
Measurement of Sub-Surface Microstructures Based on a Developed Ultrasonic Atomic Force Microscopy

Abstract
:1. Introduction
2. Materials and Methods
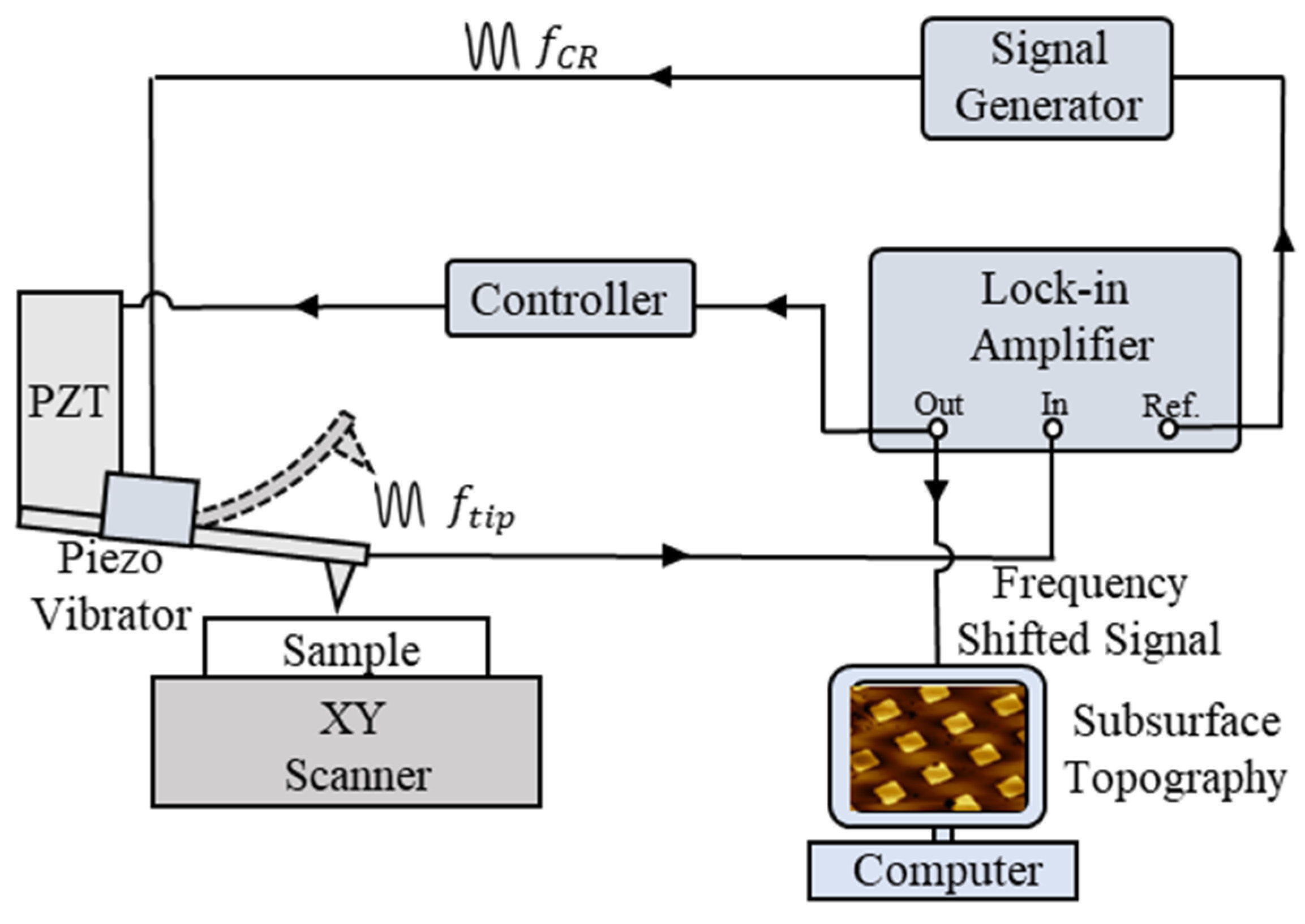
2.1. Contact-Resonance AFM
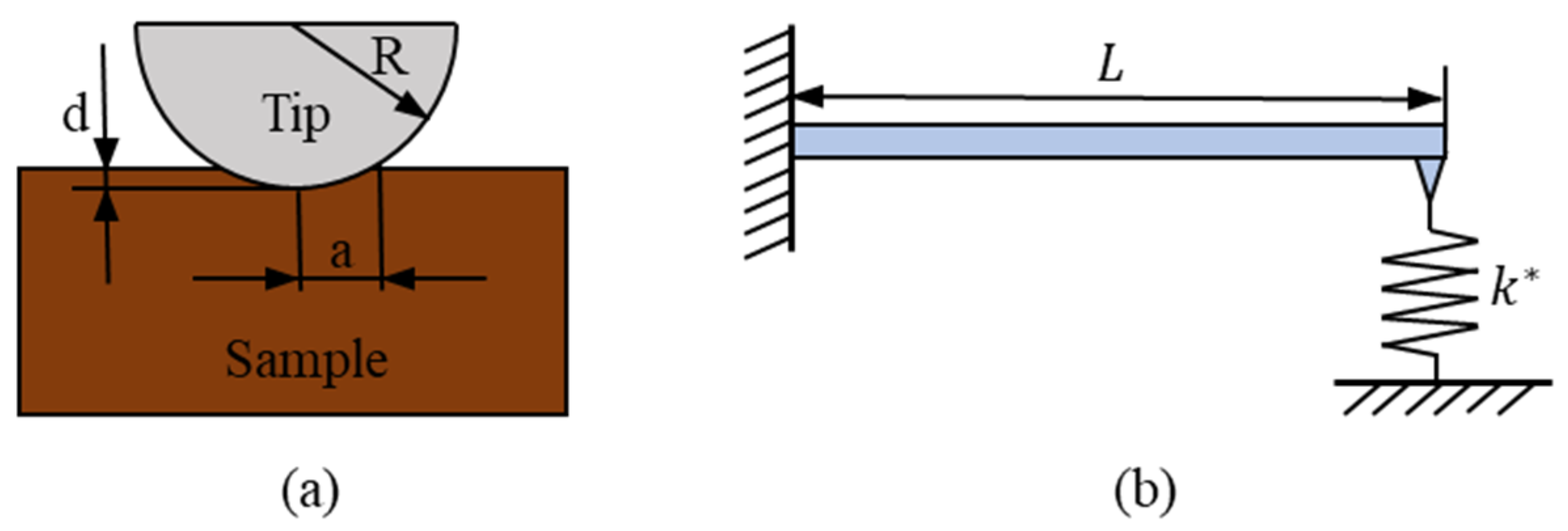
2.2. Theoretical Model
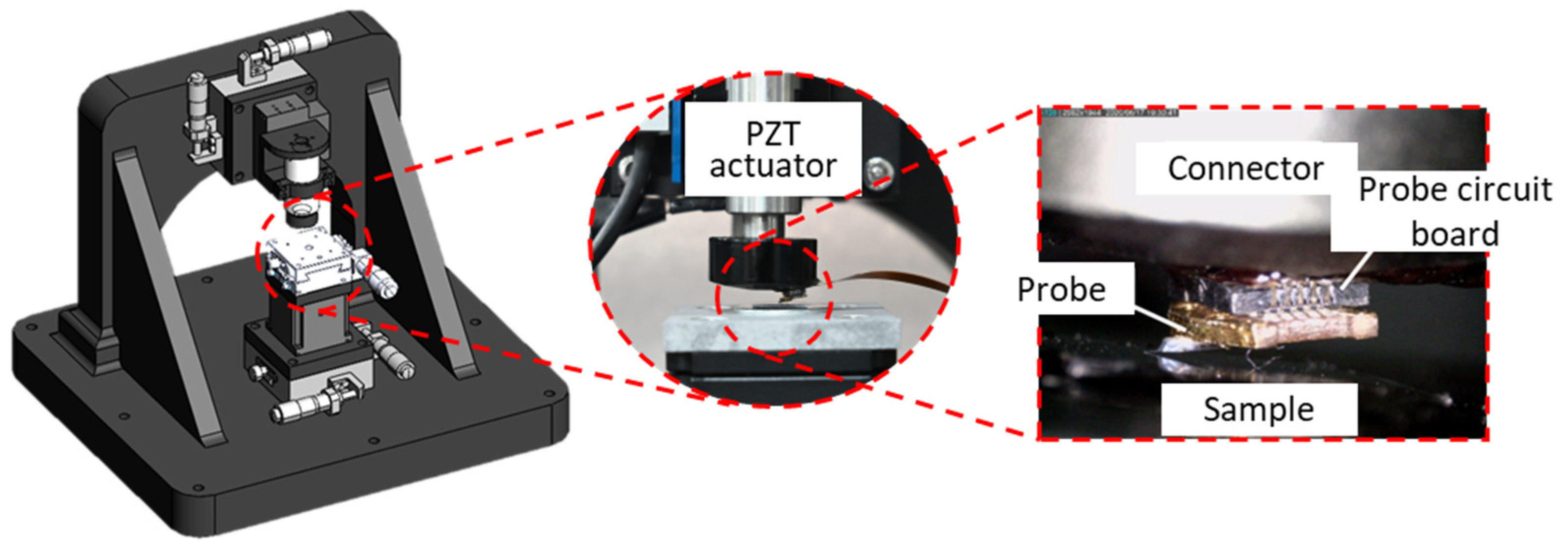
2.3. Equipment and Sample
3. Results and Discussion
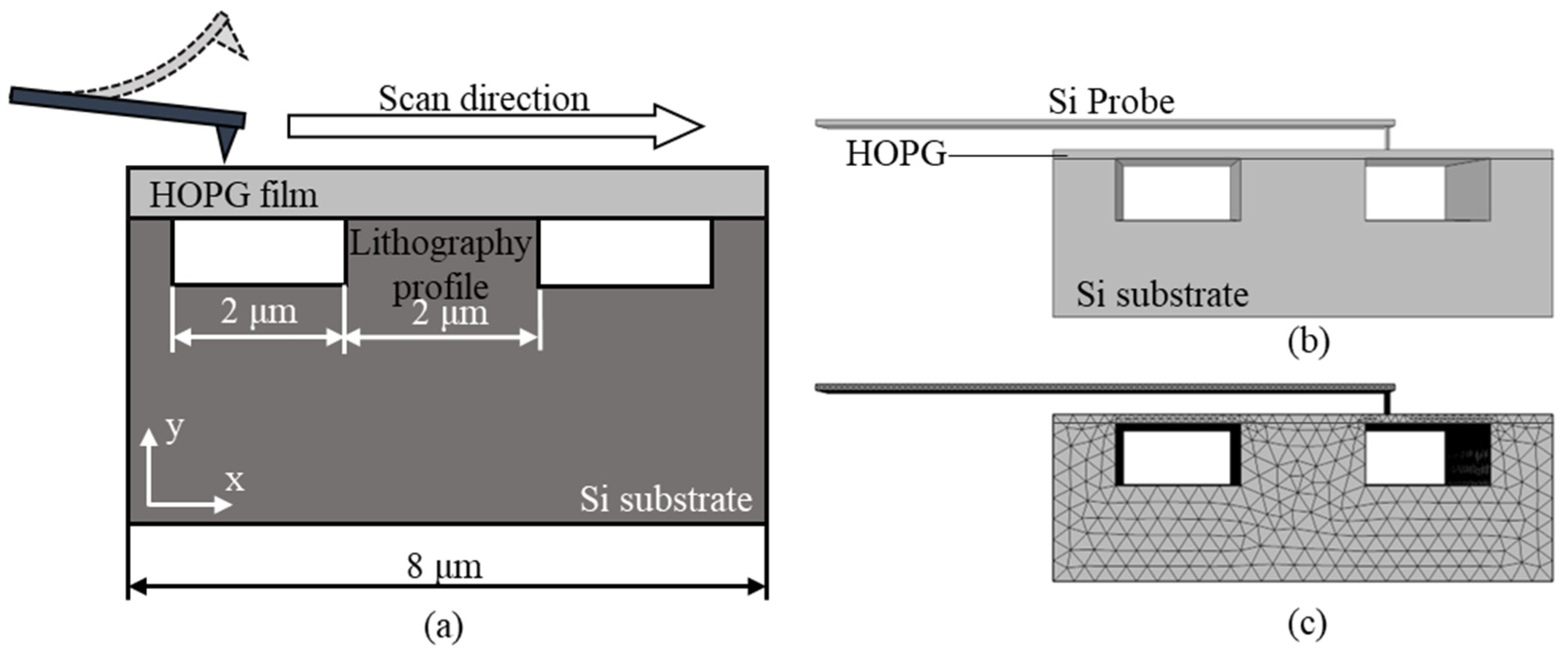
3.1. Finite Element Simulation
3.2. Experimental Results
4. Summary
Author Contributions
Funding
Conflicts of Interest
References
- Fang, F.Z.; Zhang, X.D.; Gao, W.; Guo, Y.B.; Byrne, G.; Hansen, H.N. Nanomanufacturing—Perspective and applications. CIRP Ann. 2017, 66, 683–705. [Google Scholar] [CrossRef] [Green Version]
- Uhlmann, E.; Mullany, B.; Biermann, D.; Rajurkar, K.P.; Hausotte, T.; Brinksmeier, E. Process chains for high-precision components with micro-scale features. CIRP Ann. 2016, 65, 549–572. [Google Scholar] [CrossRef]
- Shore, P.; Cunningham, C.; DeBra, D.; Evans, C.; Hough, J.; Gilmozzi, R.; Kunzmann, H.; Morantz, P.; Tonnellier, X. Precision Engineering for Astronomy and Gravity Science. CIRP Ann.-Manuf. Technol. 2010, 59, 694–716. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Brinksmeier, E.; M’Saoubi, R.; Aspinwall, D.K.; Outeiro, J.C.; Meyer, D.; Umbrello, D.; Jayal, A.D. Surface Integrity in Material Removal Processes: Recent Advances. CIRP Ann.-Manuf. Technol. 2011, 60, 603–626. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S. State-of-the-art in Surface Integrity in Machining of Nickel-based Super Alloys. Int. J. Mach. Tools Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Chen, Y.