1. Introduction
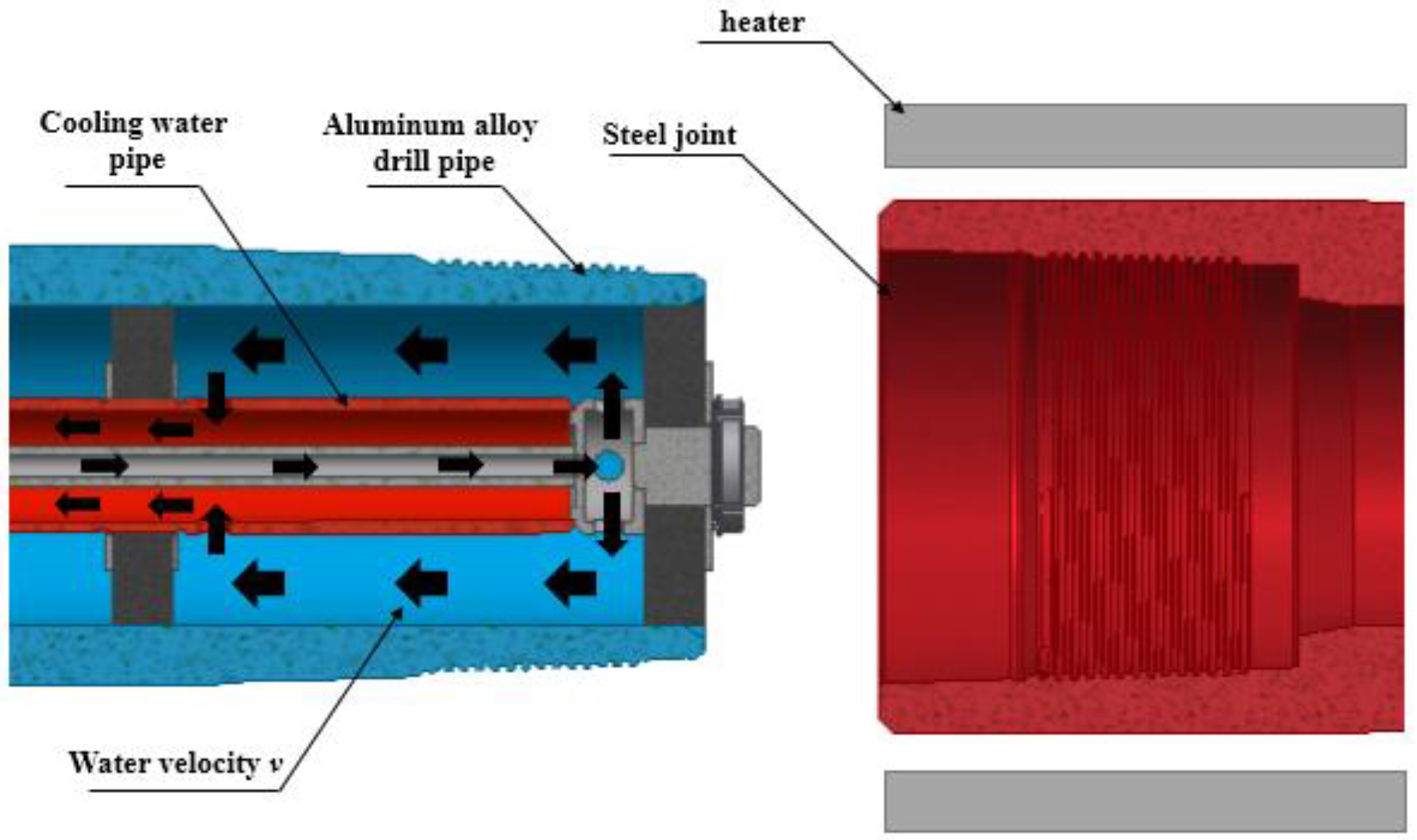
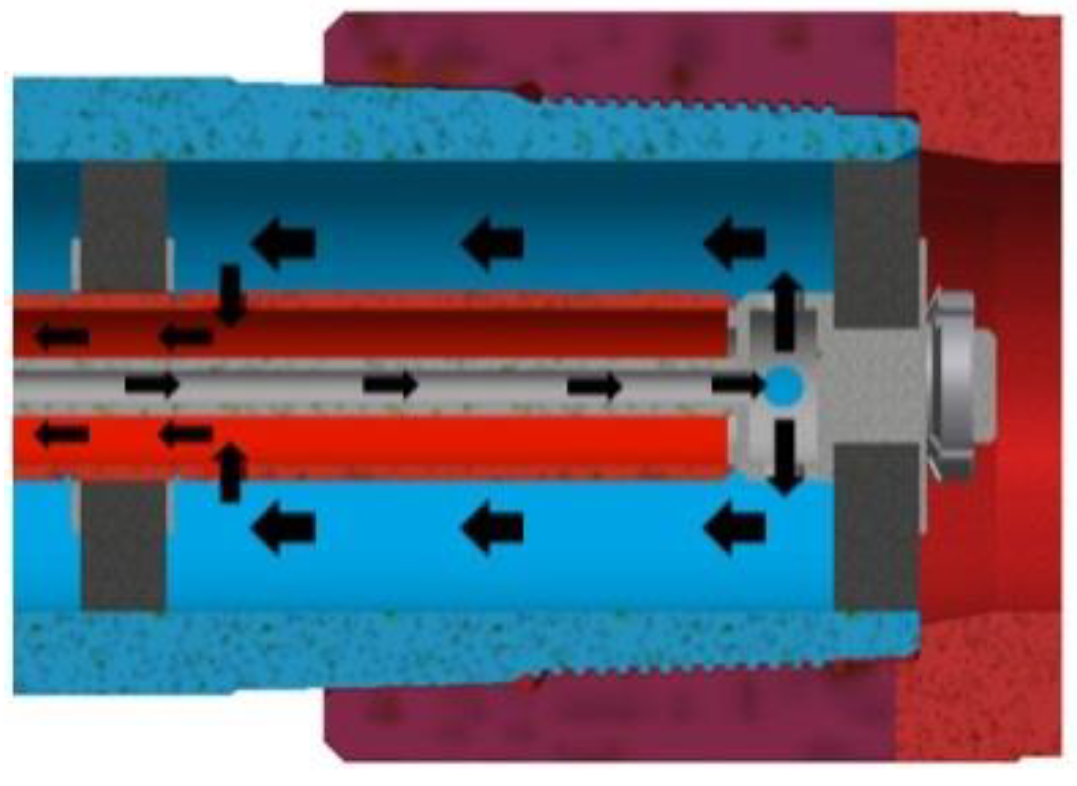
The steel drill pipe was widely used in traditional drillings. Owing to the high density of steel, the drilling depth was limited. With the increase of drilling depth, the weight of the steel drill pipe increased rapidly, resulting in a significant increase in the requirements for the capacity of drilling equipment. Therefore, for deep continental drilling and deep-water offshore drilling, it was very necessary to use light aluminum alloy drill pipe to improve drilling efficiency and reduce power consumption. Using an aluminum alloy drill pipe, more portable drilling equipment could be used at the same well depth, which greatly saved costs. For the aluminum alloy drill pipe, the connection between the steel joint and aluminum alloy pipe was not only the weak part, but also the main failure part of aluminum alloy drill pipes. Thus, the connection reliability would directly affect the reliability of the whole drill pipe.
Marcelo Igor [
1] carried out a correlational study on the fatigue analysis of aluminum alloy drill pipe thermal assembly. The fatigue strength of the connection was improved by optimizing the thread. Sun, Y [
2,
3,
4] used a finite element program and inverse heat conduction model to identify the heat transfer coefficient during thermal assembly in line with the experimental data and then obtained the correlation curve between cooling water flow and the convective heat transfer coefficient. Belkacem [
5] studied the connection between ST 2024 aluminum alloy drill pipe and steel drill pipe in a curved hole trajectory. The research showed that the ST 2024 aluminum alloy drill pipe had a great influence on the critical load allowed for the combined load and stability loss of the drill string. ST 2024 aluminum alloy drill pipe had good wear resistance and corrosion resistance even at a high temperature.
