-like feature in the lower part of the inscribed track. Here, however, the other regions of the modified cross-section also show some etching enhancement with respect to the bulk, though in a lesser measure. After longer etching times, the whole track results excavated, an elliptical cone inlet is formed and the initial inhomogeneity in the cross-section is no longer discernible.
We note that a very similar behaviour, with the etching starting from a point-like feature in the cross-section modified track, was observed in our previous work [
23] on the same glass EagleXG, despite the very different irradiation conditions. In particular, the point-like feature which yields enhanced etching rates corresponds to a small dark dot in the cross-section, visible with the optical microscope, which was identified as the location of the focal spot during irradiation [
14].
Further investigations on the nature of this dark dot would be needed to fully explain the laser-assisted etching dynamics in this material. In any case, the interpretation of the black dot as a micro-crack propagating uniformly for the whole track length [
23] seems compatible with the experimental findings of the increased surface roughness at high pulse energy (
Figure 5). In fact, as the irradiation laser fluence increases, the modification undergone by the material may possibly become more and more disruptive and irregular.
The present results confirm substantial differences in the etching process occurring in EagleXG glass with respect to the case of pure fused silica. In fused silica, the whole cross-section of the laser-modified track is uniformly etched. Moreover, birefringent nanogratings, whose orientation depends on the polarisation direction of the inscribing laser, are observed in fused silica. These are deemed responsible for the polarisation dependency of the etching rates. In the experiments here described on EagleXG, we note that the etching process starts from a point-like structure formed in the focal spot of the writing laser, and it extends to the remaining track cross-section only for longer times. We also observed some polarisation dependency, but nanogratings were not noticeable. Further investigation on the morphology of the irradiated track at the microscopic level is needed to fully understand its complex etching behaviour.


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}