-L.; Wang, S.; Shimizu, Y.; Ito, S.; Gao, W.; Ju, B.F. An In-process Measurement Method for Repair of Defective Microstructures By Using a Fast Tool Servo. Precis. Eng. 2015, 39, 134–142. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.; Asami, T.; Harada, H.; Kuriyagawa, T. Crystallographic Effect On Subsurface Damage Formation In Silicon Microcutting. CIRP Ann.-Manuf. Technol. 2012, 61, 131–134. [Google Scholar] [CrossRef]
- Fang, F.Z. Atomic and Close-to-Atomic Scale Manufacturing—A Trend in Manufacturing Development. Front. Mech. Eng. 2016, 11, 325–327. [Google Scholar] [CrossRef]
- Kruth, J.P.; Bartscher, M.; Carmignato, S.; Schmitt, R.; De Chiffre, L.; Weckenmann, A. Computed Tomography for Dimensional Metrology. CIRP Ann.-Manuf. Technol. 2011, 60, 821–842. [Google Scholar] [CrossRef]
- Yan, D.; Drinkwater, B.W.; Neild, S.A. Measurement of the Ultrasonic Nonlinearity of Kissing Bonds In Adhesive Joints. NDTE Int. 2009, 42, 459–466. [Google Scholar] [CrossRef]
- Yang, X.Y.; Sun, A.; Ju, B.-F.; Xu, S.N. A Rotary Scanning Method To Evaluate Grooves and Porosity for Nerve Guide Conduits Based on Ultrasound Microscopy. Rev. Sci. Instrum. 2018, 89, 073705. [Google Scholar] [CrossRef] [PubMed]
- Gao, W.; Aoki, J.; Ju, B.F.; Kiyono, S. Surface profile measurement of a sinusoidal grid using an atomic force microscope on a diamond turning machine. Precis. Eng. 2007, 31, 304–309. [Google Scholar] [CrossRef]