In recent years, as the precision of machinery equipment and measurement technology develop, the precision level of modern precision engineering has entered the micro-nano era. The effects of thermal deformation on machinery mechanical precision cannot be ignored. Therefore, more and more attention has been paid to the study of the thermal expansion mechanism, accurate calculation and the measurement of thermal deformation by domestic and foreign industries.
It was of great significance to study the rule of metal thermal expansion for analyzing the mechanism of mechanical thermal deformation and for improving the practical application technology [
6,
7,
8,
9]. The thermal elasticity theory found numerous applications for solving thermal deformation problems of various new materials and complicated mechanical parts. Yaghoobi [
10] studied n-order deformation theory based on the theory of thermodynamics. Hyae K. Y [
11] studied the stress distribution of double-layer metal circular tube structures based on thermoelastic theory. In recent years, thermal deformation research methods have been introduced into high-end computer numerical control (CNC) machining equipment to research thermal errors [
12,
13,
14]. Back propagation (BP) neural network is a kind of multilayer feedforward neural network trained by an error back propagation algorithm. It has become one of the most widely used neural network models. A BP neural network has a very strong nonlinear mapping capability; it could automatically sum up the functional relationship between input and output data through training without any prior formula, and thus it is widely used in modeling [
15,
16,
17,
18,
19]. Ling [
20] predicted the heat load based on a BP neural network–Markov prediction model. The results showed that compared with other heat load forecasting methods, the BP neural network had obvious advantages in predicting accurately, and this model resulted in a good heat load forecasting effect.
