1. Introduction
Adhesive joints are increasingly used for joining composite structures or dissimilar materials in aerospace and automotive industries. Adhesive joints have unique advantages compared with traditional mechanical fasteners, which have to deal with the problems of loosening clamping force and fatigue strength, due to the spiral shape of the bolt-nut thread, wherein high-stress concentration factor occurs at the first bolt thread [
1] and the load distribution in threads are uneven [
2]. Composite materials have been increasingly used in aerospace, military, automobile, and other industries. Special characteristics of these materials, such as the significant strength–weight ratio, wear resistance, and thermal resistance, have further promoted their application scope, as they are substituting conventional materials.
Furthermore, the manufacturing process of composite materials is changing. For example, the 3D printing of curvilinear fiber-reinforced composite structures (CFRCS) is a novel approach in this area with fast development [
3]. Various methods have been utilized to connect composite parts, among which the single lap joint, double lap joint, and steep single lap joint are the most well-known methods. Therefore, defining its connections is one of the most important aspects of designing a composite structure [
4]. According to the statistics, almost 70% of the failures in structures occur in their joints [
5]. These challenges make this area more interesting for researchers from different points of view. Yang and Pang presented an analytical solution for a composite single-lap joint based on the mechanics of composites and anisotropic laminated plate theory [
6]. The method was developed to define the location and magnitude of the peel and shear stress distributions in the adherents and adhesive. Additionally, an FEA code was used to validate the proposed methodology results.
Tsai and Morton [
7] compared the analytical and numerical results of single lap joints under tensile force. At first, the classical Goland and Reissner method was reversed and modified in an analytical solution. Then the results were compared with a 2D finite element model. Stress analysis for a composite adhesively bonded lap joint was proposed by Her [
5]. Then the analytical results of a single lap joint and a double lap joint were compared with their corresponding FEM results. Zhang et al. [
8] considered 3D stress analysis in composite joints. They developed and combined equations presented by Mortensen [
9] via Hypersizer to derive a new way to calculate inter-laminar stress. The resulting equations were numerically solved and compared with the FE model. This method is applicable to a wide range of adhesive joints.
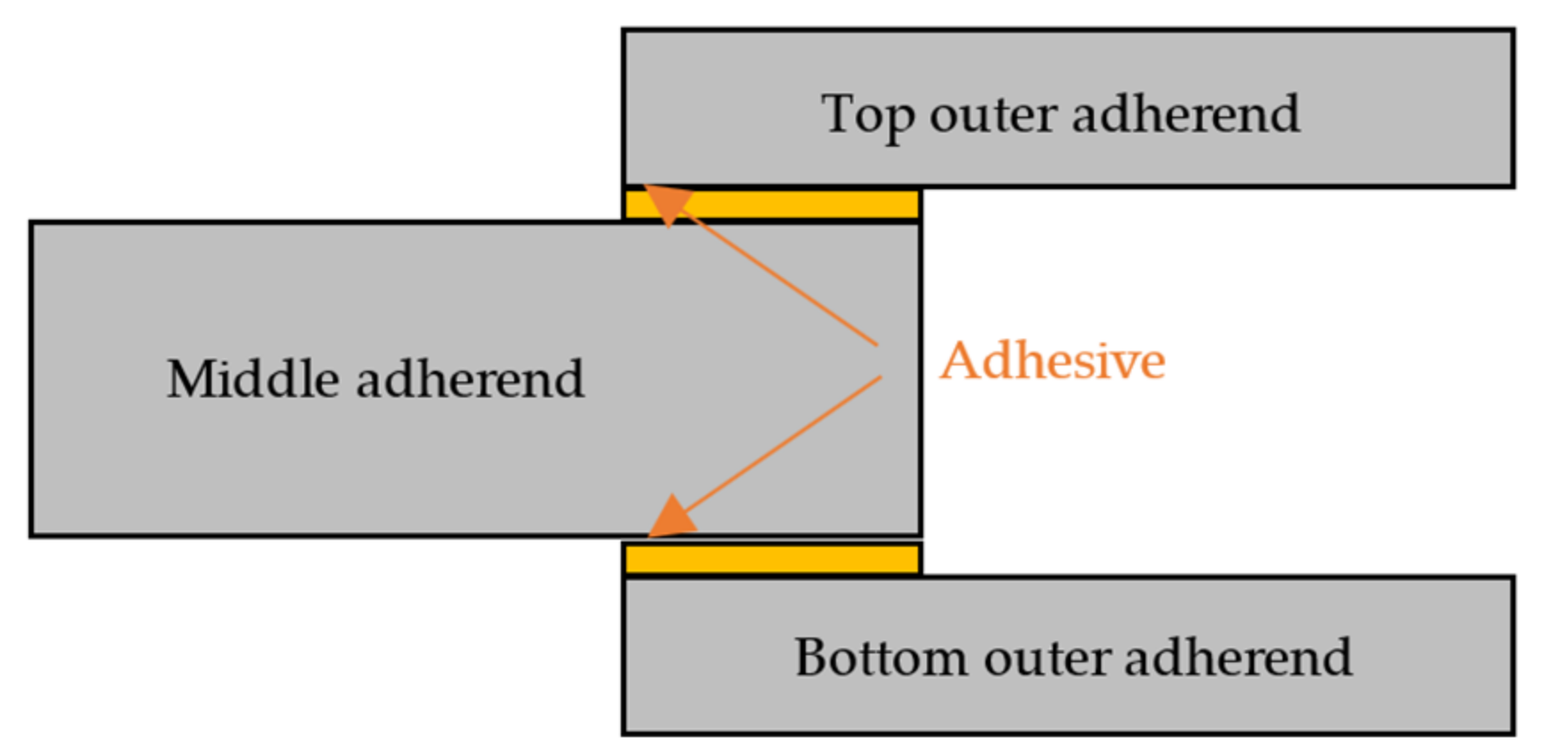
Classic composite joints are made of two or three adhesive adherends bonded together. The adherends in these joints can be the same (fiber-reinforced polymer (FRP) to FRP) or dissimilar (FRP to steel). A classic double lap joint consists of three adherends bonded two by two with adhesive layers, shown in
Figure 1. The thickness of the middle adherend can be the same as the outer ones.
Joint modeling was carried out assuming geometrical symmetry based on the Reissner–Mindlin stacking plates theory. Finally, the results were validated relative to a finite element solution. Tsai and Morton [
10] experimentally, numerically, and analytically investigated and compared the stress of the composite double lap joints. The stress of a bonded–bolted Al-GFRP double lap joint was experimentally and numerically explored by Di Franco and Zuccarello [
11]. Their results were compared with an adhesively bonded joint and a bolted joint. The strength of the hybrid joint was higher than both simple joints against fatigue, energy absorption, and static tensile loads. An analytical solution was proposed by Arjomandi et al. to calculate peel stress in a double-lap joint under tensile force using classic laminate theory [
12]. A finite element model in ANSYS validated the accuracy of the equation. Saleh et al. [
13] conducted an experimental, analytical and numerical survey on stress analysis and damages of a double-lap steel-to-CFRP joint. The data containing FEM, digital image correlation (DIC), and acoustic emission (AE) were compared, and their convergence was illustrated.
