
Influence of Processing Steps on Structural, Functional, and Quality Properties of Beef Hamburgers



Abstract
:
1. Introduction
2. Materials and Methods
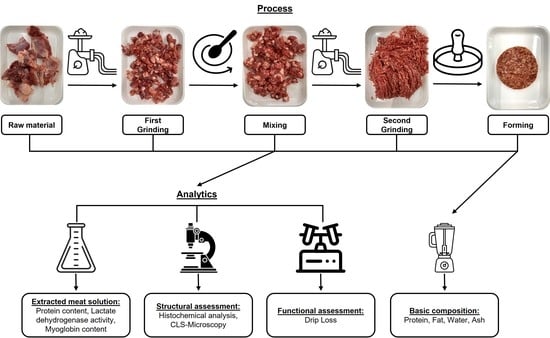
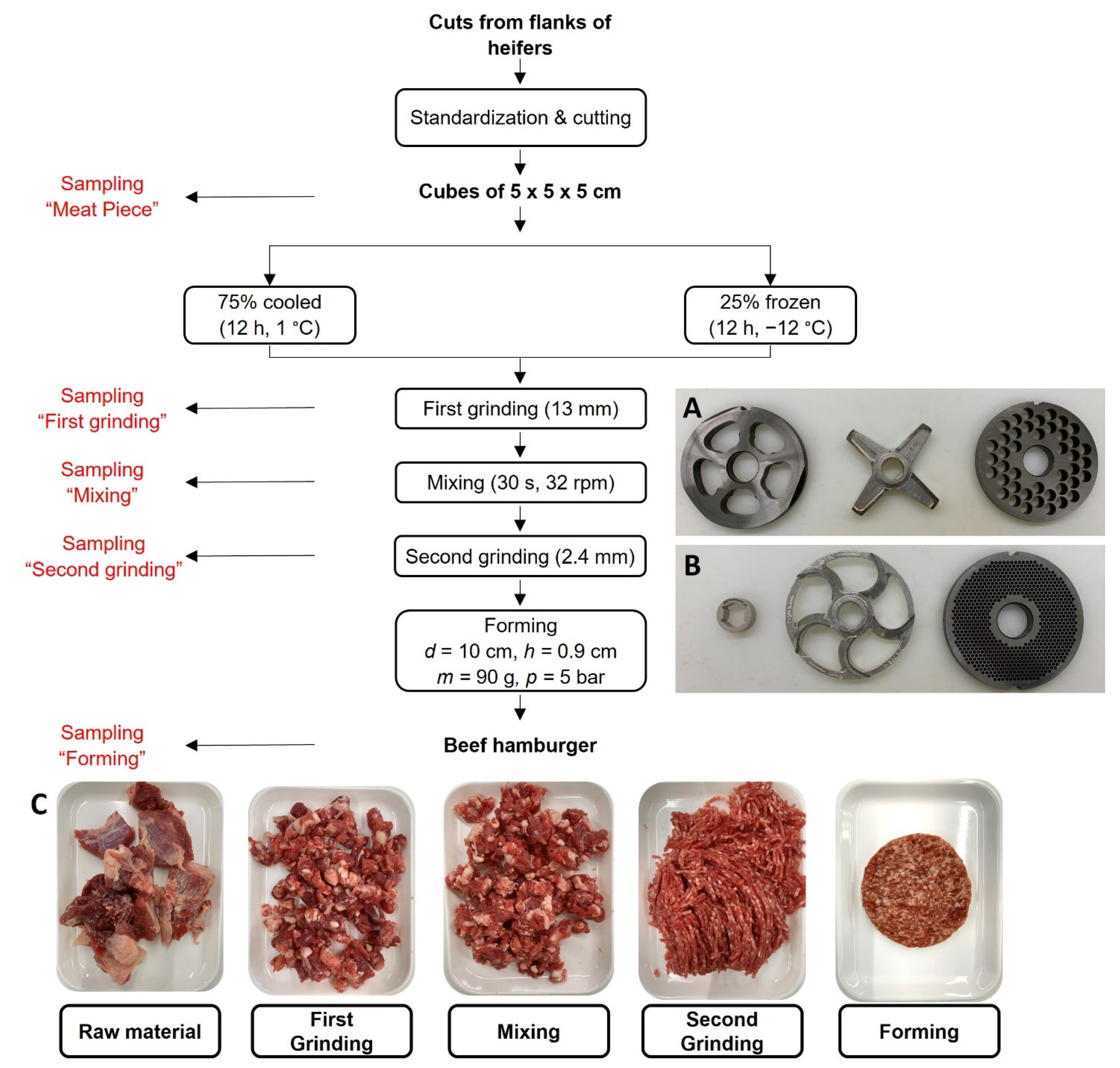
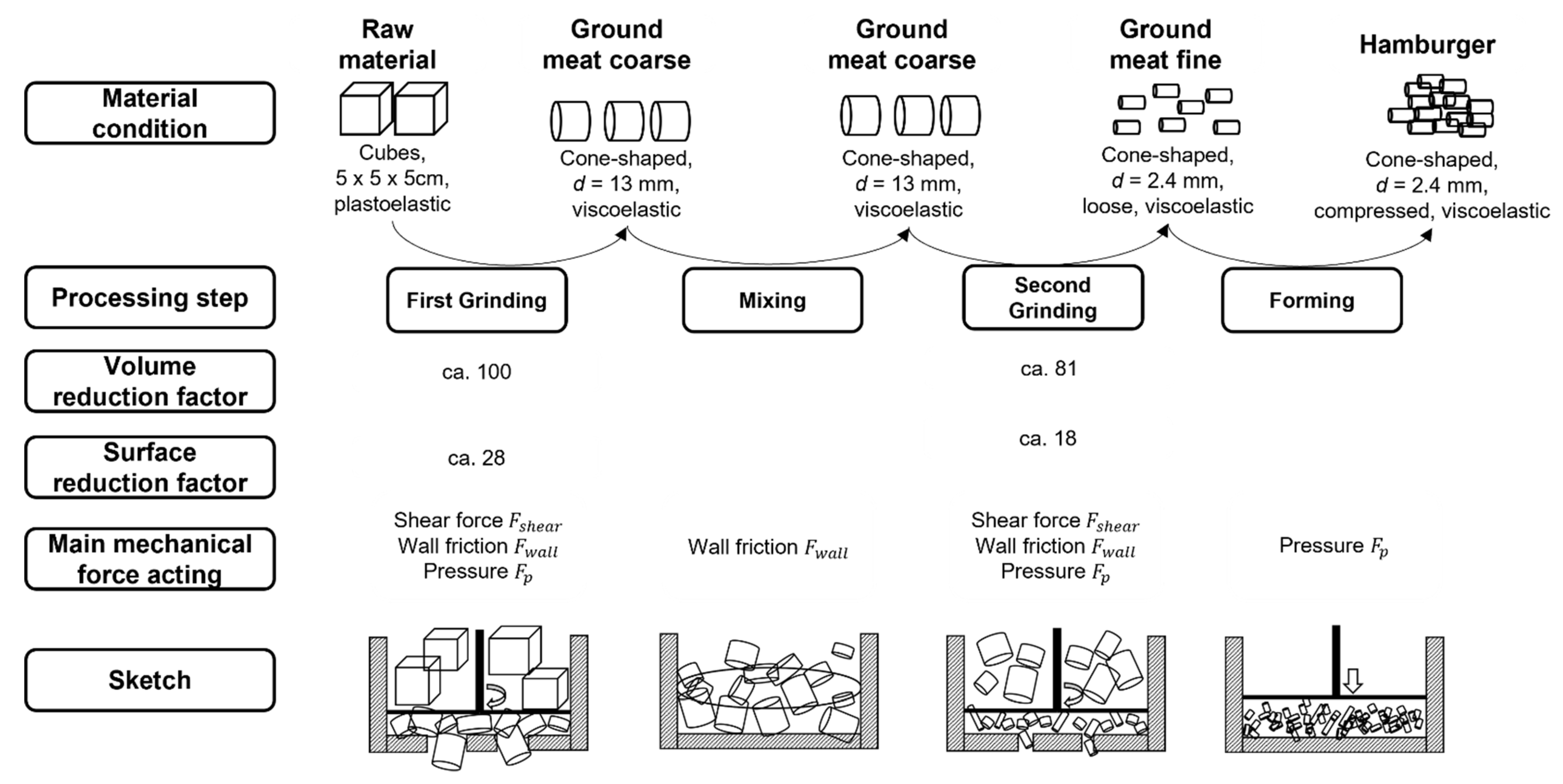
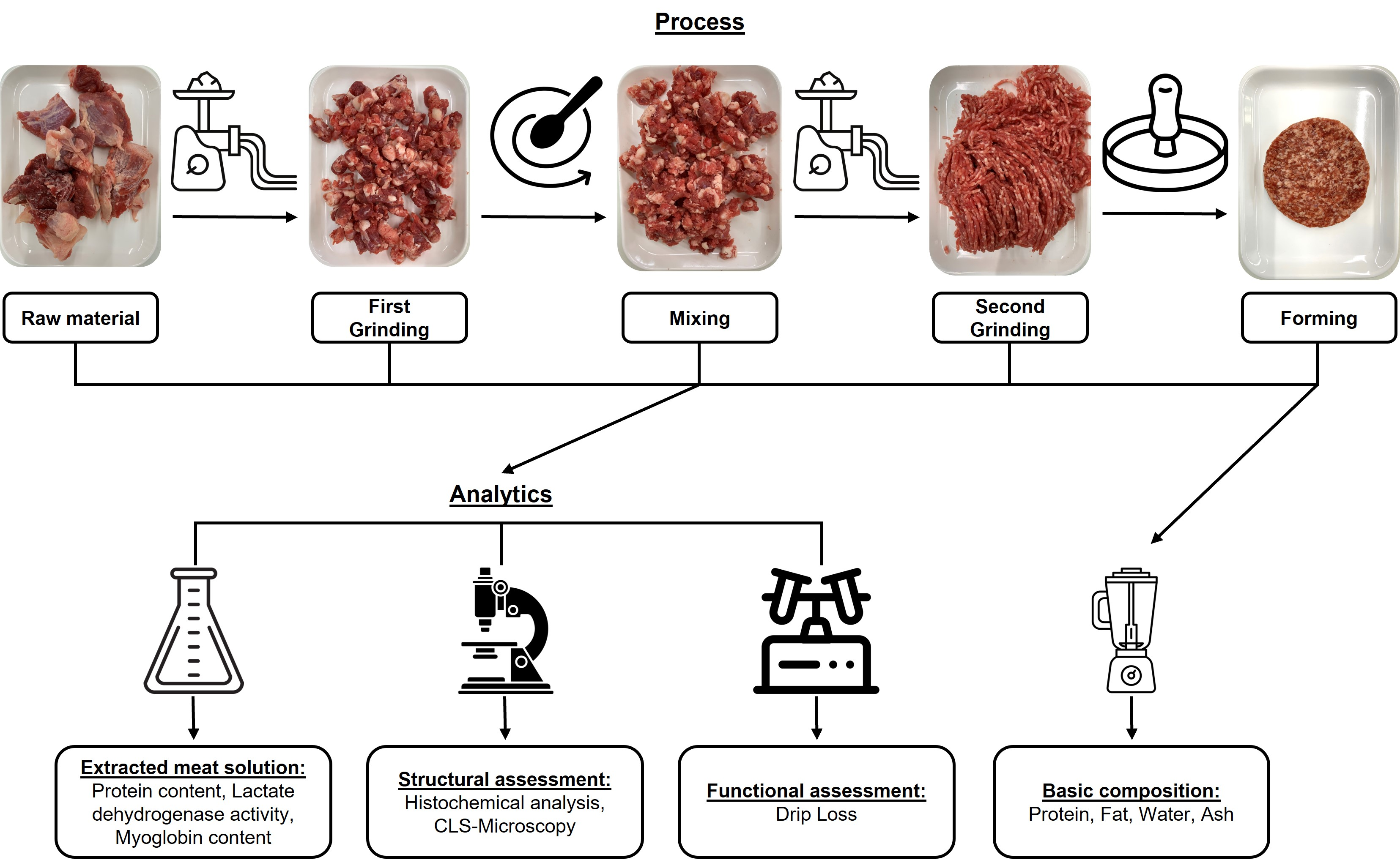
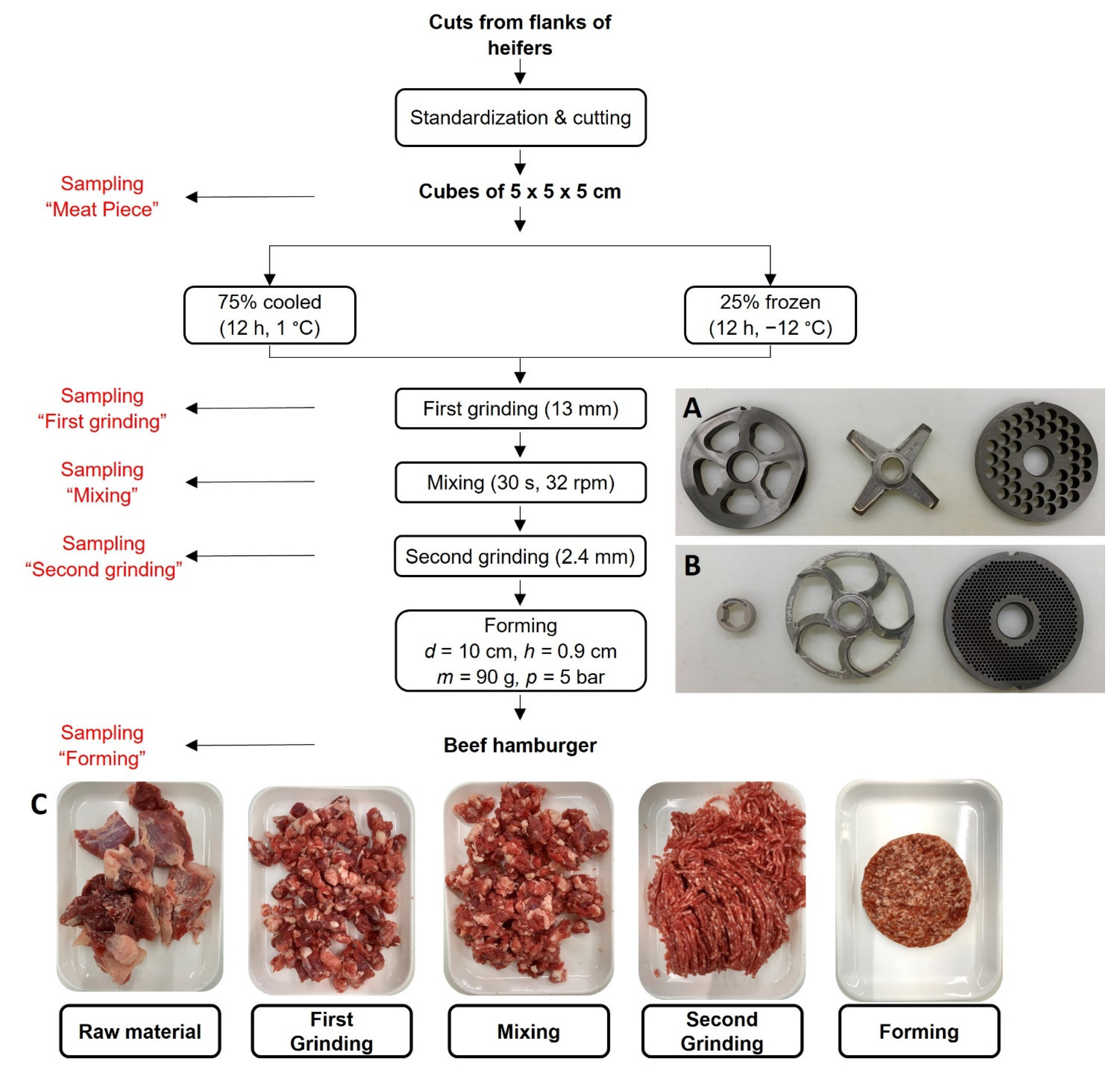
2.1. Material and Beef Hamburger Manufacturing
2.2. Methods
2.2.1. Chemical Composition of Beef Hamburgers
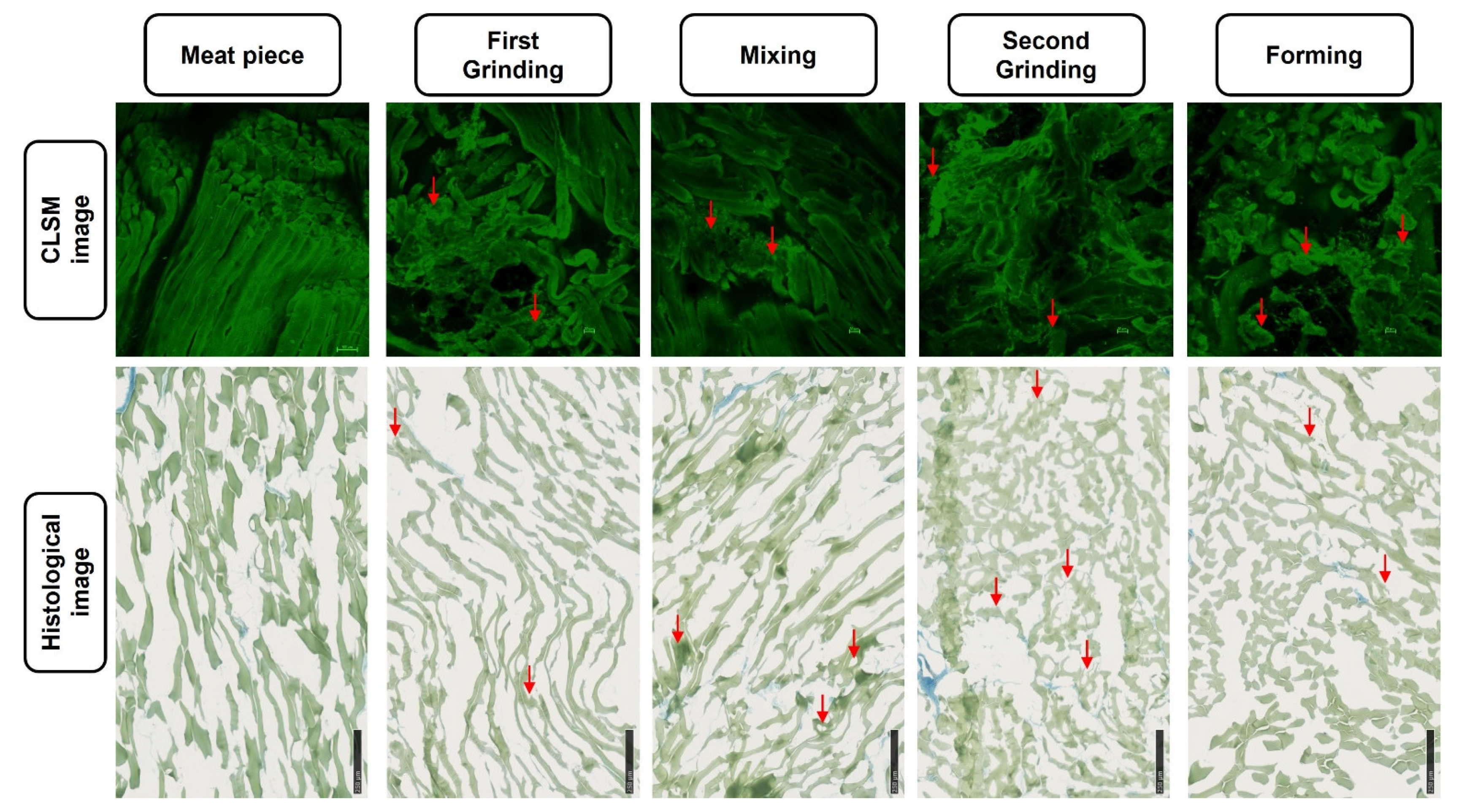
2.2.2. Histochemical Analyses
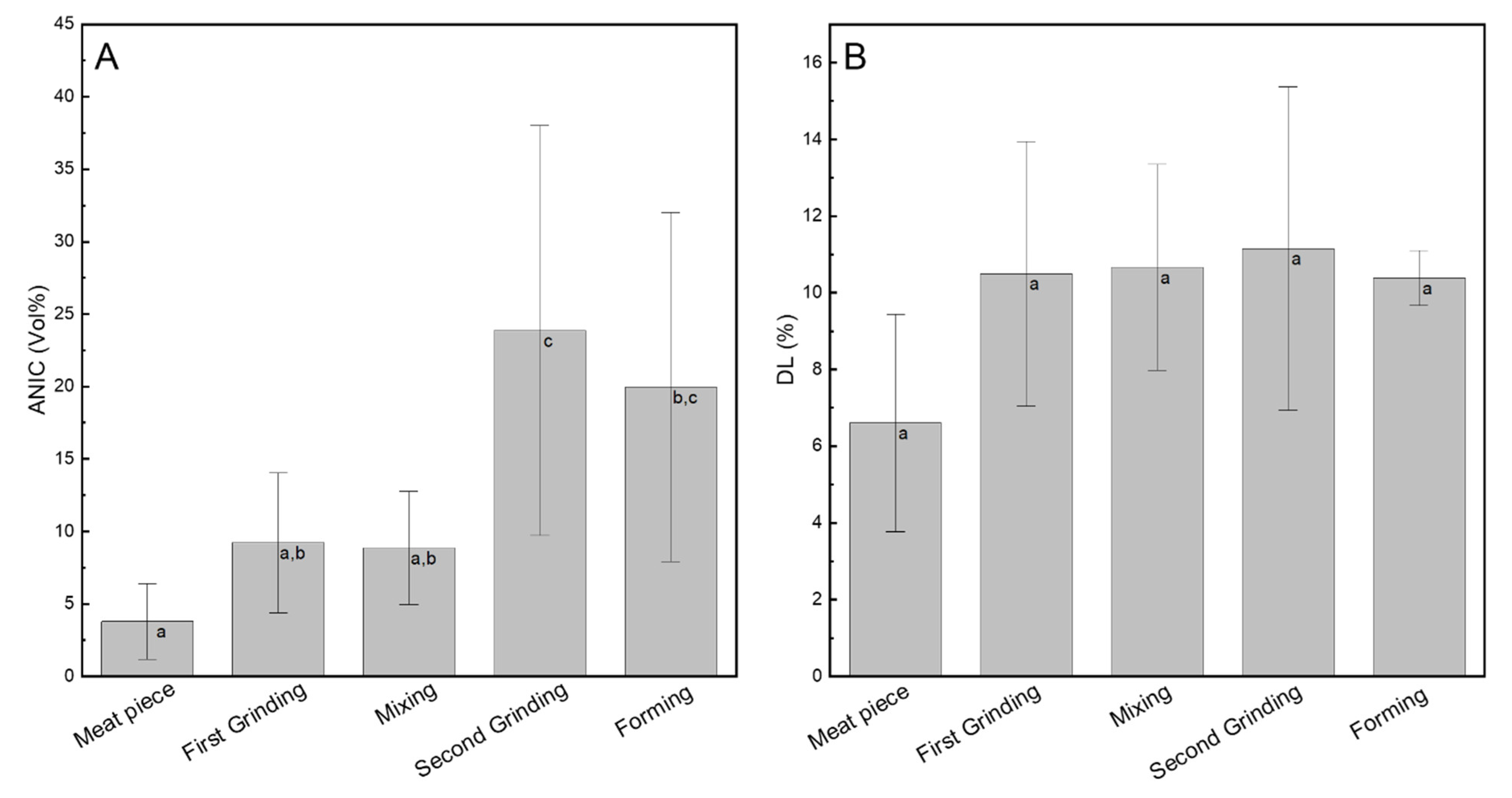
2.2.3. Drip Loss (DL)
2.2.4. Confocal Laser Scanning Microscopy (CLSM)
2.2.5. Preparation of Extracted Meat Solution (EMS)
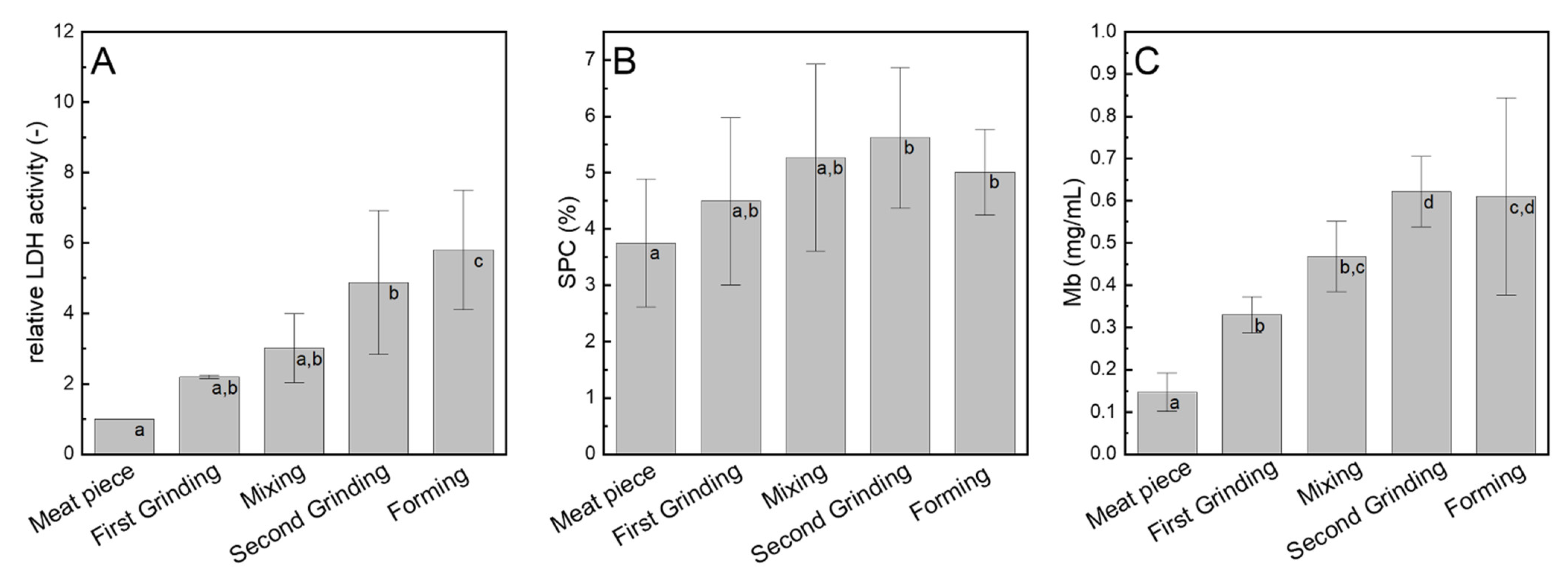
2.2.6. Soluble Protein Content (SPC)