Zhu [
21] introduced the BP neural network to establish a new effective thermal error model for machining centers. The validity of the method is validated by an experiment in a machining center. Qin [
22,
23] developed a method to model the thermal error of the spindle based on a selective integrated BP neural network. Each BP neural network model was given a weight, and the weights were optimized using a genetic algorithm. The prediction performance of the BP neural network model, multiple linear regression model and least squares support vector machine model were compared by machining center experiments. Zhou [
24] proposed a BP neural network model to optimize the constitutive relationship of aluminum alloy. They predicted the strain rates of aluminum alloy materials under different conditions. By comparing the experimental data, it was found that the prediction accuracy of BP neural network model was good.
In this paper, the relationship between the cooling water flow rate, the initial heating temperature and the thermal deformation of steel joint in interference thermal assembly were studied and predicted. In the first section, through the thermal assembly experiment, the temperature data of the measuring points in the steel joint were obtained. In the second section, based on the theory of thermoelasticity, the analysis of the thermal deformation of steel joint was studied. The least square method fitting temperature function was adopted, and the calculated value of radial thermal deformation in the section was finally obtained. In the third section, the thermal deformation in the section of steel joint was predicted based on the BP neural network algorithm. Furthermore, the prediction model of the relationship between the three was established. The introduction of the polynomial model, exponential model and Gaussian model based on the least square method were contributed to conduct comparative analysis of BP neural network’ predictive performance. Finally, the prediction accuracy of the model was compared and analyzed.
3. Thermal Deformation Model for Steel Joint
We studied the thermal deformation of the steel joint during thermal assembly. This section is based on the relevant theories of thermoelasticity, separating the object of study into the multi-loop structures and working out the expressions of the relationship between temperature field function and stress, strain and displacement on the basis of specific equations so as to solve the problems concerned. Especially in the past, the thermal expansion of steel joints was considered to be a linear uniform expansion, but in fact it was not a linear expansion. Based on thermoelastic theory, the analytical formula of thermal expansion deformation in the same section is derived.
3.1. Study on Analytical Method of Steel Joint’s Thermal Deformation
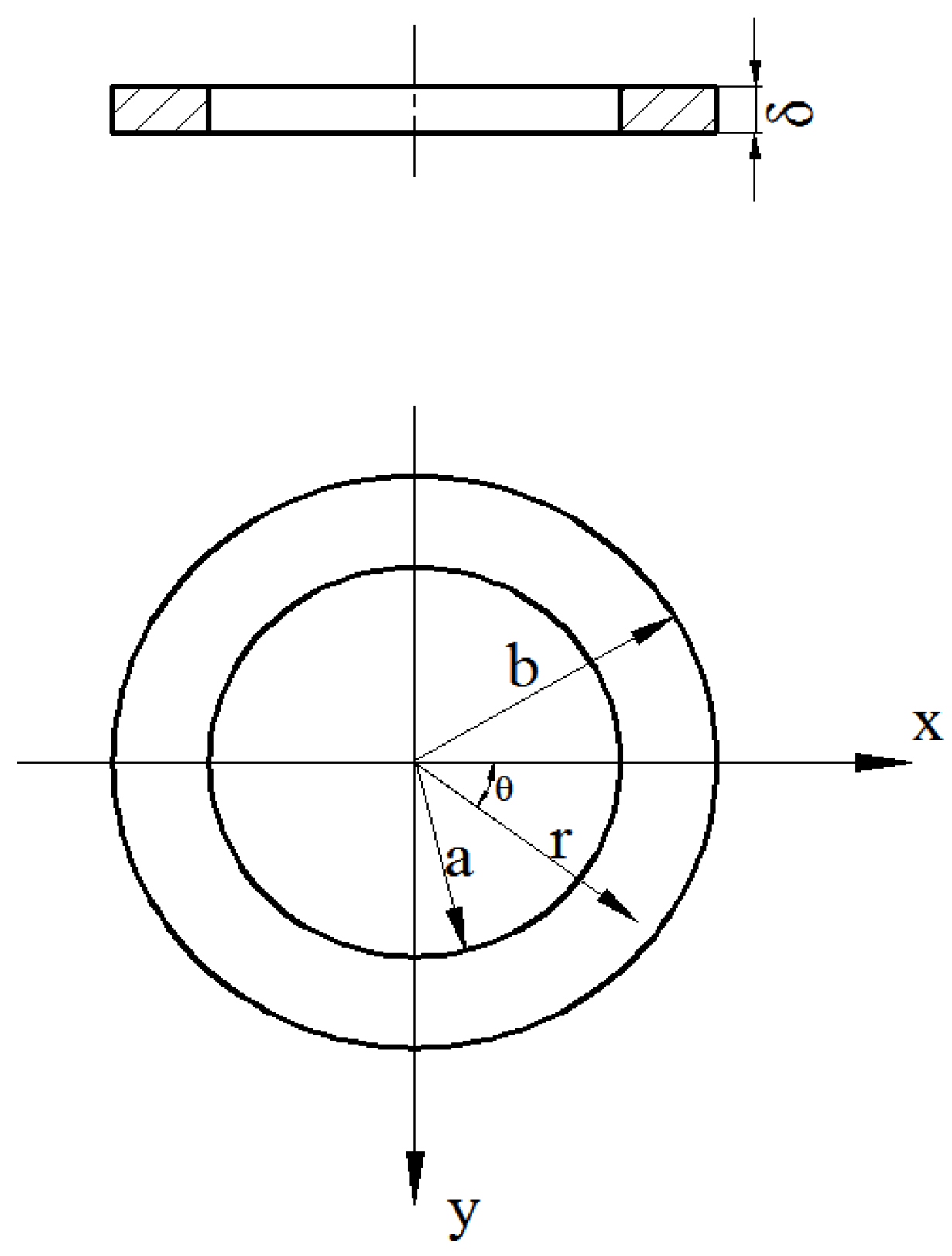
The joint is discretized into multiple thin rings, and the thickness of each ring is . Thus, the thermal deformation of the joint becomes a plane stress problem, so , is the radial displacement, and r is the radius.