On the other hand, the application of optimization algorithms in complex problems has increased in recent decades. Kennedy and Eberhart [
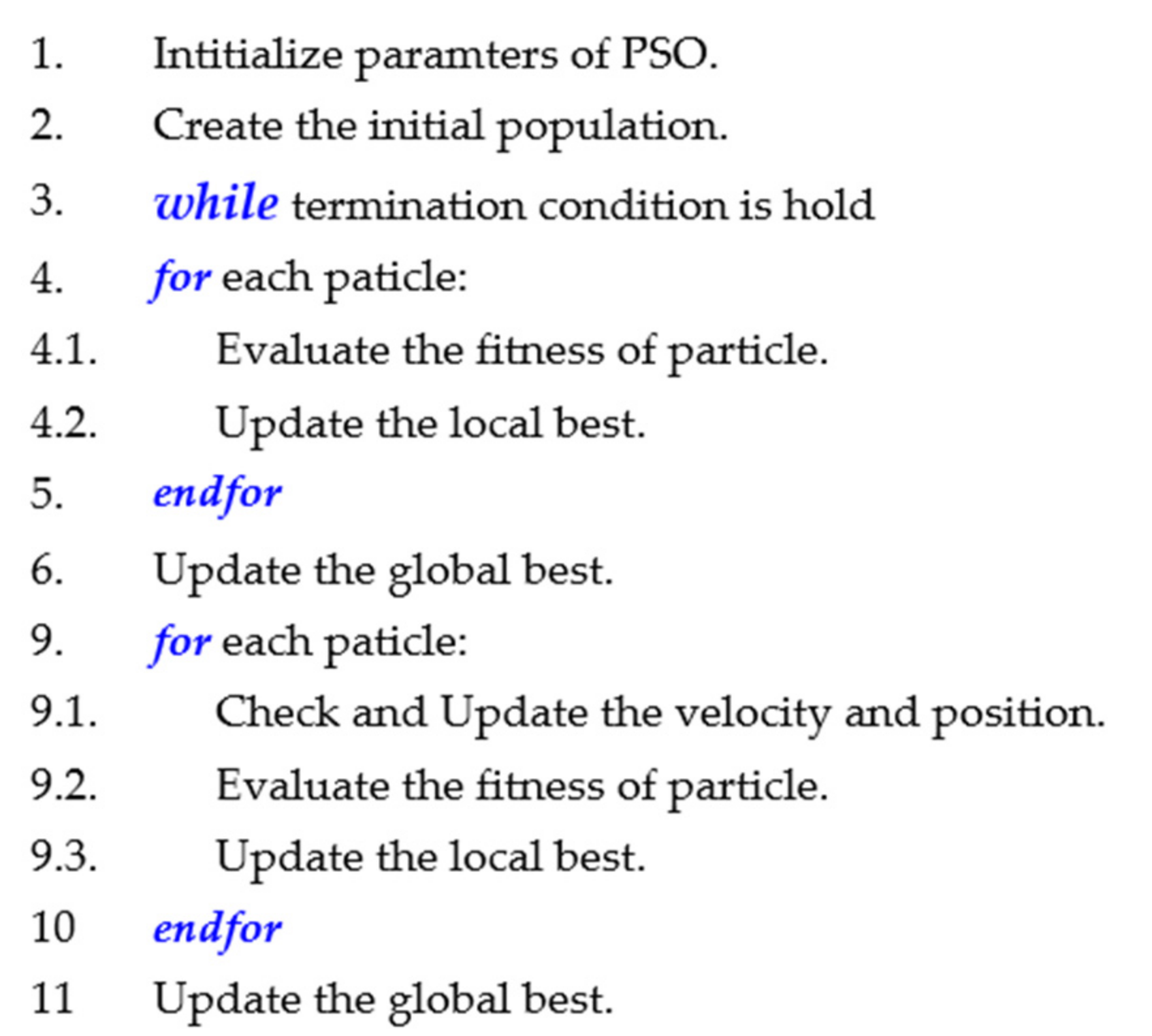
14] introduced the particle swarm optimization methodology for optimizing nonlinear functions. They investigated the relations of the novel method with GA and artificial life. They introduced a novel algorithm that simulates how a flock of birds behaves in their social community. So, they called this new search method particle swarm optimization (PSO).
Its initial purpose was to simulate the unforeseeable and distinguished choreography of a flock of birds graphically, to discover the patterns governing the ability of birds to fly synchronously and suddenly change direction by regrouping in an optimal formation. This simple concept was developed and led to an uncomplicated and effective optimization method.
In this methodology, the particles can fly and search through a hyperdimensional space. The basis of changes in the position of particles is the social–psychological propensity of them to imitate the prosperity of others. So, these changes for every individual are affected by the knowledge and experiences of other particles in their neighborhood. Therefore, it influences individual fashions in searching the area that the others do in the swarm (so, the PSO is a symbiotic collaborative algorithm, in other words). Utilizing this type of social manner as an optimization method results in the particles returning to the prior successful areas of exploration territory stochastically.
Basic particle swarm optimization formulas are
where
is the velocity vector and
shows the position of the particle.
and
are two constant values between 1.4 and 1.7.
and
are two random values ranging from 0 to 1. In the velocity equation,
This optimization method has two subsidiaries: global best PSO (gbest PSO) and local best PSO (lbest PSO). For the global best PSO, the neighborhood for each particle is the entire swarm, while the local best PSO utilizes a social network cluster topology with smaller vicinities for every particle. This paper uses the lbest methodology to find the optimum layups. In local best PSO, the social part indicates information interchanged within the vicinity of the particle, illustrating the local understanding of the territory. Concerning the velocity equation, the social subsidy to particle velocity corresponds to the distance between a particle, and the best position found in the vicinity of particles. The velocity can be thus calculated as
where
is the best position ever visited by the particle,
is the particle’s current position and
shows the local best-visited position in the neighborhood. The pseudo-code of PSO is shown in
Appendix B (
Figure A1).
Imran et al. [
15] explored the different modifications of the PSO methodology. The ability of these methods to find the optimum point of the objective function takes too much attention from specialists in different areas. In addition, they can be used as a significant substitution for costly and time-consuming experimental optimization methods. A combined algorithm was proposed by Kaveh et al. [
16] to design composite plates subjected to in-plane loadings with minimum thickness. The model mixed charged system search (CSS) with PSO and used fiber orientation and the number of plies as the algorithm’s variables. Bavi et al. [
17] proposed a combined BA-GA optimization method to ratchet the specific strength and capacity of single-lap and double-lap mixed adhesive joints. The algorithm was focused on geometry and manufacturing restrictions to find the optimal joint design. Rodriguez et al. proposed an evolutionary structural optimization (ESO) model for optimizing single-lap and double-lap joints [
18]. The focus of the ESO model is on reducing peak stresses by shaping the adherends contour under a von Mises rejection criterion.
Arhore et al. [
19] surveyed the effects of joint characteristics on its strength. They used a genetic algorithm and topology optimization to optimize the joint’s geometry. According to the results, the type of load was important in the effectiveness of the geometry. Topology optimization (TOP) presented a greater strength geometry; overall, GA suggested a better strength-to-weight ratio solution. Lu et al. [
20] used machine learning to introduce a model, a multi-objective gray wolf optimizer combined with a support vector machine, for predicting the properties of composite materials. The model used six datasets to infer properties from available data. The model’s accuracy ranged from 0.14% to 5.574%, depending on the quality of input data.
Hassan Vand et al. [
4] proposed an optimization method based on the bees algorithm (BA) for reducing the peel and shear stresses in a single lap joint under bending moment by rearranging the layup of its adherends. A finite element model was used to verify the analytically derived stress equations. Raut et al. [
21] proposed a method based on structural health monitoring (SHM) to detect and classify the damages in the composite structures due to low-velocity impact (LVI). The study revealed that it improved the computational time of conventional methods by optimizing their computational techniques by utilizing optimization algorithms, such as GA, PSO, and neural networks.
Smith and Norato [
22] proposed a novel method for maximizing the stiffness of composite structures made of fiber-reinforced cylindrical bars at a constant amount of material. The method is based on topology optimization and validated by numerical examples. Huang et al. [
23] implemented fish swarm and frog leaping optimization methods to detect the damages of carbon fiber reinforced plastic π adhesive-bonded joints. Chen et al. [
24] introduced a combined PSO-FEM model to optimize the design of composite laminates to have minimum peel stress. Yusoff et al. [
25] used a particle swarm optimization algorithm to predict the behavior of single and double timber composite joints subjected to tensile force.