2.2.7. Lactate Dehydrogenase Activity (LDH)
2.2.8. Myoglobin Content (Mb)
2.2.9. Statistical Analyses
3. Results and Discussion
3.1. Chemical Composition
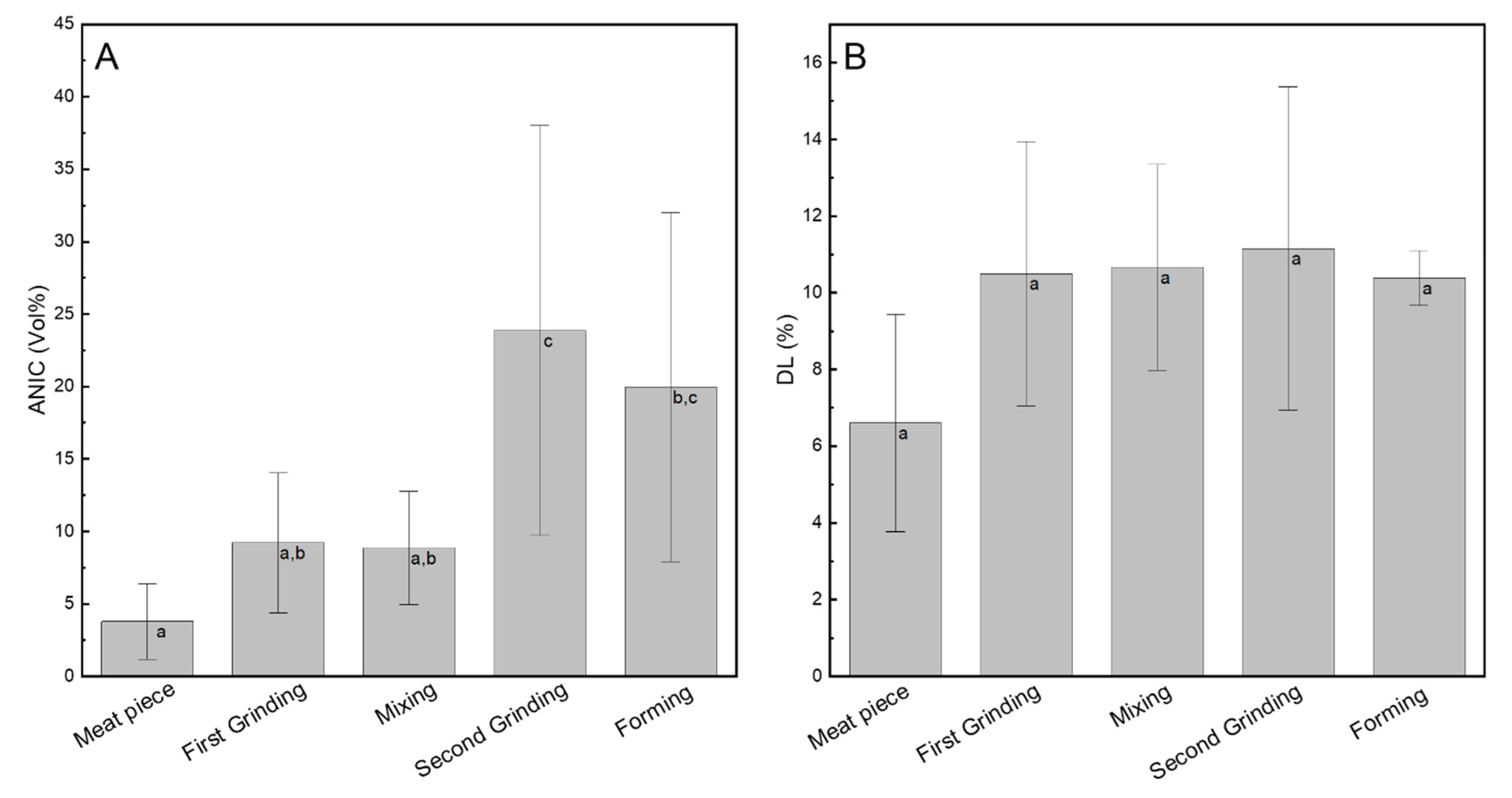
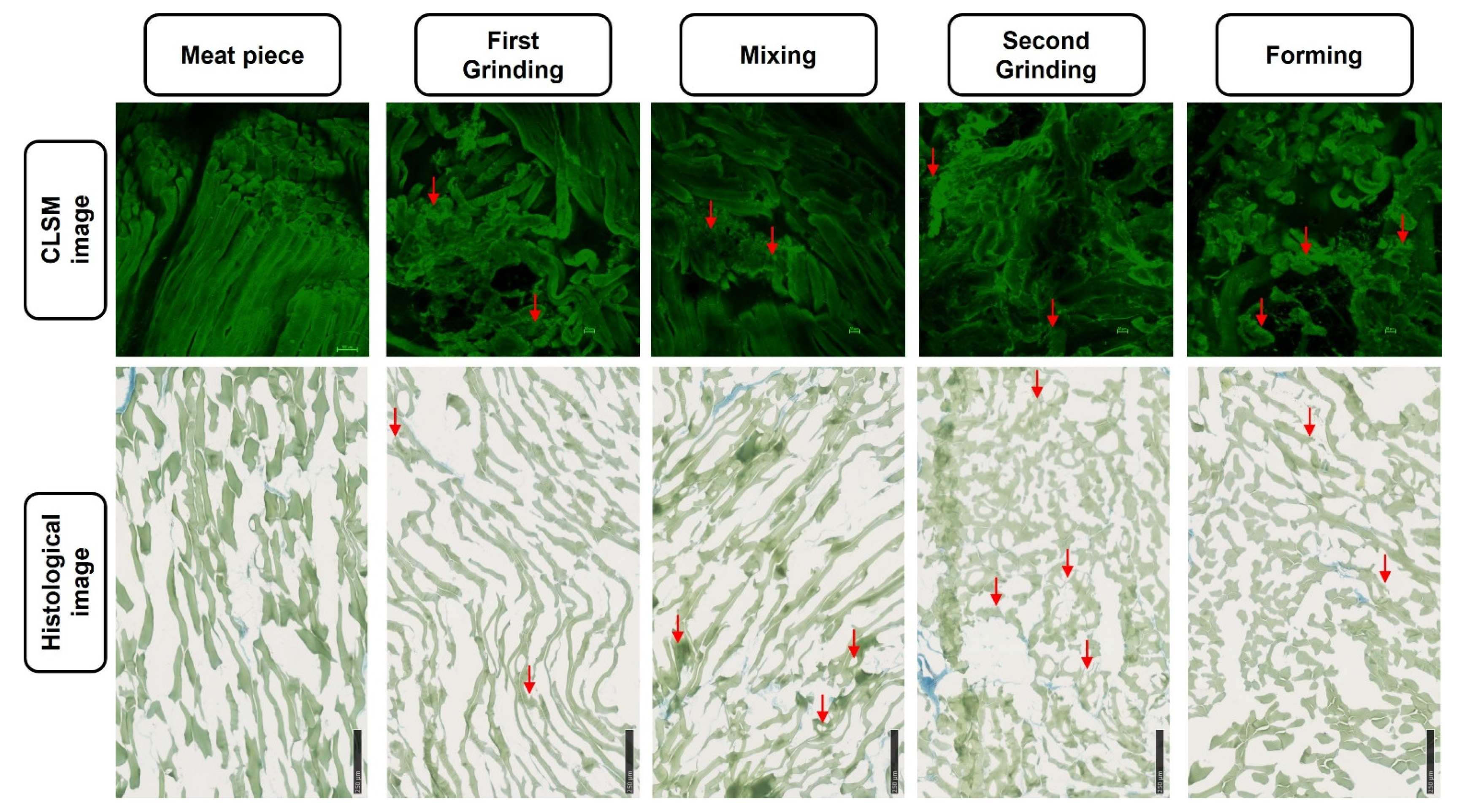
3.2. Structural and Functional Properties
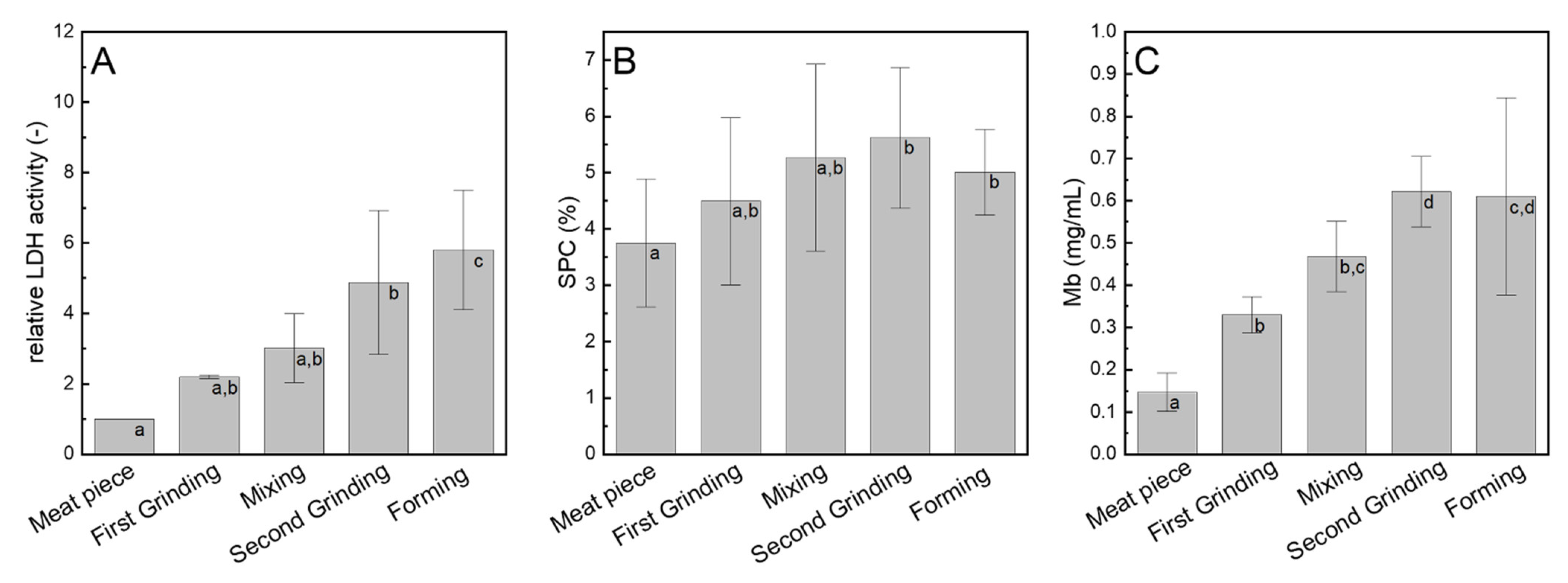
3.3. Changes in Chemical and Quality Properties
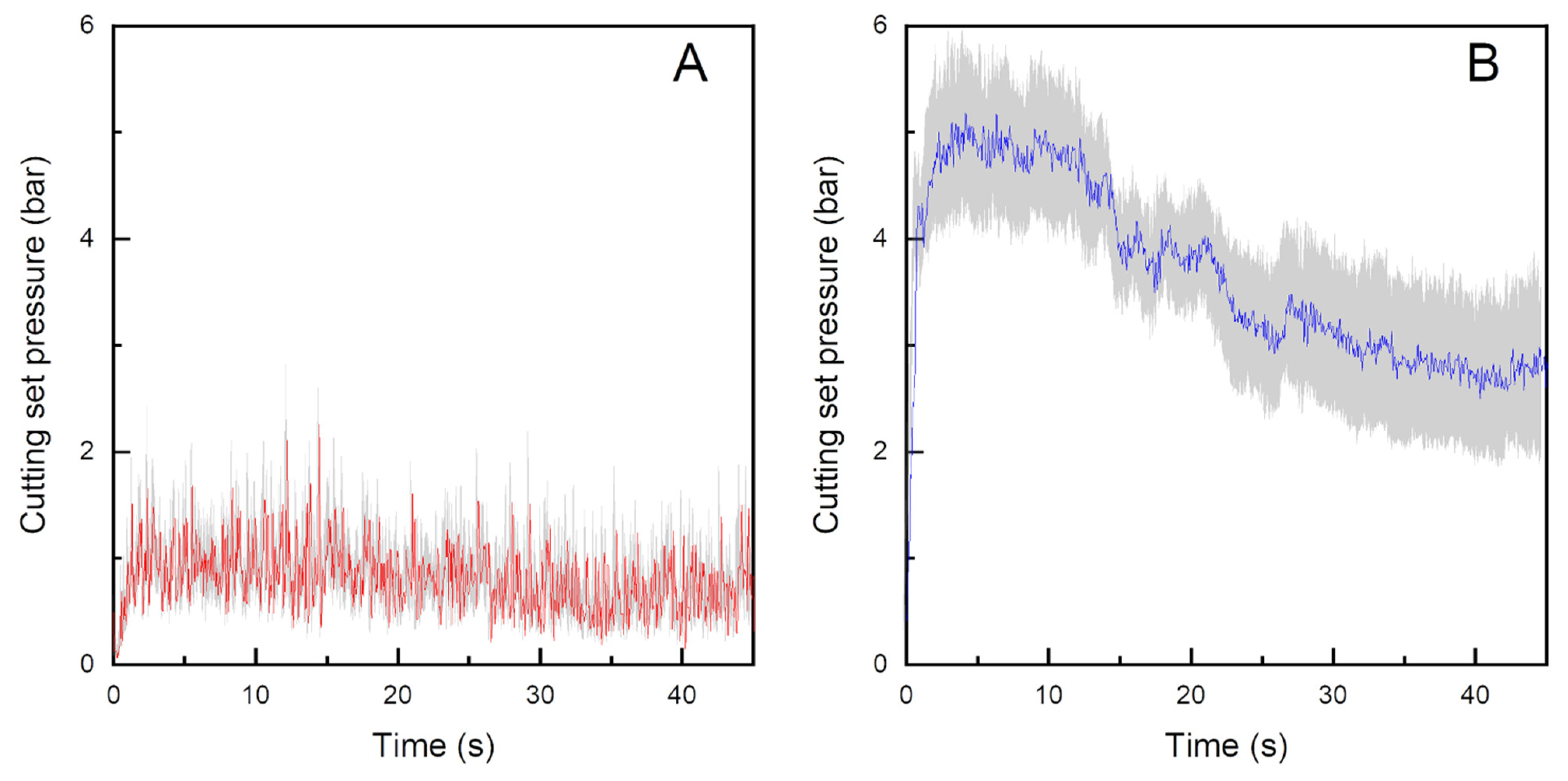
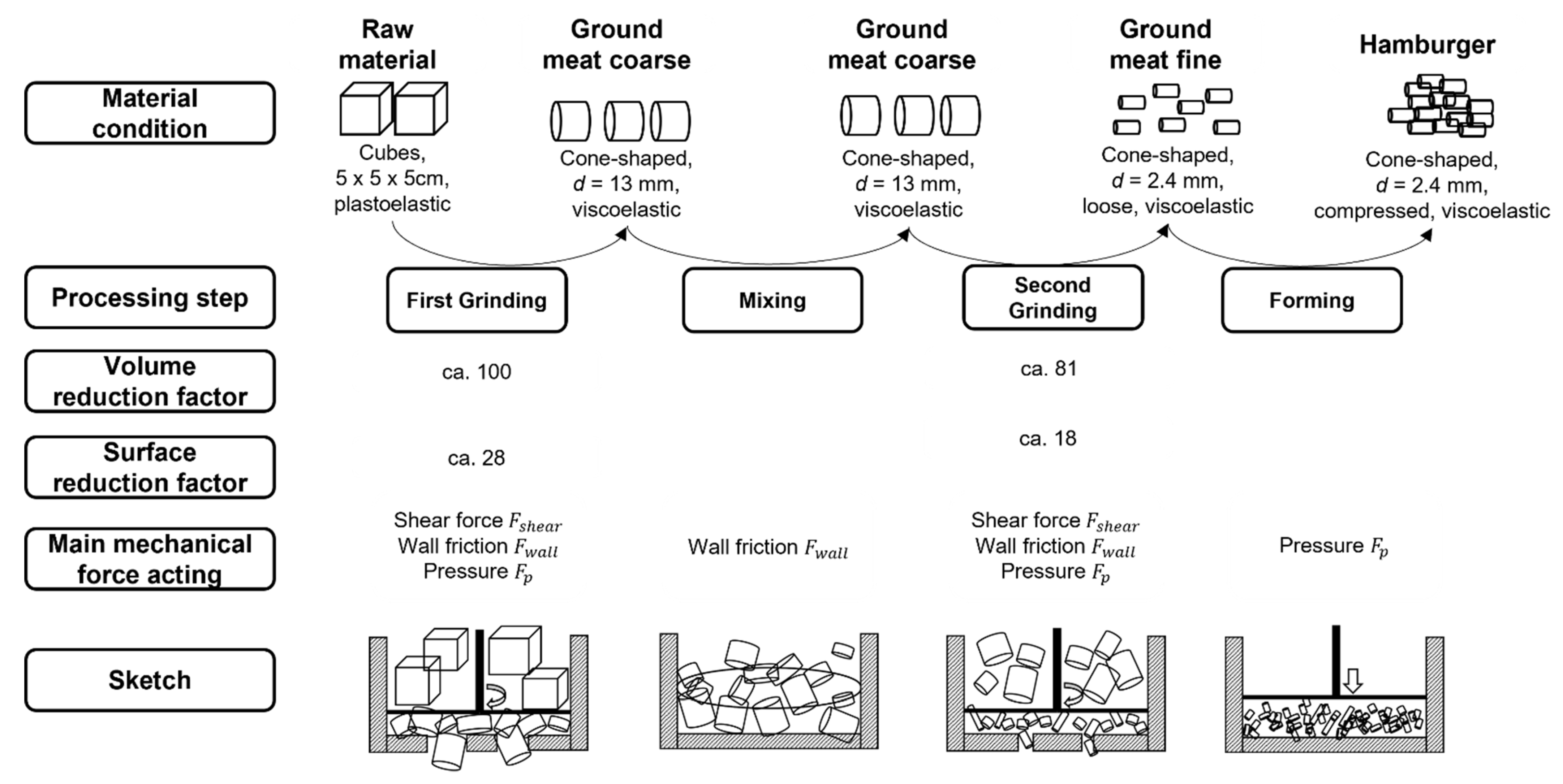
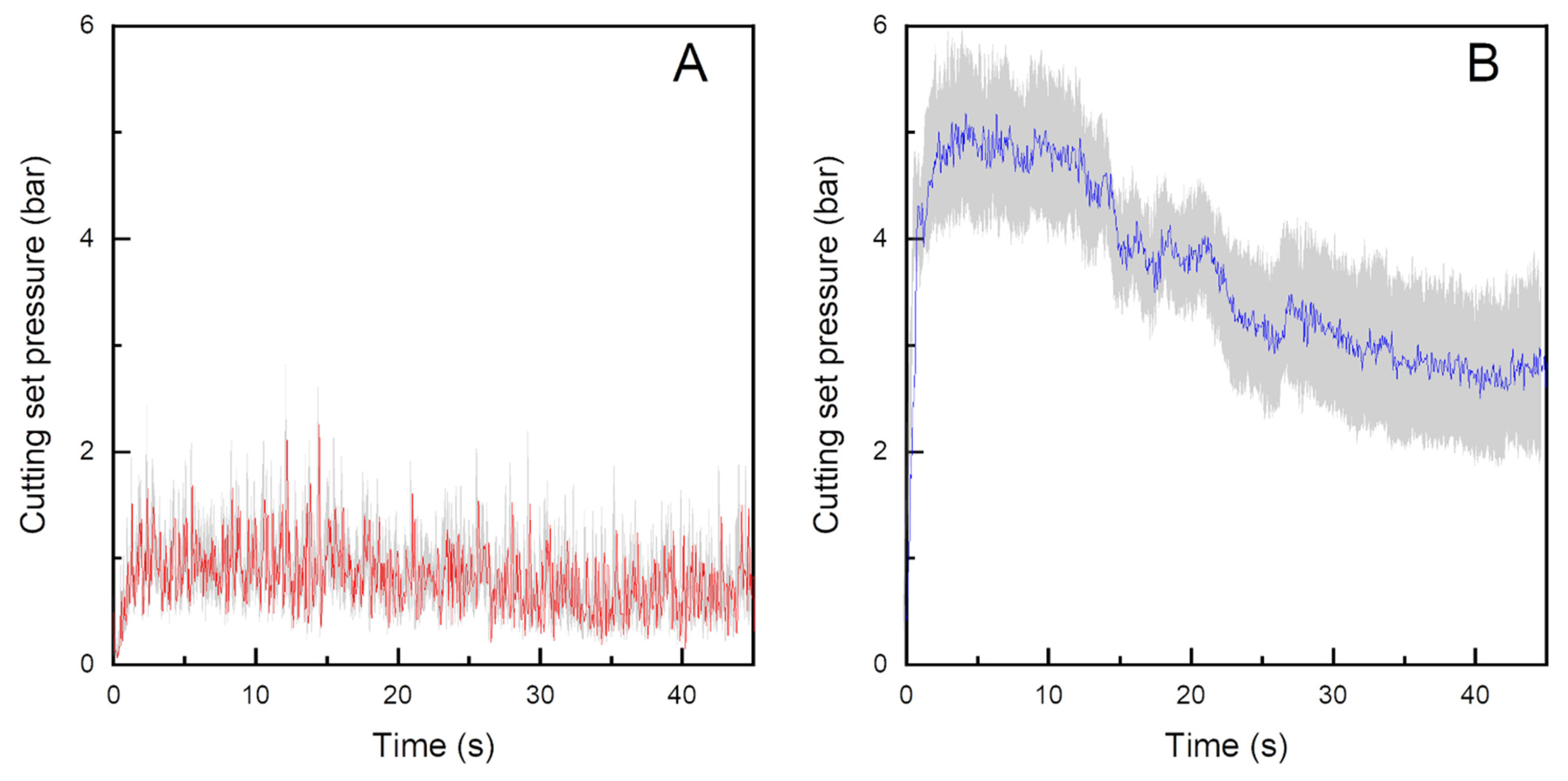
3.4. Mechanical Considerations
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bundesanstalt für Landwirtschaft und Ernährung; Leitsätze für Fleisch & Fleischerzeugnisse: Bonn, Germany, 2015.