As shown in
Figure 6, polar coordinates are adopted for the axisymmetric plane stress problem. The balance equation is as follows.
where
is the normal stress of the radial;
is the normal stress of the radian and
is the shear stress.
The equilibrium equation is as follows:
The geometric equation is:
The physical equation is as follows:
wherein
is the linear expansion coefficient;
is Poisson’s ratio and
is the elastic modulus.
Substituting Equation (3) into the formula above we have
Making the subtraction for Formula (6) results in
Solving the derivative of
r for the above equation and substituting the geometric Equation (3) into the above equation, we have
Solving the derivative of
r for Equation (6) we obtain
If we substituted Formulas (8) and (9) into Formula (2), there would be
The above equation is thenmultiplied by
.
Integrating the equation, we have
Integrating the equation again, there would be
The displacement function is as follows:
Getting the derivative of
r for Formula (14), there would be
With Formula (14) divided by
, there would be
Formulas (15) and (16) are then substituted into the
of Formula (5).
Owing to the boundary conditions
and
, the equations containing integration constants
and
are:
We solve the above equations:
and
are substituted into Formula (14), and the radius-directional thermal deformation function follows:
3.2. Establishing Temperature Function
The temperature T is a function of r. The function relationship between T and radius r is studied as follows.
Because the joints temperatures were changing uniformly, there is a linear relationship between the temperature function and r. The least square linear method is used to fit the temperature function T (r).
The linear equation is as follows:
where
is the deviation; and
c,
d are regression coefficients.
The least-squares constraint would be:
where
is the sum of the squared deviations.
We take partial derivatives of c and d, respectively, and set them equal to 0.
The estimated parameter values of
c and
d would be
where
is the average value of
,
; and
is the average value of
,
.
Because
,
and
,
to
are equally spaced. For point B there are
= 0.069,
= 0.074,
= 0.079,
= 0.084 and
= 0.089. According to Equation (26), we get the linear equation coefficients
c and
d of T in cross-sections of points B under 0.016 m/s, 0.038 m/s and 0.061 m/s at 300 °C, 400 °C, 500 °C, as shown in
Table 2.
According to Formula (20), the sectional radial deformation is as shown in