One of the common fractures in adhesive joints is over-allowed peel stress in the adhesive area. Previous studies investigated the various methods to calculate peel stress magnitude in adhesive-bonded joints, but the lack of a tool for optimizing the offered arrangement of adherend layers for reducing peel stress was obvious. So, the main purpose of this paper is to introduce an intelligence optimization method instead of expensive experimental ones for finding the best ply stacking sequence that leads to the highest peel strength in the adherends of a double lap joint using the analytically derived peel stress Equation [
12] as the objective function of the particle swarm optimization algorithm. This algorithm was selected due to its feasibility and convergence. Adherend layers were assumed to be orthotropic, and the joint was symmetric and under tensile force. Additionally, the effect of joint geometric characteristics on this stress was investigated.
The organization of the remaining section of this study is as follows. A detailed explanation of modeling and governing stress equations are conducted and reported in
Section 2. The effect of joint geometry on peel stress is reviewed and explored in
Section 3.
Section 4 provides the implementation of the optimization approach for double lap joint layup. In
Section 5, results and discussions are elaborated. Lastly,
Section 6 embodies the conclusion.
2. Modeling and Governing Stress Equations
The analytical solution for obtaining governing peel and shear stresses equations in adhesively bonded lap joints was investigated previously by Mortensen [
9] and Zhang et al. [
8], and differential equations were obtained and used in numerical methods to find the amount of stresses. However, PSO needs an objective function to find the optimum value, so the analytical solution was extended by Arjomandi et al. [
12] to find a formula for calculating peel stress in a 2D double lap joint. In addition, a similar survey was conducted by Her and Chun [
26] to extract an equation for calculating peel stress in a double lap joint.
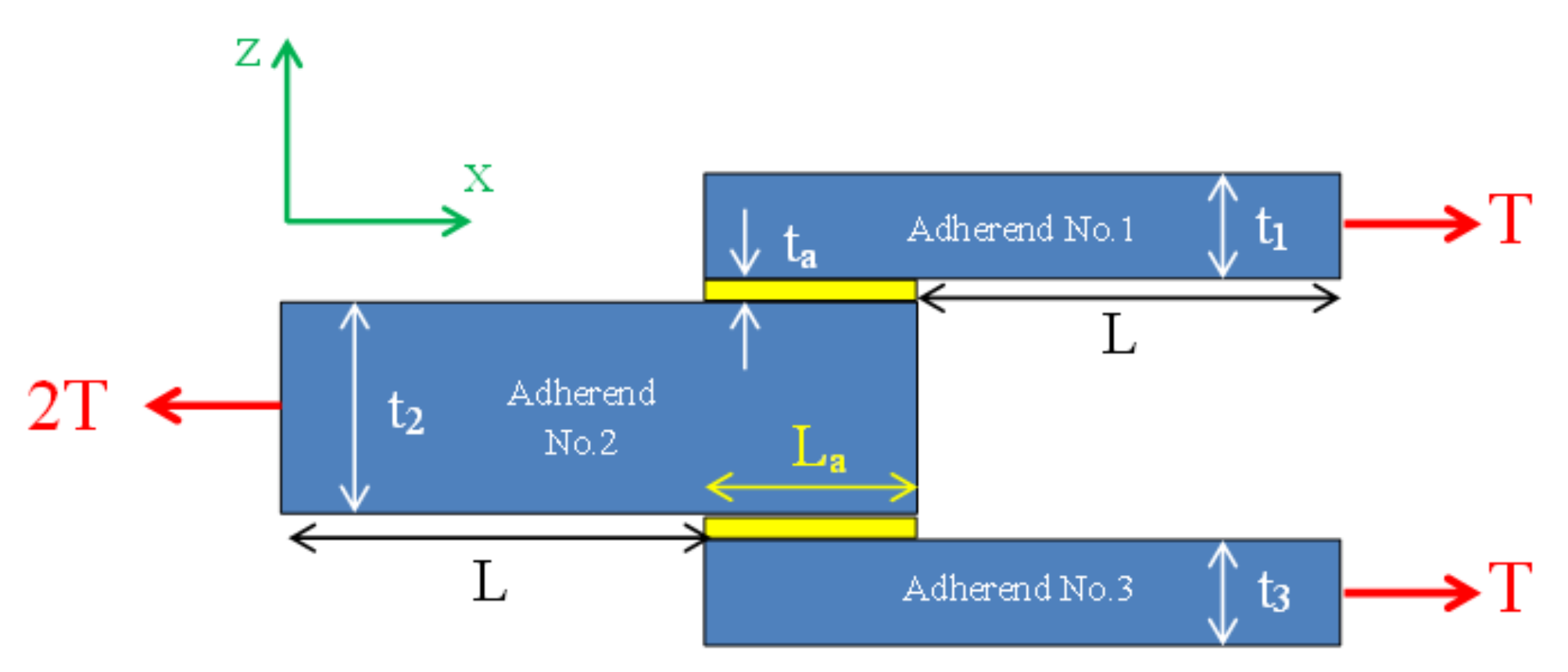
Therefore, here, a brief survey and their validation are presented, where the paper’s main purpose is to introduce a tool based on PSO to design the adherends to have the minimum peel stress. Adherends Nos. 1 to 3 are laminated layers bounded by adhesive layers (
Figure 2). The thickness of adherends Nos. 1 and 3 (t
1 and t
3) is the same, and adherend No. 2 has a double thickness (t
2). The thickness of the upper and lower adhesive layers (t
a) is equal.
La and L in
Figure 2 are the adhesive-area length and out-of-adhesive-area length, respectively.
Assumptions are as follows:
Strains of each layer are in plane.
Adherend layers are orthotropic.
Adhesive layers are elastic.
Since the joint is only under a tensile force (Nx = T) and layers are assumed to be wide and thin, the dependency of stress and strain to the y-axis () is neglected, and just the relationships with the x-axis are considered.
Classic plate theory (CPT) is used to extract governing equations.
