
Development of PA6/GF Long-Fiber-Reinforced Thermoplastic Composites Using Pultrusion and Direct Extrusion Manufacturing Processes

 and
and
Abstract
:1. Introduction
2. Experiment
2.1. Materials
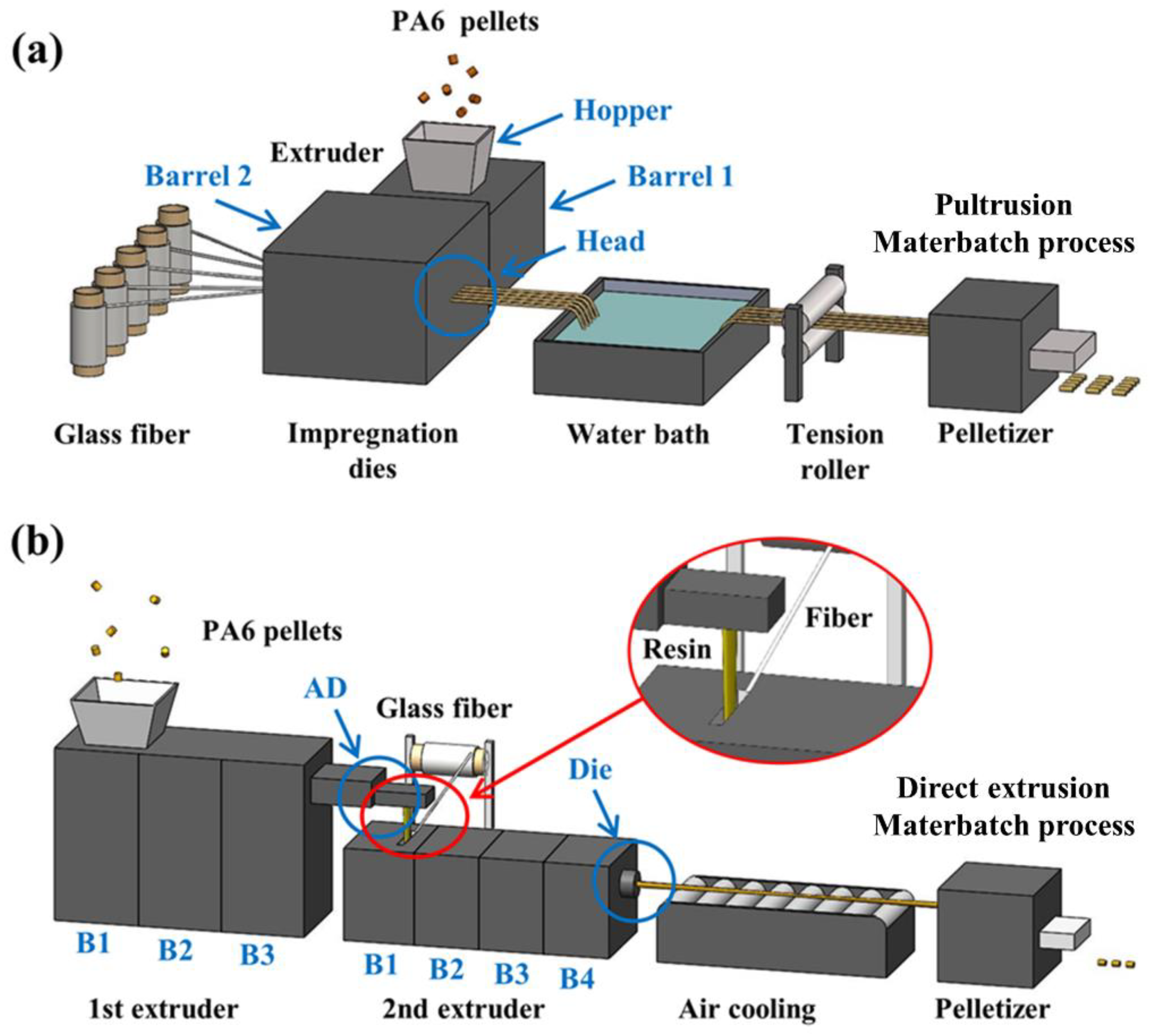
2.2. Preparation of PA6/GF Composites
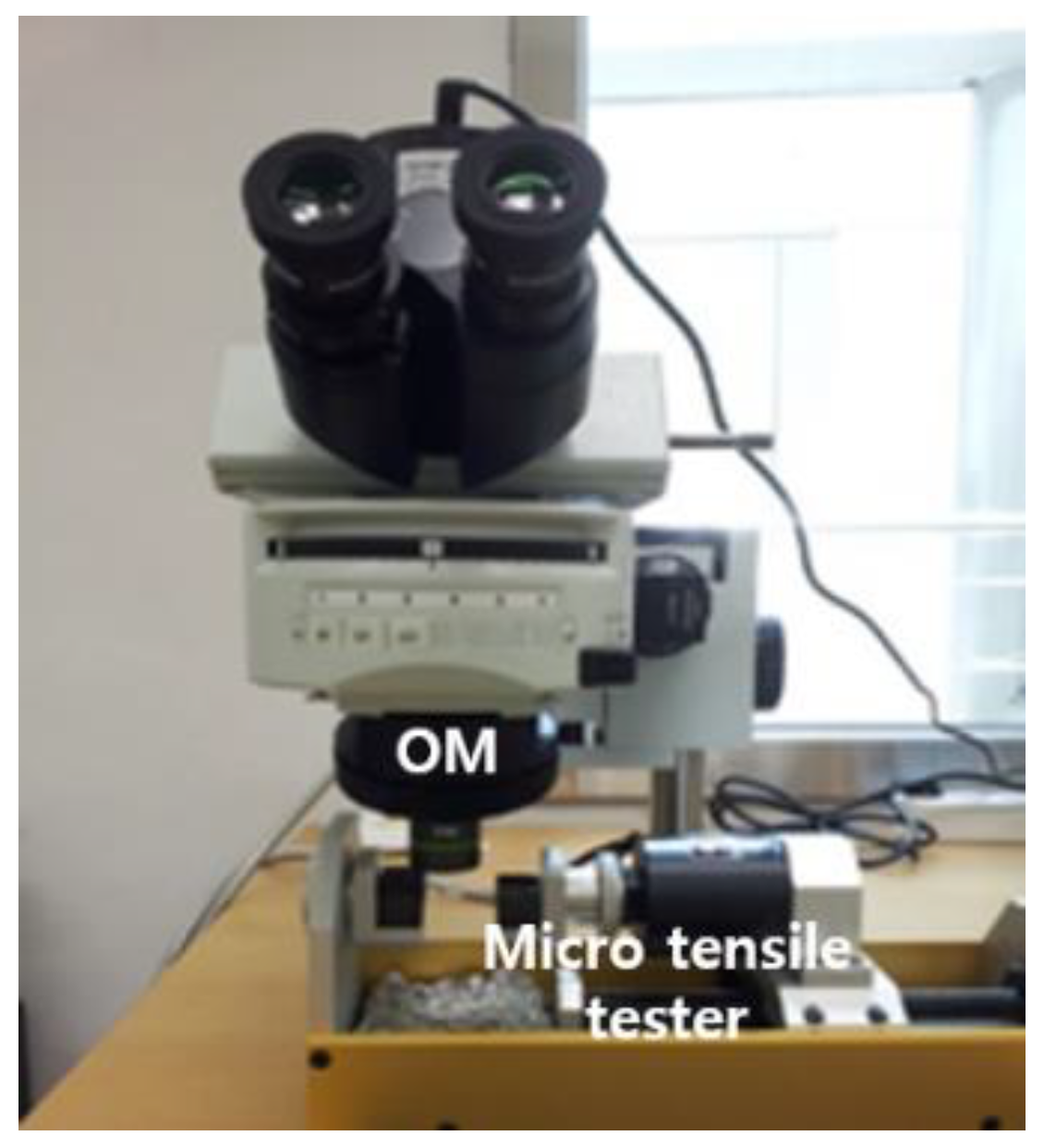
2.3. Test Methods
3. Results and Discussion
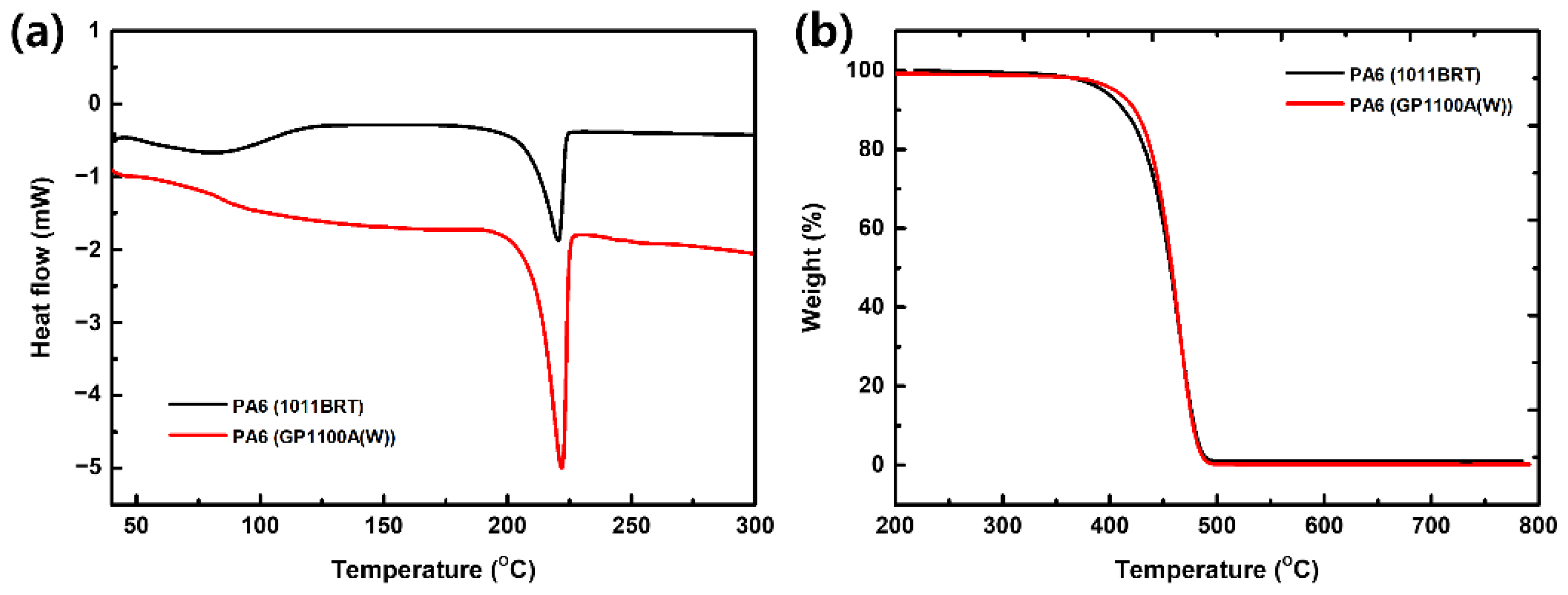
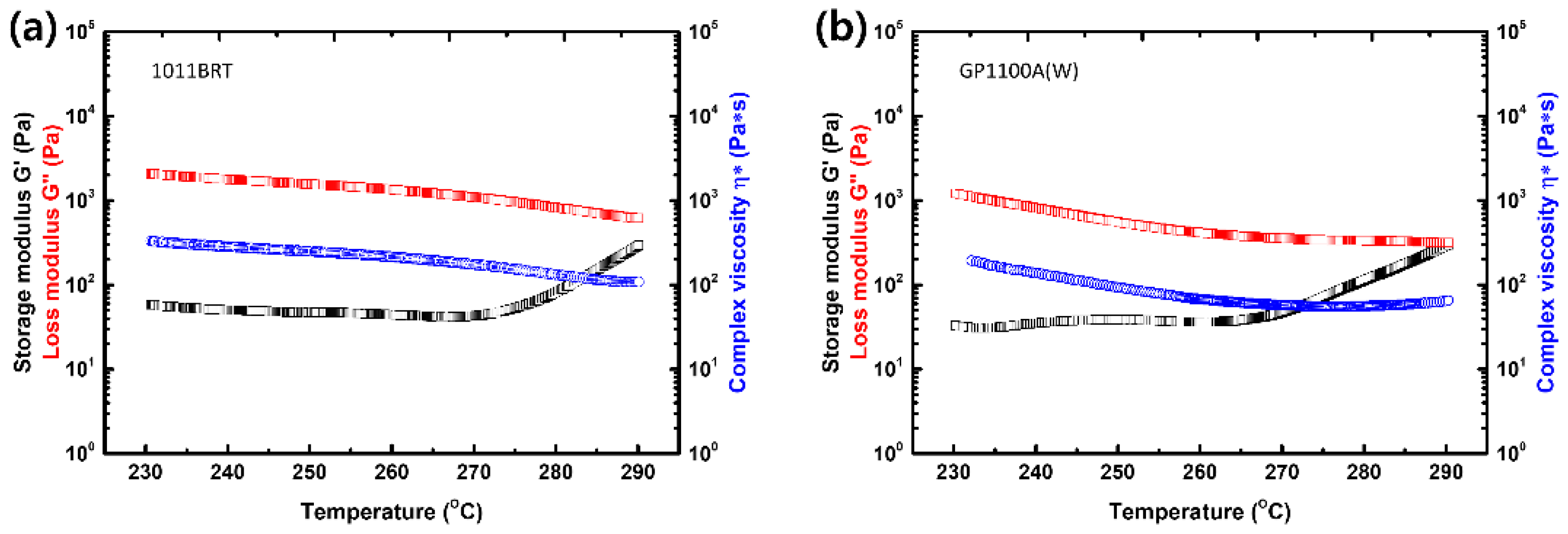
3.1. Characteristics of PA6 Resin
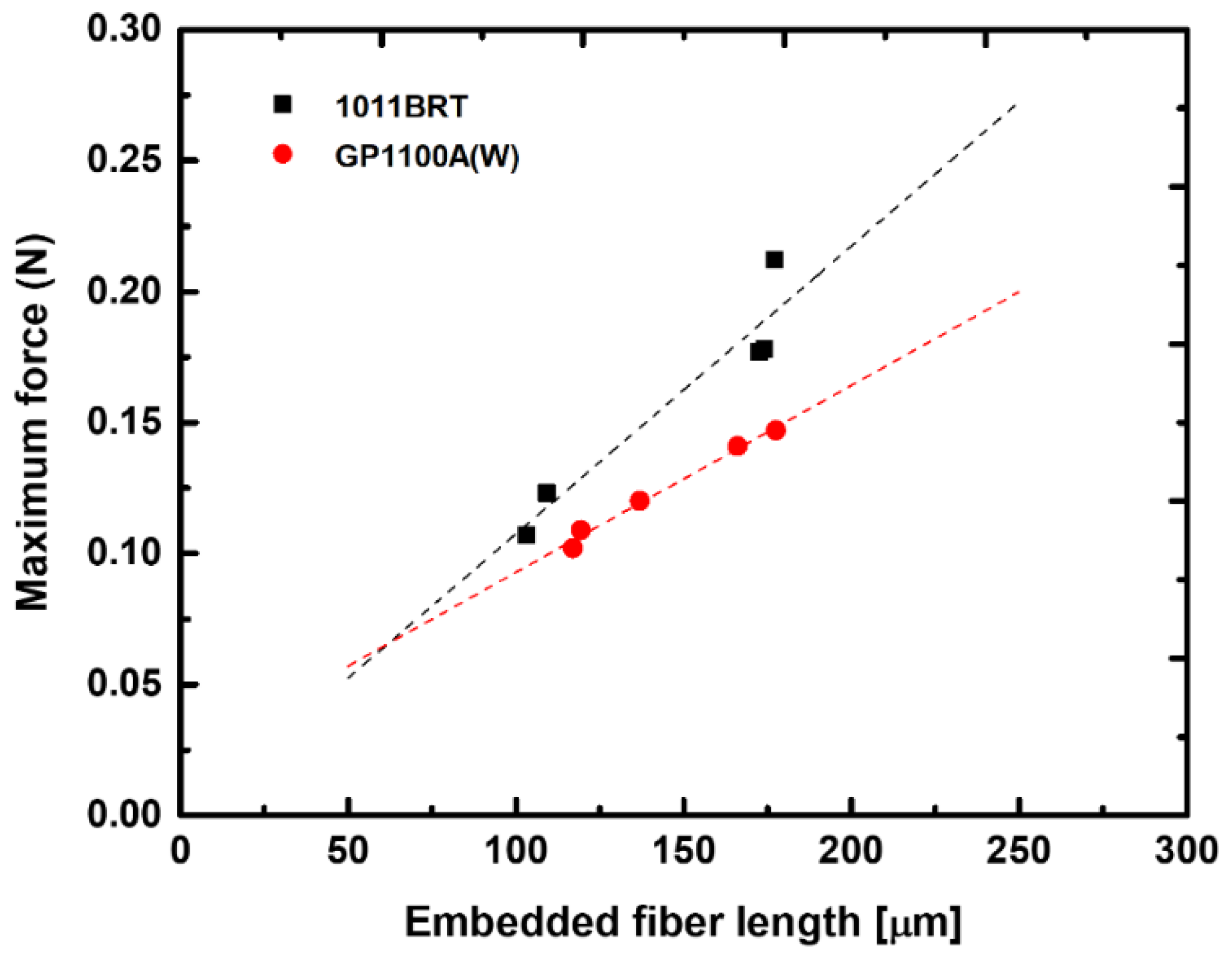
3.2. Interface between PA6 and Glass Fibers
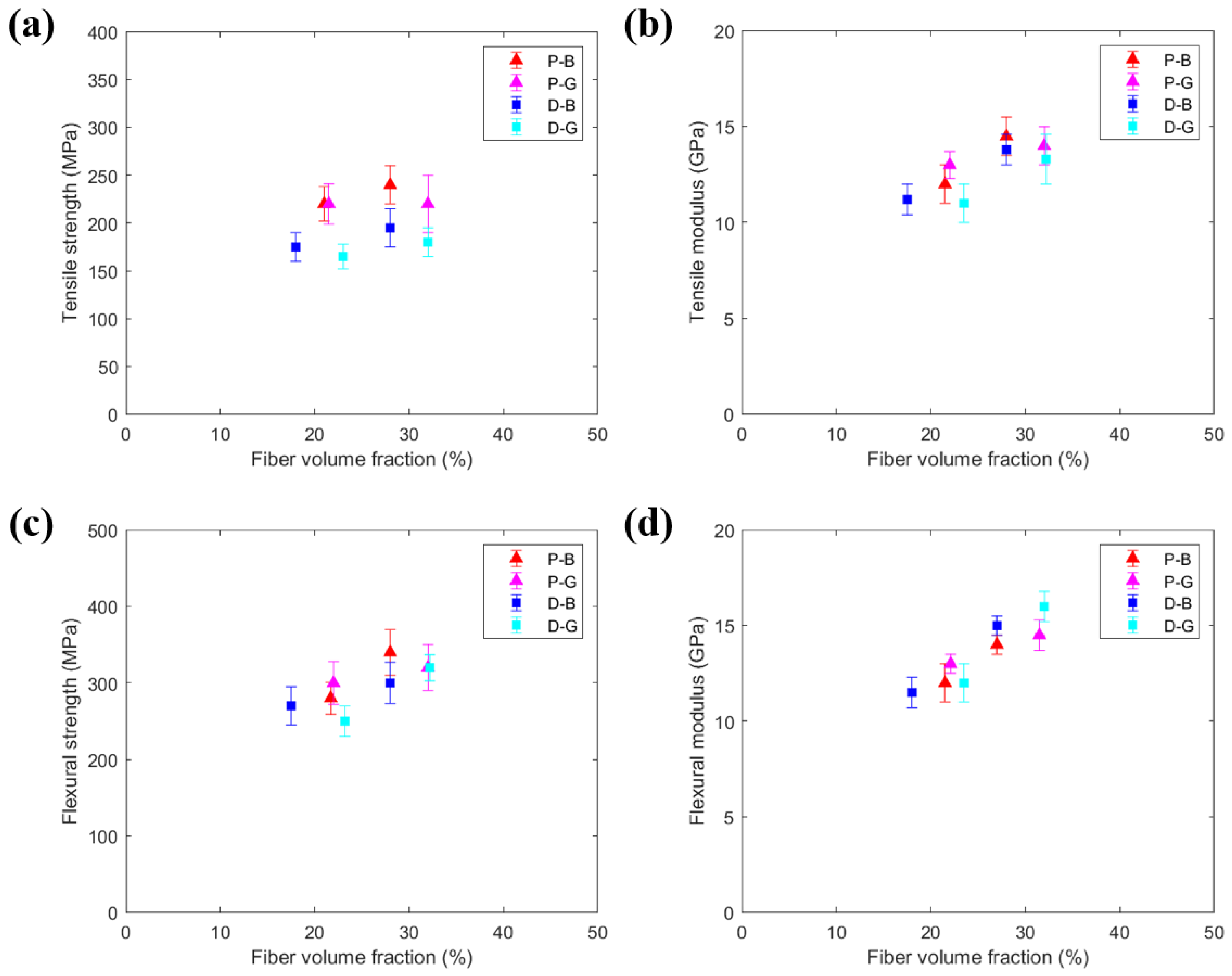
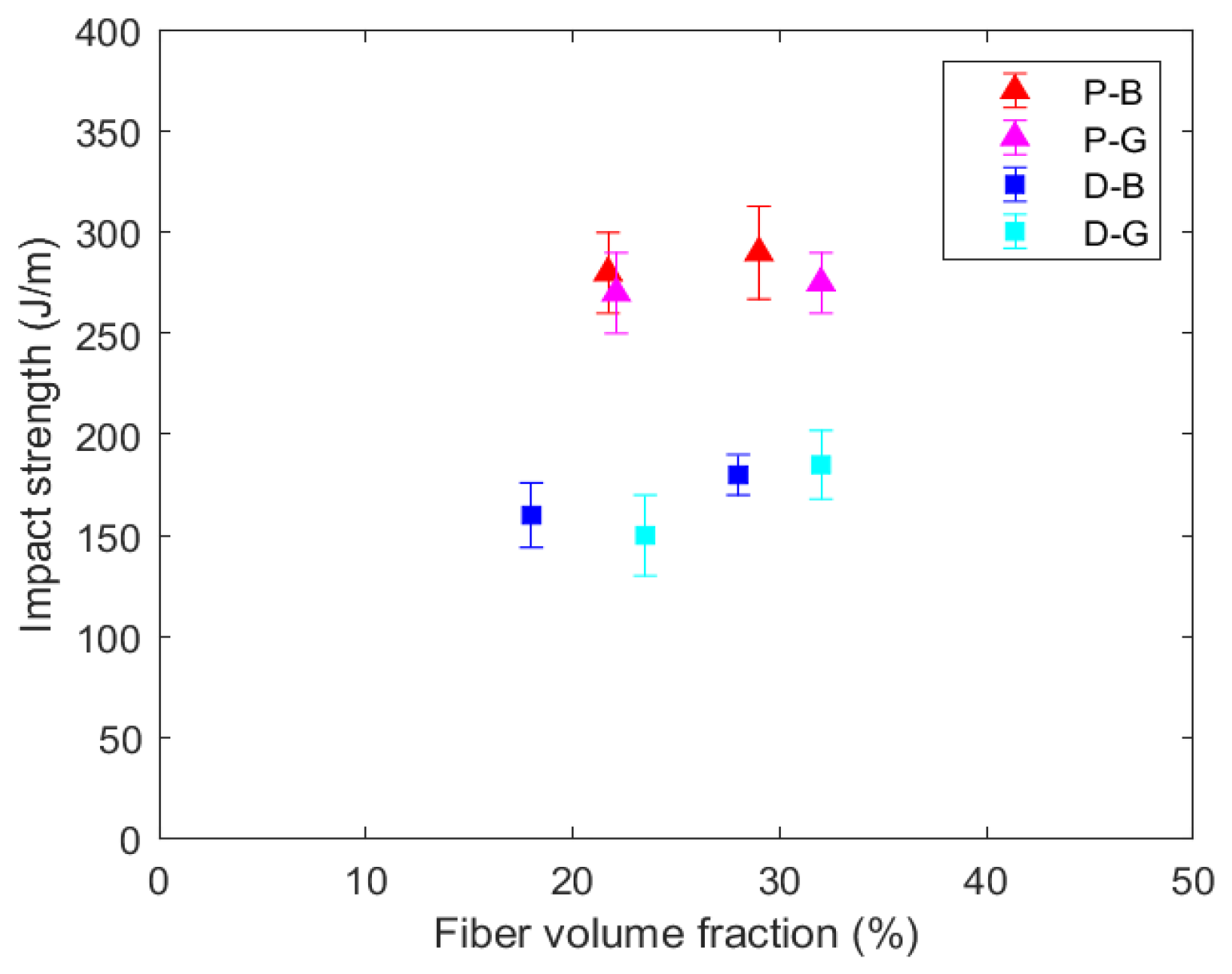
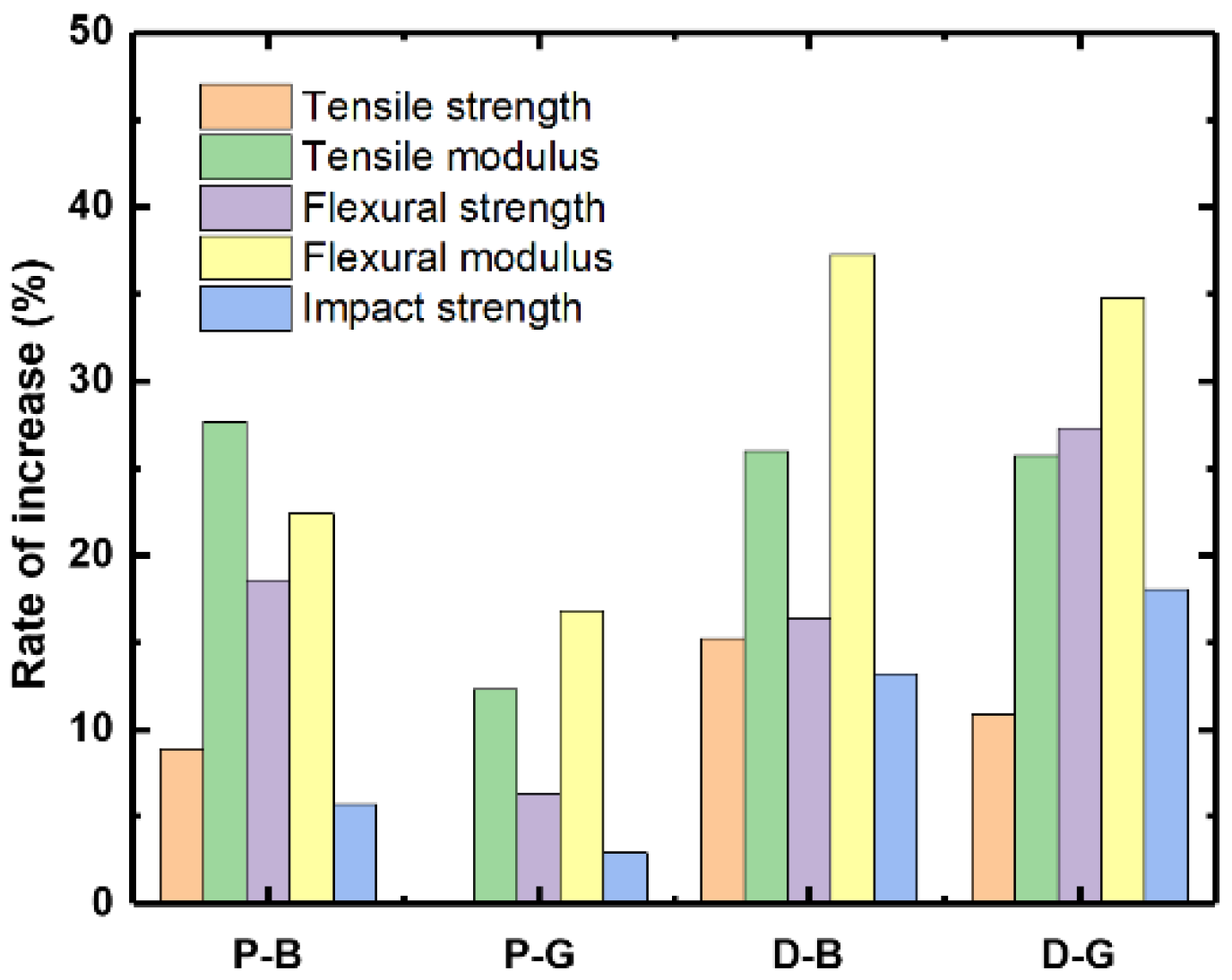
3.3. Characteristics of Composites
3.4. Fiber Efficiency
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Labatut, V.; Mayers, J.; Greene, T. Discontinuous LFT composites for structural aerospace applications. JET Compos. Mag. 2015, 96, 38–40. [Google Scholar]
