
Improved Cutting Force Modelling in Micro-Milling Aluminum Alloy LF 21 Considering Tool Wear



Abstract
:1. Introduction
2. Prediction of Tool Wear Based on Simulation
2.1. Modeling of the Micro-Milling Cutter and Workpiece
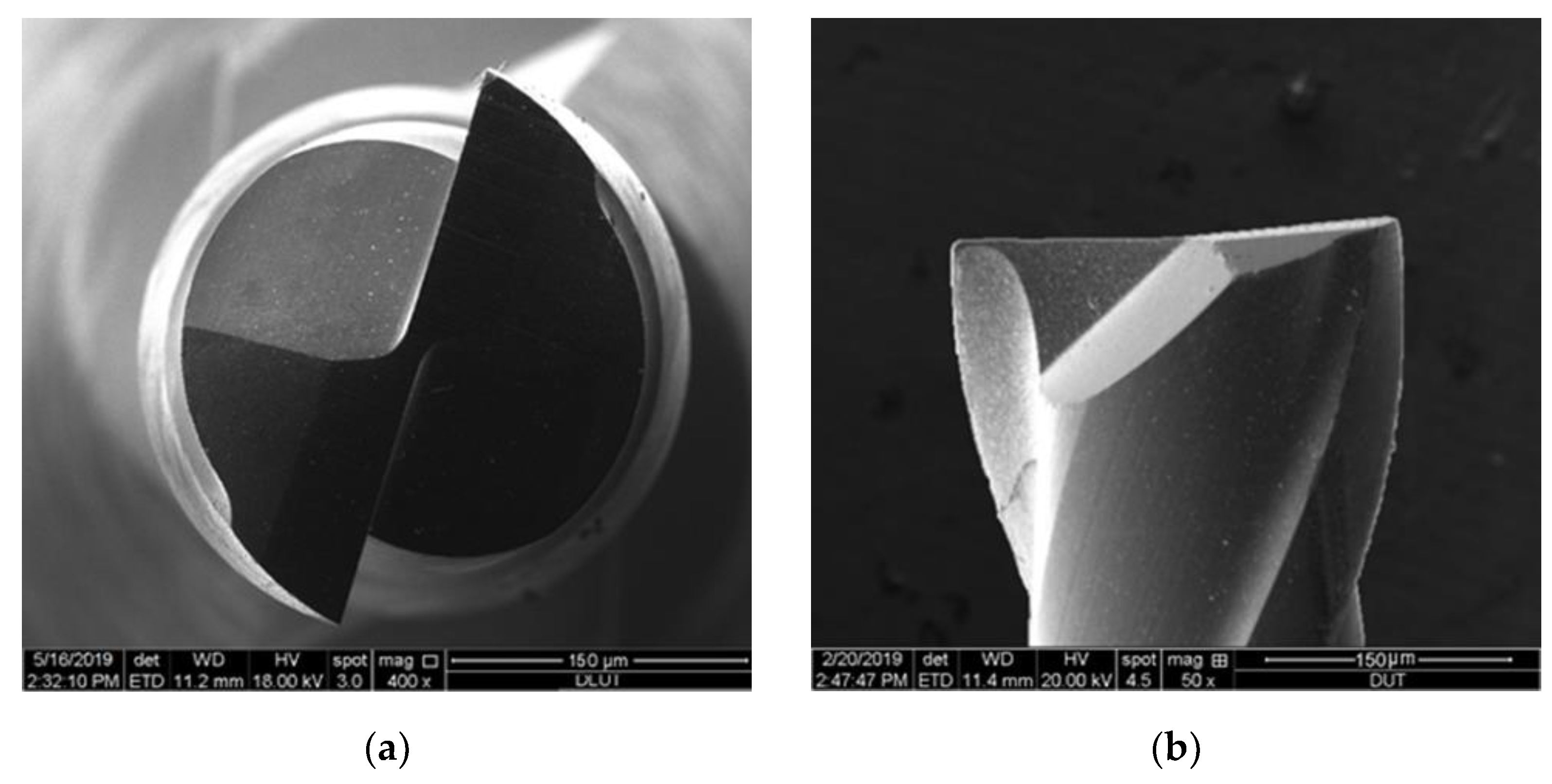
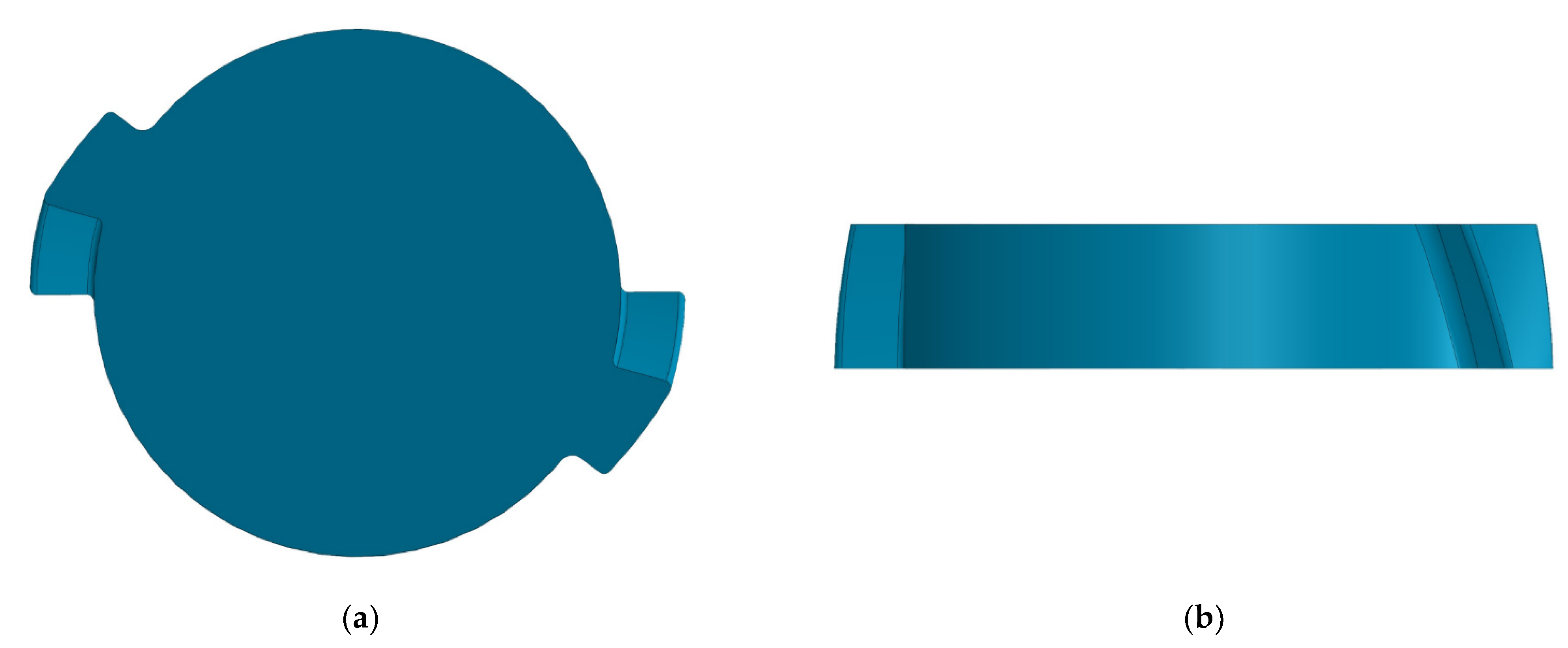
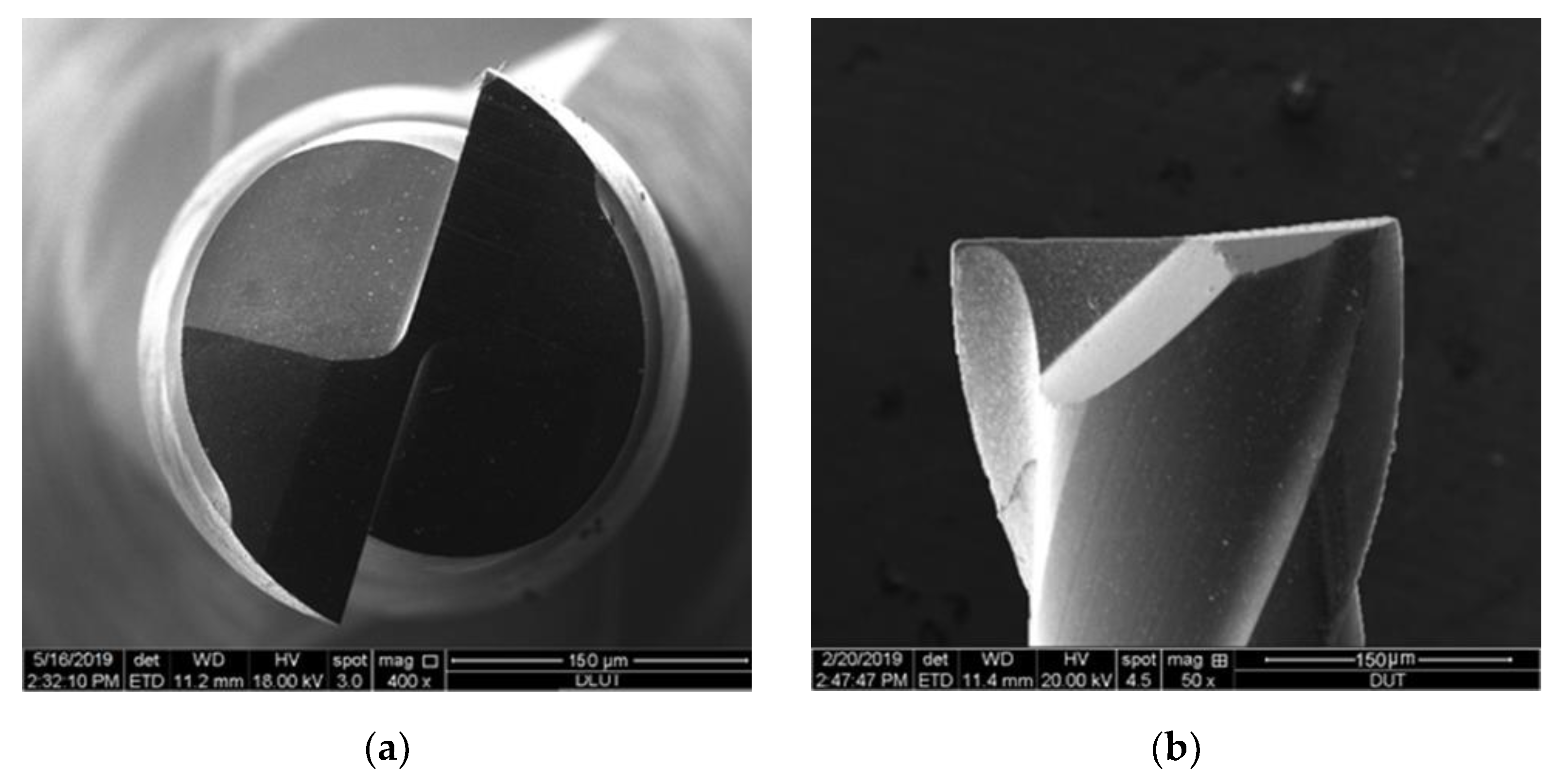
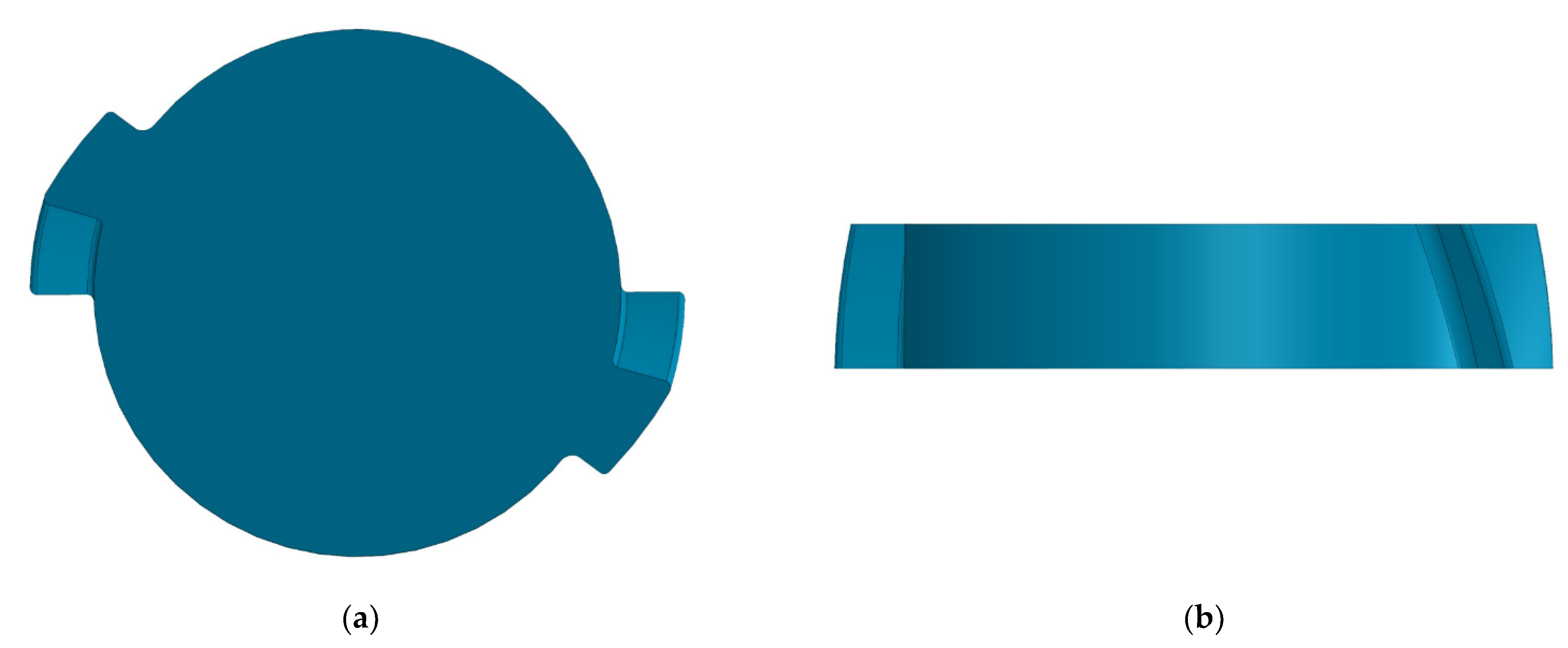