Based on CPT, shear force (Q) can be defined as
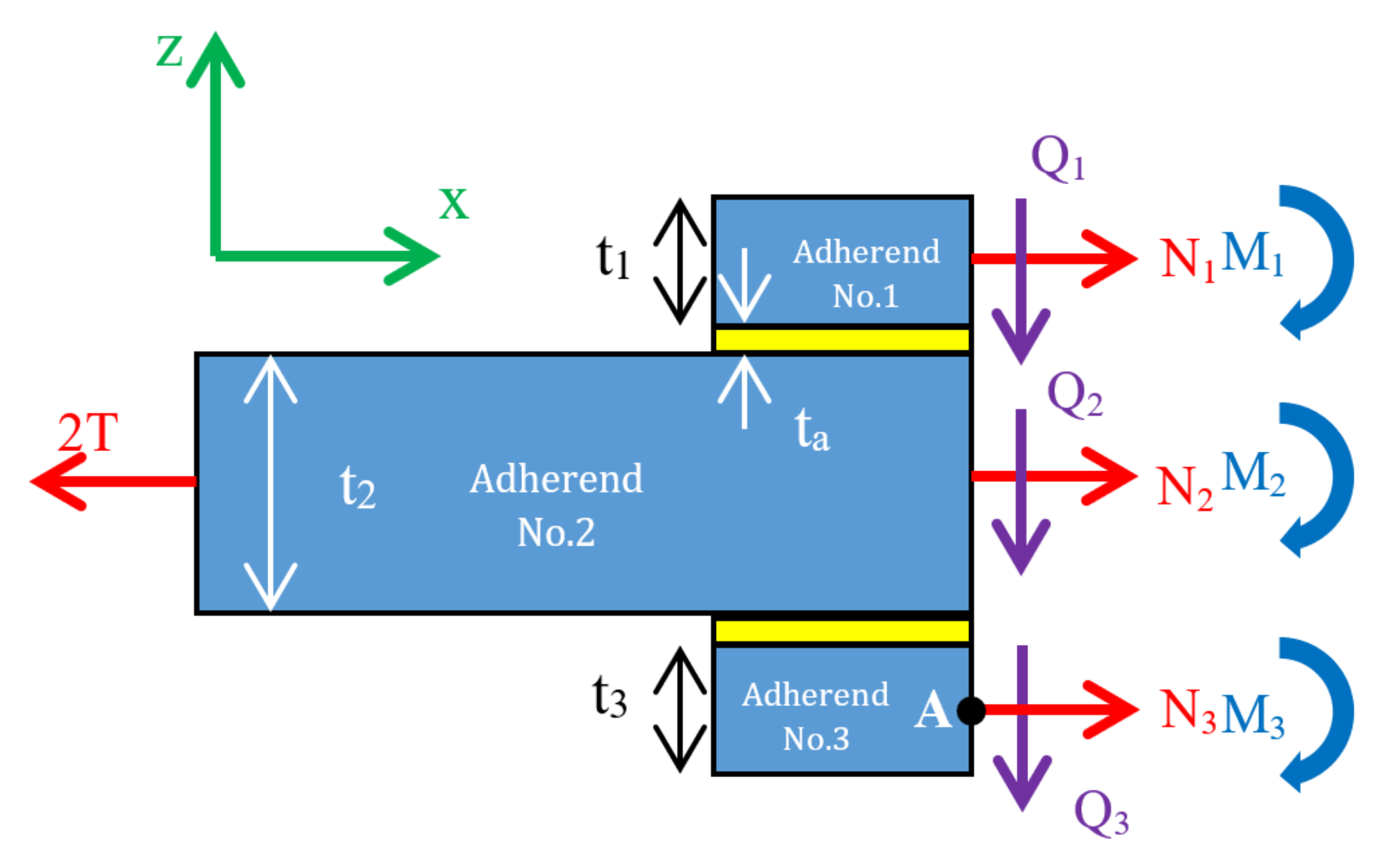
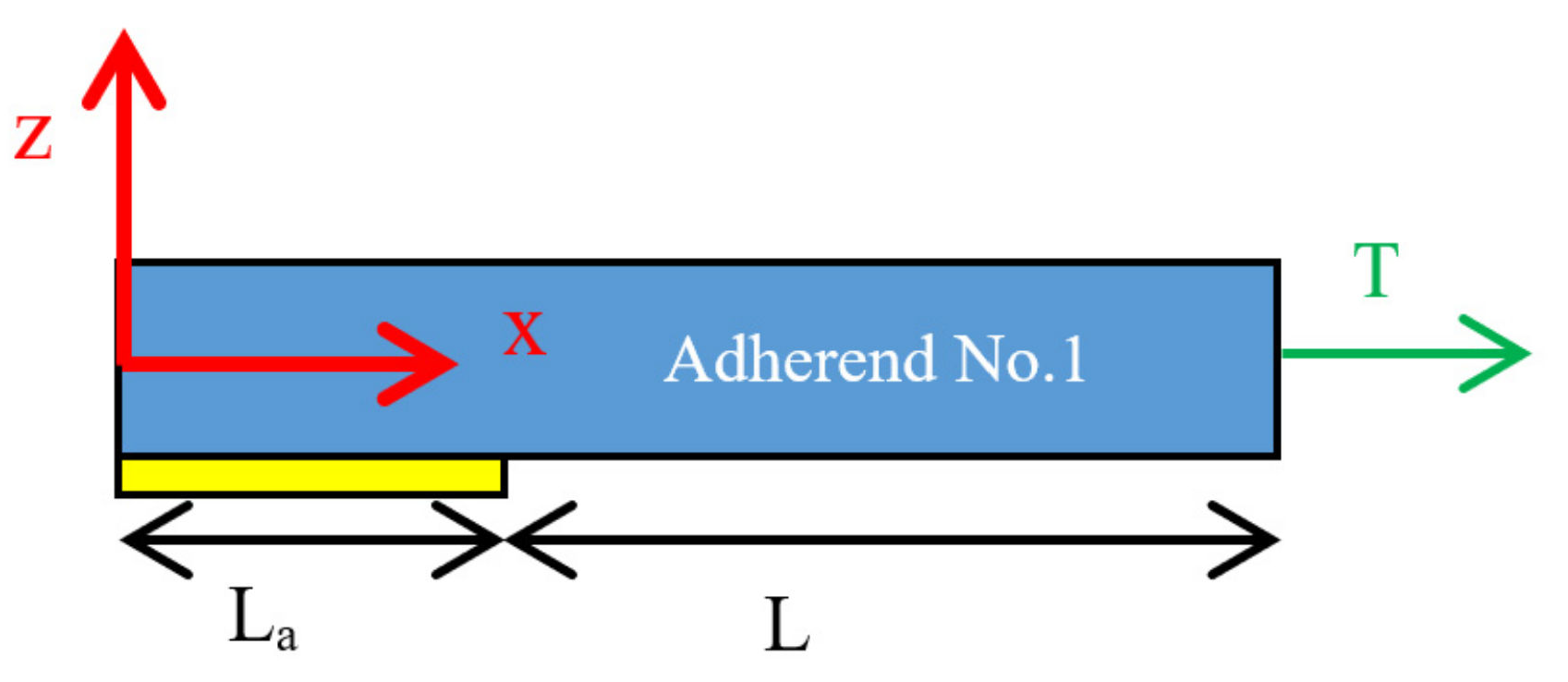
Each adherend’s free body diagram (FBD) was used to obtain equilibrium equations. Here, free body diagram of upper adherend (adherend No.1) is illustrated in
Figure 3.
The equilibrium equations for adherends Nos. 2 and 3 can be obtained similarly. Due to the elasticity assumption for adhesive layers, Hooke’s law is governing, so normal and shear stresses for the upper adhesive layer will be
where
,
,
and
w2 are the mid-surface displacements of adherends Nos. 1 and 2 in the x and z directions. In addition,
Ea and
Ga denote Young’s and shear moduli of adhesive, respectively. The stress equations for the lower adhesive layer (No. 3) can be similarly obtained.
Now, the equations for calculating displacements should be extracted. For this purpose, substitute the applied forces and moments into the stiffness matrix for the orthotropic adherend materials.
where
k is the curvature in the
x-direction.
Finally, Equations (14) and (15) illustrate the relationship between displacement, forces, and moments of the three adherends.
In these equations, the upper indices of
,
and
(elements of
A,
B, and
D matrices) depict the number of the adherends (
i = 1–3). On the other hand, according to FBD (
Figure 4), there are relationships between forces and moments (around point
A) of three adherends, as shown in Equations (16) and (17).
Combining Equations (14) and (15) with the first derivative of Equation (11) and substituting Equations (16) and (17) into the resulting expression while using the first derivative of Equation (2), we have
Additionally, by implementing Equations (15)–(17) in the first derivative of Equation (12),
where
ki (
i = 1–10) are constraints of thicknesses of the joint and stiffness matrix arrays as expressed in
Appendix A. In the same way, it is possible to find similar equations for
and
. Equation (20) is formed by derivation and a combination of Equations (8)–(10).
Now, substitute Equation (19) into Equation (20).
Due to the symmetry of the joint, these relationships are correct:
and
. To substitute them in equations obtained for forces and moments and also in Equations (16) and (17), the differential equation of changes according to
x is as follows:
where coefficients
are calculated via equations of
as mentioned in
Appendix A. So, the changes in horizontal force
are calculable by solving differential Equation (22):
where
ci (
i = 1–6) are differential equation coefficients that boundary conditions can obtain. Additionally,
(
i = 1–3) are parameters related to
that are expressed in
Appendix A. Now, it is possible to find the peel stress equation from Equation (23) that expresses the force variations along the
x-axis. At first, it is necessary to find the trend of bending moment changes along the
x-axis. So the
M1 equation is formed from the symmetry assumption, and Equation (21) is as follows:
where
(
i = 1–3) are calculated via equations explained in
Appendix A. Additionally, according to Equation (8),
Based on the third relation obtained from FBD of adherend No. 1, the changes of
can be expressed in the following equation.