- Markarian, J. Long fibre reinforced thermoplastics continue growth in automotive. Plast. Addit. Compd. 2007, 9, 20–24. [Google Scholar] [CrossRef]
- Thattaiparthasarathy, K.B.; Pillay, S.; Ning, H.; Vaidya, U. Process simulation, design and manufacturing of a long fiber thermoplastic composite for mass transit application. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1512–1521. [Google Scholar] [CrossRef]
- Han, K.Q.; Liu, Z.J.; Yu, M.H. Preparation and mechanical properties of long glass fiber reinforced PA6 composites prepared by a novel process. Macromol. Mater. Eng. 2005, 290, 688–694. [Google Scholar] [CrossRef]
- Akkapeddi, M.K. Glass fiber reinforced polyamide-6 nanocomposites. Polym. Compos. 2000, 21, 576–585. [Google Scholar] [CrossRef]
- Zuo, X.; Shao, H.; Zhang, D.; Hao, Z.; Guo, J. Effects of thermal-oxidative aging on the flammability and thermal-oxidative degradation kinetics of tris (tribromophenyl) cyanurate flame retardant PA6/LGF composites. Polym. Degrad. Stab. 2013, 98, 2774–2783. [Google Scholar] [CrossRef]
- Zuo, X.; Zhang, K.; Lei, Y.; Qin, S.; Hao, Z.; Guo, J. Influence of thermooxidative aging on the static and dynamic mechanical properties of long-glass-fiber-reinforced polyamide 6 composites. J. Appl. Polym. Sci. 2013, 131. [Google Scholar] [CrossRef]
- Thomason, J. The influence of fibre length, diameter and concentration on the impact performance of long glass-fibre reinforced polyamide 6,6. Compos. Part A Appl. Sci. Manuf. 2009, 40, 114–124. [Google Scholar] [CrossRef] [Green Version]
- An, H.J.; Kim, J.S.; Kim, K.-Y.; Lim, D.Y.; Kim, D.H. Mechanical and thermal properties of long carbon fiber-reinforced polyamide 6 composites. Fibers Polym. 2014, 15, 2355–2359. [Google Scholar] [CrossRef]
- Lee, E.S.; Kim, J.S.; Kim, K.Y.; Lim, D.Y.; Kim, D.H. Preparation of polypropylene composites reinforced with long carbon fibers and their properties. Fibers Polym. 2014, 15, 2613–2617. [Google Scholar] [CrossRef]