2.1.1. Model of the Micro-Milling Cutter
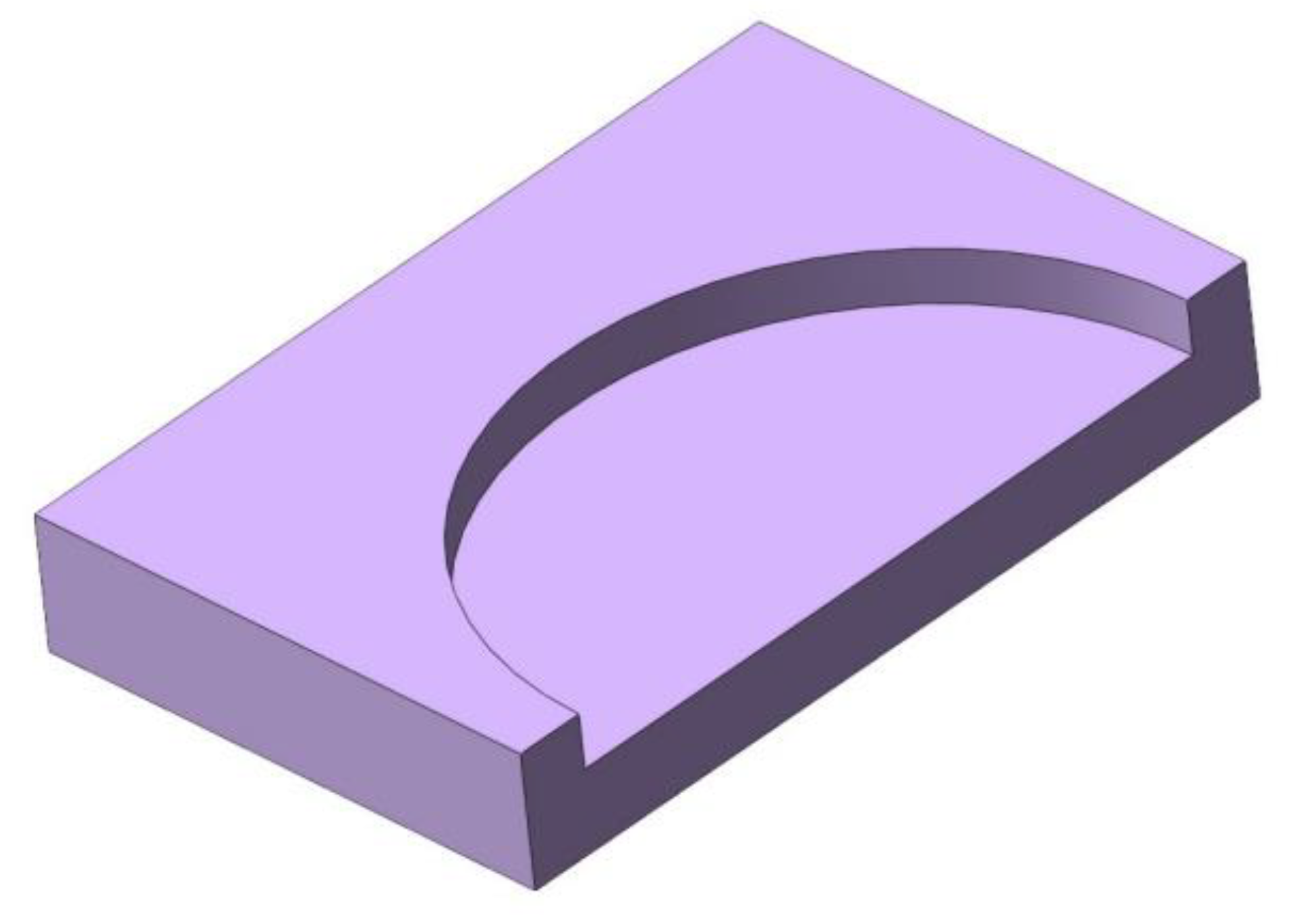
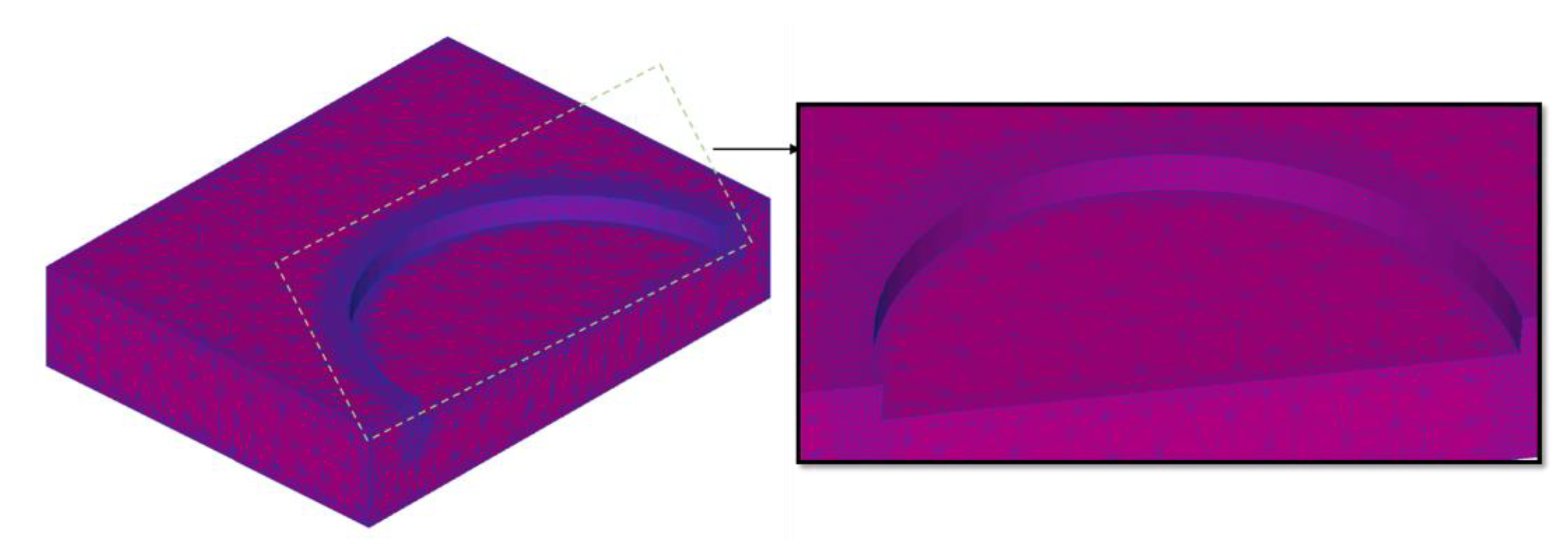
2.1.2. Workpiece Model
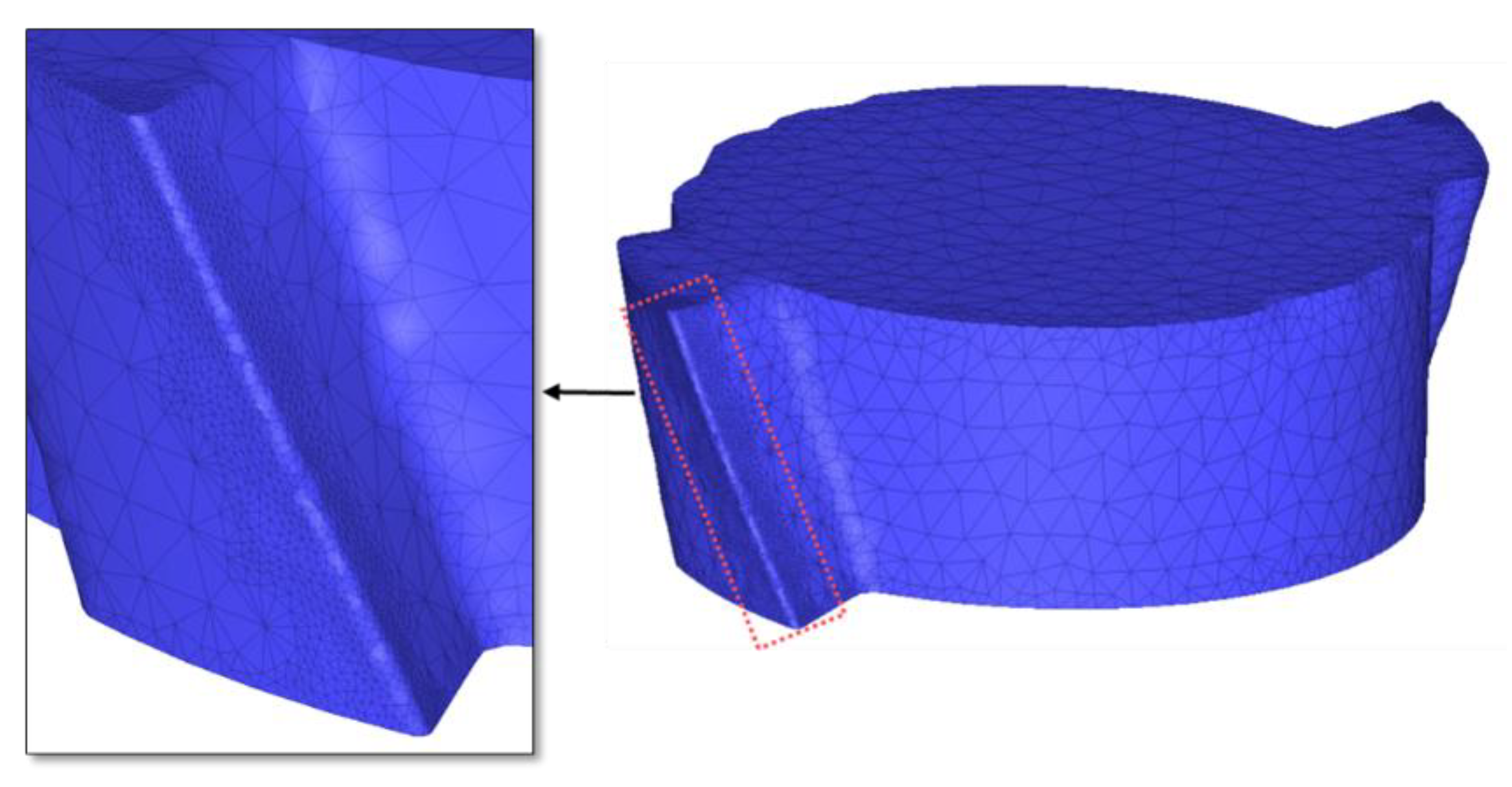
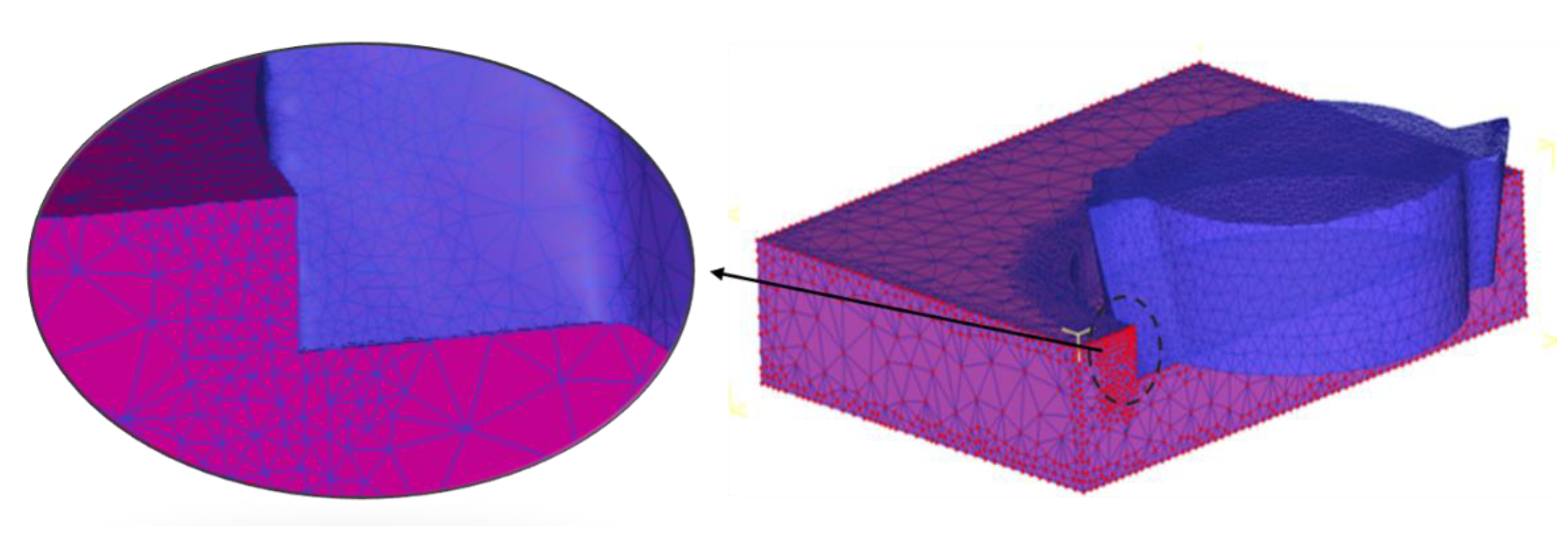
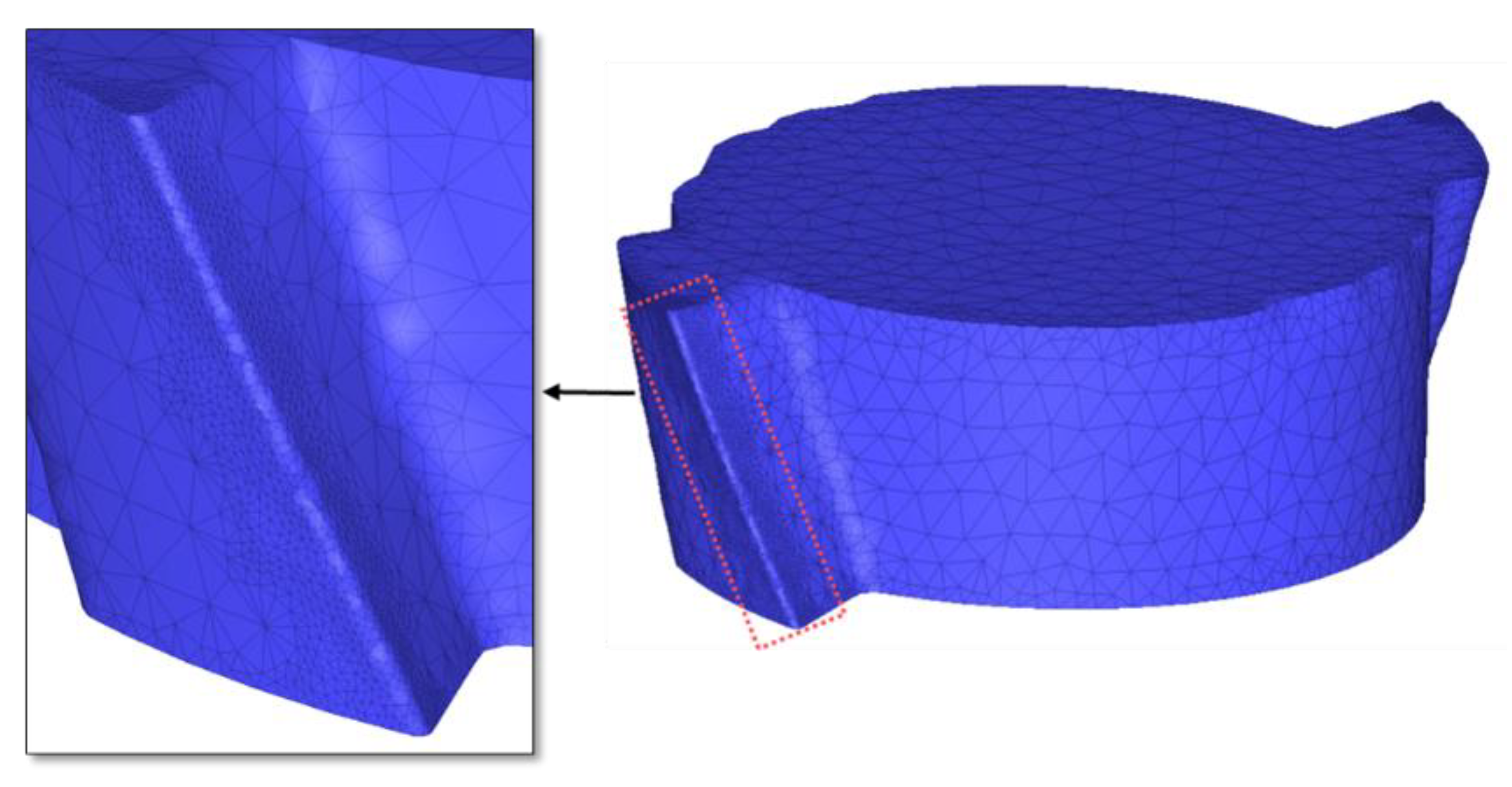
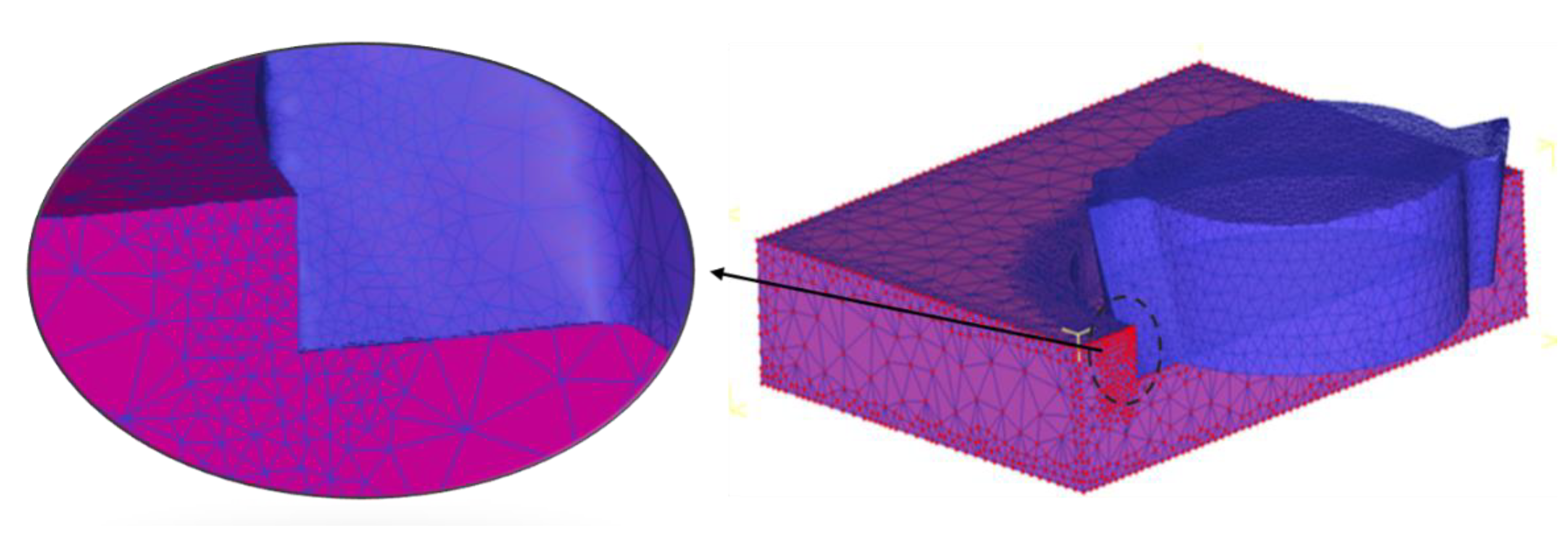
2.2. Material Parameters’ Setting and Meshing
2.3. Chip Separation Criterion
2.4. Boundary Conditions and Friction Models
