
Effect of Grit Size on Airborne Particle Concentration and Size Distribution during Oak Wood Sanding


Abstract
:1. Introduction
2. Materials and Methods
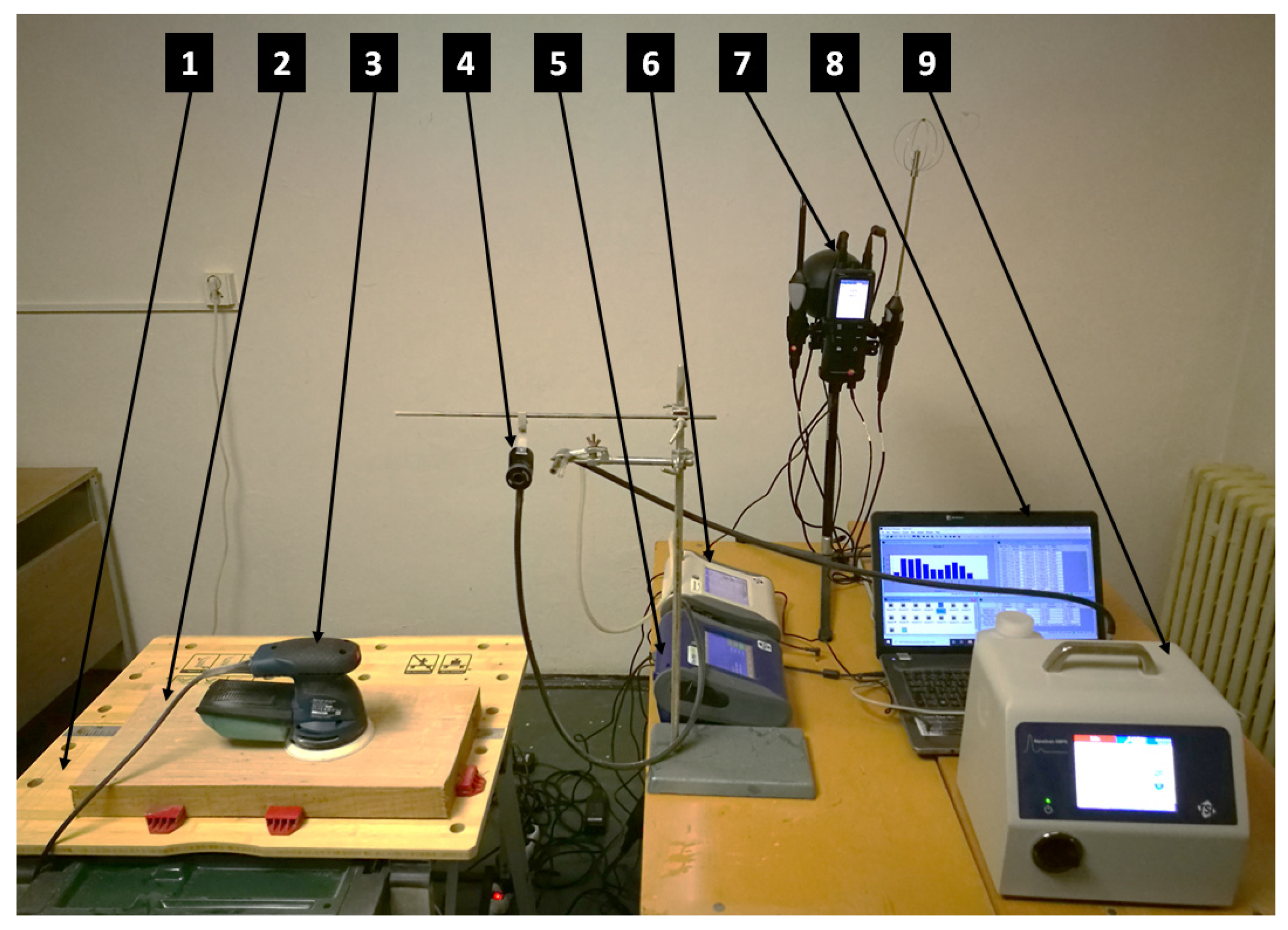
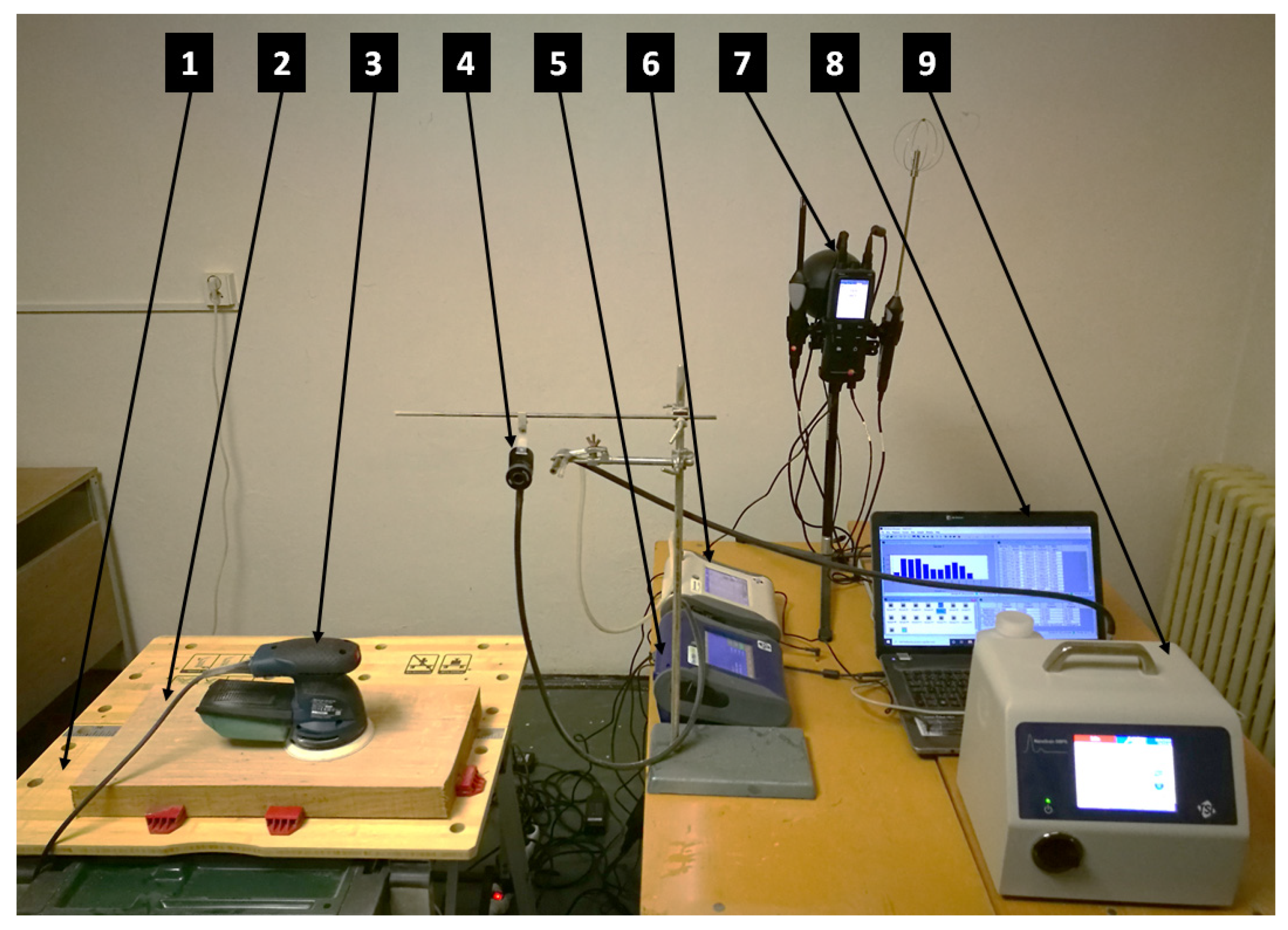
2.1. Experimental Setup and Design
2.2. Test Specimens
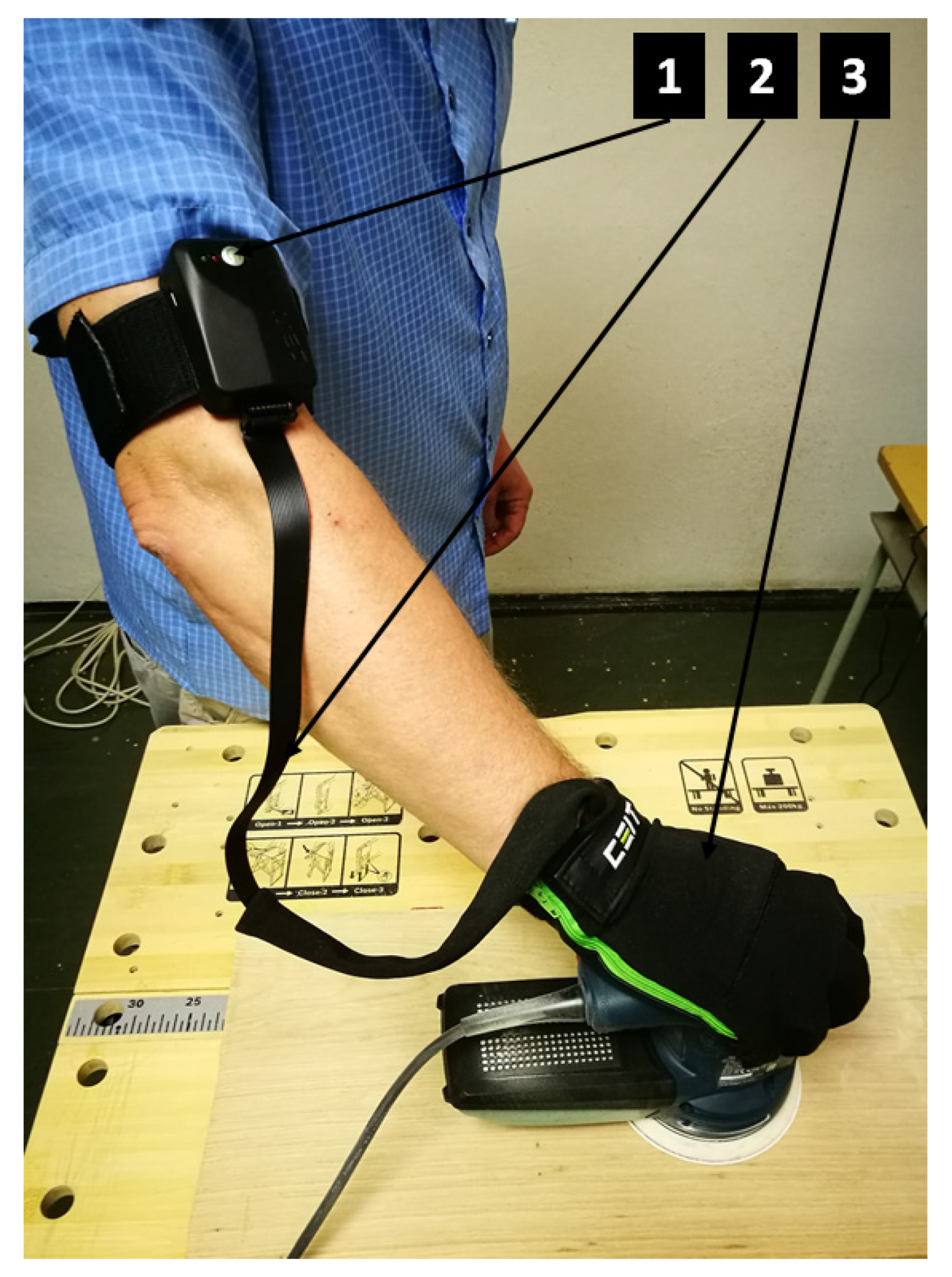
2.3. Sanding Procedure
2.4. Particle Monitoring Instruments
2.5. Measurement Procedure
2.6. Data Analysis
3. Results
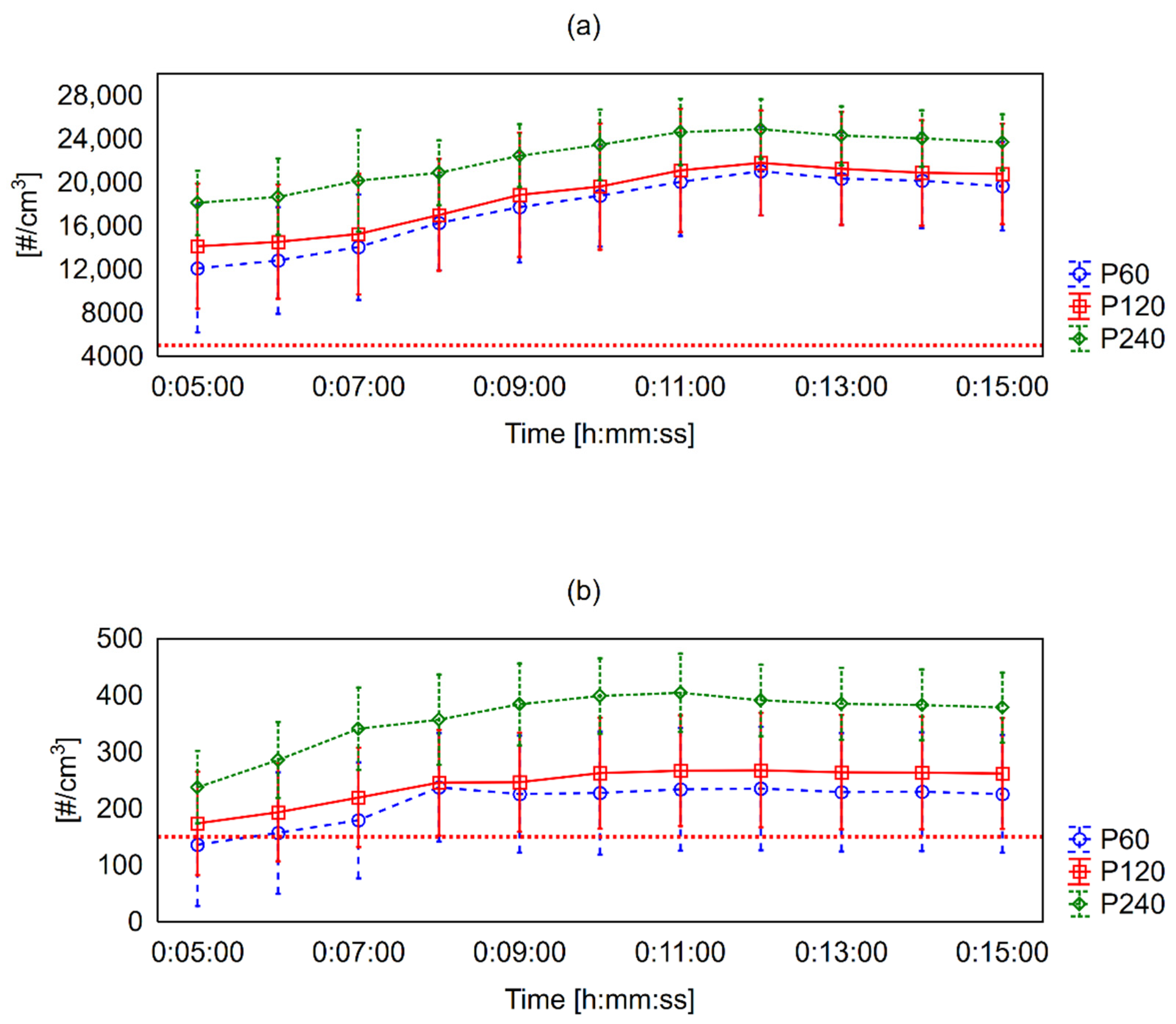
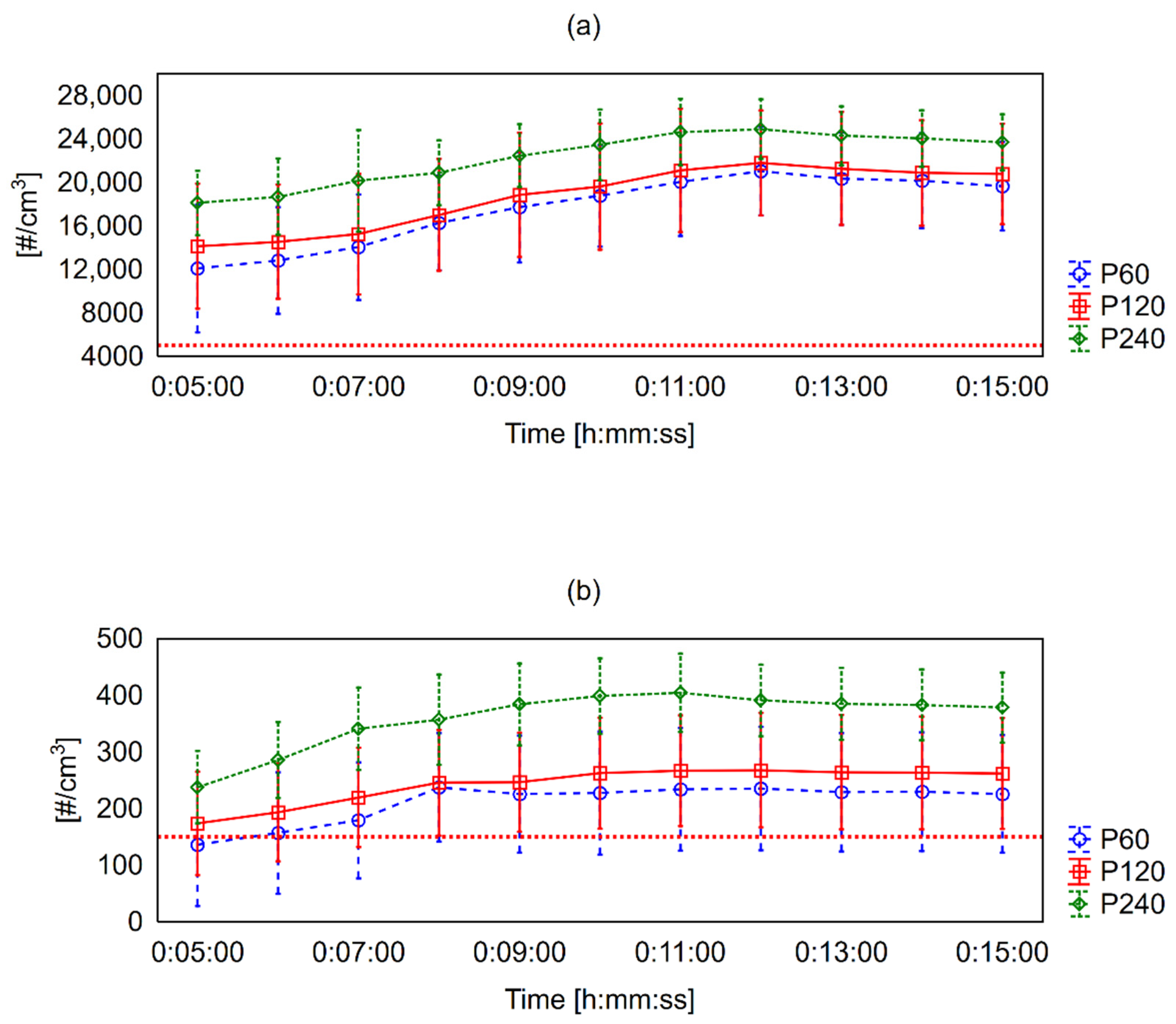
3.1. Particle Number Concentration Results
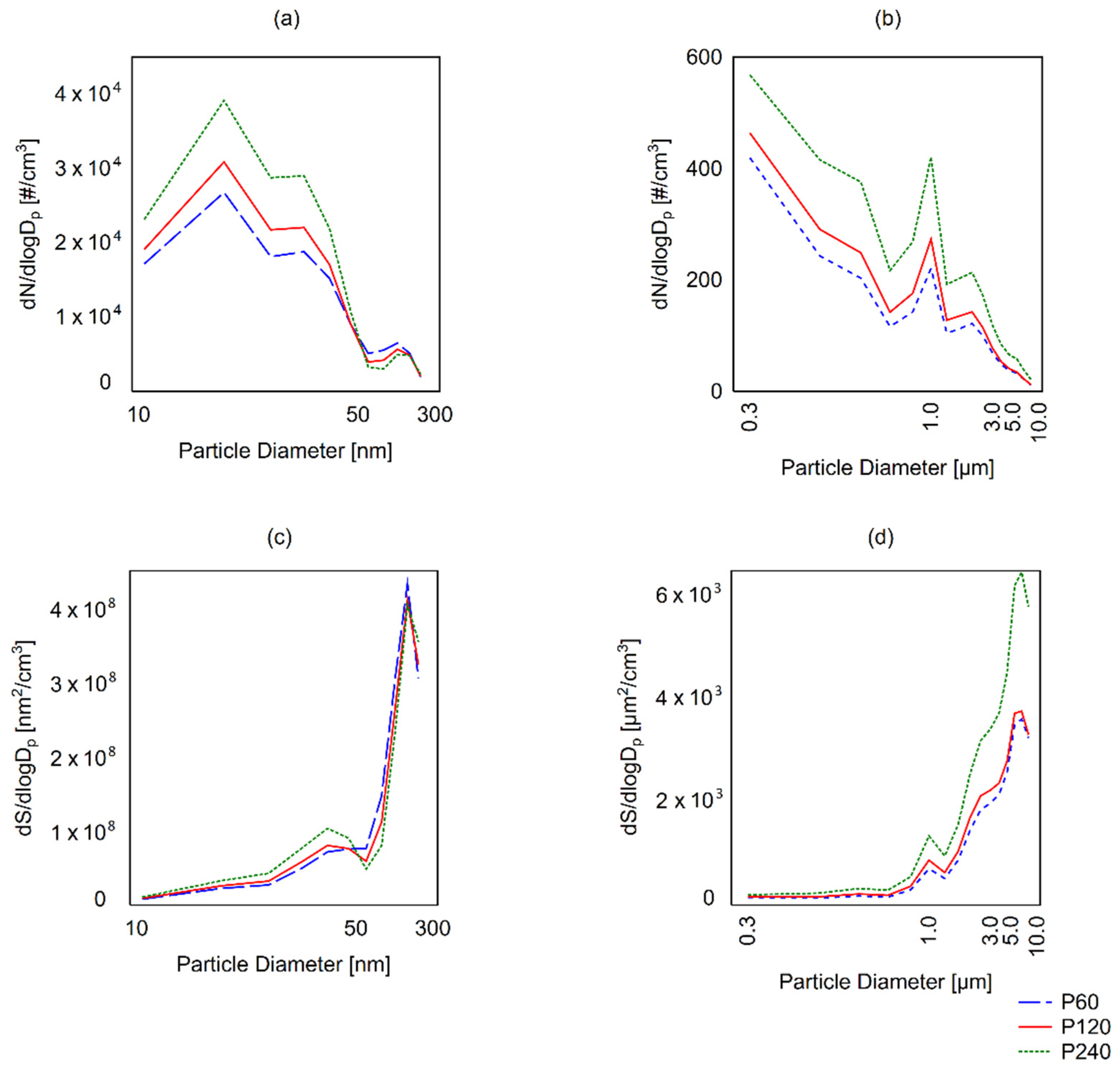
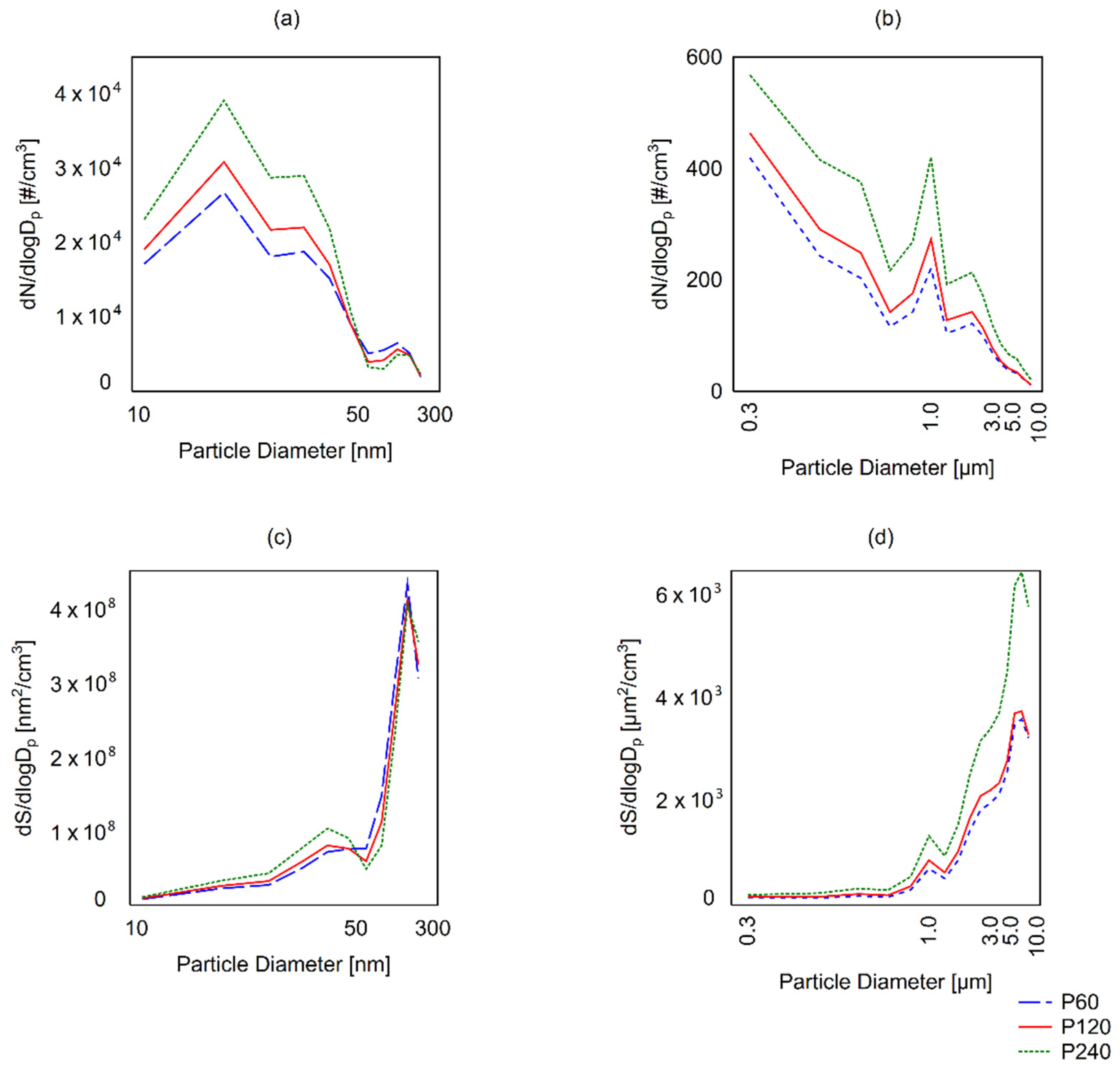
3.2. Particle Size Distribution Results
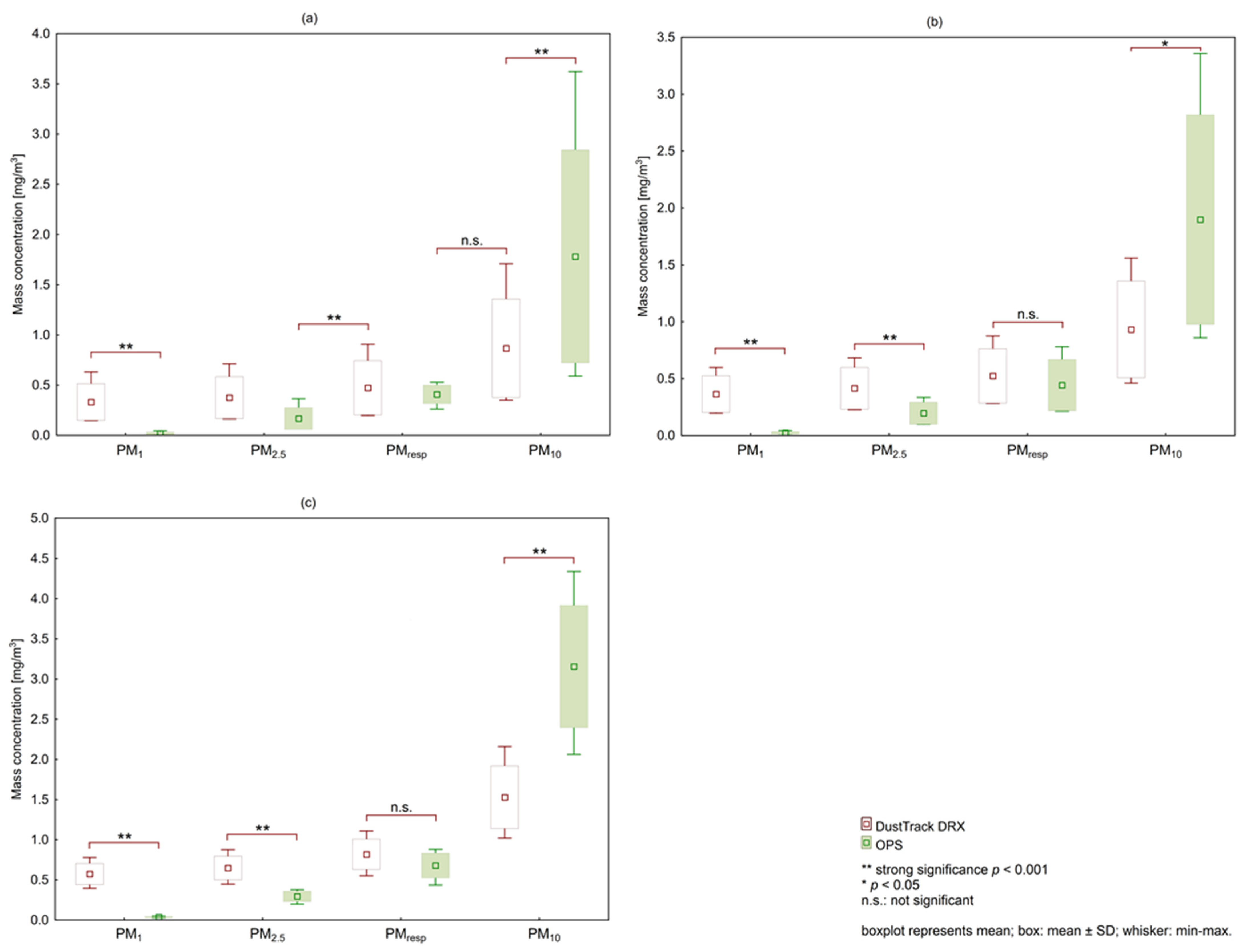
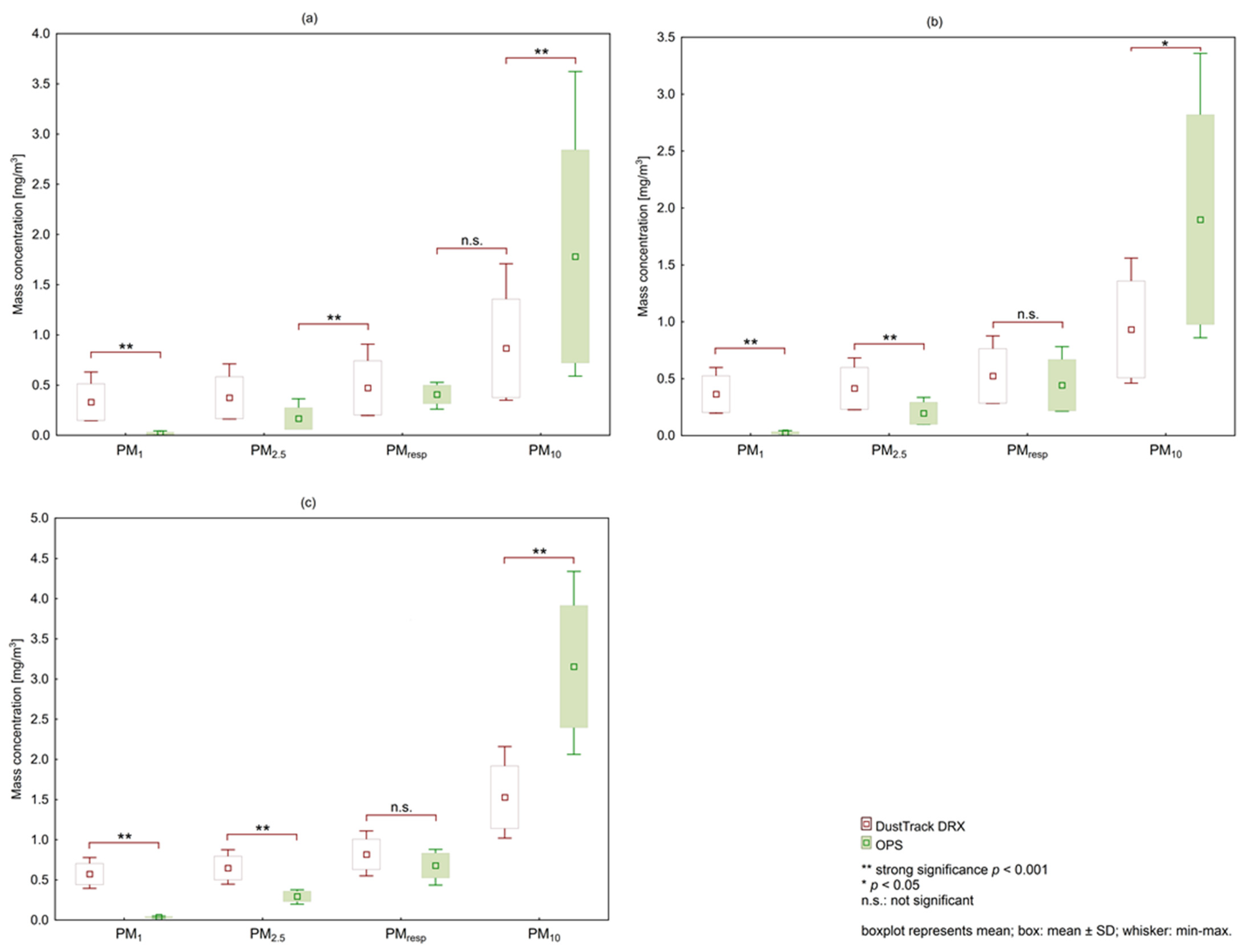
