
Fabrication of Cylindrical Microlens Array on RB-SiC Moulds by Precision Grinding with MAWJ-Textured Diamond Wheels

 , ,
, ,
Abstract
:1. Introduction
2. Simulation and Experiments Methods
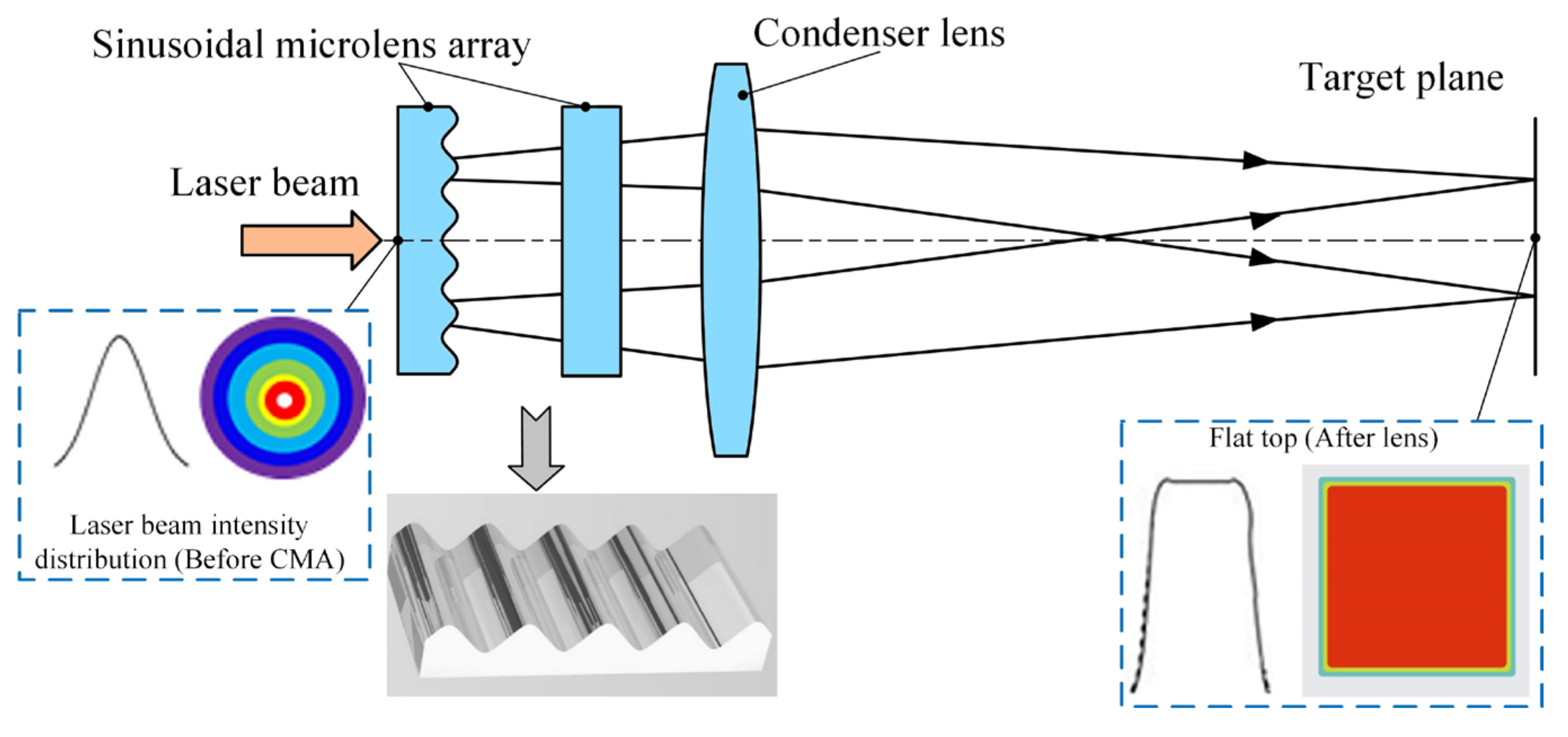
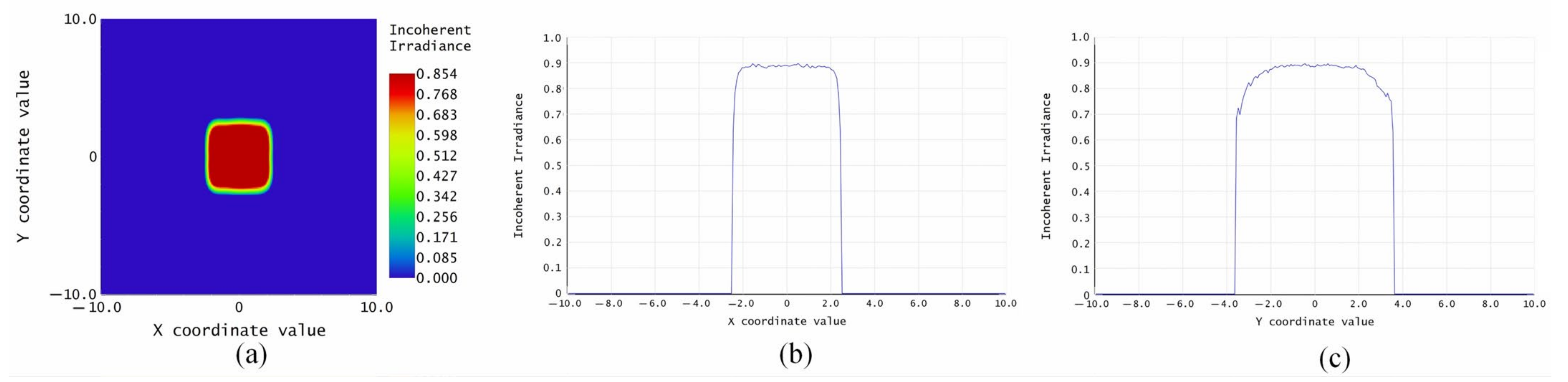
2.1. Design and Optimization of CMA
2.2. Fabrication of the CMA Mould
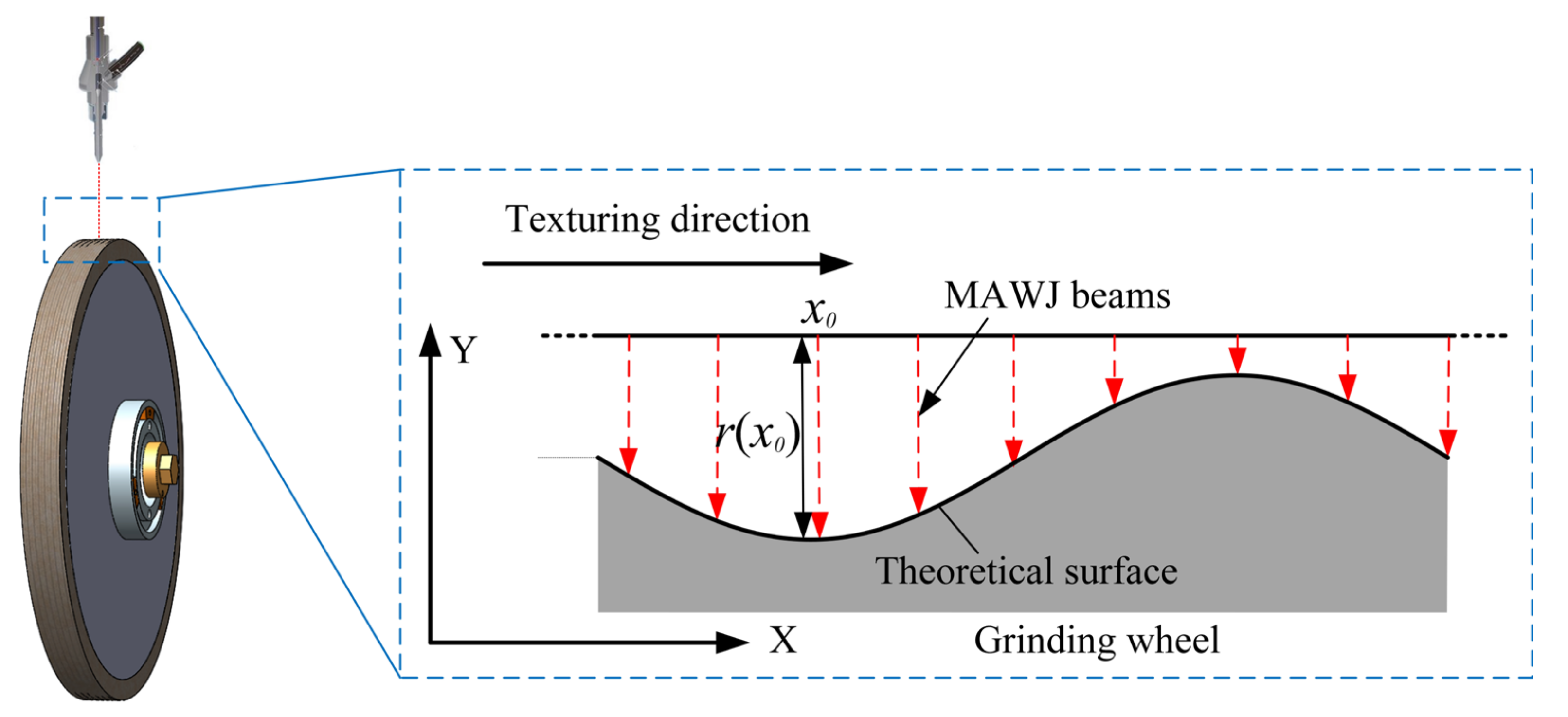
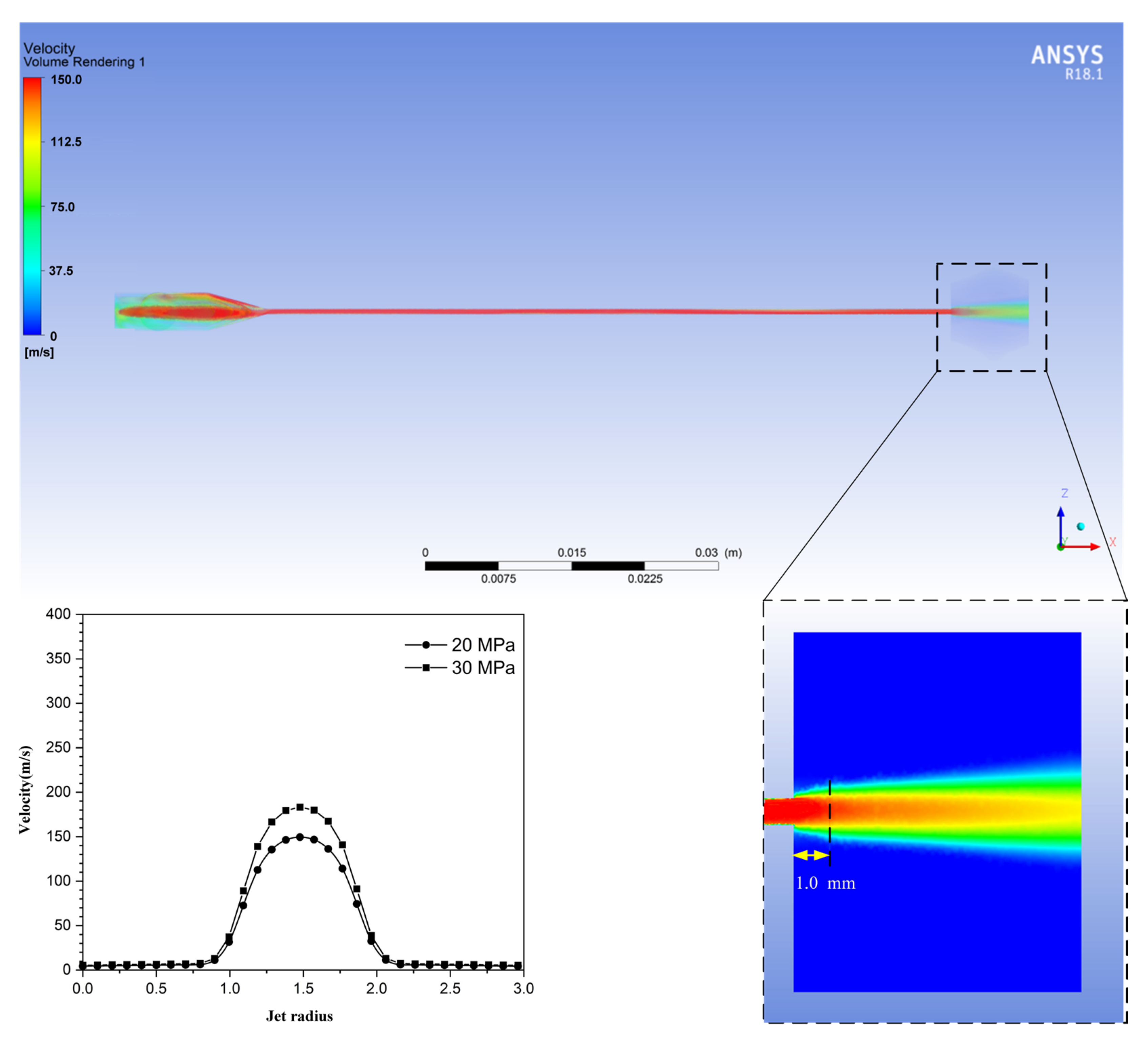
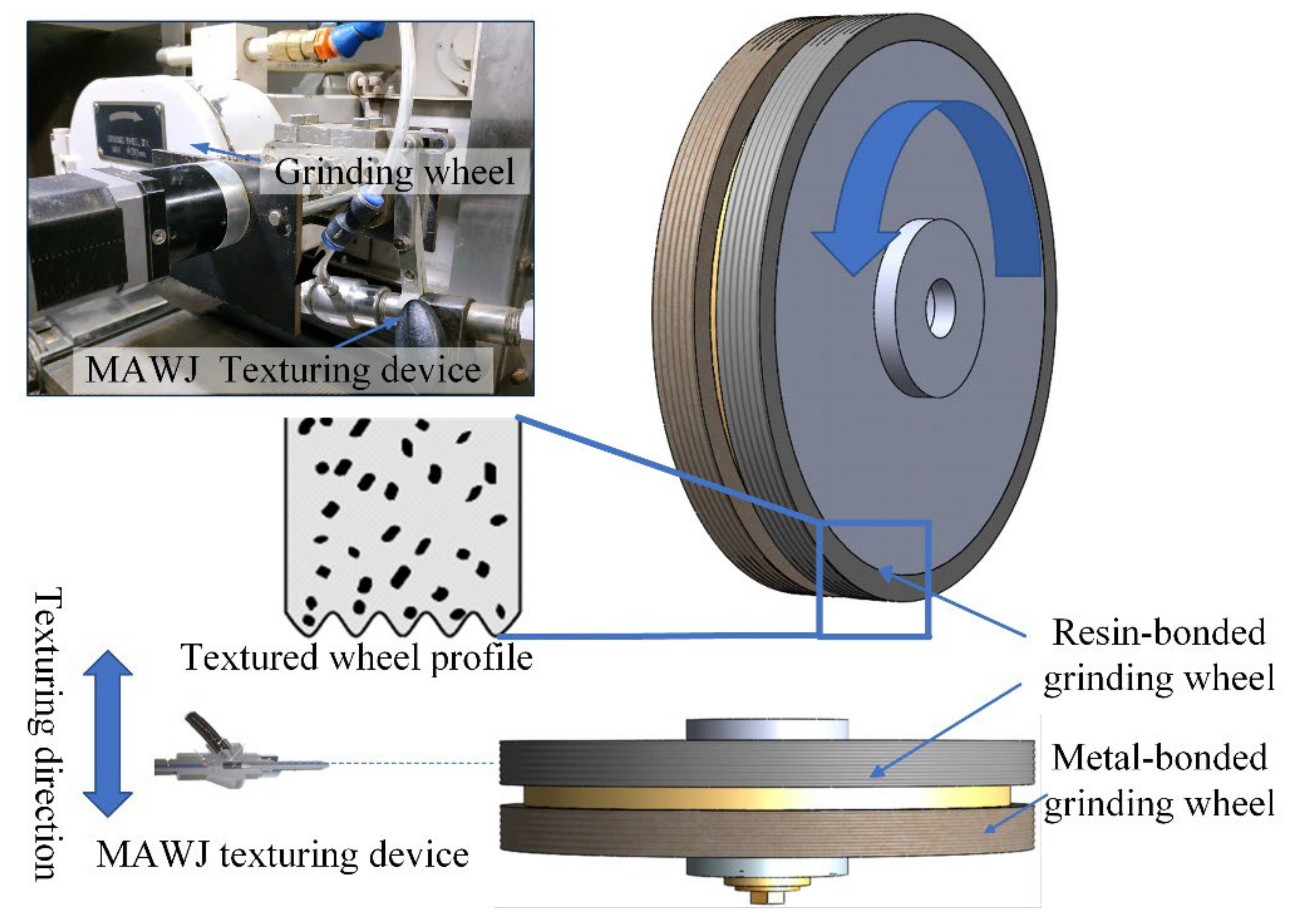
3. Texturing Principle of Diamond Grinding Wheels
4. Experimental Work
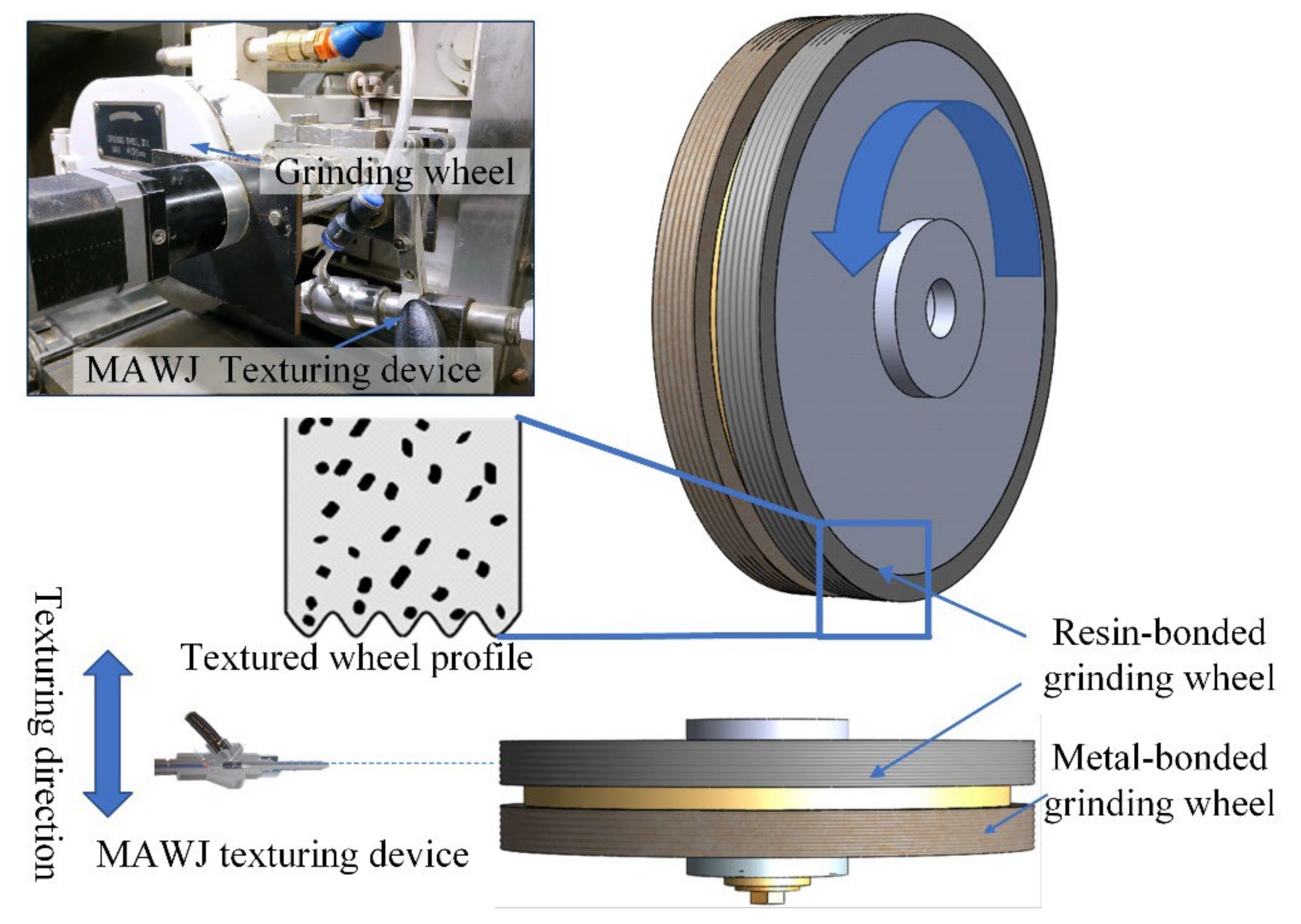
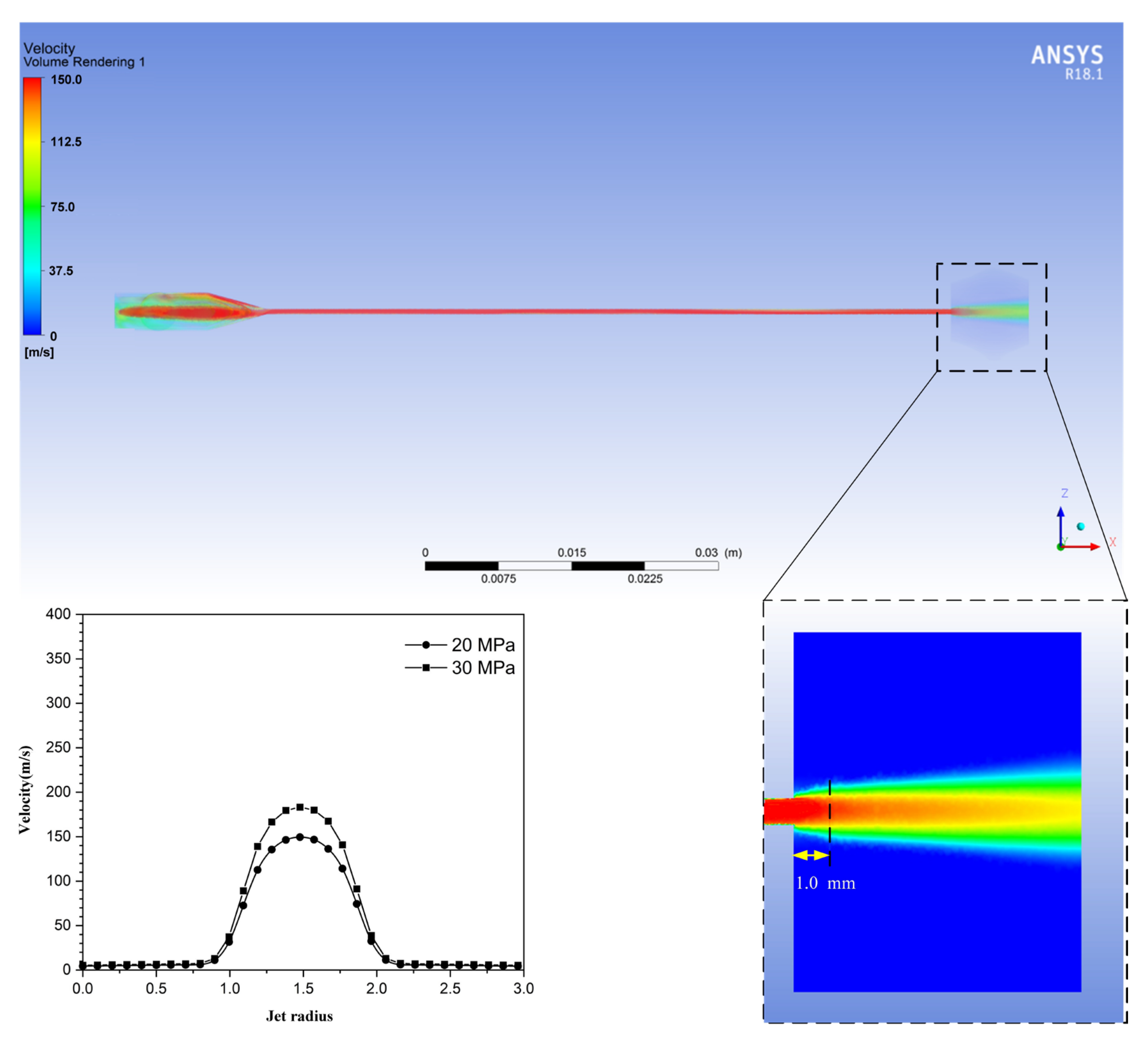
4.1. Texturing of Diamond Grinding Wheel
4.2. Grinding of CMA Mould
5. Surface Accuracy and Topography Analysis
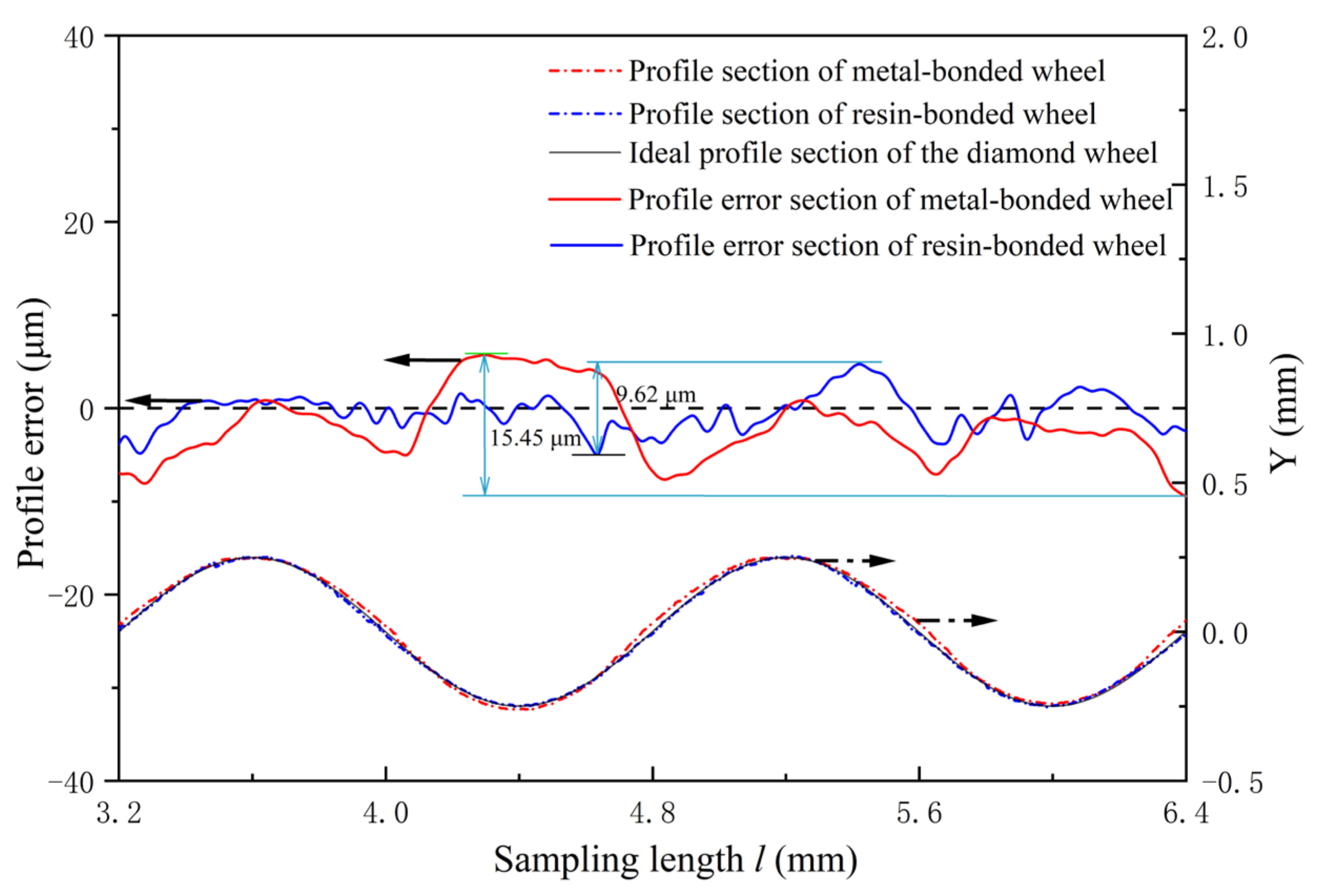
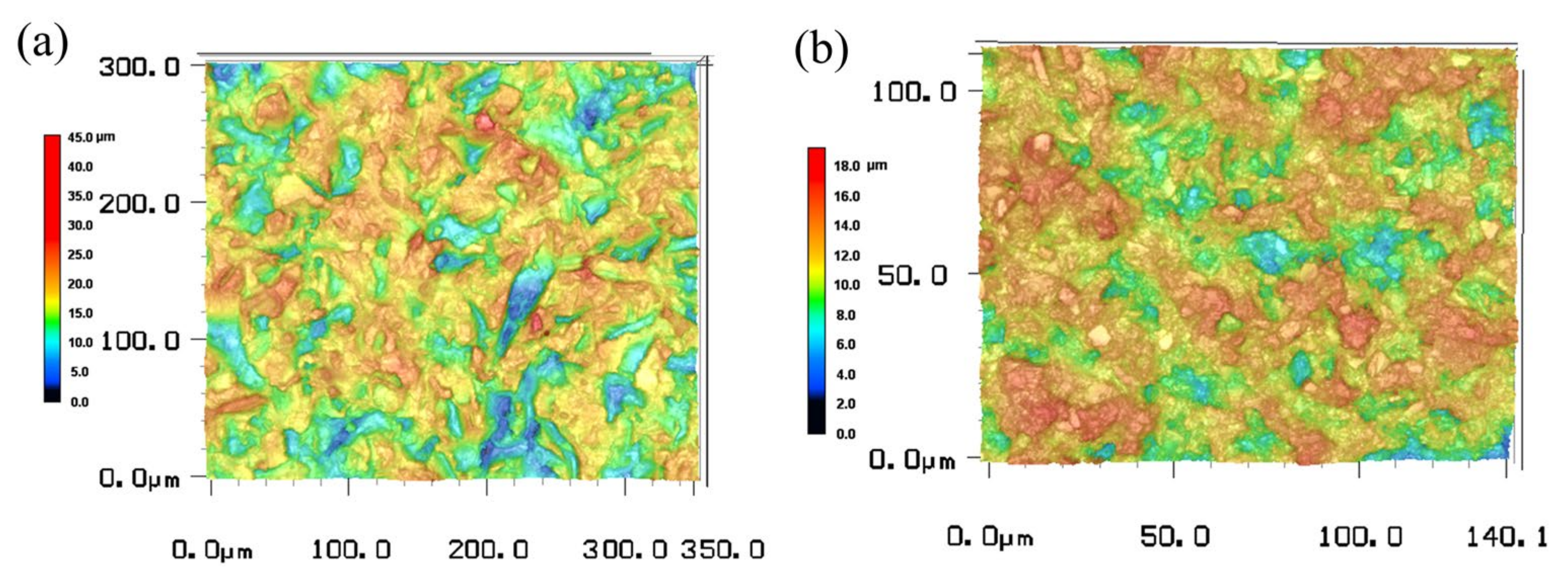
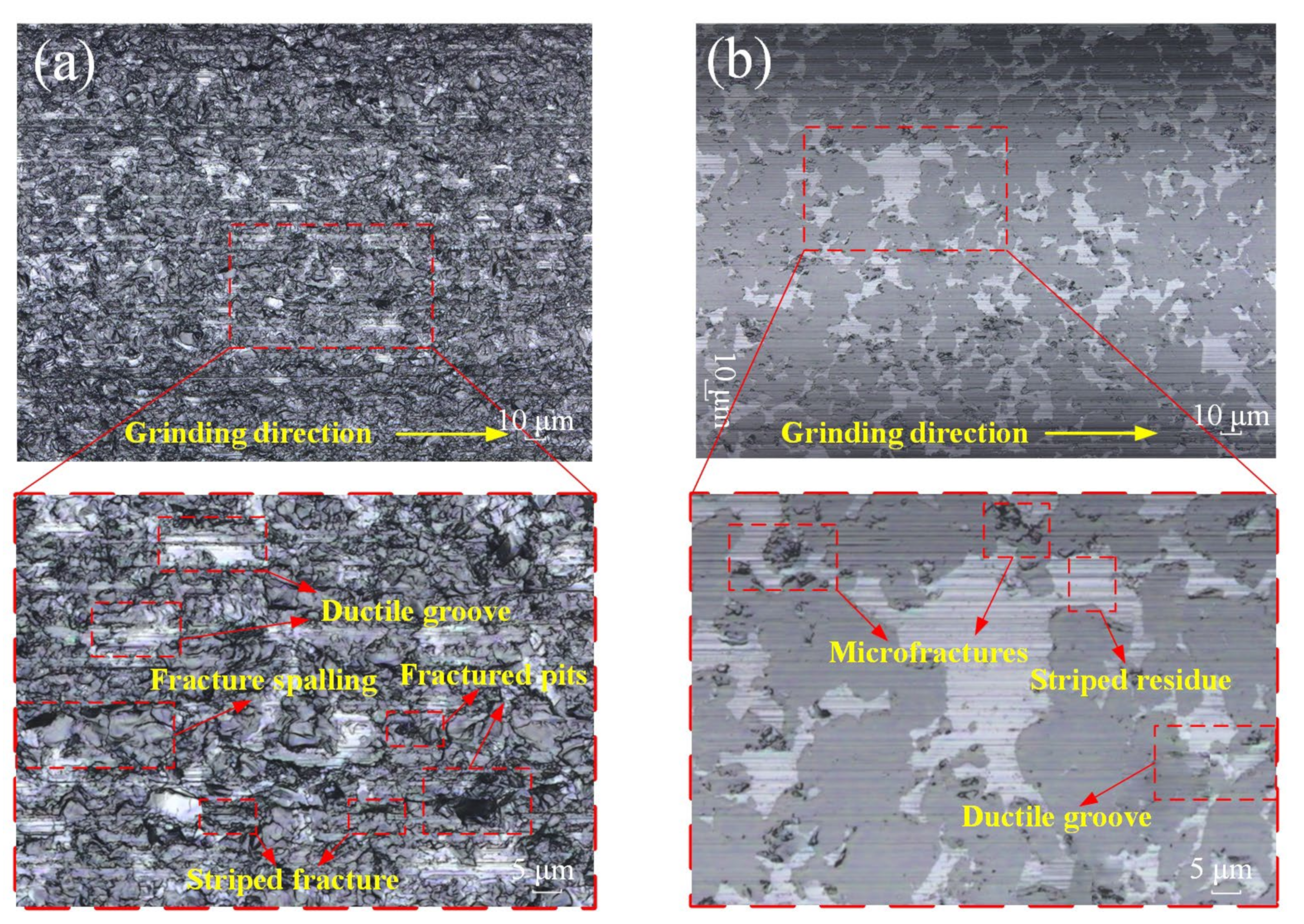
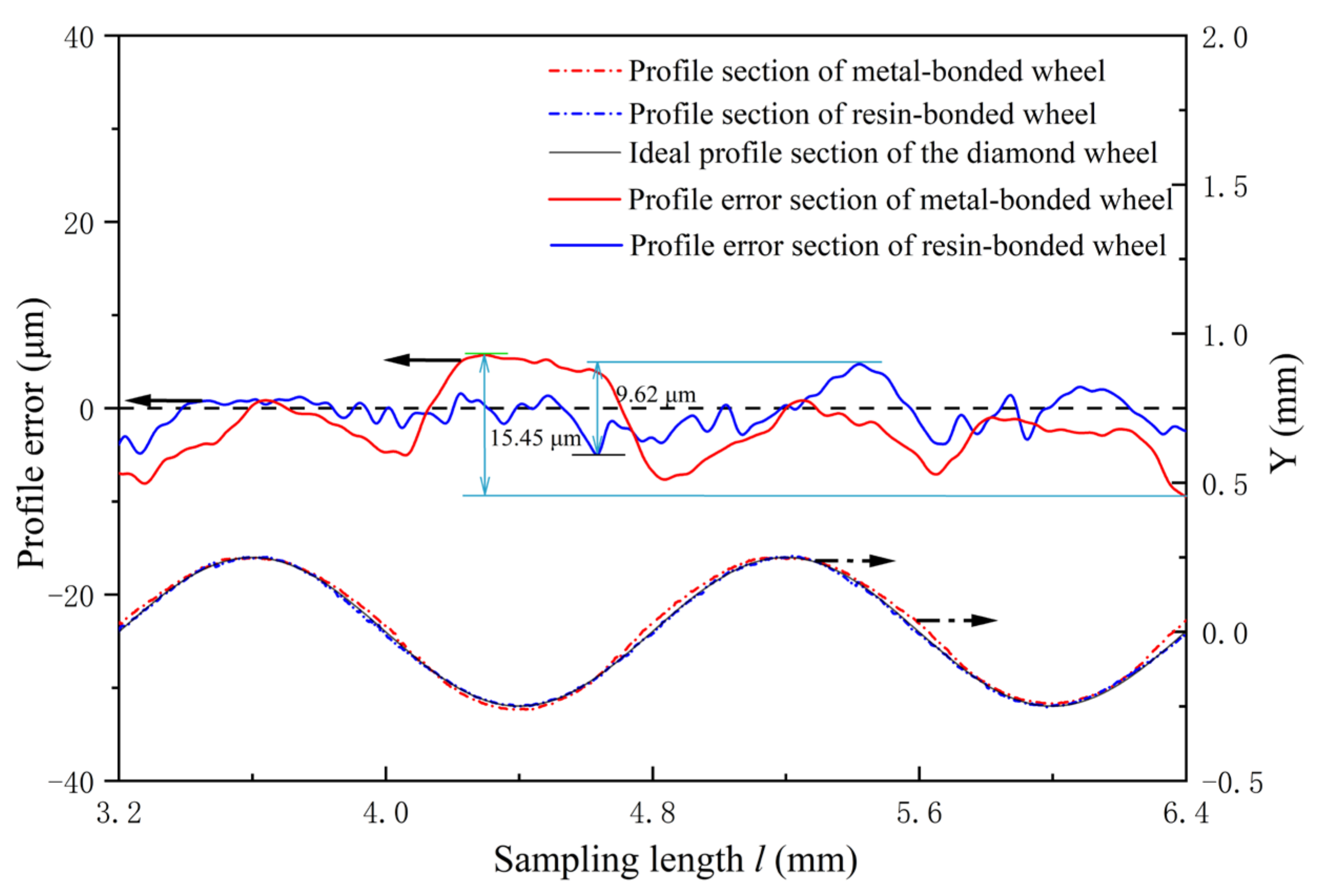
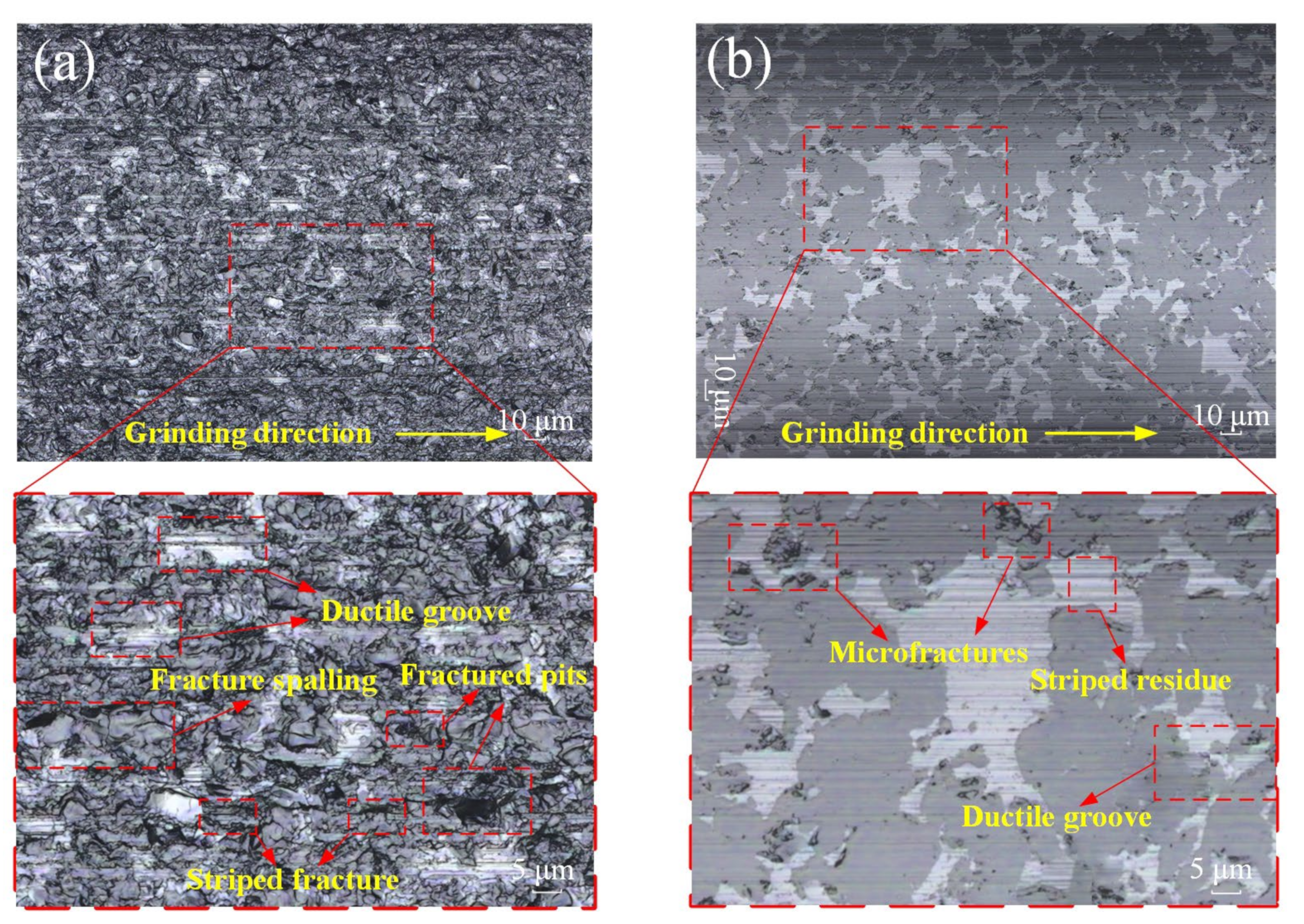
5.1. Diamond Grinding Wheel Topography after Texturing
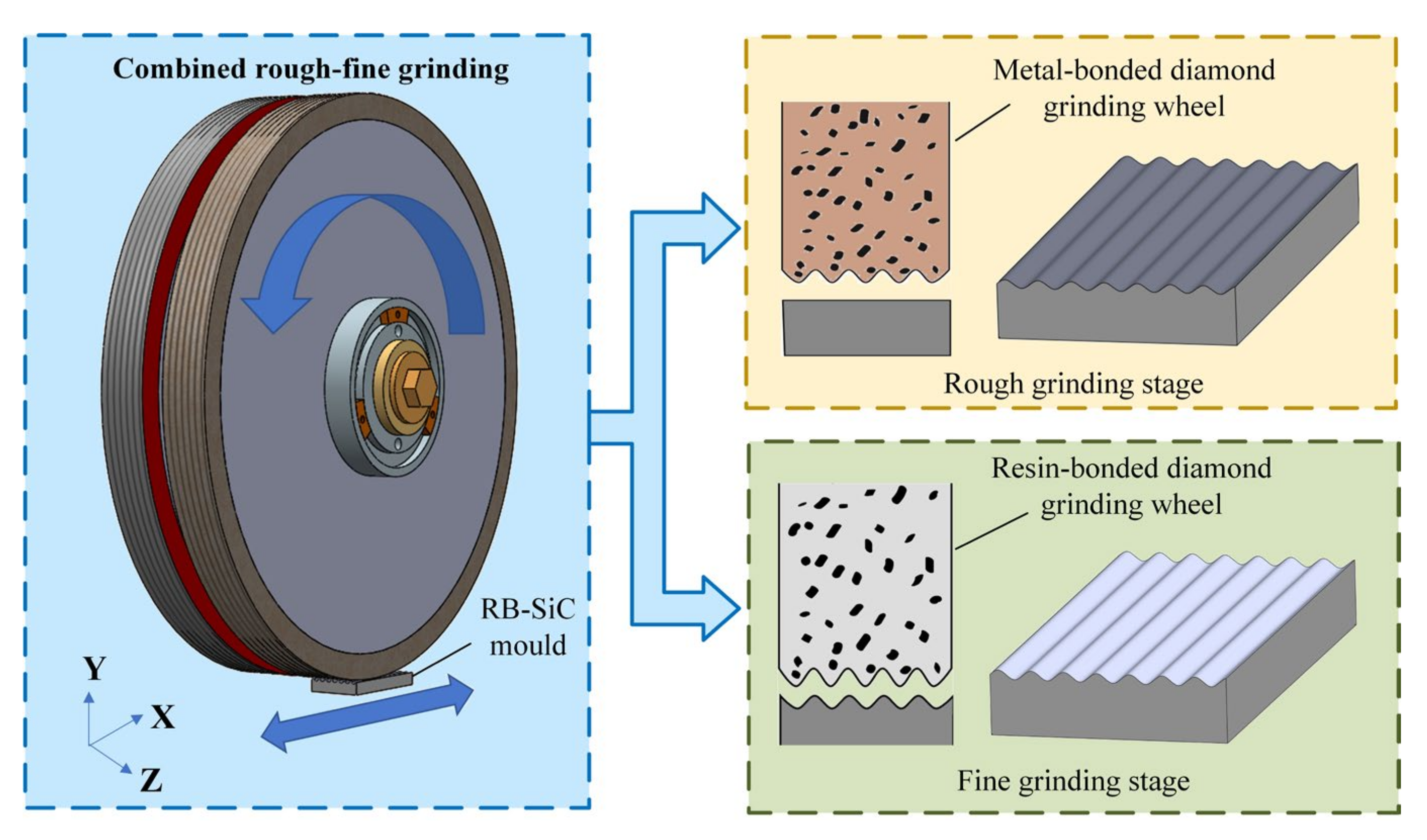
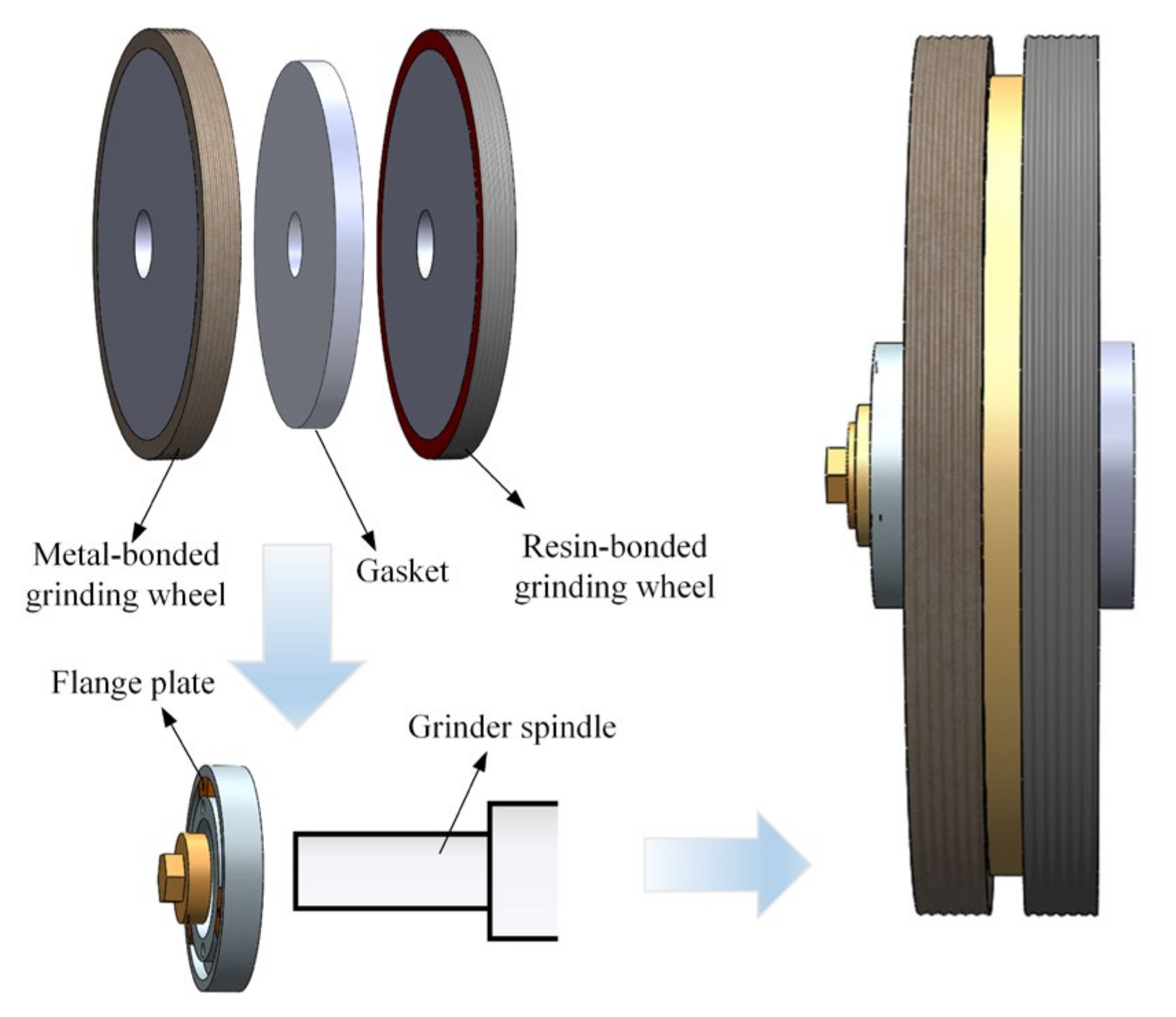
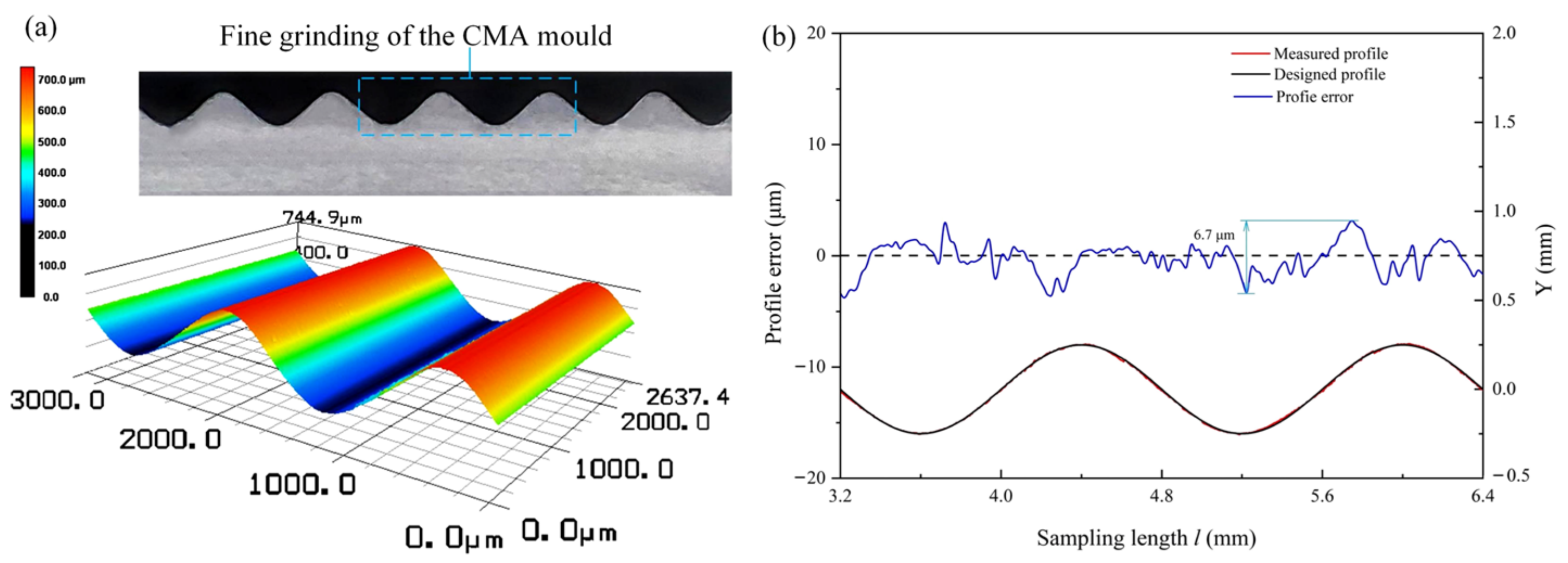
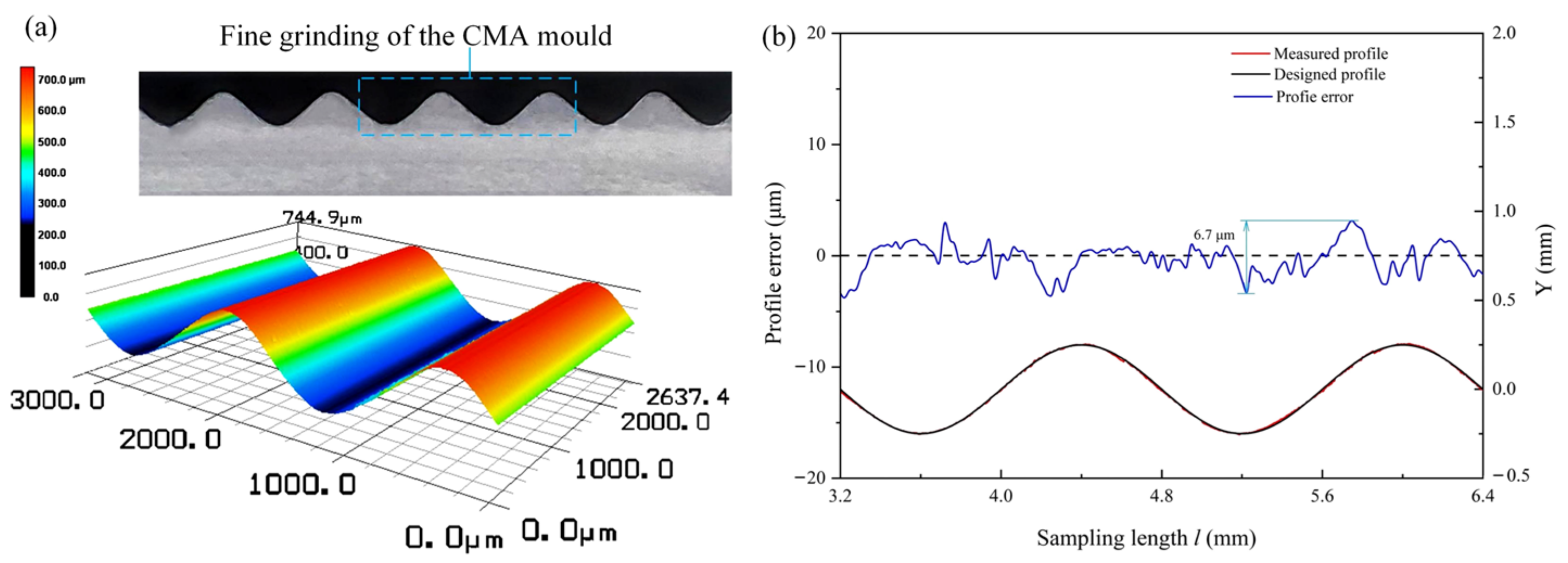
5.2. Combined Rough–Fine Grinding of CMA Moulds
