4.1. Risk Assessment Results of Toxic Gas Leak
This section combines the methods mentioned in
Section 2 to calculate the weight vector based on both the degree of dispersion of the indices as well as the importance order. Thus, we need to obtain the appraisal and importance relationship of each secondary index through the Delphi and clustering methods. We invited ten iron- and steel-producing experts and integrated their scores. The fuzzy membership matrix for the toxic gas leak risk is shown in
Table 2.
The value of represents the proportion of judgment for a second-level index, and the whole of a first-level index form a matrix R. Therefore, the matrix R for each first-level index is different. The matrix is shown below, and , , and can be obtained similarly.
The importance gradation was used in the calculation of ORM, and the specific values are shown in
Table 3. The importance order in
Table 3 shows the rank of the secondary indices in the first-level index, where the importance ratio
represents the importance degree of an indicator to the next important indicator. The ranks and the importance ratios are obtained through experienced experts in the steel plant.
Based on the original data of
Table 2 and
Table 3, the comprehensive weights of the first-level indices were obtained using Equations (
1)–(
9).
Based on the evaluation results, the weight vectors of the first-level indicators are presented in
Table 4. The weight set
was calculated for every second-level index, where the weights of the second-level indices in the same first-level index form a weight vector
.
By using the weight information, the risk of a toxic gas leak can be evaluated through the fuzzy comprehensive evaluation method. The evaluation index weight
and the fuzzy membership matrix
were substituted into the evaluation method of the RAS in
Section 2.3.
Then, the evaluation vector was obtained. First, it was necessary to calculate the membership matrix based on
Table 3 before obtaining the evaluation vector. Taking the first-level index
(blast furnace safety performance) as an example, the weight vector of
was (0.2996, 0.2078, 0.2958, 0.1967). Based on the fuzzy membership matrix
and the weights of
, the evaluation value of
was calculated using Equation (
13):
Similarly, the first-level comprehensive evaluation vectors for other indices were obtained. The evaluation vectors for all indices are provided in
Table 5.
Based on the principle of maximum membership,
= max {
} = 0.8581, and thus, the blast furnace safety performance of the steel plant was found to be “excellent,” being the highest in rank [