Table 3.
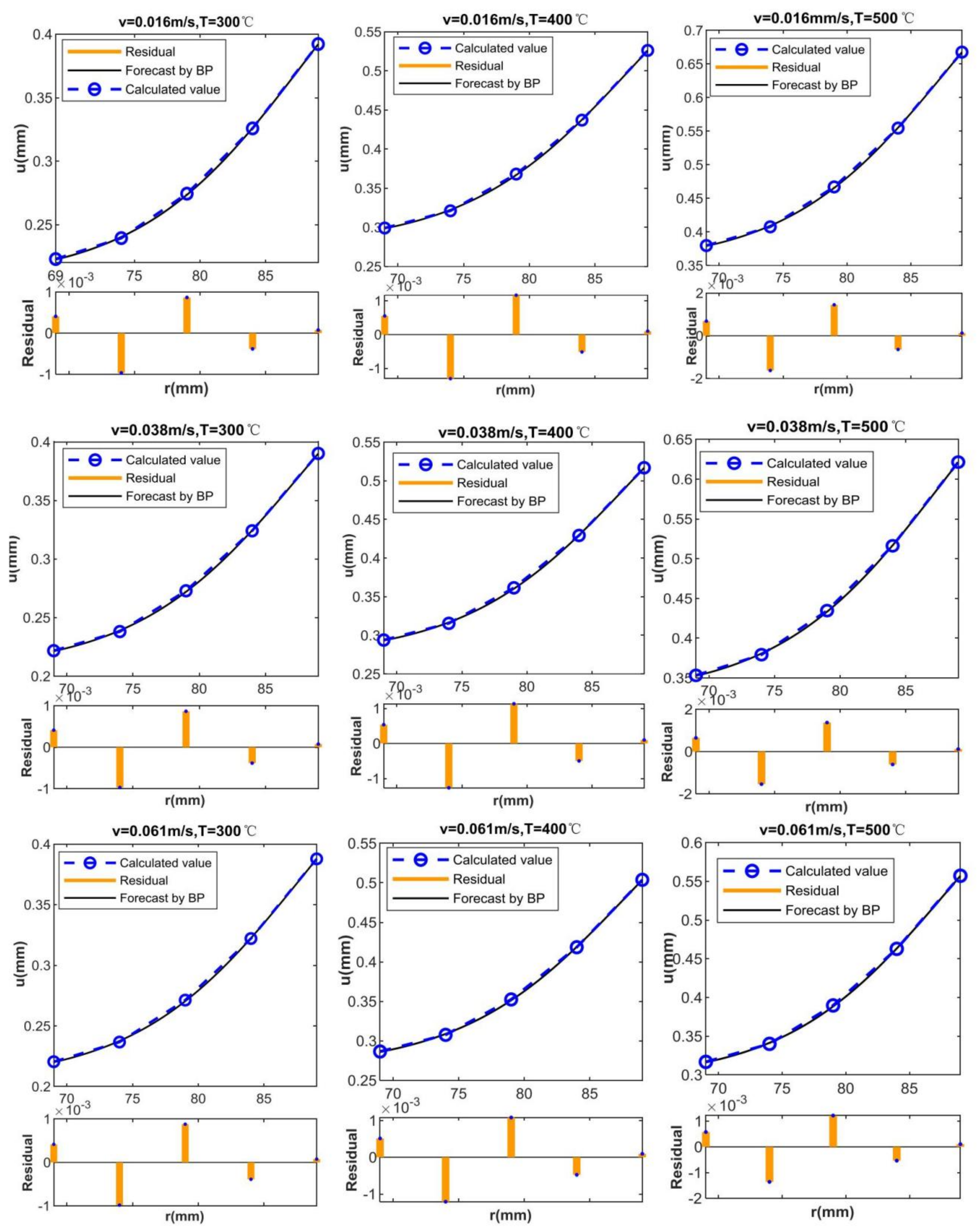
As can be seen from
Figure 7, the increase rate of thermal deformation is increased with the increase of
r. The deformations of the three cooling water flow rates are very similar when the temperature is 300 °C. With increasing initial heating temperatures, the deformation difference under three cooling water flow rates increases rapidly. In a word, with increasing initial heating temperatures, the change of the same cooling water flow has a greater influence on the thermal deformation.
6. Conclusions
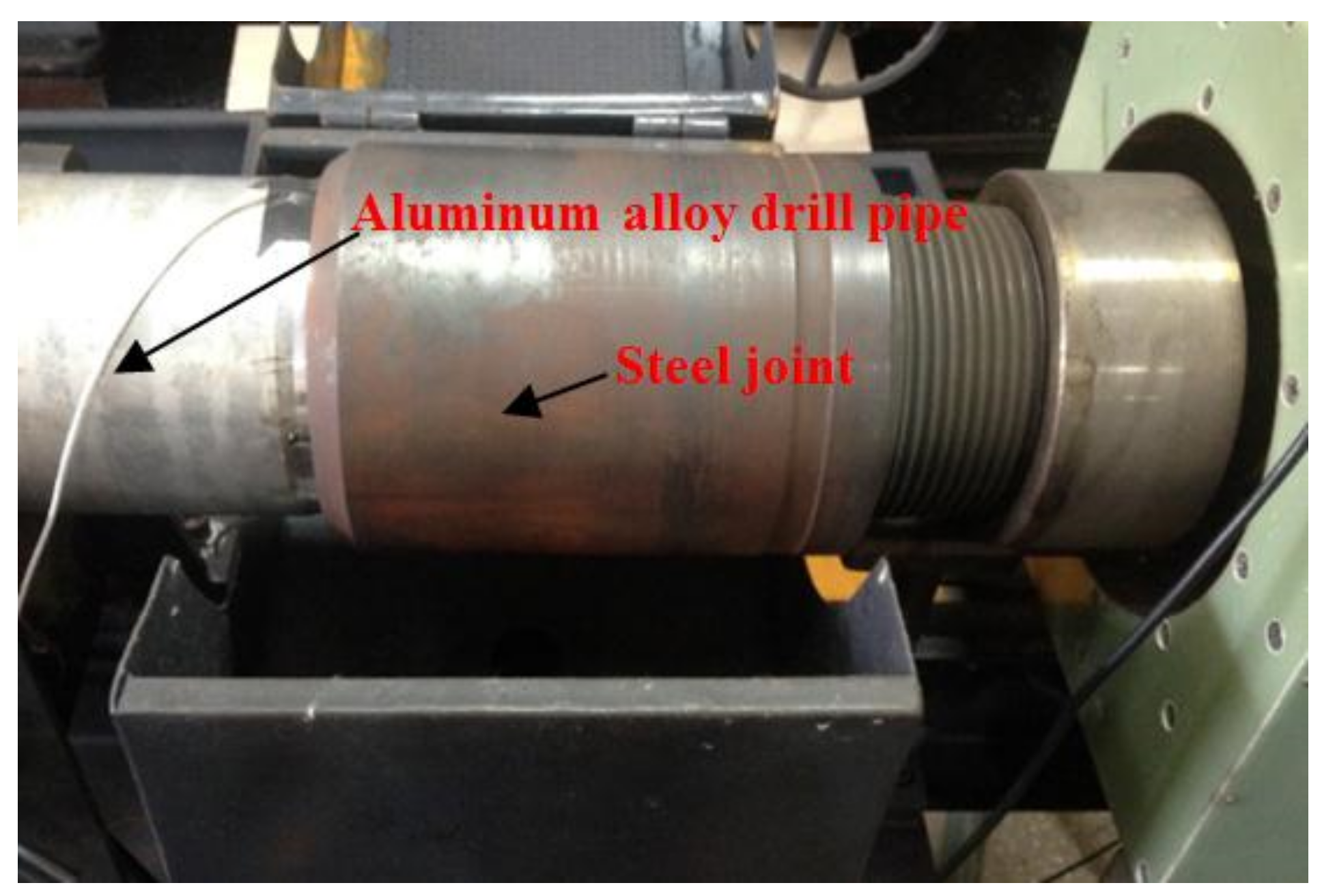
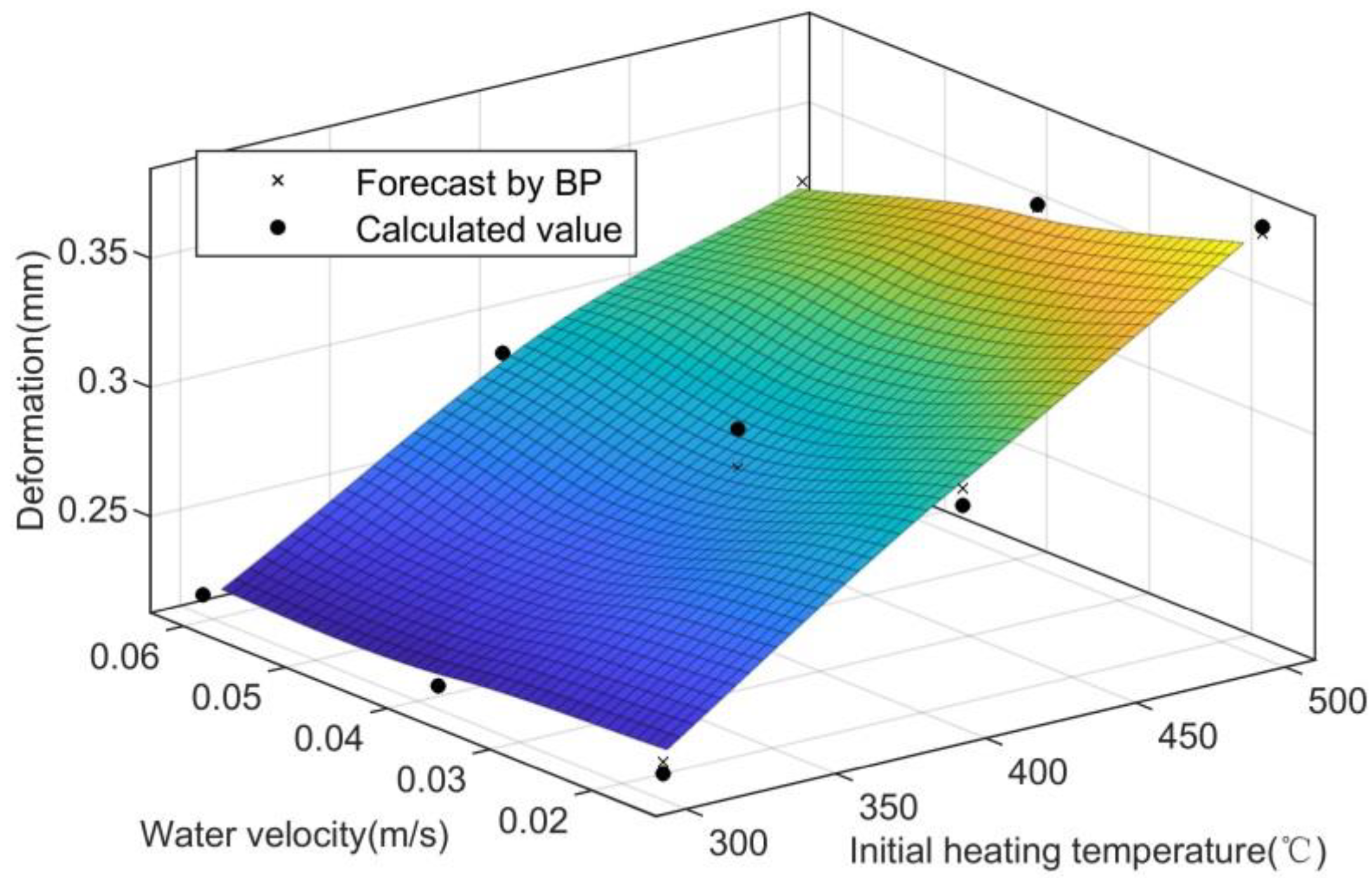
The connection between the steel joint and the aluminum alloy pipe is the weak part of the aluminum alloy drill pipe and the main site of its failure. In actual operation, the interference connection between aluminum alloy rod body and steel joint is usually realized by thermal assembly. In this paper, the relationship among cooling water flow rate, initial heating temperature of steel joint and thermal deformation of steel joint in interference thermal assembly was studied and predicted based on a BP neural network algorithm. The thermal deformation of the steel joint was predicted.