2.5. Constitutive Model of Tool Wear
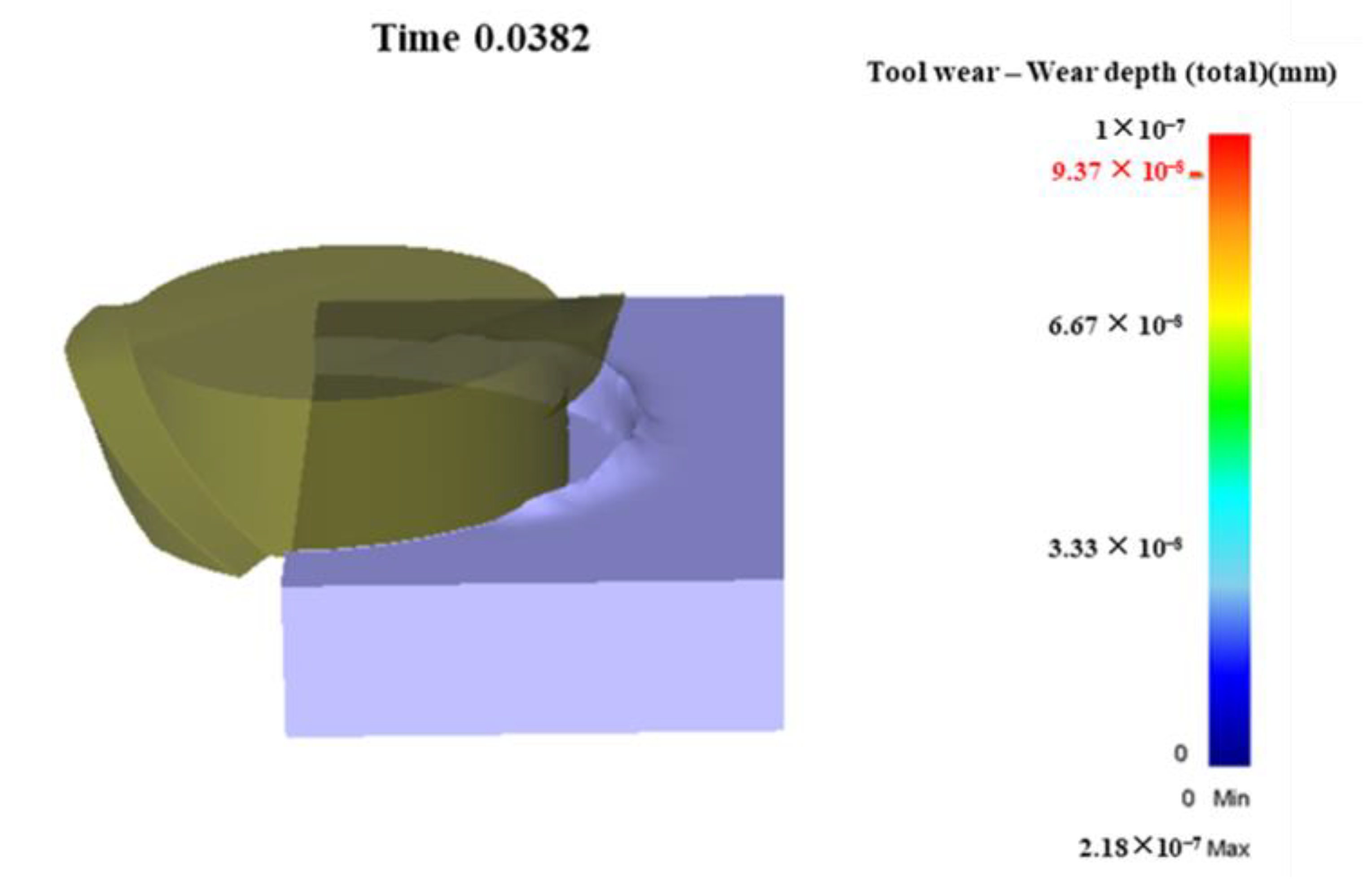
2.6. Prediction of Tool Wear Based on Deform
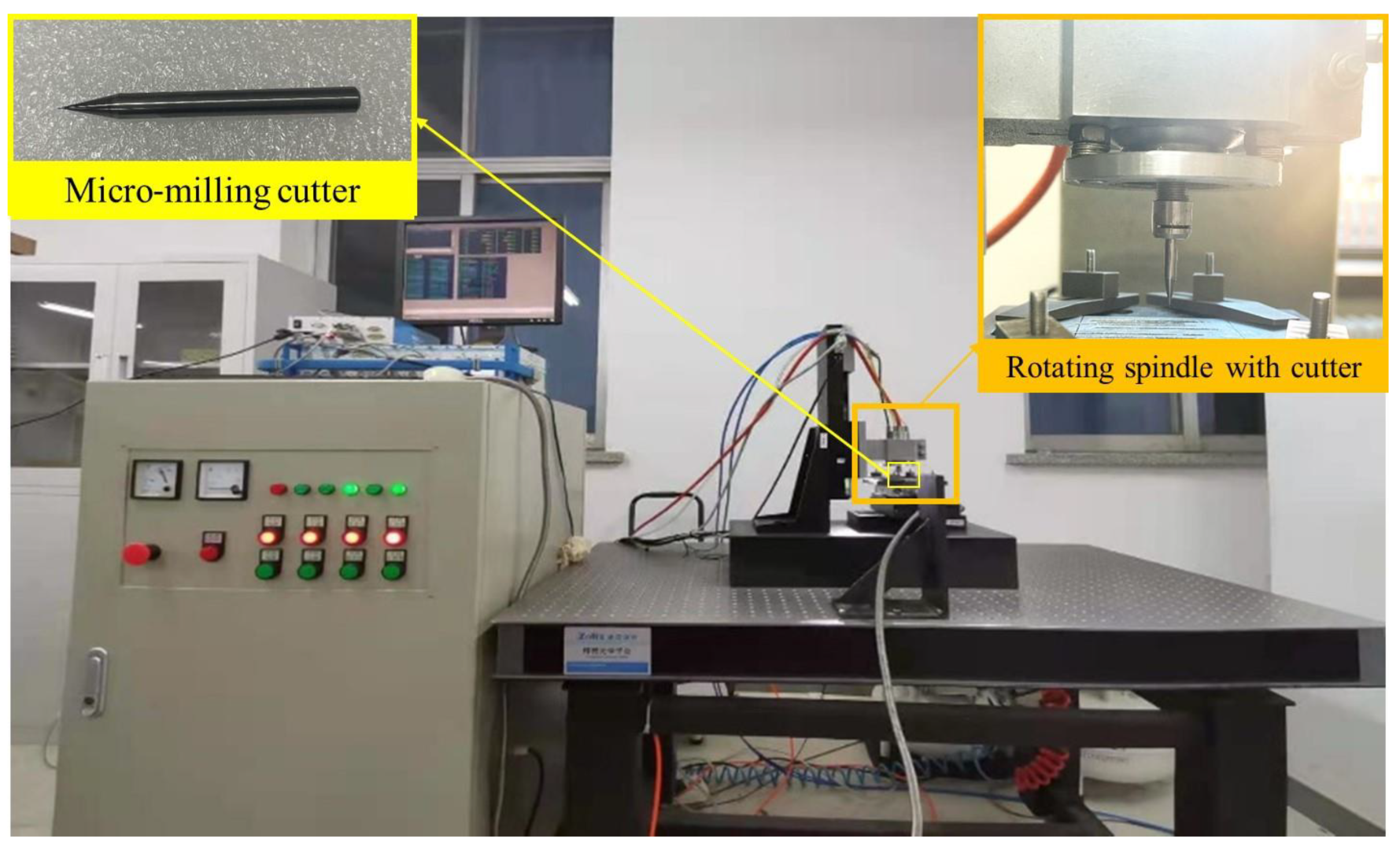
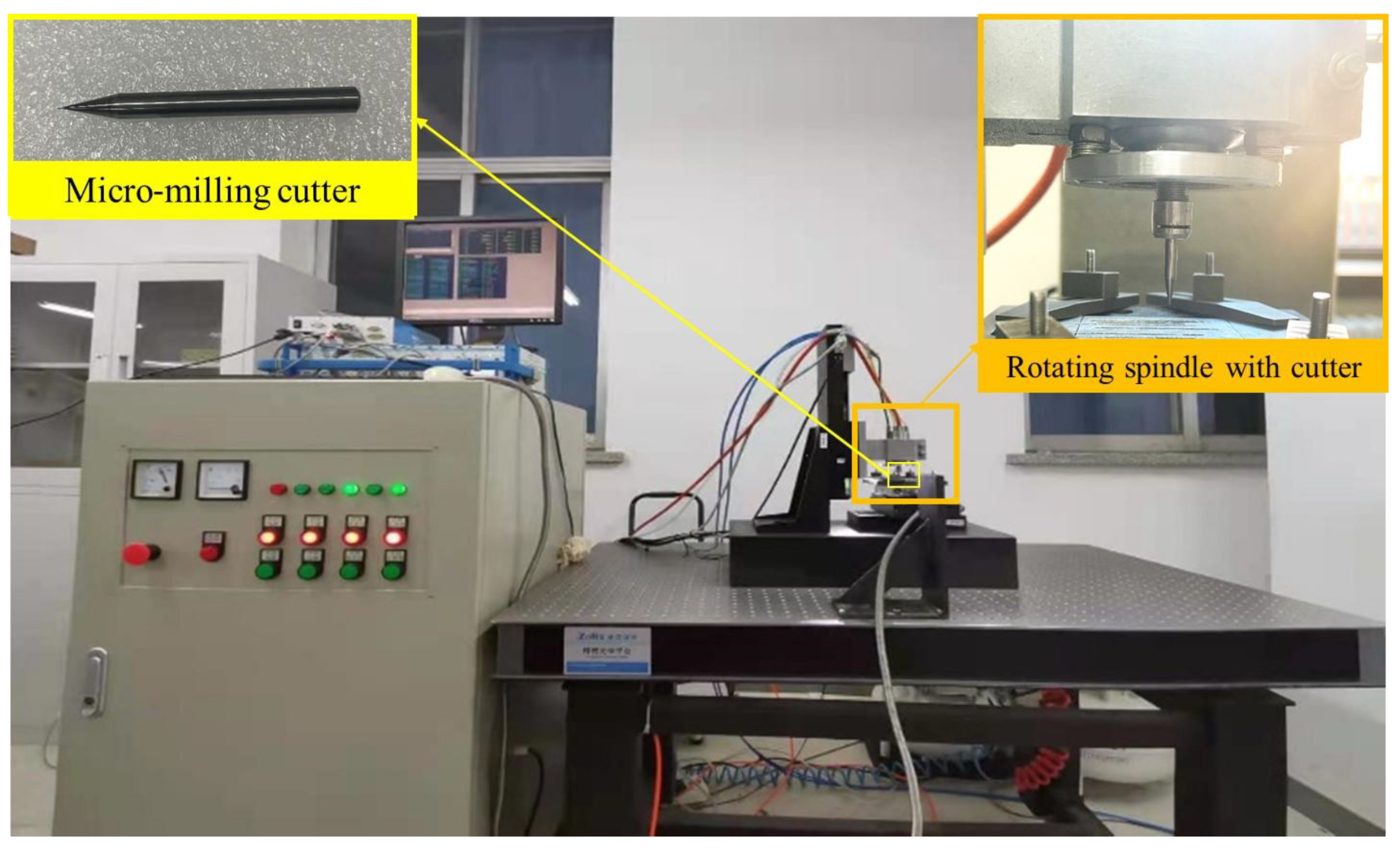
2.7. Experimental Verification of Prediction of Micro-Milling Tool Wear
3. An Improved Cutting Force Model in Micro-Milling LF 21 Considering Tool Wear
3.1. Micro-Milling Force Model