Appendix A expresses the coefficients of ωi (
i = 1–6) in the above equation. Now, the formulas defined for
,
, and
and governing boundary conditions can be employed for adherend 1 to specify differential equation constants. Assume that the coordinates origin is located on one left end of adherend 1 (
Figure 5), so the boundary conditions are
The differential equation coefficients are calculated by substituting these boundary conditions into Equations (23), (24) and (26). Therefore, the peel stress equation can be determined by
A finite element model in ANSYS was used to validate the analytical solution and find the maximum peel stress location and magnitude in the adhesive layer [
12]. It was assumed that the adherends are Graphite–Epoxy T5208/300 and adhesive layers are Metbond 408. The mechanical properties of these materials are mentioned in
Table 1.
Accordingly, the maximum peel stress occurred at both ends of the adhesive area, and the analytical solution results are perfectly acceptable, compared to the finite element model results [
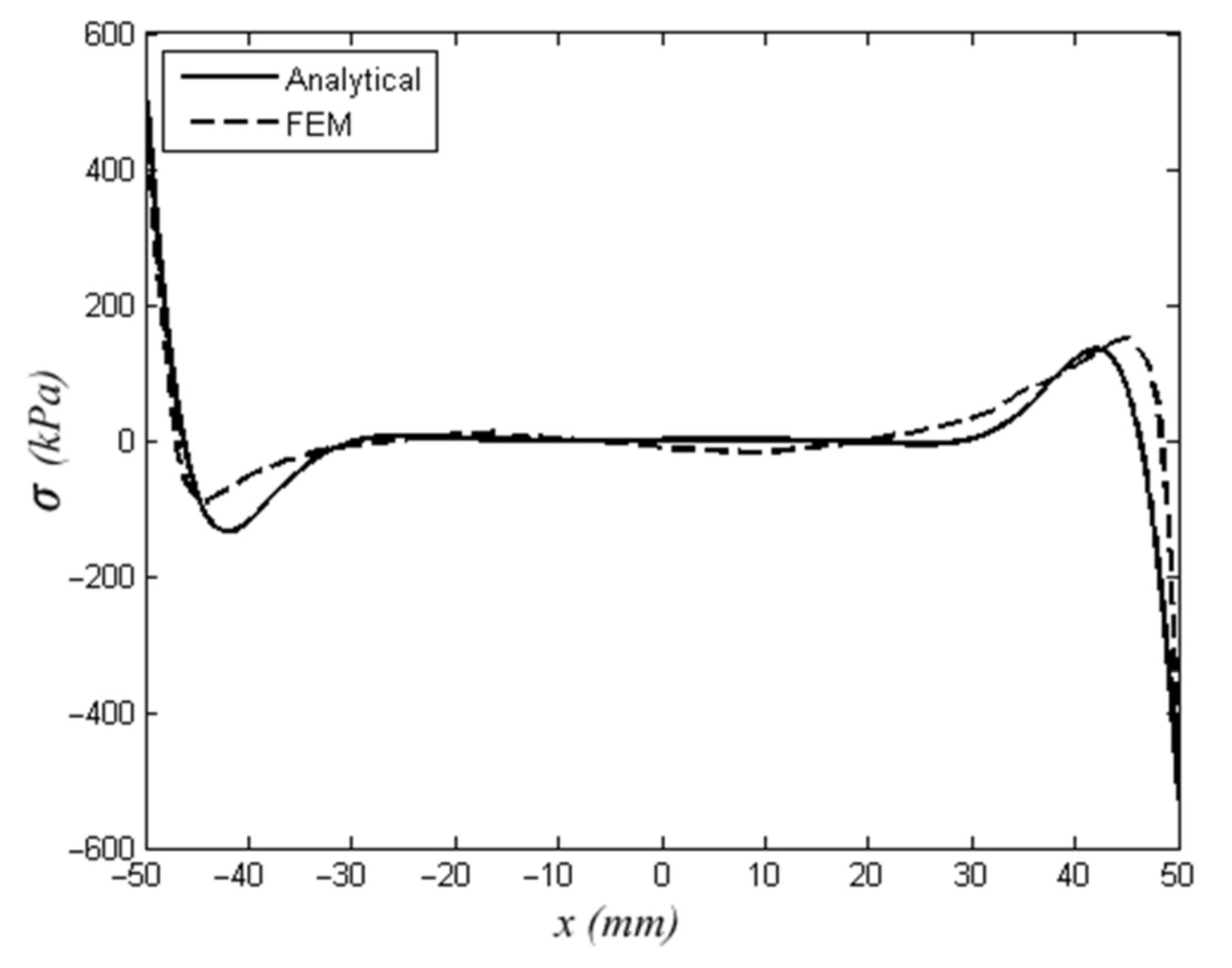
12]. The differences between analytical and FEM solutions of peel stress along the adhesive area are shown in
Figure 6. The maximum peel stress calculated via analytical solution is 473.08 kPa, where the FEM gives a 501.65 kPa output in the same conditions. The differences between those two methods are 6.04 percent.
The horizontal axis in
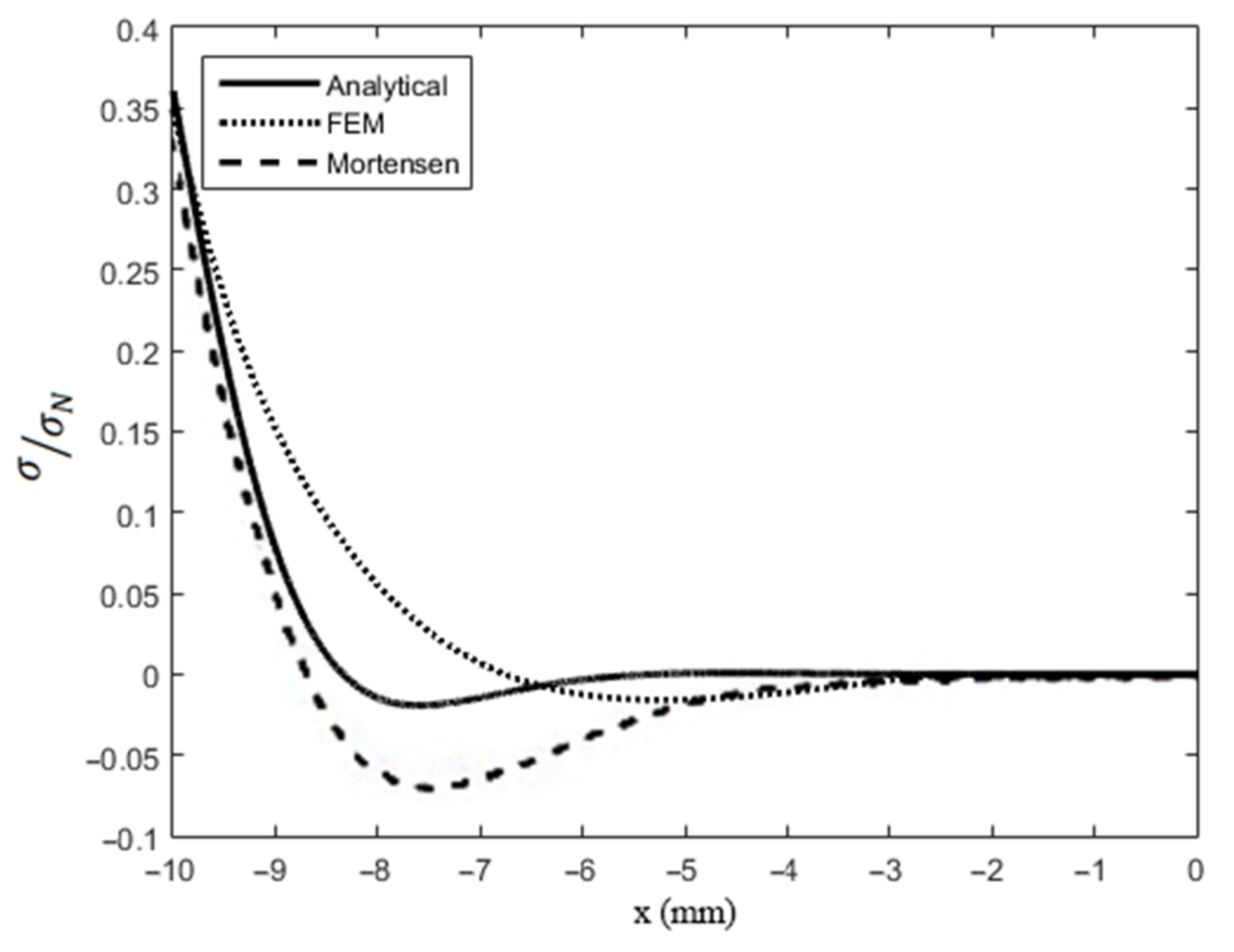
Figure 6 is the length of the adhesive area, and the vertical axis illustrates the peel stress magnitude. As mentioned before, the highest peel stress amplitude occurs at both ends of the adhesive area. The differences between the outcomes of the analytical solution (Equation (29)), FEM, and the result obtained by Mortensen [
9] for a classic double lap joint are illustrated in
Figure 7. According to the graphs, the dimensionless maximum peel stress obtained from the analytical solution is 0.36, whereas the FEM and Mortensen methods reported it as 0.35 and 0.33, respectively. Therefore, the analytical model which is used in this paper is more accordant with the FEM.