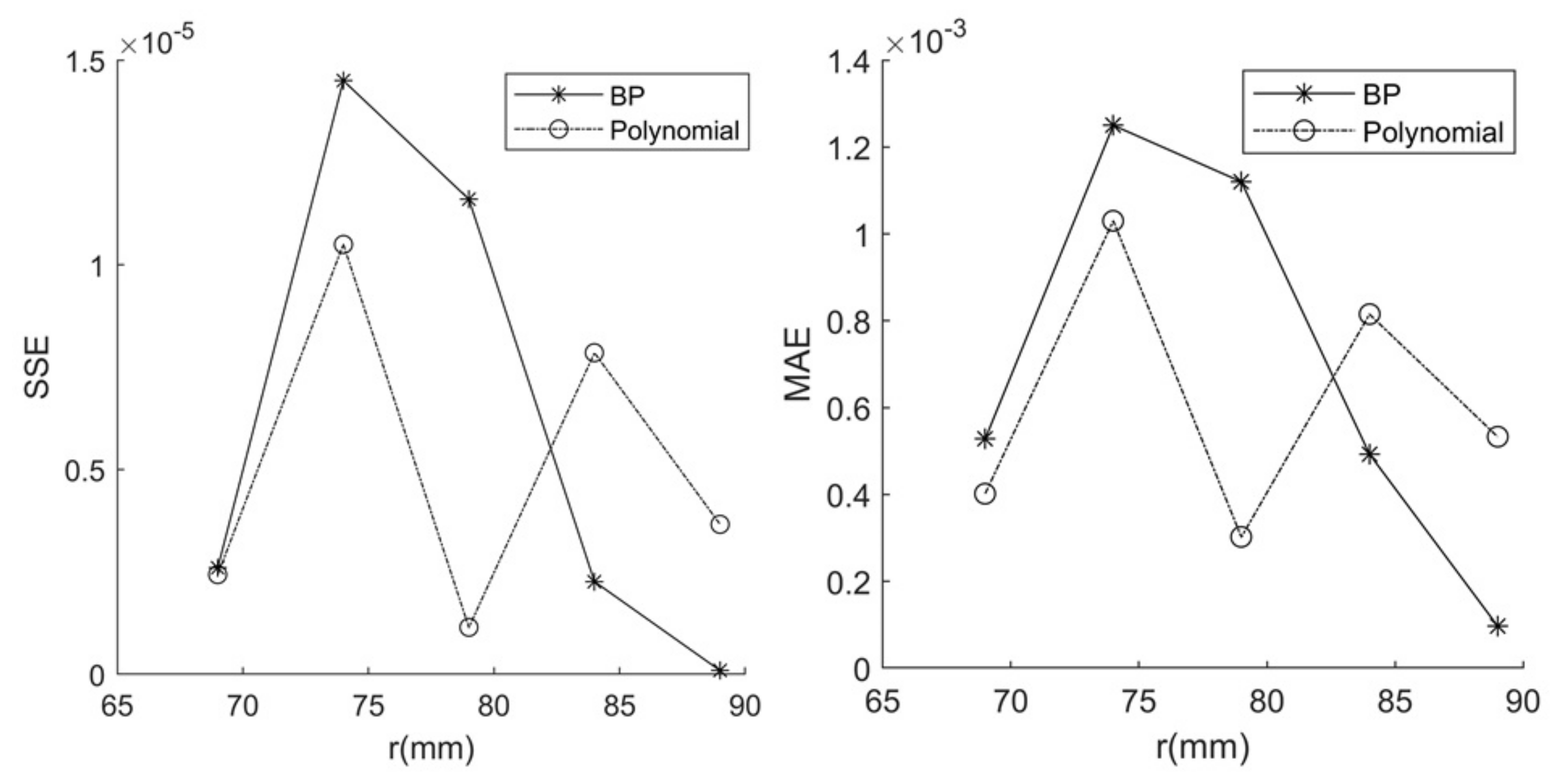
Furthermore, the magnitude of the interference fit of the steel joint was predicted as well, and the prediction results of the BP neural network were analyzed. A polynomial model, exponential model and Gaussian model based on the least square method were adopted to predict the sectional deformation in order to compare and analyze the prediction performance of the BP neural network. A polynomial model was used to predict the magnitude of the interference fit. Through a comparative analysis of SSE and MAE, it can be concluded that the BP neural network has good prediction accuracy.