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jin, Y.; Hassan, A.; Jiang, Y. Freeform microlens array homogenizer for excimer laser beam shaping. Opt. Express 2016, 24, 24846–24858. [Google Scholar] [CrossRef] [PubMed]
- Shaoulov, V.; Martins, R.; Rolland, J.P. Compact microlenslet-array-based magnifier. Opt. Lett. 2004, 29, 709–711. [Google Scholar] [CrossRef]
- Babadi, S.; Ramirez-Iniguez, R.; Boutaleb, T.; Mallick, T. Performance comparison of a freeform lens and a CDTIRO when combined with an LED. IEEE Photonics J. 2017, 9, 1–8. [Google Scholar] [CrossRef]
- Mashaal, H.; Feuermann, D.; Gordon, J.M. Aplanatic lenses revisited: The full landscape. Appl. Opt. 2016, 55, 2537–2542. [Google Scholar] [CrossRef] [PubMed]
- Qu, S.; Yao, P.; Gong, Y.; Yang, Y.; Chu, D.; Zhu, Q. Modelling and grinding characteristics of unidirectional C-SiCs. Ceram. Int. 2022, 48, 8314–8324. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, W. Precision glass molding: Toward an optimal fabrication of optical lenses. Front. Mech. Eng. 2017, 12, 3–17. [Google Scholar] [CrossRef] [Green Version]
- Chang, C.; Chu, J. Innovative design of reel-to-reel hot embossing system for production of plastic microlens array films. Int. J. Adv. Manuf. Technol. 2017, 89, 2411–2420. [Google Scholar] [CrossRef]