- Hurier, M.A.; Wierez-Kien, M.; Mzayek, C.; Donnio, B.; Gallani, J.L.; Rastei, M.V. Nonlinear Phase Imaging of Gold Nanoparticles Embedded in Organic Thin Films. Langmuir 2019, 35, 16970–16977. [Google Scholar] [CrossRef] [PubMed]
- Soliman, M.; Ding, Y.; Tetard, L. Nanoscale Subsurface Imaging. J. Phys.-Condens. Matter 2017, 29, 173001. [Google Scholar] [CrossRef] [PubMed]
- Perrin, A.P.; Ryu, Y.; Amo, C.; Morales, M.; Garcia, R. Subsurface Imaging of Silicon Nanowire Circuits and Iron Oxide Nanoparticles with Sub-10 nm Spatial Resolution. Nanotechnology 2016, 27, 275703. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Chen, Y.; Liu, H.; Zheng, L. Subsurface Imaging of Cavities in Liquid by Higher Harmonic Atomic Force Microscopy. Appl. Phys. Lett. 2018, 113, 193105. [Google Scholar] [CrossRef]
- Ma, C.; Chen, Y.; Arnold, W.; Chu, J. Detection of subsurface cavity structures using contact-resonance atomic force microscopy. J. Appl. Phys. 2017, 121, 154301. [Google Scholar] [CrossRef]
- Ma, C.; Arnold, W. Nanoscale ultrasonic subsurface imaging with atomic force microscopy. J. Appl. Phys. 2020, 128, 180901. [Google Scholar] [CrossRef]
- Wang, T.; Ma, C.F.; Hu, W.; Chen, Y.H.; Chu, J.R. Visualizing Subsurface Defects in Graphite by Acoustic Atomic Force Microscopy. Microsc. Res. Tech. 2017, 80, 66–74. [Google Scholar] [CrossRef]
- Wagner, R.; Moon, R.J.; Raman, A. Mechanical properties of cellulose nanomaterials studied by contact resonance atomic force microscopy. Cellulose 2016, 23, 1031–1041. [Google Scholar] [CrossRef]