- Marotzke, C. Influence of the fiber length on the stress transfer from glass and carbon fibers into a thermoplastic matrix in the pull-out test. Compos. Interfaces 1993, 1, 153–166. [Google Scholar] [CrossRef]
- Singletary, J.; Baines, R.W.; Beckett, W.; Friedrich, K. Examination of fundamental assumptions of analytical modeling of fiber pullout test. Mech. Adv. Mater. Struct. 1997, 4, 95–112. [Google Scholar] [CrossRef]
- Karsli, N.G.; Aytac, A. Tensile and thermomechanical properties of short carbon fiber reinforced polyamide 6 composites. Compos. Part B Eng. 2013, 51, 270–275. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Lauke, B.; Mäder, E.; Yue, C.-Y.; Hu, X. Tensile properties of short-glass-fiber- and short-carbon-fiber-reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1117–1125. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Hu, X.; Yue, C.-Y. Effects of fiber length and orientation distributions on the mechanical properties of short-fiber-reinforced polymers a review. J. Soc. Mater. Sci. Japan 1999, 48, 74–83. [Google Scholar] [CrossRef] [Green Version]
- Ahn, S.; Lee, J.-C.; Kim, K.-Y. Preparation and Characterization of Glass-Fiber-Reinforced Modified Polyphenylene Oxide by a Direct Fiber Feeding Extrusion Process. Appl. Sci. 2021, 11, 10266. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Masterbatch (Process-Resin) | Fiber Content (wt%) | Resin Content (wt%) |
|---|---|---|
| P-B | 56.2 | 43.8 |
| P-G | 61.4 | 38.6 |
| D-B | 58.8 | 41.2 |
| D-G | 65.1 | 34.9 |
| Pultrusion | Hopper | Barrel 1 | Barrel 2 | Head |
|---|---|---|---|---|
| Temperature (°C) | 250 | 260 | 270 | 270 |
| Direct Extrusion | 1 Extruder | 2 Extruder | |||||||
|---|---|---|---|---|---|---|---|---|---|
| B1 | B2 | B3 | AD | B1 | B2 | B3 | B4 | Die | |
| Temperature (°C) | 240 | 245 | 250 | 255 | 240 | 245 | 250 | 255 | 260 |