- Cook, K.; Mcgeorge, R.; Kar, A.K.; Taghizadeh, M.R.; Lamb, R.A. Coherent array of white-light continuum filaments produced by diffractive microlenses. Appl. Phys. Lett. 2005, 86, 021105. [Google Scholar] [CrossRef]
- Surdo, S.; Diaspro, A.; Duocastella, M. Microlens fabrication by replica molding of frozen laser-printed droplets. Appl. Surf. Sci. 2017, 418, 554–558. [Google Scholar] [CrossRef]
- Marques-Hueso, J.; Sanchis, L.; Martínez-Pastor, J.P. Properties of silicon integrated photonic lenses: Bandwidth, chromatic aberration, and polarization dependence. Opt. Eng. 2013, 52, 91710. [Google Scholar] [CrossRef]
- Sohn, I.B.; Choi, H.K.; Noh, Y.C.; Kim, J.; Ahsan, M.S. Laser assisted fabrication of micro-lens array and characterization of their beam shaping property. Appl. Surf. Sci. 2019, 479, 375–385. [Google Scholar] [CrossRef]
- Luo, Z.; Yin, K.; Dong, X.; Duan, J. Fabrication of parabolic cylindrical microlens array by shaped femtosecond laser. Opt. Mater. 2018, 78, 465–470. [Google Scholar] [CrossRef]
- Gyongy, I.; Davies, A.; Gallinet, B.; Dutton, N.; Dalgarno, P.A. Cylindrical microlensing for enhanced collection efficiency of small pixel SPAD arrays in single-molecule localization microscopy. Opt. Express 2018, 26, 2280–2291. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Albero, J.; Nieradko, L.; Gorecki, C.; Ottevaere, H.; Passilly, N. Fabrication of spherical microlenses by a combination of isotropic wet etching of silicon and molding techniques. Opt. Express 2009, 17, 6283–6292. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.; Li, M.; Shen, L.; Qiu, J.; Zhou, Y. Fabrication of high quality aspheric microlens array by dose-modulated lithography and surface thermal reflow. Opt. Laser Technol. 2018, 100, 298–303. [Google Scholar] [CrossRef]
- Hu, Y.; Zhu, X.; Li, H.; Qian, L.; Lan, H. Fabrication of large-area cylindrical microlens array based on electric-field-driven jet printing. Microsyst.Technol. 2019, 25, 4495–4503. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, K.; Shan, X.; Liu, Y. Roll-to-roll embossing of optical linear Fresnel lens polymer film for solar concentration. Opt. Express 2014, 22, A1835–A1842. [Google Scholar] [CrossRef]
- Zhou, T.; Liu, X.; Liang, Z.; Liu, Y.; Xie, J.; Wang, X. Recent advancements in optical microstructure fabrication through glass molding process. Front. Mech. Eng. 2017, 12, 46–65. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.; Lin, S. Development of an extremely thin grinding-tool for grinding microgrooves in optical glass. J. Mater. Process. Technol. 2011, 211, 1581–1589. [Google Scholar] [CrossRef]