34]. Similarly, the design levels of the RAS in other branches of the index were also evaluated, and the evaluation results are shown in
Table 6.
4.2. Weight Analysis of Risk Assessment System
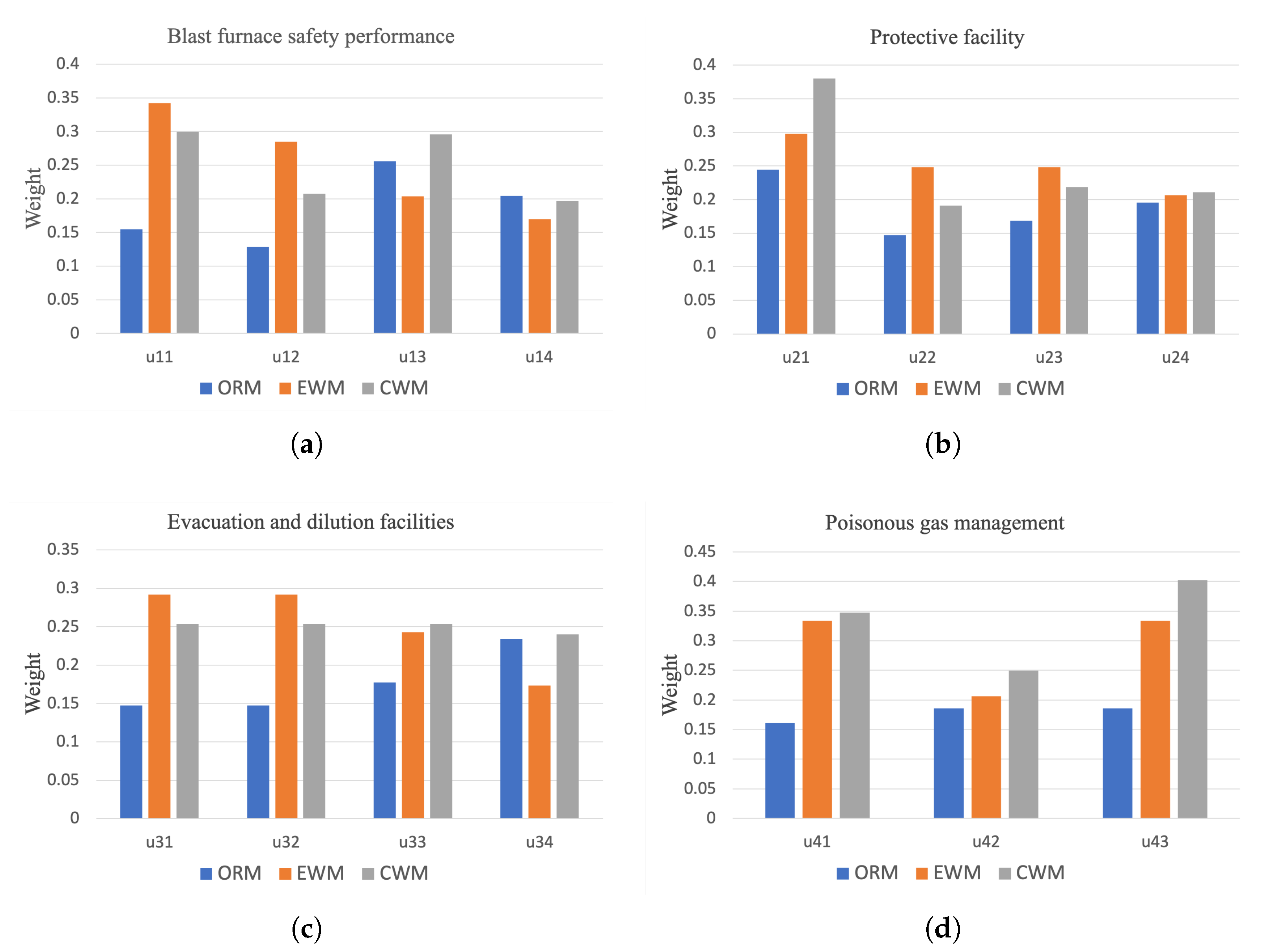
To verify the accuracy and superiority of the CWM, the weights obtained by ORM, EWM, and CWM for the same second-level index are presented in
Figure 7. It can be observed that the weights of ORM tended to be related to the importance order—the more important the index, the bigger its weight. In poisonous gas management, the importance ratio for both indices are 1, which means that they are equally important; therefore, there is no difference in importance of these first-level indices, which could explain why the ORM weights in
Figure 7d do not completely match the importance order. Furthermore, the weights obtained by EWM can be seen to under-estimate the risk of the first index and over-estimate the last index, which may lead to the ignorance of the first index’s risk or exaggeration of the last index’s risk.
The weights calculated by CWM avoided the lack of accuracy that might occur with ORM or EWM weights. For example, the weight of in the protective facility category obtained by CWM was bigger than ORM and EWM. Actually, is the most important index in the protective facility category, and the membership value is 1, which indicates that all of the experts confirmed that the safety level of was excellent. Therefore, the CWM result precisely reflected the actual situation.
4.3. Evaluation Result Analysis of First-Level Indices
For the blast furnace safety performance index, the evaluation vector
was (0.8581, 0.0715, 0.0704, 0, 0). According to the principle of the maximum membership [
35], the evaluation result of this index is ‘‘excellent’’. At the same time, according to the evaluation sets, the value of “excellent” was much higher than other evaluation sets, and there was not much difference between the values of “good” and “moderate”. Thus, we can come to the conclusion that the blast furnace safety performance was stable and safe, under the current circumstances.
For the protective facility index, the evaluation vector was (0.8971, 0.0628, 0.0402, 0, 0). The evaluation result of this index is ‘‘excellent,’’ with a value of 0.8971, which is the highest in this evaluation set. The sum of the values of “good” and “moderate” occupied nearly 0.1, such that the protective facilities in the plant could be considered to satisfy the overall safety demands regarding toxic gas leaks; however, there was still room for growth.