| Sample | IFSS (MPa) | Standard Deviation |
|---|---|---|
| 1011 BRT | 20.27 | 1.45 |
| GP 1100A (W) | 16.25 | 0.59 |
| Specimens (Process-Resin-Fiber Content) | Fiber Content (wt%) | Resin Content (wt%) | Density (g/cc) | Fiber Volume Content (vol%) | Void Content (%) |
|---|---|---|---|---|---|
| P-B-40 | 38.9 | 61.1 | 1.419 | 21.55 | 2.37 |
| P-B-50 | 47.4 | 52.6 | 1.515 | 28.06 | 2.10 |
| P-G-40 | 40.0 | 60.0 | 1.409 | 21.89 | 3.03 |
| P-G-50 | 51.7 | 48.3 | 1.581 | 31.96 | 1.66 |
| D-B-40 | 33.8 | 66.2 | 1.346 | 17.77 | 4.04 |
| D-B-50 | 47.6 | 52.4 | 1.504 | 27.94 | 2.87 |
| D-G-40 | 41.2 | 58.8 | 1.429 | 22.97 | 2.65 |
| D-G-50 | 53.1 | 46.9 | 1.551 | 32.16 | 3.42 |
| Specimens (Process-Resin-Fiber Content) | Tensile Strength (MPa) | Tensile Modulus (GPa) | Flexural Strength (MPa) | Flexural Modulus (GPa) | Impact Strength (J/m) |
|---|---|---|---|---|---|
| P-Ref-50 * | 220 | - | 345 | - | 266 |