- If , the plough area can be calculated as Formula (24):
- 2.
- If , the plough area is calculated as follows:
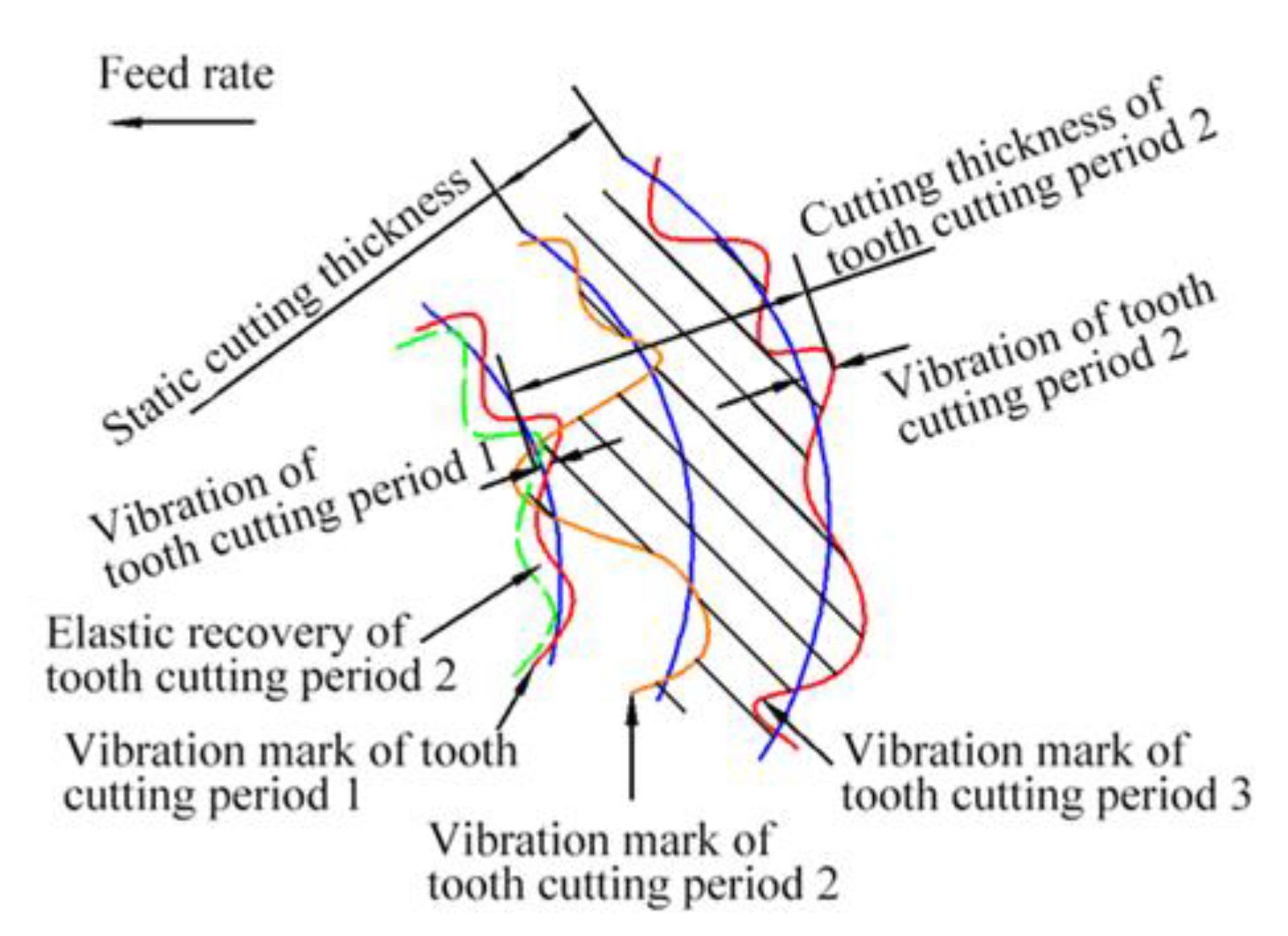
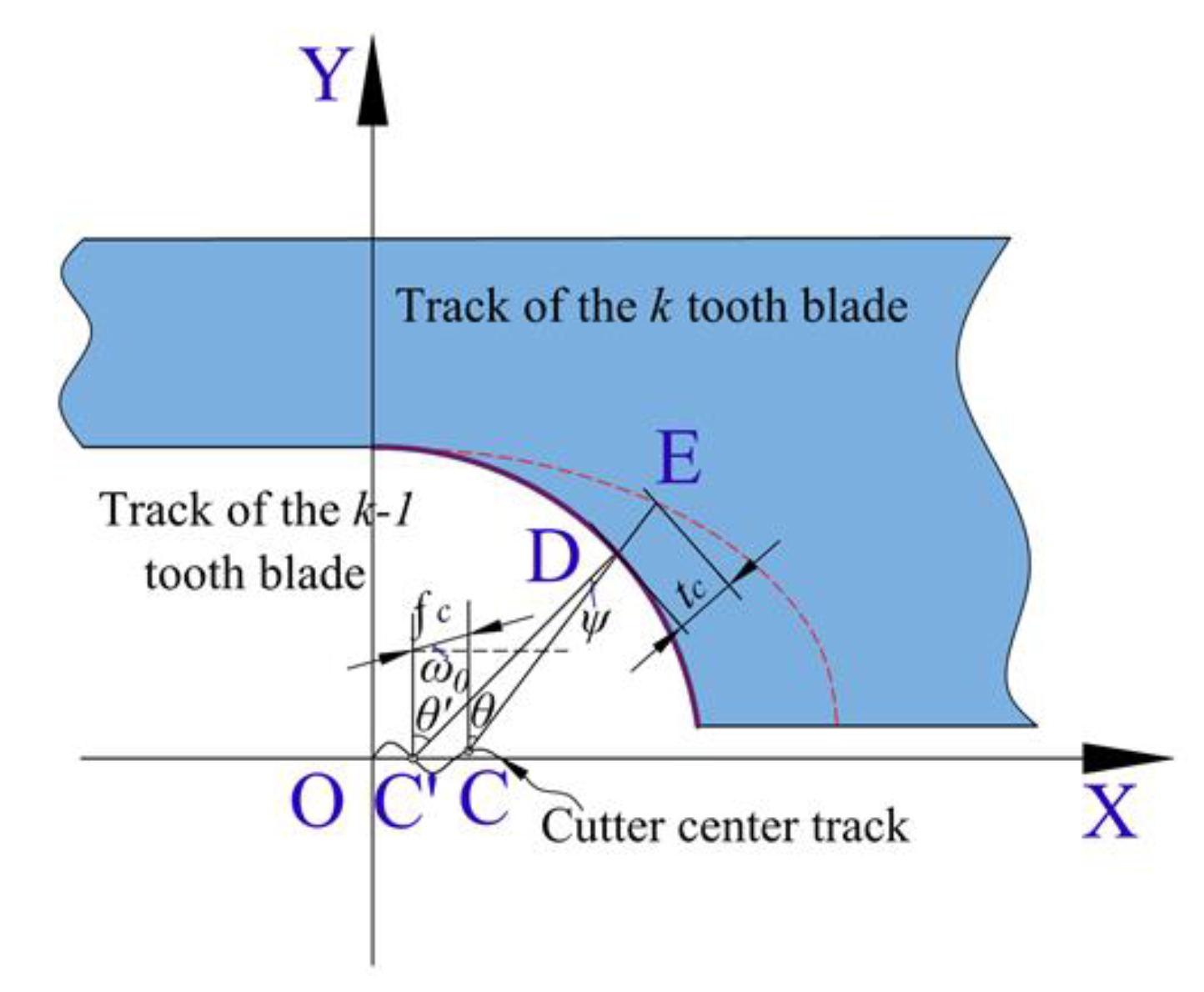
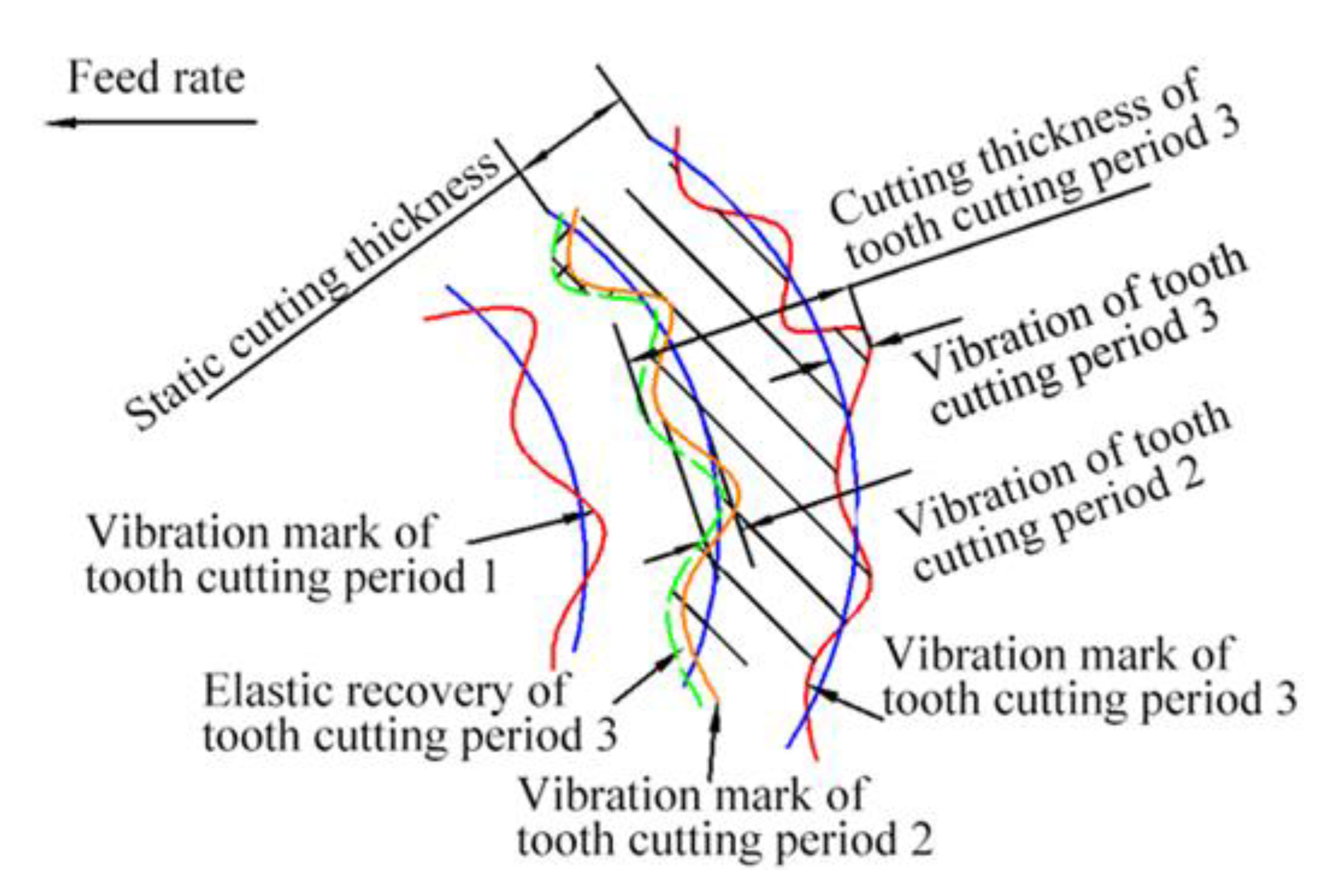
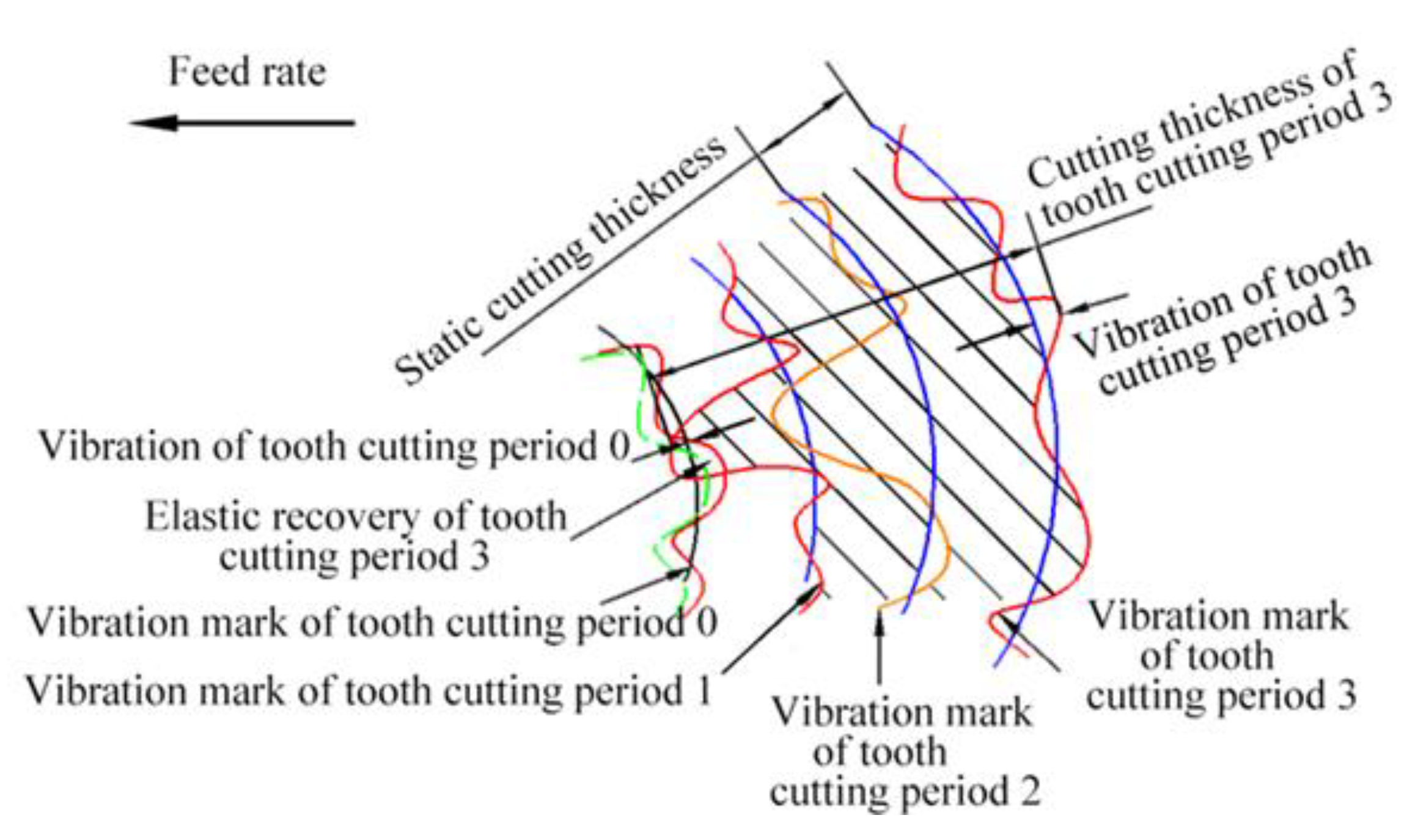
3.2. Instantaneous Cutting Thickness Model
- The blade does not run out of the cutting;
- 2.
- Cutter tooth loses contact with the workpiece.
3.3. Parameter Identification of the Micro-Milling Force Model
3.4. Micro-Milling Force Model Considering Tool Wear
4. Conclusions
- A simulation model based on DEFORM 3D is built to simulate the process of micro-milling aluminum alloy LF 21 and the prediction of tool wear is achieved. The results proved that the Usui wear rate model can effectively predict the tool wear in the micro-milling process.