3.3. Mass Concentration Comparison of Instruments
4. Discussion
5. Conclusions
- Fine grit (P240) generated the highest mean number concentrations of UFP and CFP, followed by medium grit (P120) and coarse grit (P60);
- The maximum obtained UFP number concentrations were slightly higher for P60, compared with P120 grit size;
- By comparing average MD and GMD of UFP generated by particular sanding paper grits, a decreasing trend from P60 to P240 was found. Conversely, the size of CFP increased with the fineness of the sanding grit;
- Size distribution of airborne particles was not affected by grit size. Apparent peaks of UFP and CFP number concentrations were constantly found at approximately 15 nm and 1 µm, respectively;
- Statistically not significant difference was found for the respirable fraction when DustTrak DRX was compared with OPS in terms of mass concentration.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kumar, P.; Kalaiarasan, G.; Porter, A.E.; Pinna, A.; Kłosowski, M.M.; Demokritou, P.; Chung, K.F.; Pain, C.; Arvind, D.; Arcucci, R.; et al. An overview of methods of fine and ultrafine particle collection for physicochemical characterisation and toxicity assessments. Sci. Total Environ. 2021, 756, 143553. [Google Scholar] [CrossRef] [PubMed]
- Li, N.; Georas, S.; Alexis, N.; Fritz, P.; Xia, T.; Williams, M.A.; Horner, E.; Nel, A. A work group report on ultrafine particles (AAAAI): Why ambient ultrafine and engineered nanoparticles should receive special attention for possible adverse health outcomes in human subjects. J. Allergy Clin. Immunol. 