| P-B-40 | 214 | 11.2 | 285 | 11.6 | 280 |
| P-B-50 | 233 | 14.3 | 338 | 14.2 | 296 |
| P-G-40 | 214 | 12.2 | 301 | 12.5 | 275 |
| P-G-50 | 214 | 13.7 | 320 | 14.6 | 283 |
| D-B-40 | 171 | 10.4 | 263 | 11.0 | 159 |
| D-B-50 | 197 | 13.7 | 306 | 15.1 | 180 |
| D-G-40 | 166 | 10.5 | 249 | 11.8 | 155 |
| D-G-50 | 184 | 13.2 | 317 | 15.9 | 183 |
| P-B-40 | P-B-50 | D-B-40 | D-B-50 | |
|---|---|---|---|---|
| λσ | 0.2155 | 0.1933 | 0.1956 | 0.1572 |
| λE | 0.6176 | 0.6401 | 0.6774 | 0.6121 |
| P-G-40 | P-G-50 | D-G-40 | D-G-50 | |
|---|---|---|---|---|
| λσ | 0.2181 | 0.1548 | 0.1490 | 0.1273 |
| λE | 0.6738 | 0.5394 | 0.5380 | 0.5140 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, S.-E.; Ahn, J.-G.; Ahn, S.; Park, D.-H.; Choi, D.-H.; Lee, J.-C.; Yang, H.-I.; Kim, K.-Y. Development of PA6/GF Long-Fiber-Reinforced Thermoplastic Composites Using Pultrusion and Direct Extrusion Manufacturing Processes. Appl. Sci. 2022, 12, 4838. https://doi.org/10.3390/app12104838