For the evacuation and dilution facilities index, the evaluation vector was (0.7733, 0.1253, 0.1014, 0, 0). The evaluation result of this index was ‘‘excellent’’. At the same time, the value of “excellent” was less than 0.8, which means that the safety status of evacuation and dilution facilities was not optimal. As a result, it can be concluded that the overall evaluation result was “excellent”, but vulnerable factors in the evacuation and dilution facilities needed to be checked.
For the poisonous gas management index, the evaluation vector was (0.8652, 0.0945, 0.0403, 0, 0). The evaluation result of this index is ‘‘excellent’’. Consequently, the management of poisonous gas was proper, and the risk of toxic gas leaks caused by lack of management was relatively low.
The overall evaluation result of the toxic gas leak risk in this steel plant was “excellent”, corresponding to the actual risk level of the steel plant. The results illustrate that the overall risk level of gas leaks in the considered steel plant was well under control. The factors of gas leak risk remained stable and safe, and the probability of gas leakage accidents occurring was relatively low. Meanwhile, we can see from
Table 5 that the safety level of evacuation and dilution facilities was relatively low compared to the other indices, and the safety levels associated with the corrosion degree of the gas tank and CO monitoring alarm devices were relatively high. Therefore, attention should be focused on the fragile factors in the chain, according to the RAS results.
In steel plants, one of the most basic safety management methods is the safety checklist method (SCM), which is commonly adopted in industrial safety management. The steel plant in this study adopted risk classification and control, with the classification of the risk based on a safety management method. The calculation result for the safety checklist method for each first-level indicator is given as the average value of
of its secondary indices, as shown in
Table 6.
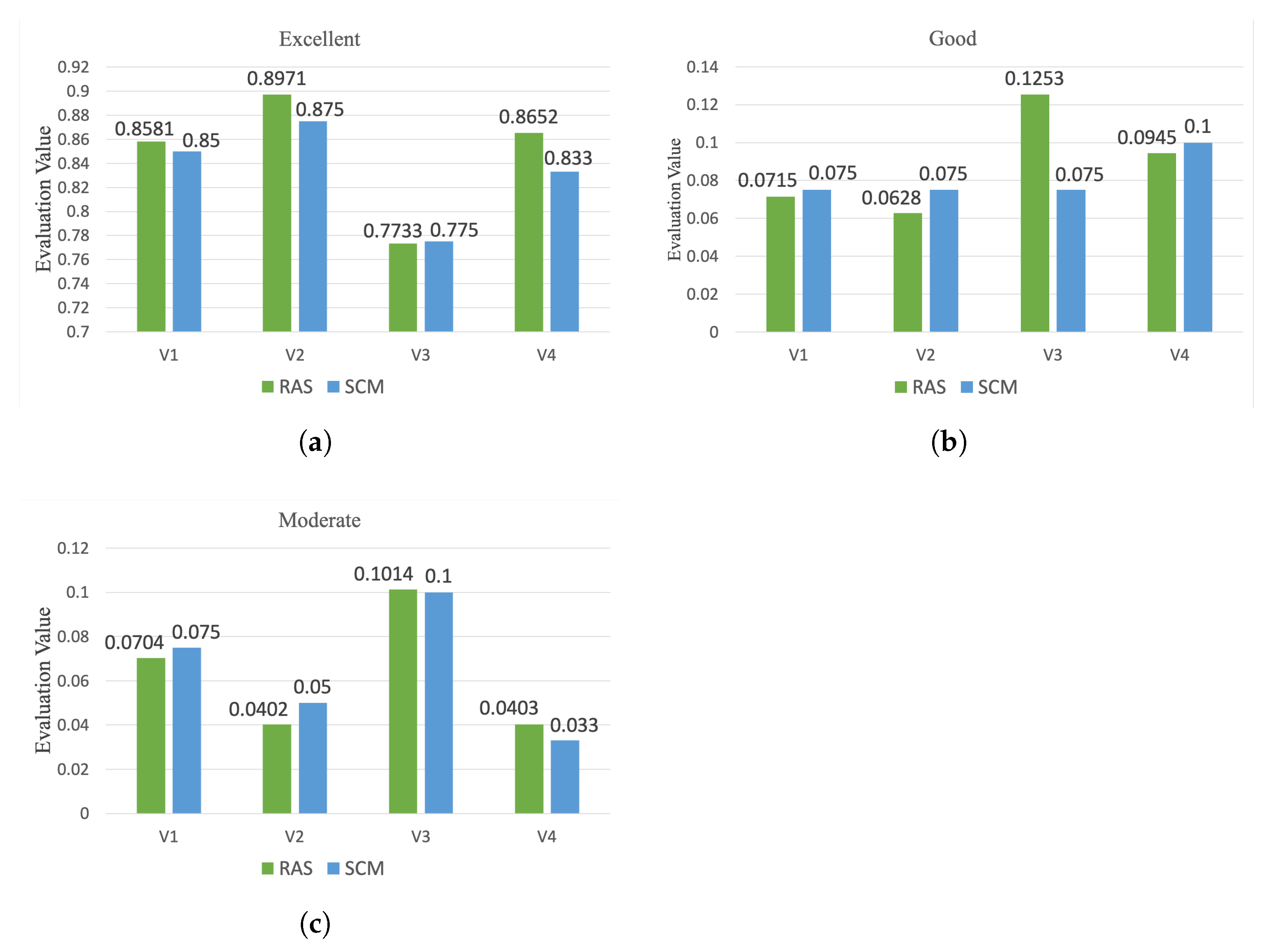
In order to validate the RAS evaluation result, the RAS and SCM evaluation results were compared, as shown in
Figure 8. According to
Figure 8, there was little difference between the evaluation results. The excellent values of
and
obtained through the RAS were slightly bigger than those of SCM. The reason for this is that the importance and numerical authenticity of each index are not considered in the evaluation process for SCM; additionally, the actual situations of
and
in the steel plant are well-managed, and the risk of a gas leak is relatively low.