2016, 138, 386–396. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schraufnagel, D.E. The health effects of ultrafine particles. Exp. Mol. Med. 2020, 52, 311–317. [Google Scholar] [CrossRef] [PubMed]
- The European Committee for Standardisation. EN 481 Workplace Atmospheres—Size Fraction Definitions for Measurement of Airborne Particles; The European Committee for Standardisation: Brussels, Belgium, 1993. [Google Scholar]
- Kuuluvainen, H.; Rönkkö, T.; Järvinen, A.; Saari, S.; Karjalainen, P.; Lähde, T.; Pirjola, L.; Niemi, J.V.; Hillamo, R.; Keskinen, J. Lung deposited surface area size distributions of particulate matter in different urban areas. Atmos. Environ. 2016, 136, 105–113. [Google Scholar] [CrossRef] [Green Version]
- Oberbek, P.; Kozikowski, P.; Czarnecka, K.; Sobiech, P.; Jakubiak, S.; Jankowski, T. Inhalation exposure to various nanoparticles in work environment—contextual information and results of measurements. J. Nanoparticle Res. 2019, 21, 222. [Google Scholar] [CrossRef] [Green Version]
- Baldauf, R.W.; Devlin, R.B.; Gehr, P.; Giannelli, R.; Hassett-Sipple, B.; Jung, H.; Martini, G.; McDonald, J.; Sacks, J.D.; Walker, K. Ultrafine Particle Metrics and Research Considerations: Review of the 2015 UFP Workshop. Int. J. Environ. Res. Public Health 2016, 13, 1054. [Google Scholar] [CrossRef] [PubMed]
- Welling, I.; Lehtimäki, M.; Rautio, S.; Lähde, T.; Enbom, S.; Hynynen, P.; Hämeri, K. Wood Dust Particle and Mass Concentrations and Filtration Efficiency in Sanding of Wood Materials. J. Occup. Environ. Hyg. 2008, 6, 90–98. [Google Scholar] [CrossRef] [PubMed]
- Douwes, J.; Cheung, K.; Prezant, B.; Sharp, M.; Corbin, M.; McLean, D.; Mannetje, A.; Schlunssen, V.; Sigsgaard, T.; Kromhout, H.; et al. Wood Dust in Joineries and Furniture Manufacturing: An Exposure Determinant and Intervention Study. Ann. Work Expo. Health 2017, 61, 416–428. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dado, M.; Mikušová, L.; Hnilica, R. Laboratory Investigations Applied to Wood Dust Emmited by Electrical Hand-Held Belt Sander. Manag. Syst. Prod. Eng. 2018, 26, 133–136. [Google Scholar] [CrossRef] [Green Version]
- IARC Working Group on the Evaluation of Carcinogenic Risks to Humans. Arsenic, Metals, Fibres and Dusts; International Agency for Research on Cancer: Lyon, France, 2012; ISBN 978-92-832-1320-8.