- Beneke, B. Technologie verändert die Muskelstruktur: Histologische Identifikation und Beurteilung bei Fleisch und Fleischerzeugnissen. Fleischwirtschaft 2018, 2018, 62–68. [Google Scholar]
- Tornberg, E. Effects of heat on meat proteins—Implications on structure and quality of meat products. Meat Sci. 2005, 70, 493–508. [Google Scholar] [CrossRef] [PubMed]
- Haack, E.; Schnäckel, W.; Haack, O. Optimal Fördern und Zerkleinern: Grundlagen und Vorgänge bei der Fleischbearbeitung mit Maschinen der Wolftechnologie. Fleischwirtschaft 2003, 2003, 41–47. [Google Scholar]
- Knipe, C.L.; Rust, R.E. Processing equipment—Mixing and cutting equipment. In Encyclopedia of Meat Sciences; Dikeman, M., Devine, C., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 2, pp. 126–130. [Google Scholar]
- Haack, E.; Schnäckel, W.; Haack, O. Probleme, Ursachen und Lösungen: Grundlagen und Vorgänge bei der Fleischbearbeitung mit Maschinen der Wolftechnologie. Fleischwirtschaft 2003, 2003, 52–56. [Google Scholar]
- Schnäckel, W.; Krickmeier, J.; Schnäckel, D.; Micklisch, I.; Haack, O. Untersuchungen zur Optimierung des Wolfprozesses: Teil 4: Anwendung des Wolfprozesses auf die Feinbrätherstellung. Fleischwirtschaft 2012, 92, 91–96. [Google Scholar]
- Jurgens, A.; Mooij, J.D.; Logtenberg, H.; Verkleij, T.J. Physico-chemical characteristics of ground meat relevant for patty forming and end product quality. In Proceedings of the XVIIth European Symposium on the Quality of Poultry Meat, Doorwerth, The Netherlands, 23–26 May 2005. [Google Scholar]