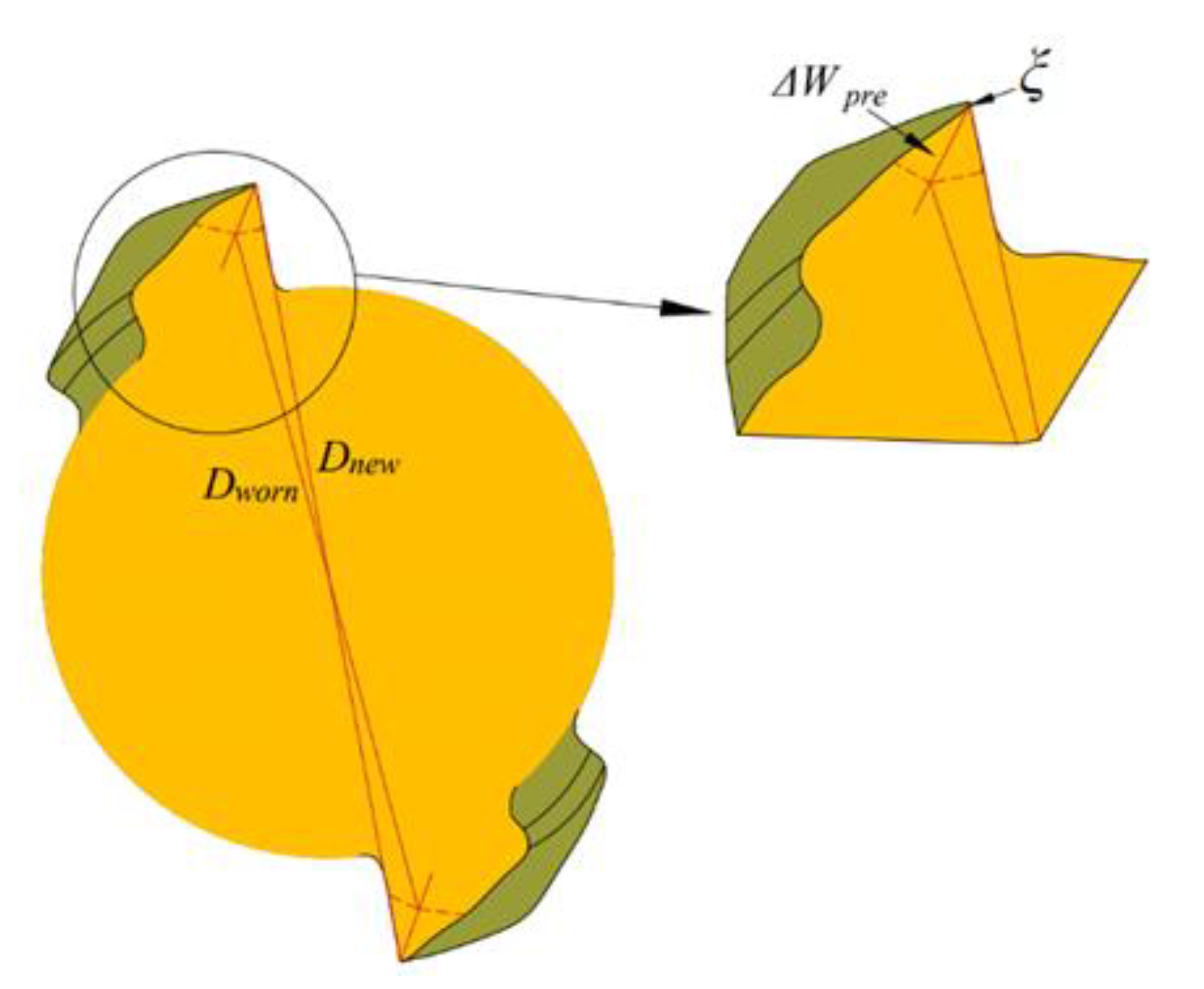
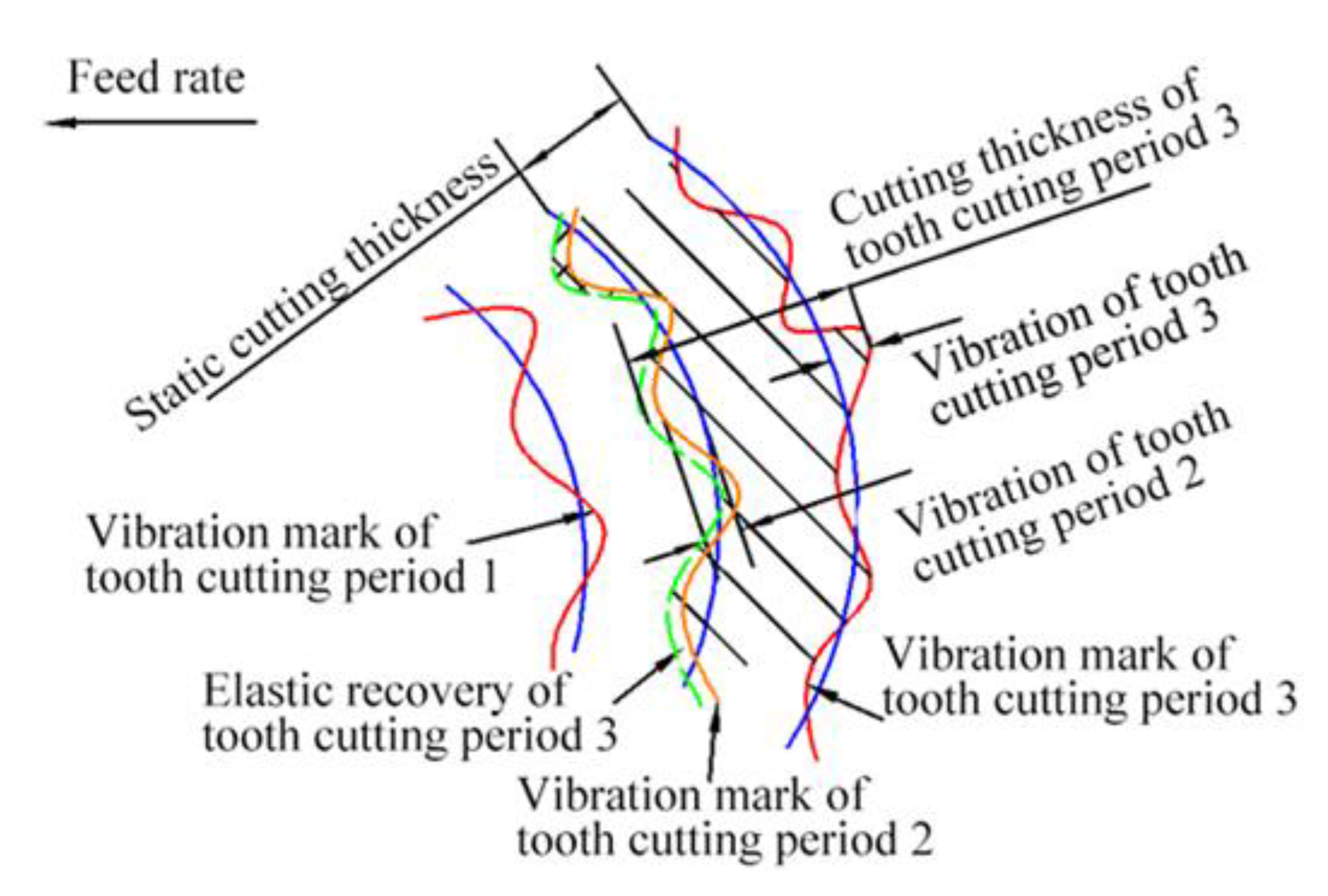
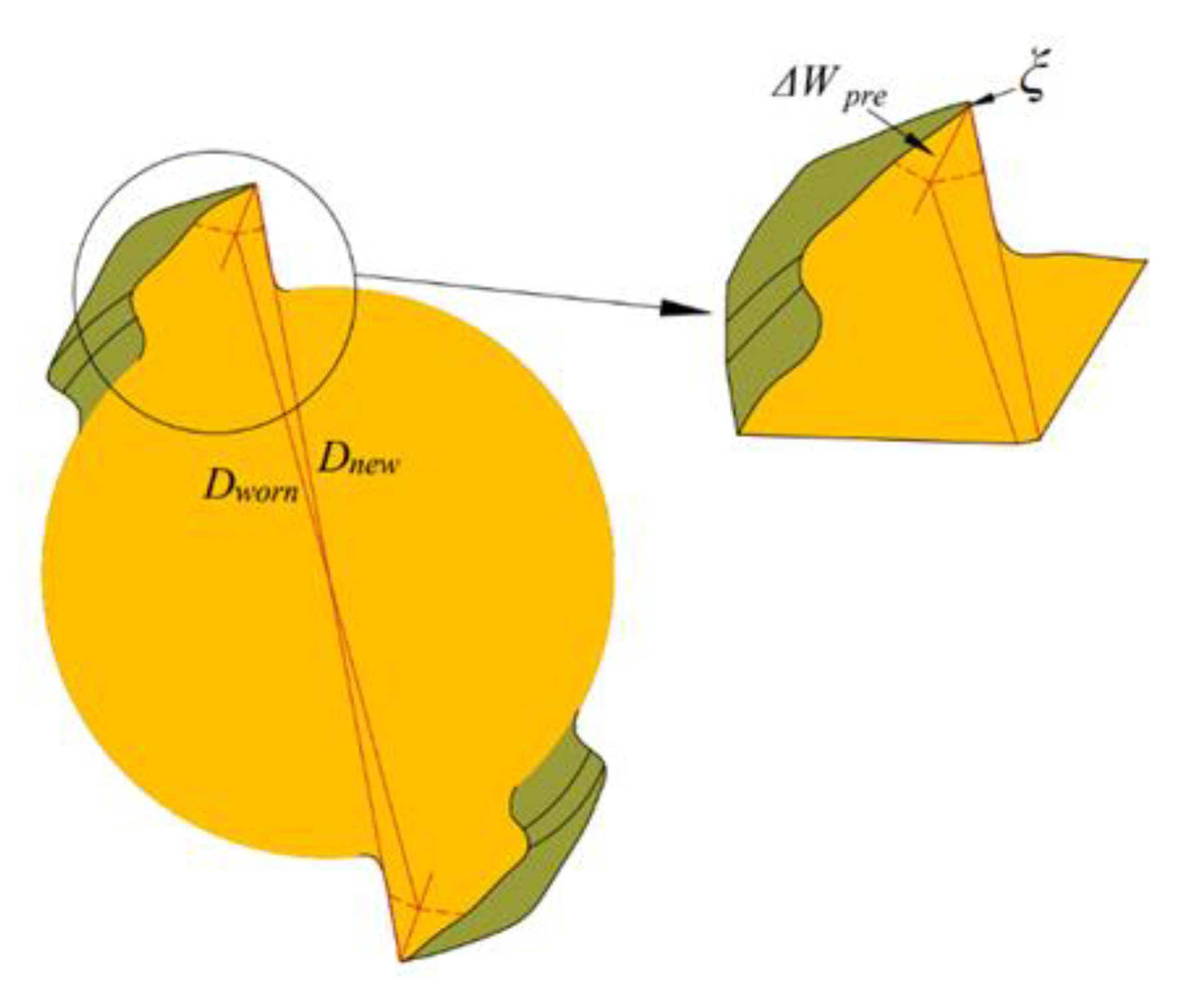
- The arc radius of the cutting edge increases due to tool wear; the friction between the cutter and the workpiece also increases. In this paper, the average tool wear rate is used to solve the cutting edge arc radius dynamically. In addition, considering the effects of tool run-out, material elastic recovery and cutter vibration displacement, the instantaneous cutting thickness model is established.