Conclusions from the paper could be summarized as follows:
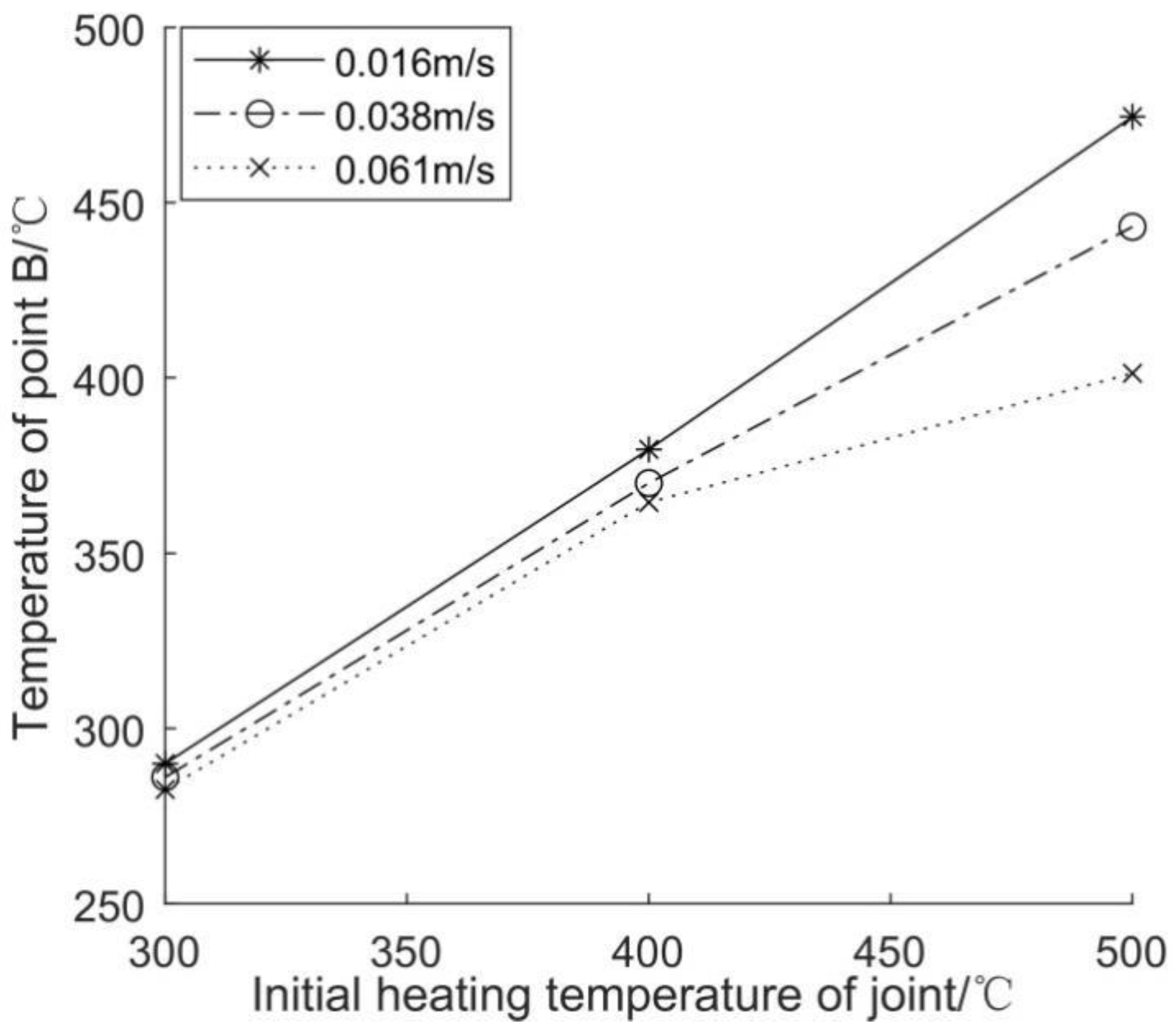
The higher the initial heating temperature of steel joint, the greater the influence of the cooling water flow rate on the temperature and thermal deformation of steel joints.
For the prediction model of thermal deformation in same section, when r = 74 mm, the prediction error was the largest. As the r increased or decreased, the prediction error decreased.
For the prediction model of the magnitude of interference fit and relevant factors, with the increase of heating temperature, the prediction error increased. When the cooling water velocity was 0.038 m/s, the prediction accuracy was the highest. With the velocity increase or decrease, the prediction error increased. Especially when the velocity increased, the error’s trend to increase was more obvious.
The polynomial model, exponential model and Gaussian model were, respectively, compared and analyzed with the BP neural network. By comparing the SSE and MAE of the prediction results of these methods, for the prediction of radial deformation of the section, the BP neural network is significantly better than the exponential model and Gaussian model. The BP neural network surpasses the polynomial model when r > 83 mm. The BP neural network outperforms the polynomial model when predicting the magnitude of interference fit and relevant factors.
A means of thermal deformation modeling for the thermal assembly of the aluminum alloy drill pipe is put forward, which can have better estimation accuracy and also provide theoretical guidance for the thermal assembly process of the aluminum alloy drill pipe. In the future, the BP neural network algorithm would be further improved to optimize the optimization performance, and the cold assembly of aluminum alloy drill pipe would be studied.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}