- Haack, E.; Sielaff, H. Der Rohstoff Fleisch hat seine Tücken. Fleischwirtschaft 2005, 2005, 59–64. [Google Scholar]
- Krickmeier, J. Modellierung der Bedingungen Beim Schneiden Insbesondere in Einer Wolfmaschine mit dem Ziel der Optimierung des Zerkleinerungsprozesses Sowie der Erhöhung der Produktqualität. Ph.D. Thesis, Martin-Luther-Universität Halle-Wittenberg, Halle, Germany, 2015. [Google Scholar]
- Raudsepp, P.; Brüggemann, D.A.; Henckel, P.; Vyberg, M.; Groves, K.; Oksbjerg, N.; Therkildsen, M. Performance of conventional histochemical methods relative to a novel immunolabeling technique in assessing degree of degradation in comminuted chicken meat. Food Control 2017, 73, 133–139. [Google Scholar] [CrossRef]
- Tyszkiewicz, I.; Kłossowska, B.M.; Wieczorek, U.; Jakubiec-Puka, A. Mechanical tenderisation of pork meat: Protein and water release due to tissue damage. J. Sci. Food Agric. 1997, 73, 179–185. [Google Scholar] [CrossRef]
- Honikel, K.O. Minced meats. In Encyclopedia of Meat Sciences; Dikeman, M., Devine, C., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; Volume 2, pp. 422–424. [Google Scholar]
- Honikel, K.O.; Hamm, R. Measurement of water-holding capacity and juiciness. In Quality Attributes and Their Measurement in Meat, Poultry and Fish Products; Pearson, A.M., Dutson, T.R., Eds.; Springer: Boston, MA, USA, 1994; Volume 8, pp. 125–161. [Google Scholar]
- Ballin, N.Z.; Lametsch, R. Analytical methods for authentication of fresh vs. thawed meat—A review. Meat Sci. 2008, 80, 151–158. [Google Scholar] [CrossRef] [PubMed]
- Lebensmittelsicherheit BfVu. Amtliche Sammlung von Untersuchungsverfahren nach § 64 LFGB, § 38 TabakerzG, § 28b GenTG: Verfahren zur Probenahme und Untersuchung von Lebensmitteln; Beuth: Berlin, Germany, 2006. [Google Scholar]
- Mariotti, F.; Tomé, D.; Mirand, P.P. Converting nitrogen into protein—beyond 6.25 and Jones’ factors. Crit. Rev. Food Sci. Nutr. 2008, 48, 177–184. [Google Scholar] [CrossRef] [PubMed]
- Irmscher, S.B. Continuous Structure Formation in Meat Products Using the Vane Pump Grinder Technology. Ph.D. Thesis, Universität Hohenheim, Stuttgart, Germany, 2015. [Google Scholar]
- GmbH, S.-A.C. Laktatdehydrogenase-Aktivitätsassay-Kit: Product Information. Available online: https://www.sigmaaldrich.com/DE/de/product/sigma/mak066 (accessed on 19 November 2021).