4. Double Lap Joint Layup Optimization
The particle swarm optimization method was used to optimize the stress equation. To tune the parameters of PSO and find the optimum level of parameters, we use design of experiment (DOE) techniques, among which the Taguchi method is one of the most applicable DOE methods for optimization purposes. For more information, refer to [
27,
28]. We design the Taguchi orthogonal array
L16 based on
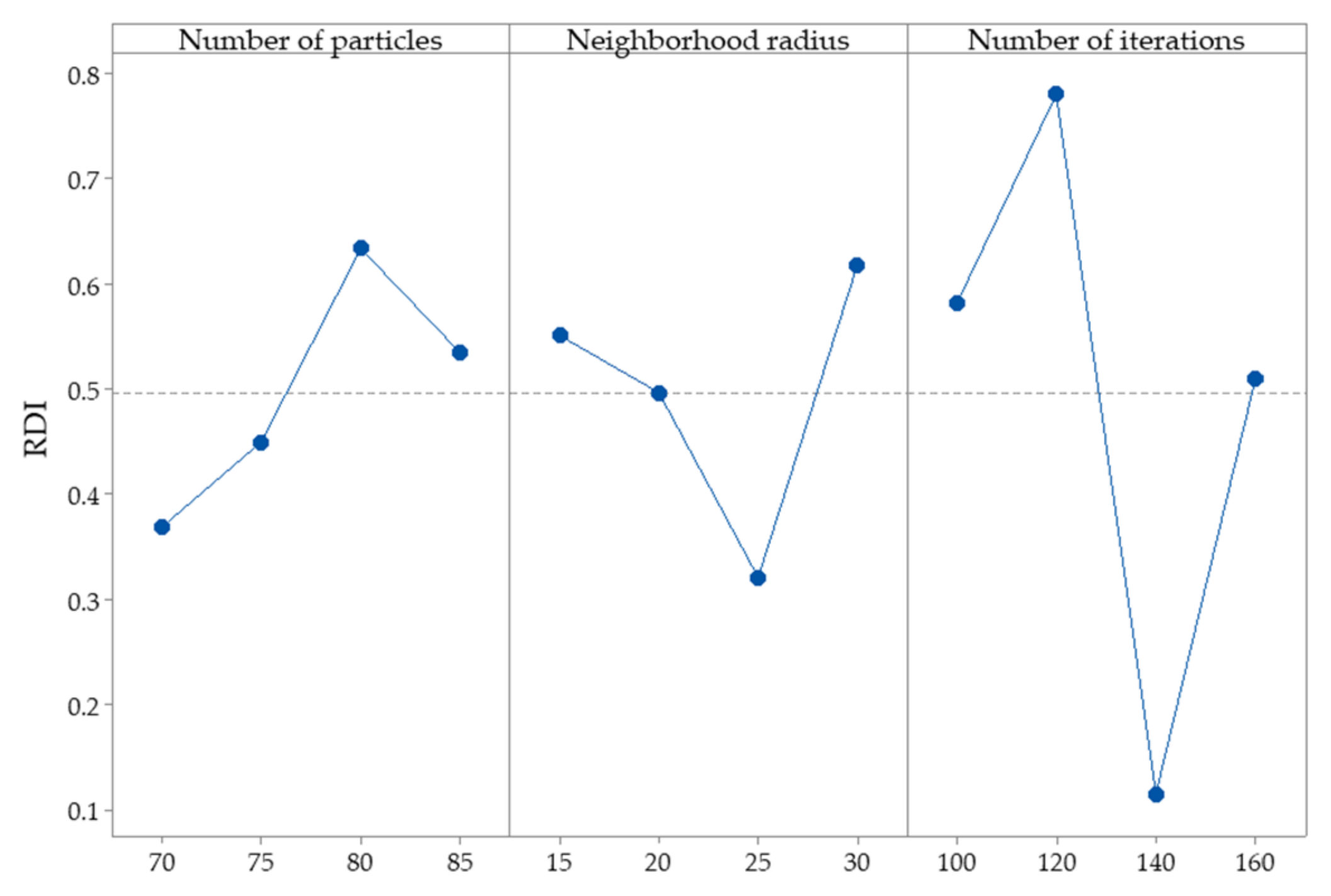
Table 8 and calculate the objective function for adherend No. 1 as [±45/0/±15]s, [±30/±60/902/02]s, [±75/0/±15/0/±15]s, and [±75/±60/±45/±30/±15/02]s, 30 times. Then, we calculate the relative deviation index (RDI) [
27] to convert the results to the same scales. Afterward, the Taguchi method is created for “
Smaller is Better”. The result of the Taguchi method is shown in
Figure 9 and
Table 8.
The results were examined for different numbers of particles, various neighborhood radii, and different iterations. Finally, the settings mentioned in
Table 8 were chosen in terms of the accuracy and computational cost of the optimization process. The maximum peel stress was evaluated in each iteration, and for each layer arrangement, with a change in the sort of layers in the next iteration, the stress was re-calculated. The arrangement with minimum peel stress is presented. MATLAB software was used to solve the equations and programming. Convergence diagrams of optimized joints are presented in
Figure 7,
Figure 8,
Figure 9 and
Figure 10. The geometric features of the joints are the same as what was mentioned at the beginning of
Section 3.
Equation (29) was introduced to the program as the objective function. Four different joints were considered to find out how much the optimization could effectively reduce the peel stress in balanced and unbalanced joints.