- Denkena, B.; Köhler, J.; Wang, B. Manufacturing of functional riblet structures by profile grinding. CIRP J. Manuf. Sci. Technol. 2010, 3, 14–26. [Google Scholar] [CrossRef]
- Yao, P.; Wei, W.; Huang, C.Z.; Wang, J.; Zhu, H.T.; Zhang, Z.Y. High efficiency abrasive water-jet dressing of diamond grinding wheel. Adv. Mater. Res. 2014, 1017, 243–248. [Google Scholar] [CrossRef]
- Shen, J.Y.; Xu, X.P.; Lin, B.; Xu, Y.S. Lap-Grinding of Al2O3 ceramics assisted by water-jet dressing metal bond diamond wheel. Key Eng. Mater. 2001, 202–203, 171–176. [Google Scholar] [CrossRef]
- Zhang, Z.; Yao, P.; Zhang, Z.; Xue, D.; Wang, C.; Huang, C.; Zhu, H. A novel technique for dressing metal-bonded diamond grinding wheel with abrasive water-jet and touch truing. Int. J. Adv. Manuf. Technol. 2017, 93, 3063–3073. [Google Scholar] [CrossRef]
- Li, H.; Zhang, W.; Yu, G. Study of weighted space deconvolution algorithm in computer controlled optical surfacing formation. Chin. Opt. Lett. 2009, 7, 627–631. [Google Scholar]