- Cadena, M.J.; Chen, Y.; Reifenberger, R.G.; Raman, A. Sub-surface AFM imaging using tip generated stress and electric fields. Appl. Phys. Lett. 2017, 110, 123108. [Google Scholar] [CrossRef]
- Yamanaka, K.; Noguchi, A.; Tsuji, T.; Koike1, T.; Goto, T. Quantitative Material Characterization by Ultrasonic AFM. Surf. Interface Anal. 1999, 27, 600–606. [Google Scholar] [CrossRef]
- Yamanaka, K.; Nakano, S. Ultrasonic Atomic Force Microscope with Overtone Excitation of Cantilever. Jpn. J. Appl. Phys. 1996, 35, 3787–3792. [Google Scholar] [CrossRef]
- Rabe, U.; Janser, K.; Arnold, W. Vibrations of free and surface-coupled atomic force microscope cantilevers: Theory and experiment. Rev. Sci. Instrum. 1996, 67, 3281–3293. [Google Scholar] [CrossRef]
- Parlak, Z. Quantitative Imaging of Subsurface Structures and Mechanical Properties at Nanoscale Using Atomic Force Microscope; Georgia Institute of Technology: Atlanta, GA, USA, 2010. [Google Scholar]
- Sharahi, H.J.; Shekhawat, G.; Dravid, V.; Park, S.; Egberts, P.; Kim, S. Contrast mechanisms on nanoscale subsurface imaging in ultrasonic AFM: Scattering of ultrasonic waves and contact stiffness of the tip-sample. Nanoscale 2017, 9, 2330–2339. [Google Scholar] [CrossRef]
- Gorantla, S.; Bachmatiuk, A.; Hwang, J.; Alsalman, H.A.; Kwak, J.Y.; Seyller, T.; Eckert, J.; Spencer, M.G.; Rümmeli, M.H. A universal transfer route for graphene. Nanoscale 2014, 6, 889–896. [Google Scholar] [CrossRef] [Green Version]
- Kang, J.; Shin, D.; Bae, S.; Hong, B.H. Graphene transfer: Key for applications. Nanoscale 2012, 4, 5527–5537. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tip Material | Tip Radius | Tip Height | Resonant Frequency |