Kim S-E, Ahn J-G, Ahn S, Park D-H, Choi D-H, Lee J-C, Yang H-I, Kim K-Y. Development of PA6/GF Long-Fiber-Reinforced Thermoplastic Composites Using Pultrusion and Direct Extrusion Manufacturing Processes. Applied Sciences. 2022; 12(10):4838. https://doi.org/10.3390/app12104838
Chicago/Turabian StyleKim, Sung-Eun, Jun-Geol Ahn, Seungjae Ahn, Do-Hyung Park, Da-Hee Choi, Jae-Chul Lee, Hyun-Ik Yang, and Ki-Young Kim. 2022. "Development of PA6/GF Long-Fiber-Reinforced Thermoplastic Composites Using Pultrusion and Direct Extrusion Manufacturing Processes" Applied Sciences 12, no. 10: 4838. https://doi.org/10.3390/app12104838
APA StyleKim, S.-E., Ahn, J.-G., Ahn, S., Park, D.-H., Choi, D.-H., Lee, J.-C., Yang, H.-I., & Kim, K.-Y. (2022). Development of PA6/GF Long-Fiber-Reinforced Thermoplastic Composites Using Pultrusion and Direct Extrusion Manufacturing Processes. Applied Sciences, 12(10), 4838. https://doi.org/10.3390/app12104838