Case number 1:
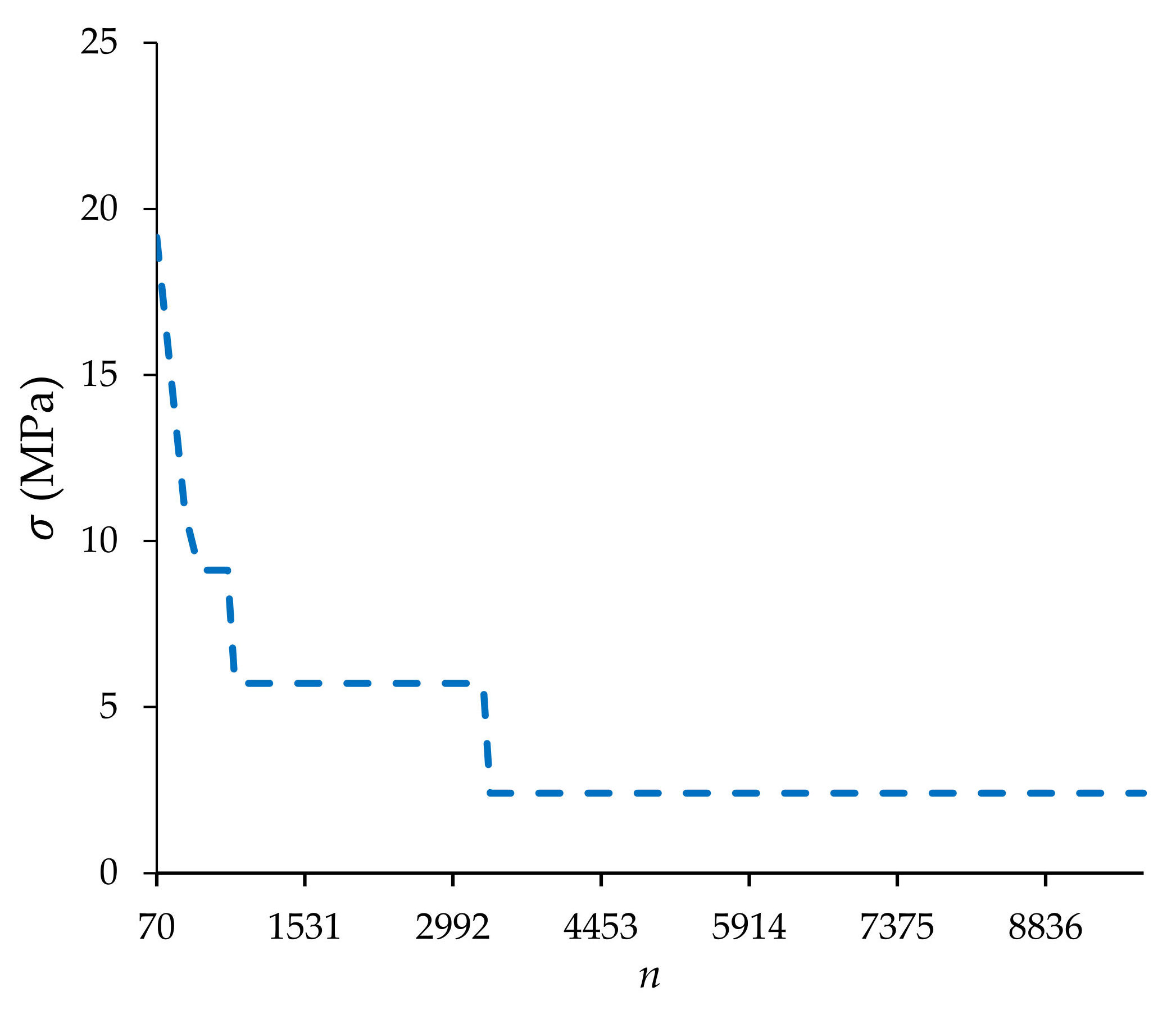
For [±45/0/±15] s initial arrangement of adherend No. 1, the best layer arrangement was [±15/±45/0] s. The maximum peel stress was 30.35 MPa for the initial design, which declined to 2.406 MPa after optimization, causing a 92% decrement. The convergence diagram of the optimization algorithm is depicted in
Figure 10. As it is shown, the algorithm can reach the answer after 3360 iterations.
Case number 2:
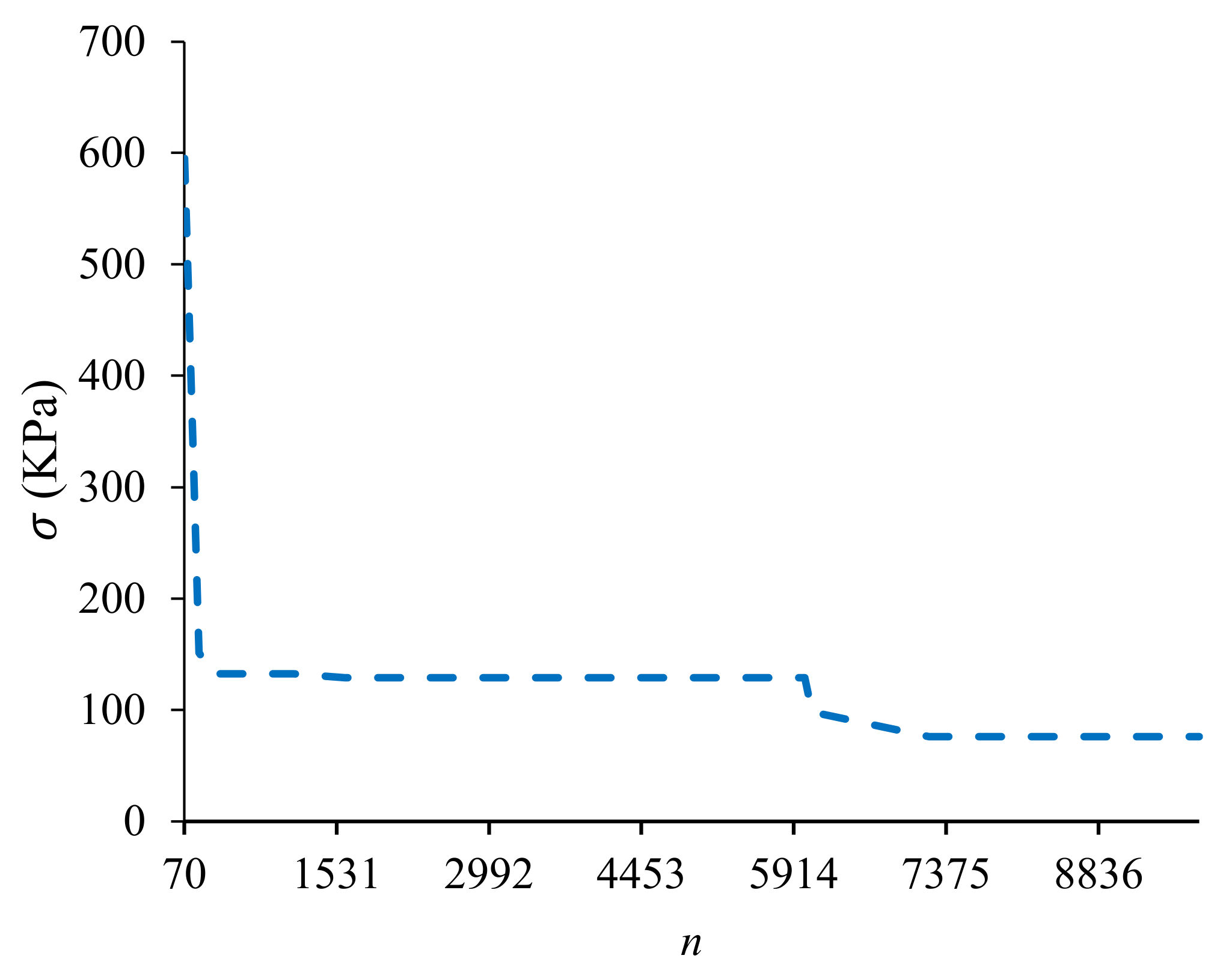
For the initial arrangement of adherend No. 1 as [±30/±60/902/02] s, the best layer arrangement was [902/±60/±30/02] s. The maximum peel stress was 1.77 MPa for the initial design, which was reduced (by 95.7%) to 75.95 kPa after optimization. The convergence diagram is shown in
Figure 11. The vertical axis shows the magnitude of max peel stress in each iteration, and the horizontal axis shows the number of calculating objective functions (stress equation). As it is shown, the algorithm can reach the answer after 7210 iterations.