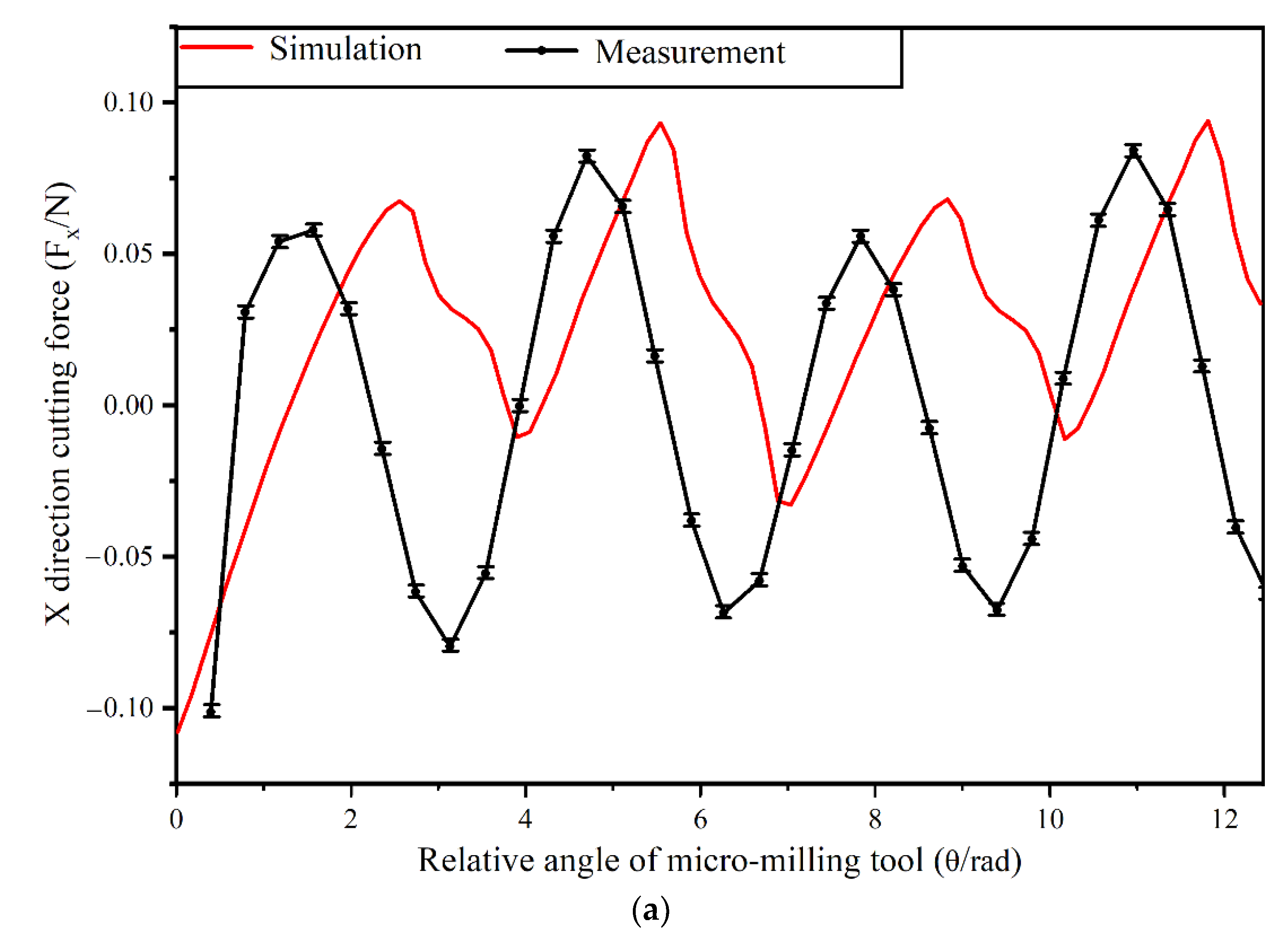
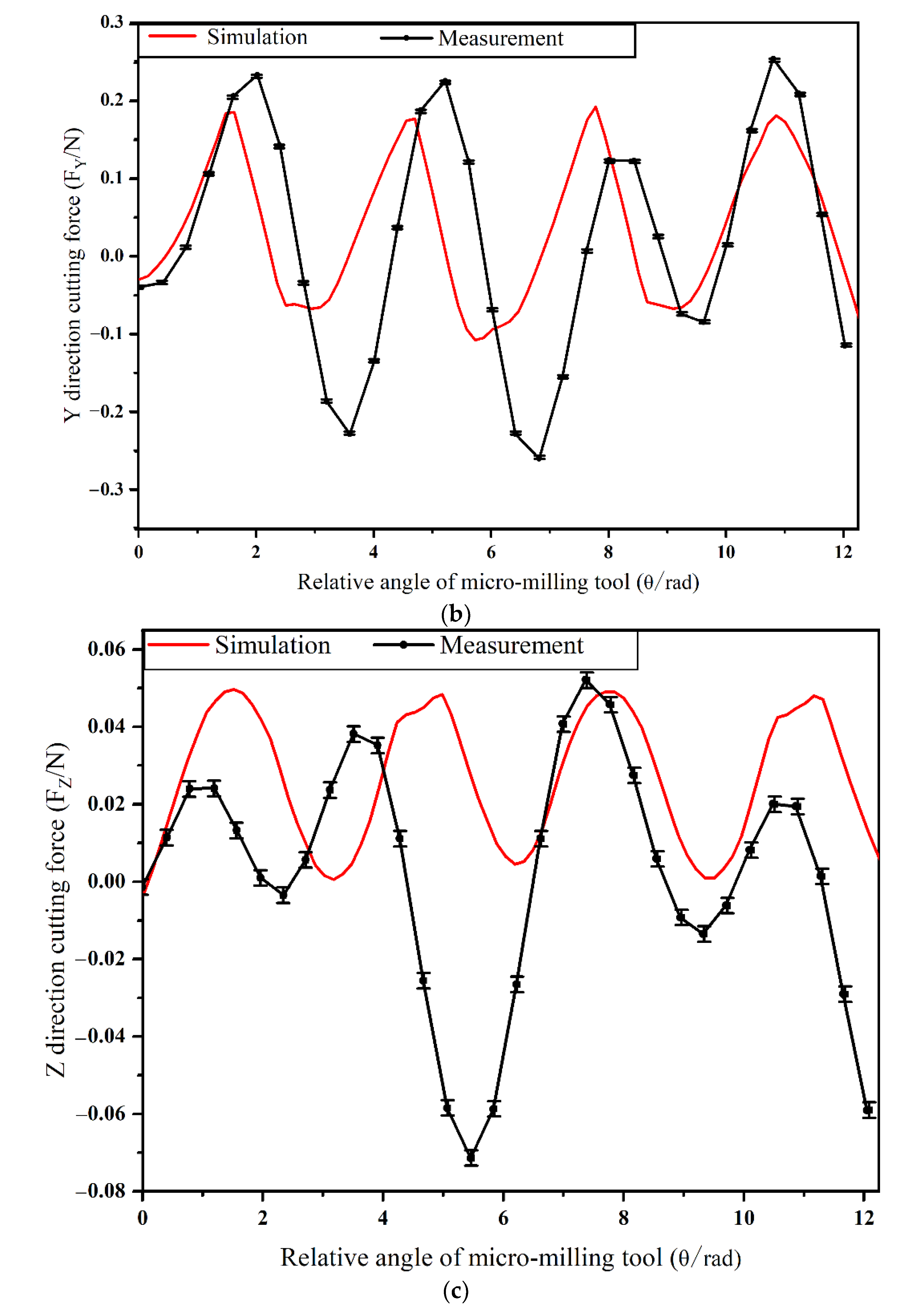
- Based on the instantaneous cutting thickness and minimum cutting thickness values, we established the force model of aluminum alloy LF 21 micro-milling process based on shear effect and plough effect and verified the validity of the force model by experiment.
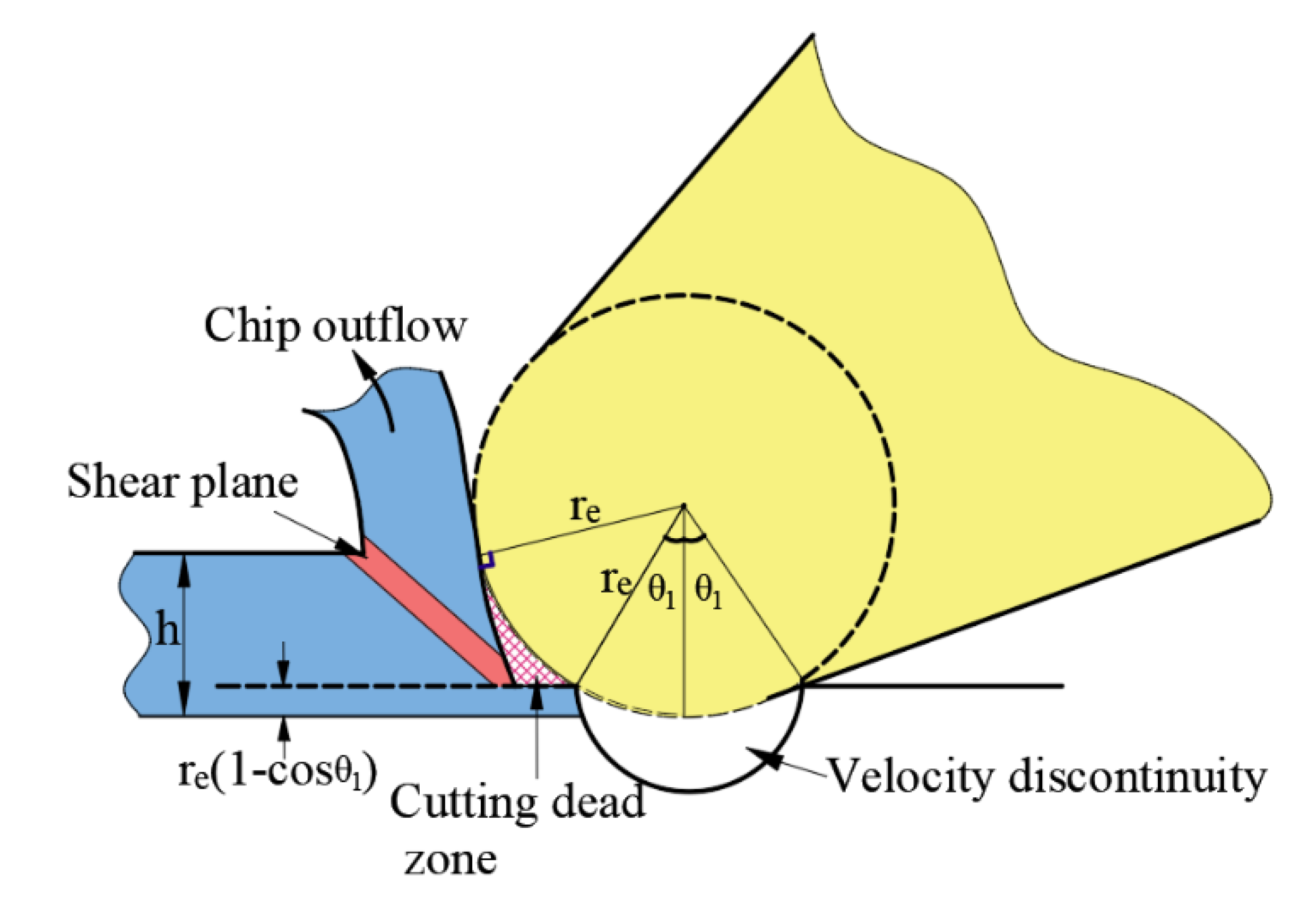
- We also propose a model of force coefficients mainly caused by the increase in arc radius of the cutting edge considering cutting dead zone. The experiment results verify that the cutting forces prediction results and experiment results are well matched.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| Symbol | Description |
| σ | stress |
| ɛ | equivalent plastic strain of the material |
| plastic strain rate of the material | |
| reference strain rate of the material | |
| n | Strain hardening index |
| m | temperature softening parameter of the material |
| melting temperature of the material | |
| room temperature | |
| equivalent strain increment | |
| shear friction coefficient | |
| Coulomb friction coefficient | |
| ξ | half angle of the cutter tip arc corresponding to the central angle |
| absolute temperature of cutter surface | |
| tool wear depth output by simulation | |
| cutting time | |
| diameter of the tool after wear | |
| instantaneous cutting thickness of the cutting edge at the axial position at time | |
| components of cutting force decomposition to y direction | |
| radial shear force coefficient | |
| axial shear force coefficient | |
| tangential plough force coefficient | |
| radial friction coefficient | |
| arc radius of the cutting edge | |
| minimum cutting thickness | |
| θs | limit cutting-in angle |
| radius of the cutter | |
| total number of cutter tooth | |
| α0 | back edge angle |
| elastic modulus | |
| vibration displacement corresponding to tooth cutting period 2 | |
| vibration patterns corresponding to the instantaneous cutting thickness of the k-1edge | |
| hprk | cutting thickness compensation of the edge |
| δmax | elastic recovery of material |
| reference strain rate | |
| deformation temperature of the material | |
| strain hardening parameter of the material | |
| strain rate coefficient of the material | |
| critical damage value of the material | |
| hydrostatic stress | |
| equivalent plastic stress | |
| equivalent plastic strain at fracture | |
| frictional stress | |
| shear yield stress | |
| contact surface pressure | |
| sliding speed of the workpiece material relative to the cutter | |
| cumulative cutter wear depth | |
| simulation time | |
| diameter of new cutter | |
| normal stress | |
| components of cutting force decomposition to x direction | |
| components of cutting force decomposition to z direction | |
| tangential shear force coefficient | |
| radial plough force coefficient | |
| axial plough force coefficient | |
| tangential friction coefficient | |
| area of plough area | |
| tooth angle | |
| θe | limit cutting-out angle |
| number of cutter tooth | |
| elastic recovery of material | |
| σs | tensile strength |
| hardness | |
| vibration displacement corresponding to tooth cutting period 3 | |
| vibration patterns corresponding to the instantaneous cutting thickness of the k edge | |
| φ0 | cutter run-out angle |
References
- Thepsonthi, T.; Özel, T. 3-D finite element process simulation of micro-end milling ti-6al-4v titanium alloy: Experimental validations on chip flow and cutter wear. J. Mater. Process. Technol. 2015, 221, 128–145. [Google Scholar] [CrossRef]
- Thepsonthi, T.; Özel, T. Experimental and finite element simulation based investigations on micro-milling ti-6al-4v titanium alloy: Effects of cbn coating on cutter wear. J. Mater. Process. Technol. 2013, 213, 532–542. [Google Scholar] [CrossRef]
- Lu, X.H.; Wang, F.R.; Jia, Z.Y.; Liang, S.Y. The flank wear prediction in micro-milling inconel 718. Ind. Lubr. Tribol. 2018, 70, 1374–1380. [Google Scholar] [CrossRef]
- Meng, J.; Chen, X.; Zhong, L.L.; Xiang, L. Establishment and experimental study of a wear prediction model of micro milling cutter in consideration of the size effect. Shock Vib. 2017, 36, 229–234. [Google Scholar] [CrossRef]
- Özel, T.; Thepsonthi, T. Experiments and finite element simulations on micro-milling of ti–6al–4v alloy with uncoated and cbn coated micro-cutters. CIRP Ann. 2011, 60, 85–88. [Google Scholar] [CrossRef]
- Wan, M.; Wen, D.Y.; Ma, Y.C.; Zhang, W.H. On material separation and cutting force prediction in micro milling through involving the effect of dead metal zone. Int. J. Mach. Tool Manuf. 2019, 146, 103452. [Google Scholar] [CrossRef]
- Rao, K.V.; Babu, B.H.; Vara, P.V.U. A study on effect of dead metal zone on cutter vibration, cutting and thrust forces in micro milling of inconel 718. J. Alloys Compd. 2019, 793, 343–351. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, T.; Wang, W. Dynamic cutting force prediction for micro end milling considering cutter vibrations and run-out. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 2248–2261. [Google Scholar] [CrossRef]
- Zhang, X.W.; Yu, T.B. Cutting forces modeling for micro flat end milling by considering cutter run-out and bottom edge cutting effect. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 470–485. [Google Scholar] [CrossRef]
- Sahoo, P.; Patra, K. Mechanistic modeling of cutting forces in micro-end-milling considering cutter run out, minimum chip thickness and tooth overlapping effects. Mach. Sci. Technol. 2018, 25, 1–24. [Google Scholar] [CrossRef]
- Sahoo, P.; Patra, K.; Singh, V.K. Influences of tialn coating and limiting angles of flutes on prediction of cutting forces and dynamic stability in micro milling of die steel (p-20). J. Mater. Process. Technol. 2020, 278, 116500. [Google Scholar] [CrossRef]
- Li, G.C.; Li, S.; Zhu, K.P. Micro-milling force modeling with tool wear and runout effect by spatial analytic geometry. Int. J. Adv. Manuf. Technol. 2020, 107, 631–643. [Google Scholar] [CrossRef]
- Roushan, A.; Rao, U.S.; Vijayaraghavan, L. Prediction of cutting force in micro-end-milling by a combination of analytical and fem method. J. Micromanuf. 2020, 3, 28–38. [Google Scholar] [CrossRef]
- Ozel, T.; Altan, T. Determination of workpiece flow stress and friction at the chip-tool contact for high-speed cutting. Int. J. Mach. Tool Manuf. 2000, 40, 133–152. [Google Scholar] [CrossRef]
- Wang, C.; Zhu, Y.Y.; Ni, H.J.; Shen, W.; Zhu, Y. Cutting force simulation of aluminum alloy 7075 by deform-3d software and its selection of fracture criterion. Jixie Gongcheng Cailiao 2019, 43, 69–72. [Google Scholar] [CrossRef]
- Yang, S.B. Study on the Simulation of High Efficiency Cutting Hydrogenated Titanium Alloy and Prediction of Cutter Wear. Ph.D. Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2012. [Google Scholar]