- Luo, X.; Zheng, L.G.; Zhang, X.J. Finite element analysis simulation and experimental verification of the stressed lap’s deformation accuracy. Appl. Opt. 2011, 50, 782–787. [Google Scholar] [CrossRef] [PubMed]
- Deng, H.; Ueda, M.; Yamamura, K. Characterization of 4H-SiC (0001) surface processed by plasma-assisted polishing. Int. J. Adv. Manuf. Technol. 2014, 72, 1–7. [Google Scholar] [CrossRef]
- Li, F.; Xie, X.; Tie, G.; Hu, H.; Zhou, L. Figuring process of potassium dihydrogen phosphate crystal using ion beam figuring technology. Appl. Opt. 2017, 56, 7130–7137. [Google Scholar] [CrossRef]
- Johnson, M.E.; Voigtman, E. Temporal and spectral characteristics of the output of an excimer laser. Appl. Spectrosc. 1990, 44, 958–961. [Google Scholar] [CrossRef]
- Zhang, L.; Zhao, Q.; Fan, C. Dwell time algorithm in deterministicpolishing of free-form surface based oncontinuous tool influence function. Appl. Opt. 2021, 60, 2704–2715. [Google Scholar] [CrossRef]
- Zhang, Z.; Yao, P.; Huang, C.; Wang, J.; Xue, D.; Deng, W.; Zhang, Z. Investigation and modeling of microgrooves generated on diamond grinding wheel by abrasive water-jet based on Box—Behnken experimental design. Int. J. Adv. Manuf. Technol. 2019, 100, 321–332. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technique | Advantages | Disadvantages | References |