- Trout, G.R. Variation in myoglobin denaturation and color of cooked beef, pork, and turkey meat as influenced by pH, sodium chloride, sodium tripolyphosphate, and cooking temperature. J. Food Sci. 1989, 54, 536–540. [Google Scholar] [CrossRef]
- Belitz, H.-D.; Grosch, W.; Schieberle, P. Lehrbuch der Lebensmittelchemie, 6th ed.; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Berry, B.W.; Abraham, H.C. Sensory, shear force and cooking properties of commercially processed ground beef patties. Food Qual. Prefer. 1996, 7, 55–59. [Google Scholar] [CrossRef]
- Keeton, J.T.; Eddy, S. Chemical and physical characteristics of meat: Chemical Composition. In Encyclopedia of Meat Sciences; Jensen, W.K., Devine, C., Dikemann, M., Eds.; Elsevier: Amsterdam, The Netherlands, 2004; pp. 210–218. [Google Scholar]
- Xing, T.; Gao, F.; Tume, R.K.; Zhou, G.; Xu, X. Stress effects on meat quality: A mechanistic perspective. Compr. Rev. Food Sci. Food Saf. 2019, 18, 380–401. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Walsh, H.M.; Kerry, J.P. Meat packaging. In Meat Processing; Kerry, J., Kerry, J., Ledward, D., Eds.; Woodhead Publishing in Food Science and Technology; CRC Press: Boca Raton, FL, USA; Cambridge, UK, 2002. [Google Scholar]
- Pearson, A.M.; Tauber, F.W. Processed Meats, 2nd ed.; Springer: Dordrecht, The Netherlands, 1984; p. 438. [Google Scholar]
- Hamm, R. Kolloidchemie des Fleisches: Das Wasserbindungsvermögen des Muskeleiweisses in Theorie und Praxis; Parey: Berlin, Germany, 1972; p. 275. [Google Scholar]
- Hughes, J.M.; Oiseth, S.K.; Purslow, P.P.; Warner, R.D. A structural approach to understanding the interactions between colour, water-holding capacity and tenderness. Meat Sci. 2014, 98, 520–532. [Google Scholar] [CrossRef] [PubMed]
- Helander, E. On quantitative muscle protein determination; sarcoplasm and myofibril protein content of normal and atrophic skeletal muscles. Acta Physiol. Scand. Suppl. 1957, 41, 1–99. [Google Scholar] [PubMed]
- Millar, S.J.; Moss, B.W.; Stevenson, M.H. Some observations on the absorption spectra of various myoglobin derivatives found in meat. Meat Sci. 1996, 42, 277–288. [Google Scholar] [CrossRef]
- Woo, J.; Lacbawan, F.L.; Sunheimer, R.; LeFever, D.; McCabe, J.B. Is myoglobin useful in the diagnosis of acute myocardial infarction in the emergency department setting? Am. J. Clin. Pathol. 1995, 103, 725–729. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Plebani, M.; Zaninotto, M. Diagnostic strategies using myoglobin measurement in myocardial infarction. Clin. Chim. Acta 1998, 272, 69–77. [Google Scholar] [CrossRef]
- Wild, J.L.; Sebranek, J.G.; Olson, D.G. Grinding time and pressure developed in beef and pork: Effects of temperature and fat. J. Food Sci. 1991, 56, 1171–1175. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Model | Manufacturer |
|---|---|---|
| Horizontal mixer | Vacuum Paddle Mixer Type MVZ150 | Asgo, Ermesinde, Portugal |
| Meat Grinder | Forschungsautomatenwolf Typ AE 130 | Maschinenfabrik Seydelmann KG, Stuttgart, Germany |
| Precutting device | 2031809T | Maschinenfabrik Seydelmann KG, Aalen, Germany |
| 4-wing knife | TC93094 | turbocut Joop GmbH, Bad Neustadt an der Sale, Germany |
| 13 mm inclined end-hole plate | TC3090278.1 | turbocut Joop GmbH, Bad Neustadt an der Sale, Germany |
| Plastic spacer for meat grinder | - | Maschinenfabrik Seydelmann KG, Stuttgart, Germany |
| 5-bladed sickle knife | 2067986W | Maschinenfabrik Seydelmann KG, Stuttgart, Germany |
| 2.4 mm inclined perforated end-hole plate | TC3093457.1 | turbocut Joop GmbH, Bad Neustadt an der Sale, Germany |
| Hamburger press | MH-100 (modified) | Equipamientos Cárnicos, S.L. (Mainca), Barcelona, Spain |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Berger, L.M.; Witte, F.; Terjung, N.; Weiss, J.; Gibis, M. Influence of Processing Steps on Structural, Functional, and Quality Properties of Beef Hamburgers. Appl. Sci. 2022, 12, 7377. https://doi.org/10.3390/app12157377
Berger LM, Witte F, Terjung N, Weiss J, Gibis M. Influence of Processing Steps on Structural, Functional, and Quality Properties of Beef Hamburgers. Applied Sciences. 2022; 12(15):7377. https://doi.org/10.3390/app12157377
Chicago/Turabian StyleBerger, Lisa M., Franziska Witte, Nino Terjung, Jochen Weiss, and Monika Gibis. 2022. "Influence of Processing Steps on Structural, Functional, and Quality Properties of Beef Hamburgers" Applied Sciences 12, no. 15: 7377. https://doi.org/10.3390/app12157377
APA StyleBerger, L. M., Witte, F., Terjung, N., Weiss, J., & Gibis, M. (2022). Influence of Processing Steps on Structural, Functional, and Quality Properties of Beef Hamburgers. Applied Sciences, 12(15), 7377. https://doi.org/10.3390/app12157377