- Kitagawa, T.; Maekawa, K.; Shirakashi, T.; Usui, E. Analytical prediction of flank wear of carbide cutters in turning plain carbon steels(part 1): Characteristic equation of flank wear. Bull. Jpn. Soc. Precis. Eng. 1988, 22, 263–269. [Google Scholar]
- Kitagawa, T.; Maekawa, K.; Shirakashi, T.; Usui, E. Analytical prediction of flank wear of carbide cutters in turning plain carbon steels (part 2): Prediction of flank wear. Bull. Jpn. Soc. Precis. Eng. 1989, 23, 126–133. [Google Scholar]
- Guo, J. Study on Friction and Wear Characteristics of Milling Cutter for High-Silicon Aluminum Alloy Ce11. Master’s Thesis, Xihua University, Chengdu, China, 2016. [Google Scholar]
- Oliaei, S.N.B.; Karpat, Y. Influence of cutter wear on machining forces and tool deflections during micro milling. Int. J. Adv. Manuf. Technol. 2016, 84, 1963–1980. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.H.; Jia, Z.Y.; Wang, X.X.; Li, G.J.; Ren, Z.J. Three-dimensional dynamic cutting forces prediction model during micro-milling nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2015, 81, 2067–2086. [Google Scholar] [CrossRef]
- Sahoo, P.; Patra, K.; Vishnu, K.S.; Mittal, R. Modeling dynamic stability and cutting forces in micro milling of ti6al4v using intermittent oblique cutting finite element method simulation-based force coefficients. J. Eng. Ind. 2020, 142, 1–29. [Google Scholar] [CrossRef]
- Li, G.J. Research on the Cutting Force Modeling During Micro-End Milling Nickel-Based Superalloy Processing. Master’s Thesis, Dalian University of Technology, Dalian, China, 2013. [Google Scholar]
- Nie, Q. New mathematic method of calculating instantaneous un-deformed chip thickness with cutter run-out in micro-end-milling. J. Eng. Ind. 2016, 52, 169–178. [Google Scholar] [CrossRef]
- Abdelmoneim, M.E.; Scrutton, R.F. Tool edge roundness and stable build-up formation in finish machining. J. Eng. Ind. 1974, 96, 1258–1267. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geometric Parameter | Symbol | Value |
|---|---|---|
| Tool head radius | rc (mm) | 0.3 |
| Shank radius | rs (mm) | 2 |
| Overall length | L (mm) | 45 |
| Extended Length | l (mm) | 15 |
| Cutting length | lc (mm) | 1.2 |
| Neck taper angle | γ | 12° |
| Helix angle | β | 30 |
| Rounded cutting edge radius | r (mm) | 0.002 |
| Number of flutes | --- | 2 |
| Material | Thermal Conductivity (W/(m·°C)) | Coefficient of Thermal Expansion (1/°C) | Modulus of Elasticity (Mpa) | Heat Capacity (N/(mm2·°C)) | Poisson’s Ratio | Rockwell Hardness |
|---|---|---|---|---|---|---|
| WC/Co (ISO K20) | 55 | 4.7 × 10−6 | 5.6 × 105 | 15 | 0.25 | 65 |
| TiAlN | 12 | 9.4 × 10−6 | 6 × 105 | 15 | 0.23 | 83 |
| Material | Thermal Conductivity (W/(m·°C)) | Coefficient of Thermal Expansion (1/°C) | Modulus of Elasticity (Mpa) | Heat Capacity (N/(mm2·°C)) | Poisson’s Ratio | Brinell Hardness |
|---|---|---|---|---|---|---|
| LF 21 (GB/T3190-1996) | 180.2 | 2.2 × 10−5 | 6.86 × 104 | 2.433 | 0.25 | 185 |
| Material | A (Mpa) | B (Mpa) | C | n | m | Tmelt (°C) | Troom (°C) |
|---|---|---|---|---|---|---|---|
| LF 21 | 34.4 | 114.2 | 0.2062 | 0.2762 | 0.018 | 643 | 20 |
| Number | Spindle Speed n (rpm) | Feed per Tooth fz (μm/z) | Axial Cutting Depth ap (μm) | Cutting Time t (min) | Simulation Output (%) | Experimental Results (%) | Relative Error (%) |
|---|---|---|---|---|---|---|---|
| 1 | 40,000 | 0.4 | 20 | 4 | 0.8467 | 1.1533 | 26.58 |
| 2 | 40,000 | 0.6 | 30 | 6 | 2.1133 | 1.8867 | 12.01 |
| 3 | 50,000 | 0.8 | 20 | 6 | 5.7200 | 8.0333 | 28.80 |
| 4 | 60,000 | 0.4 | 40 | 6 | 5.5467 | 6.7266 | 17.54 |
| 5 | 60,000 | 0.8 | 30 | 4 | 10.6400 | 11.0733 | 3.91 |
| Number | Spindle Speed n (rpm) | Axial Cutting Depth ap (μm) | Feed per Tooth fz (μm/z) | Fx (N) | Fy (N) | Fz(N) |
|---|---|---|---|---|---|---|
| 1 | 40,000 | 50 | 0.25 | 0.0735 | 0.5045 | 0.2857 |
| 2 | 40,000 | 50 | 0.35 | 0.0936 | 0.6645 | 0.2886 |
| 3 | 40,000 | 50 | 0.45 | 0.1246 | 0.7894 | 0.3306 |
| 4 | 40,000 | 50 | 0.55 | 0.1043 | 0.6275 | 0.2882 |
| 5 | 40,000 | 50 | 0.65 | 0.1223 | 0.7293 | 0.3245 |
| Number | Spindle Speed n (rpm) | Axial Cutting Depth ap (μm) | Feed per Tooth fz (μm/z) | Fx (N) | Fy (N) | Fz (N) |
|---|---|---|---|---|---|---|
| 1 | 40,000 | 20 | 0.8 | 0.0805 | 0.1463 | 0.0555 |
| 2 | 45,000 | 30 | 0.8 | 0.0709 | 0.1347 | 0.0873 |
| 3 | 50,000 | 40 | 0.8 | 0.2571 | 0.3071 | 0.1731 |
| 4 | 55,000 | 50 | 0.8 | 0.3391 | 0.3513 | 0.1365 |
| 5 | 60,000 | 60 | 0.8 | 0.1099 | 0.1525 | 0.1581 |
| 6 | 40,000 | 30 | 0.9 | 0.1615 | 0.1660 | 0.2272 |
| 7 | 45,000 | 40 | 0.9 | 0.1087 | 0.1747 | 0.0918 |
| 8 | 50,000 | 50 | 0.9 | 0.1956 | 0.2987 | 0.2336 |
| 9 | 55,000 | 60 | 0.9 | 0.1235 | 0.1983 | 0.1772 |
| 10 | 60,000 | 20 | 0.9 | 0.0643 | 0.1255 | 0.1262 |
| 11 | 40,000 | 40 | 1.0 | 0.0961 | 0.1436 | 0.1024 |
| 12 | 45,000 | 50 | 1.0 | 0.2109 | 0.2749 | 0.1736 |
| 13 | 50,000 | 60 | 1.0 | 0.2354 | 0.3033 | 0.1647 |
| 14 | 55,000 | 20 | 1.0 | 0.1365 | 0.2457 | 0.1215 |
| 15 | 60,000 | 30 | 1.0 | 0.0930 | 0.1271 | 0.1569 |
| Number | Spindle Speed n (rpm) | Axial Cutting Depth ap (μm) | Feed per Tooth fz (μm/z) | Fx (N) | Fy (N) | Fz (N) |
|---|---|---|---|---|---|---|
| 1 | 40,000 | 20 | 0.2 | 0.0767 | 0.1737 | 0.0841 |
| 2 | 45,000 | 30 | 0.2 | 0.0262 | 0.0585 | 0.0449 |
| 3 | 50,000 | 40 | 0.2 | 0.0545 | 0.1681 | 0.0746 |
| 4 | 55,000 | 50 | 0.2 | 0.1957 | 0.4321 | 0.1539 |
| 5 | 60,000 | 60 | 0.2 | 0.1391 | 0.2261 | 0.1705 |
| 6 | 40,000 | 30 | 0.3 | 0.0743 | 0.3581 | 0.2091 |
| 7 | 45,000 | 40 | 0.3 | 0.0875 | 0.1347 | 0.0868 |
| 8 | 50,000 | 50 | 0.3 | 0.1342 | 0.2791 | 0.1925 |
| 9 | 55,000 | 60 | 0.3 | 0.3232 | 0.6032 | 0.2945 |
| 10 | 60,000 | 20 | 0.3 | 0.0550 | 0.1371 | 0.1159 |
| 11 | 40,000 | 40 | 0.4 | 0.0939 | 0.4853 | 0.2541 |
| 12 | 45,000 | 50 | 0.4 | 0.2612 | 0.3766 | 0.1114 |
| 13 | 50,000 | 60 | 0.4 | 0.2335 | 0.4019 | 0.1566 |
| 14 | 55,000 | 20 | 0.4 | 0.0814 | 0.2525 | 0.1713 |
| 15 | 60,000 | 30 | 0.4 | 0.0880 | 0.2173 | 0.1249 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, X.; Cong, C.; Hou, P.; Xv, K.; Liang, S.Y. Improved Cutting Force Modelling in Micro-Milling Aluminum Alloy LF 21 Considering Tool Wear. Appl. Sci. 2022, 12, 5357. https://doi.org/10.3390/app12115357
Lu X, Cong C, Hou P, Xv K, Liang SY. Improved Cutting Force Modelling in Micro-Milling Aluminum Alloy LF 21 Considering Tool Wear. Applied Sciences. 2022; 12(11):5357. https://doi.org/10.3390/app12115357
Chicago/Turabian StyleLu, Xiaohong, Chen Cong, Pengrong Hou, Kai Xv, and Steven Y. Liang. 2022. "Improved Cutting Force Modelling in Micro-Milling Aluminum Alloy LF 21 Considering Tool Wear" Applied Sciences 12, no. 11: 5357. https://doi.org/10.3390/app12115357
APA StyleLu, X., Cong, C., Hou, P., Xv, K., & Liang, S. Y. (2022). Improved Cutting Force Modelling in Micro-Milling Aluminum Alloy LF 21 Considering Tool Wear. Applied Sciences, 12(11), 5357. https://doi.org/10.3390/app12115357