|---|---|---|---|
| Glass moulding | Low cost, high repeatability | High-temperature requirements | [5,6] |
| Reactive ion etching | Good surface properties, high repeatability in the maskless process | High equipment costs and difficulty in processing due to the need for a mask | [7,8] |
| Photolithography | Produces microlenses over large areas | High cost due to need for master mould | [9,10] |
| Femtosecond direct writing | High accuracy and resolution | High cost due to expensive femtosecond laser | [11,12] |
| Lens and Imaging System | Parameters |
|---|---|
| Shape of lens | Sinusoidal |
| Amplitude/mm | 0.25 |
| Period/mm | 0.8 |
| Material | K-PG325 |
| Thickness of lens/mm | 0.8 |
| Grinding Wheel | Water Pressure (MPa) | Standoff Distance (r/min) | Wheel Speed (r/min) | Abrasive Flowrate (g/min) |
|---|---|---|---|---|
| Metal-bonded grinding wheels | 30.00 | 1.00 | 60.00 | 20.00 |
| Resin-bonded grinding wheels | 20.00 | 1.00 | 60.00 | 1.20 |
| Parameters | Wheel Speed (m/s) | Feed Rate (m/s) | Depth of Cut (μm) | Grinding Coolant |
|---|---|---|---|---|
| Value | 20 | 0.17 | 5 | 5% water-based grinding fluid SC25AC |
| Parameters | Wheel Speed (m/s) | Feed Rate (m/s) | Depth of Cut (μm) | Grinding Coolant |