Case number 3:
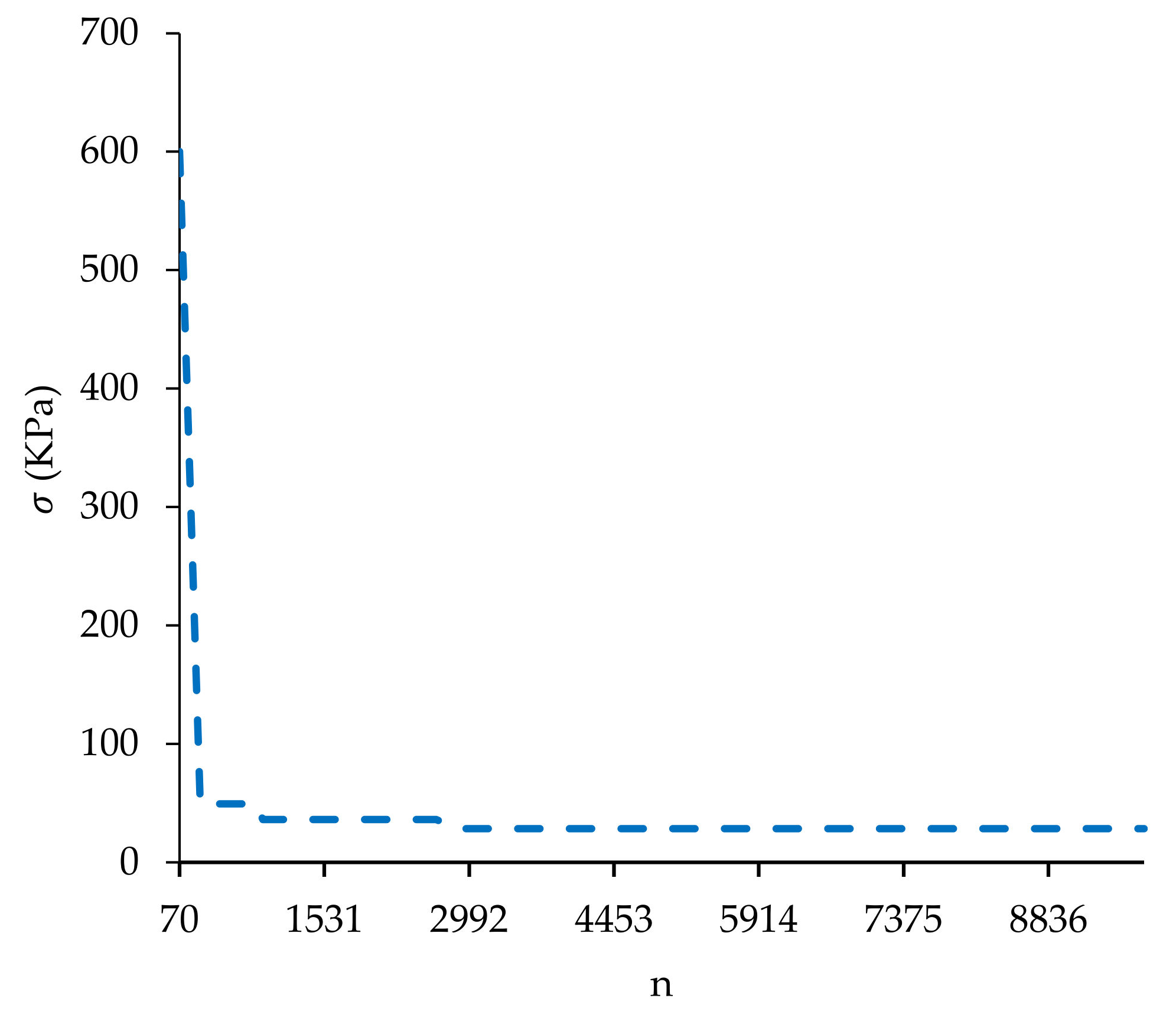
Considering the initial arrangement of [±75/0/±15/0/±15] s for adherend No. 1, the best layer arrangement was [0/±152/±75] s. The maximum peel stress of the initial design was 1.2 MPa, which showed a 97.6% decrement and reached 28.4 kPa after optimization. The convergence diagram of the optimization algorithm is presented in
Figure 12. As seen, the algorithm can reach the answer after 2660 iterations.
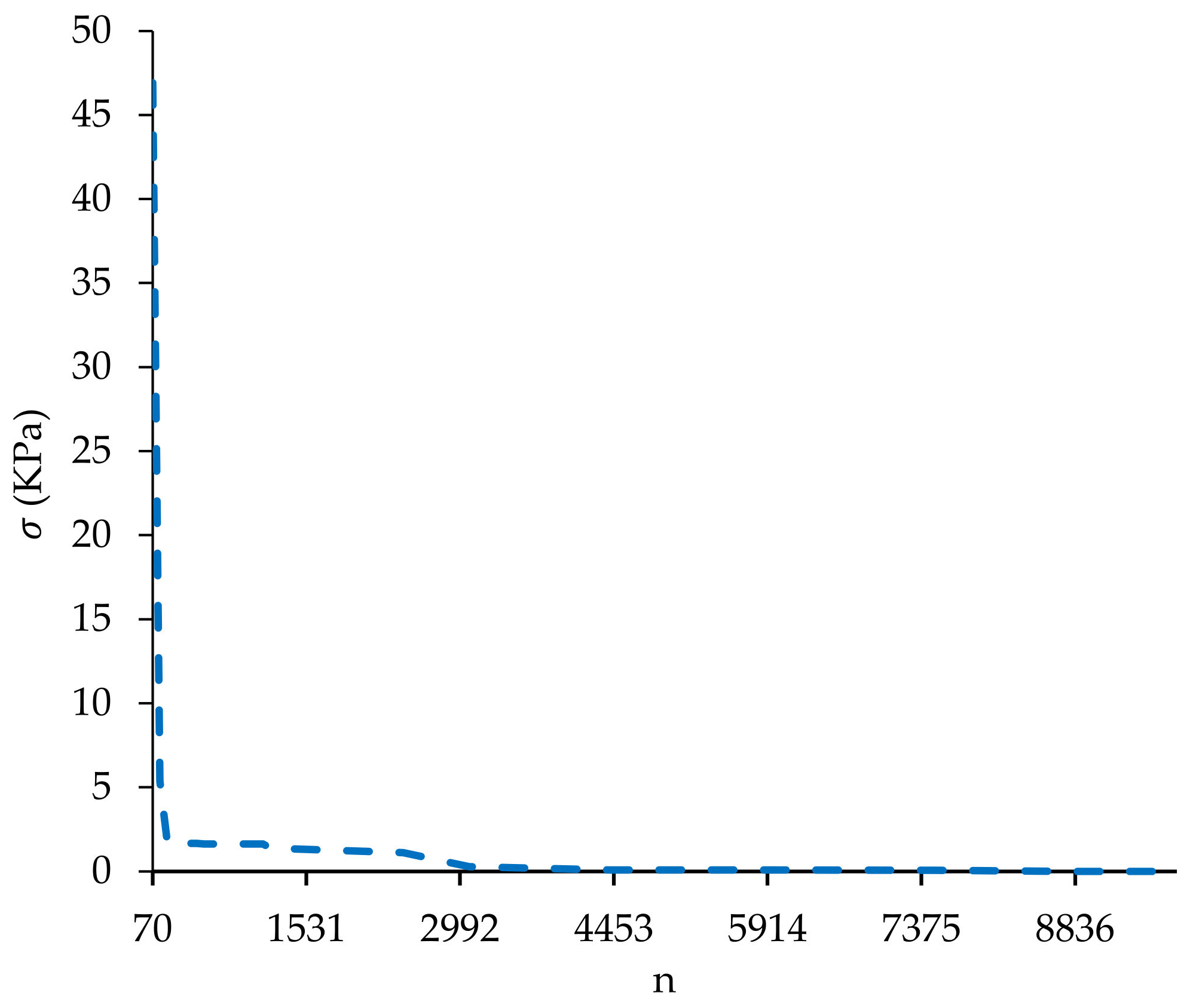
Case number 4:
For the initial arrangement of adherend No. 1 as [±75/±60/±45/±30/±15/02] s, the best layer arrangement was [0/±60/±75/±30/0/±15/±45] s. The maximum peel stress was 99.55 kPa for the initial design, which was reduced to 0.0065 MPa after optimization, showing a 99% decline. The convergence is depicted in
Figure 13. As shown, the algorithm can reach the answer after 8820 iterations.


 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}