Moreover, as a quantitative analysis method, the difference of RAS from the existing risk analysis methods for steel plants is that it can accurately feedback the safety status of each first-level indicator; that is, if the risk of toxic gas leakage of this indicator is evaluated as “excellent”, then its unsafe possibility and evaluation score will still be reported to the safety management department for reference. As shown in
Figure 8b, the value of
calculated by RAS was evidently bigger than that found with SCM, which indicates that the gas leak risk of evacuation and dilution facilities evaluated by RAS was not at the “excellent” status; as such, the safety management department could take targeted measures to improve the safety level of the steel plant with respect to the toxic gas leak risk.
4.4. Application Analysis of Risk Assessment System
In order to verify the efficiency of the RAS in the application process, the time used by the RAS was recorded in the risk evaluation of toxic gas leakages, and it was compared with the time used by the existing method in the steel plant, as shown in
Table 7.
The RAS takes a longer time for experts to score than the SCM because experts need to log in to the system, enter the scoring results, and submit them, while the safety checklist method only needs to record the results on the checklist when scoring. Generally speaking, the number of personnel required in the expert scoring process is similar to whether RAS or SCM is needed because the risk indicators of toxic gas leakage in steel manufacturing plants are spread at various points. A sufficient number of expert scores can ensure the accuracy of the evaluation results. In the RAS, the time cost for scoring, calculation, and risk assessment are much less than in the SCM. The reason is that the calculation can be done quickly on the server. The advantage of the RAS is that it can accurately evaluate the risk of toxic gas leakage in steel plants and then present the risk of each indicator through objective calculation in a brief period, which can provide a reference for safety management departments to respond more quickly.
RAS completed the risk assessment process in 3765.38 seconds, and the time cost of RAS was nearly half of the existing method adopted in the steel plant. On this basis, the risk analysis and evaluation results of toxic gas leakage through the RAS can clarify the risk level of each second-level index, which is conducive to optimizing the distribution of safety management resources, reducing safety management costs, and improving safety management efficiency.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}