|---|---|---|---|---|
| Value | 30 | 0.057 | 0.50 | 5% water-based grinding fluid SC25AC |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, F.; Zhang, Z.; Yao, P.; Yu, H.; Xing, H.; Ge, M.; Zhao, Y. Fabrication of Cylindrical Microlens Array on RB-SiC Moulds by Precision Grinding with MAWJ-Textured Diamond Wheels. Appl. Sci. 2022, 12, 6893. https://doi.org/10.3390/app12146893
Su F, Zhang Z, Yao P, Yu H, Xing H, Ge M, Zhao Y. Fabrication of Cylindrical Microlens Array on RB-SiC Moulds by Precision Grinding with MAWJ-Textured Diamond Wheels. Applied Sciences. 2022; 12(14):6893. https://doi.org/10.3390/app12146893
Chicago/Turabian StyleSu, Fukang, Zhenzhong Zhang, Peng Yao, Hanwen Yu, Hongyu Xing, Mengran Ge, and Yanhua Zhao. 2022. "Fabrication of Cylindrical Microlens Array on RB-SiC Moulds by Precision Grinding with MAWJ-Textured Diamond Wheels" Applied Sciences 12, no. 14: 6893. https://doi.org/10.3390/app12146893
APA StyleSu, F., Zhang, Z., Yao, P., Yu, H., Xing, H., Ge, M., & Zhao, Y. (2022). Fabrication of Cylindrical Microlens Array on RB-SiC Moulds by Precision Grinding with MAWJ-Textured Diamond Wheels. Applied Sciences, 12(14), 6893. https://doi.org/10.3390/app12146893