- Staffolani, S.; Manzella, N.; Strafella, E.; Nocchi, L.; Bracci, M.; Ciarapica, V.; Amati, M.; Rubini, C.; Re, M.; Pugnaloni, A.; et al. Wood dust exposure induces cell transformation through EGFR-mediated OGG1 inhibition. Mutagenesis 2015, 30, 487–497. [Google Scholar] [CrossRef]
- Dey, P.; Saha, S.K.; Sarkar, S. Study of the interactions of sneezing droplets with particulate matter in a polluted environment. Phys. Fluids 2021, 33, 113310. [Google Scholar] [CrossRef] [PubMed]
- Fennelly, K.P. Particle sizes of infectious aerosols: Implications for infection control. Lancet Respir. Med. 2020, 8, 914–924. [Google Scholar] [CrossRef]
- Robles-Romero, J.M.; Conde-Guillén, G.; Safont-Montes, J.C.; García-Padilla, F.M.; Romero-Martín, M. Behaviour of aerosols and their role in the transmission of SARS-CoV-2; a scoping review. Rev. Med. Virol. 2022, 32, e2297. [Google Scholar] [CrossRef]
- Helbich, S.; Dobslaw, D.; Schulz, A.; Engesser, K.-H. Styrene and Bioaerosol Removal From Waste Air With a Combined Biotrickling Filter and DBD–Plasma System. Sustainability 2020, 12, 9240. [Google Scholar] [CrossRef]
- Directive (EU) 2017/2398 of the European Parliament and of the Council of 12 December 2017 Amending Directive 2004/37/EC on the Protection of Workers from the Risks Related to Exposure to Carcinogens or Mutagens at Work (Text with EEA Relevance). 2017. Available online: http://data.europa.eu/eli/dir/2017/2398/oj/eng (accessed on 6 July 2022).
- Thorpe, A.; Brown, R. Factors Influencing the Production of Dust During the Hand Sanding of Wood. Am. Ind. Hyg. Assoc. J. 1995, 56, 236–242. [Google Scholar] [CrossRef]
- Ratnasingam, J.; Scholz, F.; Natthondan, V.; Graham, M. Dust-generation characteristics of hardwoods during sanding processes. Eur. J. Wood Prod. 2011, 69, 127–131. [Google Scholar] [CrossRef]
- Marková, I.; Mračková, E.; Očkajová, A.; Ladomerský, J. Granulometry of Selected Wood Dust Species of Dust from Orbital Sanders. Wood Res. 2016, 61, 10. [Google Scholar]
- Očkajová, A.; Kučerka, M.; Krišťák, L.; Igaz, R. Granulometric Analysis of Sanding Dust from Selected Wood Species. BioResources 2018, 13, 7481–7495. [Google Scholar] [CrossRef]
- Očkajová, A.; Kučerka, M.; Krišťák, L.; Ružiak, I.; Gaff, M. Efficiency of Sanding Belts for Beech and Oak Sanding. BioResources 2016, 11, 5242–5254. [Google Scholar] [CrossRef] [Green Version]
- Očkajová, A.; Barcík, Š.; Kučerka, M.; Koleda, P.; Korčok, M.; Vyhnáliková, Z. Wood Dust Granular Analysis in the Sanding Process of Thermally Modified Wood versus Its Density. BioResources 2019, 14. [Google Scholar]
- Vandličková, M.; Marková, I.; Osvaldová, L.M.; Gašpercová, S.; Svetlík, J.; Vraniak, J. Tropical Wood Dusts—Granulometry, Morfology and Ignition Temperature. Appl. Sci. 2020, 10, 7608. [Google Scholar] [CrossRef]
- Pędzik, M.; Stuper-Szablewska, K.; Sydor, M.; Rogoziński, T. Influence of Grit Size and Wood Species on the Granularity of Dust Particles During Sanding. Appl. Sci. 2020, 10, 8165. [Google Scholar] [CrossRef]
- Pędzik, M.; Rogoziński, T.; Majka, J.; Stuper-Szablewska, K.; Antov, P.; Kristak, L.; Kminiak, R.; Kučerka, M. Fine Dust Creation during Hardwood Machine Sanding. Appl. Sci. 2021, 11, 6602. [Google Scholar] [CrossRef]
- Ojima, J. Generation rate and particle size distribution of wood dust by handheld sanding operation. J. Occup. Health 2016, 58, 640–643. [Google Scholar] [CrossRef] [Green Version]
- Dado, M.; Mikusova, L.; Schwarz, M.; Hnilica, R. Effect of selected factors on mass concentration of airborne dust during wood sanding. MM Sci. J. 2019, 2019, 3679–3682. [Google Scholar] [CrossRef] [Green Version]
- Pavlovska, I.; Martinsone, Ž.; Ramata-Stunda, A.; Vanadziņš, I.; Mārtiņsone, I.; Seile, A. Comparison of biological markers in aerosol-weighed workplaces. J. Nanoparticle Res. 2019, 21, 138. [Google Scholar] [CrossRef] [Green Version]
- The European Committee for Standardisation. EN 17058 Workplace Exposure—Assessment of Exposure by Inhalation of Nano-Objects and Their Aggregates and Agglomerates; The European Committee for Standardisation: Brussels, Belgium, 2018. [Google Scholar]
- Deutsches Institut fur Normung. EN 16966 Workplace Exposure—Measurement of Exposure by Inhalation of Nano-Objects and Their Aggregates and Agglomerates—Metrics to Be Used Such as Number Concentration, Surface Area Concentration and Mass Concentration; Deutsches Institut fur Normung: Berlin, Germany, 2019. [Google Scholar]
- Hinds, W.C.; Zhu, Y. Aerosol Technology: Properties, Behavior, and Measurement of Airborne Particles, 3rd ed.; Wiley; John Wiley & Sons: Hoboken, NJ, USA, 2022; ISBN 978-1-119-49404-1. [Google Scholar]
- Gu, J.; Kirsch, I.; Schripp, T.; Froning-Ponndorf, F.; Berthold, D.; Salthammer, T. Human exposure to airborne particles during wood processing. Atmos. Environ. 2018, 193, 101–108. [Google Scholar] [CrossRef]
- Institute for Occupational Safety and Health of the German Technical Information: Ultrafine Aerosols and Nanoparticles at the Workplace: Criteria for Assessment of the Effectiveness of Protective Measures. Available online: https://www.dguv.de/ifa/fachinfos/nanopartikel-am-arbeitsplatz/beurteilung-von-schutzmassnahmen/index-2.jsp (accessed on 6 July 2022).