|---|---|---|---|
| Si | <15 nm | 4.5~4.6 μm | 30 kHz |
| Parameters | Values |
|---|---|
| Tip Radius | 10 nm |
| Tip Height | 5 μm |
| Tip Spring Constant | 300 N/m |
| Tip Length | 110 μm |
| Tip Width | 50 μm |
| Contact Force | 10 nN |
| Si Density | |
| HOPG Density | |
| Elastic Modulus of Si | 190 Gpa |
| Elastic Modulus of HOPG | 18 Gpa |
| Poisson’s Ratio of Si | 0.2782 |
| Poisson’s Ratio of HOPG | 0.25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Wu, C.; Tang, J.; Duan, M.; Chen, J.; Ju, B.-F.; Chen, Y.-L. Measurement of Sub-Surface Microstructures Based on a Developed Ultrasonic Atomic Force Microscopy. Appl. Sci. 2022, 12, 5460. https://doi.org/10.3390/app12115460
Wang Y, Wu C, Tang J, Duan M, Chen J, Ju B-F, Chen Y-L. Measurement of Sub-Surface Microstructures Based on a Developed Ultrasonic Atomic Force Microscopy. Applied Sciences. 2022; 12(11):5460. https://doi.org/10.3390/app12115460
Chicago/Turabian StyleWang, Yuyang, Chengjian Wu, Jinyan Tang, Mingyu Duan, Jian Chen, Bing-Feng Ju, and Yuan-Liu Chen. 2022. "Measurement of Sub-Surface Microstructures Based on a Developed Ultrasonic Atomic Force Microscopy" Applied Sciences 12, no. 11: 5460. https://doi.org/10.3390/app12115460
APA StyleWang, Y., Wu, C., Tang, J., Duan, M., Chen, J., Ju, B.-F., & Chen, Y.-L. (2022). Measurement of Sub-Surface Microstructures Based on a Developed Ultrasonic Atomic Force Microscopy. Applied Sciences, 12(11), 5460. https://doi.org/10.3390/app12115460