- Rim, D.; Green, M.; Wallace, L.; Persily, A.; Choi, J.-I. Evolution of Ultrafine Particle Size Distributions Following Indoor Episodic Releases: Relative Importance of Coagulation, Deposition and Ventilation. Aerosol Sci. Technol. 2012, 46, 494–503. [Google Scholar] [CrossRef]
- Nazaroff, W.W. Indoor particle dynamics. Indoor Air 2004, 14, 175–183. [Google Scholar] [CrossRef] [PubMed]
- Kwon, H.-S.; Ryu, M.H.; Carlsten, C. Ultrafine particles: Unique physicochemical properties relevant to health and disease. Exp. Mol. Med. 2020, 52, 318–328. [Google Scholar] [CrossRef]
- Hugony, F.; Ozgen, S.; Morreale, C.; Signorini, S.; Maggioni, A.; Migliavacca, G.; Marengo, S.; Lonati, G.; Ripamonti, G. Nanoparticles Size Distribution in Wood Combustion; ETH Zentrum: Zurich, Switzerland, 2012; p. 6. [Google Scholar]
- Bølling, A.K.; Pagels, J.; Yttri, K.E.; Barregard, L.; Sallsten, G.; Schwarze, P.E.; Boman, C. Health effects of residential wood smoke particles: The importance of combustion conditions and physicochemical particle properties. Part. Fibre Toxicol. 2009, 6, 29. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gwaze, P.; Schmid, O.; Annegarn, H.J.; Andreae, M.O.; Huth, J.; Helas, G. Comparison of three methods of fractal analysis applied to soot aggregates from wood combustion. J. Aerosol Sci. 2006, 37, 820–838. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, S.; Hao, J.; Wan, L.; Jiang, J.; Zhang, M.; Mestl, H.E.; Alnes, L.W.; Aunan, K.; Mellouki, A.W. Chemical and size characterization of particles emitted from the burning of coal and wood in rural households in Guizhou, China. Atmos. Environ. 2012, 51, 94–99. [Google Scholar] [CrossRef]
- Maciejewska, A.; Wojtczak, J.; Bielichowska-Cybula, G.; Domańska, A.; Dutkiewicz, J.; Mołocznik, A. Biological effect of wood dust. Med. Pract. 1993, 44, 277–288. [Google Scholar]
- Buonanno, G.; Morawska, L.; Stabile, L. Exposure to welding particles in automotive plants. J. Aerosol Sci. 2011, 42, 295–304. [Google Scholar] [CrossRef]
- Guerreiro, C.; Gomes, J.; Carvalho, P.; Santos, T.J.G.; Miranda, R.; Albuquerque, P. Characterization of airborne particles generated from metal active gas welding process. Inhal. Toxicol. 2014, 26, 345–352. [Google Scholar] [CrossRef] [PubMed]
- Salo, L.; Rönkkö, T.; Saarikoski, S.; Teinilä, K.; Kuula, J.; Alanen, J.; Arffman, A.; Timonen, H.; Keskinen, J. Concentrations and Size Distributions of Particle Lung-deposited Surface Area (LDSA) in an Underground Mine. Aerosol Air Qual. Res. 2021, 21, 200660. [Google Scholar] [CrossRef]
- Fransman, W.; Bekker, C.; Tromp, P.; Duis, W.B. Potential Release of Manufactured Nano Objects During Sanding of Nano-Coated Wood Surfaces. Ann. Occup. Hyg. 2016, 60, 875–884. [Google Scholar] [CrossRef]
- Scheeper, B. Wood-dust exposure during wood-working processes. Ann. Occup. Hyg. 1995, 39, 141–154. [Google Scholar] [CrossRef]
- International Organization for Standardization. Road Vehicles—Test Contaminants for Filter Evaluation—Part 1: Arizona Test Dust; International Organization for Standardization: Geneva, Switzerland, 2016. [Google Scholar]
- TSI Incorporated Optical Particle Sizer Mass Calibration Method Application Note OPS-001. Available online: https://tsi.com/getmedia/e261878e-7953-4b8f-a783-c83fdddde9b6/Mass_Calibration_US_OPS-001?ext=.pdf (accessed on 8 July 2022).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Instrument | Sanding Grit | N | Min. | Max. | Mean ± SD | MD | Median Diameter | GMD ± GSD * |
|---|---|---|---|---|---|---|---|---|
| [#/cm3] | [#/cm3] | [#/cm3] | [nm] | [nm] | [nm] | |||
| NanoScan SMPS | P60 | 10 | 3982 | 28,971 | 16,201 ± 5985 | 45.63 | 31.69 | 34.03 ± 2.08 |
| P120 | 10 | 4341 | 28,832 | 17,618 ± 5987 | 40.33 | 26.02 | 29.32 ± 2.08 | |
| P240 | 10 | 4672 | 32,215 | 21,410 ± 3898 | 34.59 | 22.94 | 25.80 ± 1.97 | |
| OPS | P60 | 10 | 29 | 426 | 191 ± 110 | 1.17 × 103 | 0.61 × 103 | 0.79 ± 2.21 × 103 |
| P120 | 10 | 70 | 421 | 225 ± 97 | 1.20 × 103 | 0.64 × 103 | 0.82 ± 2.23 × 103 | |
| P240 | 10 | 127 | 504 | 327 ± 93 | 1.30 × 103 | 0.72 × 103 | 0.89 ± 2.26 × 103 |
| Instrument | One-Way ANOVA and Post-Hoc Tukey’s Test | HSD | Q * |
|---|---|---|---|
| HSD0.05 = 1487.09 | Q0.05 = 3.33 | ||
| NanoScan SMPS | P60 vs. P120 | 1417.28 | 3.17 (p = 0.07) |
| P60 vs. P240 | 5208.77 | 11.65 (p < 0.001) | |
| P120 vs. P240 | 3791.49 | 8.48 (p < 0.001) | |
| HSD0.05 = 27.87 | Q0.05 = 3.33 | ||
| OPS | P60 vs. P120 | 33.36 | 3.98 (p = 0.01) |
| P60 vs. P240 | 135.94 | 16.22 (p < 0.001) | |
| P120 vs. P240 | 102.58 | 12.24 (p < 0.001) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dado, M.; Salva, J.; Schwarz, M.; Vanek, M.; Bustin, L. Effect of Grit Size on Airborne Particle Concentration and Size Distribution during Oak Wood Sanding. Appl. Sci. 2022, 12, 7644. https://doi.org/10.3390/app12157644
Dado M, Salva J, Schwarz M, Vanek M, Bustin L. Effect of Grit Size on Airborne Particle Concentration and Size Distribution during Oak Wood Sanding. Applied Sciences. 2022; 12(15):7644. https://doi.org/10.3390/app12157644
Chicago/Turabian StyleDado, Miroslav, Jozef Salva, Marián Schwarz, Miroslav Vanek, and Lucia Bustin. 2022. "Effect of Grit Size on Airborne Particle Concentration and Size Distribution during Oak Wood Sanding" Applied Sciences 12, no. 15: 7644. https://doi.org/10.3390/app12157644
APA StyleDado, M., Salva, J., Schwarz, M., Vanek, M., & Bustin, L. (2022). Effect of Grit Size on Airborne Particle Concentration and Size Distribution during Oak Wood Sanding. Applied Sciences, 12(15), 7644. https://doi.org/10.3390/app12157644