
Additive Manufactured Waveguide for E-Band Using Ceramic Materials

 , , , and
, , , and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Featured Application
Abstract
1. Introduction
2. Manufacturing Process
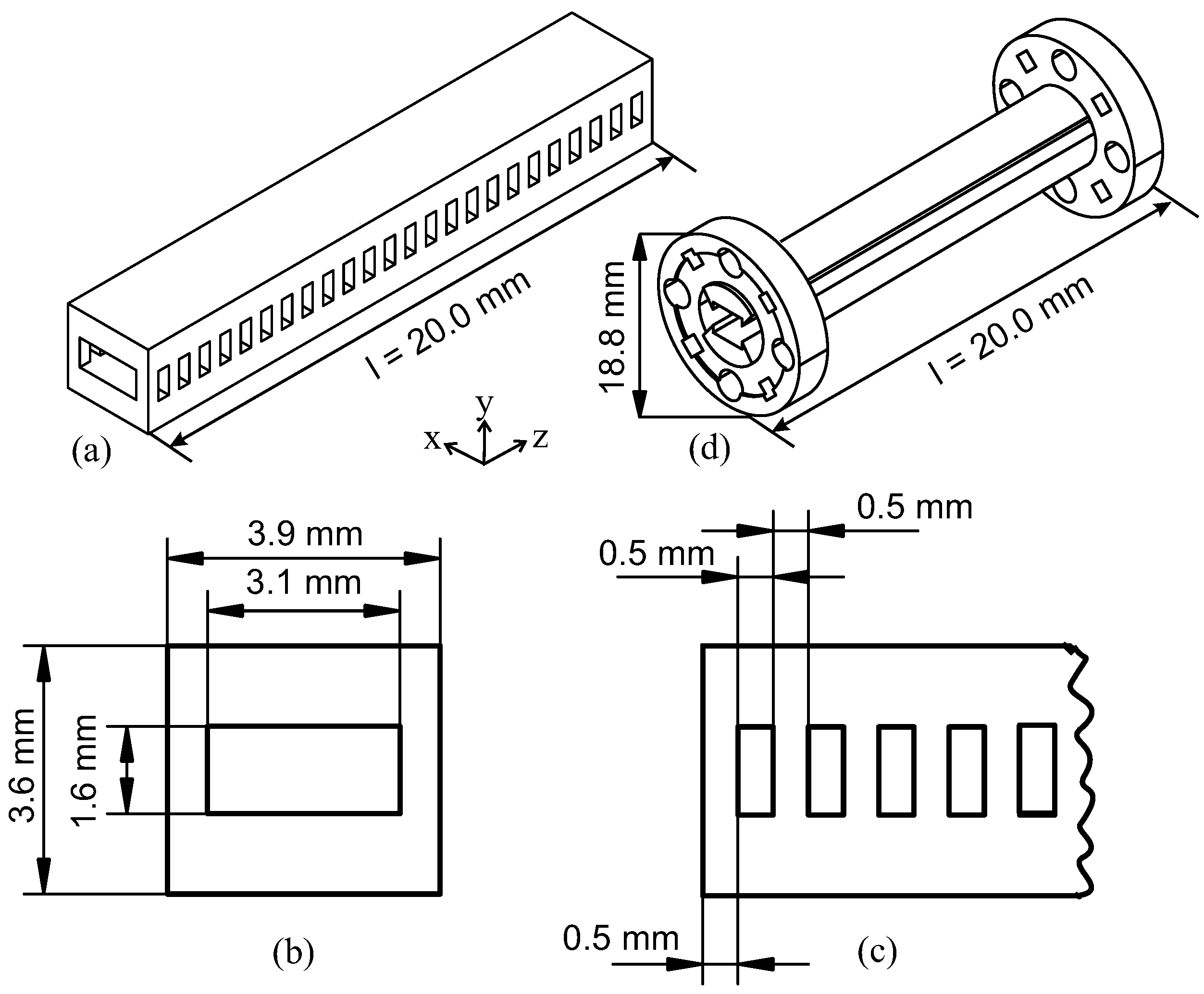
2.1. Design for Manufacturing
2.2. Printing Process
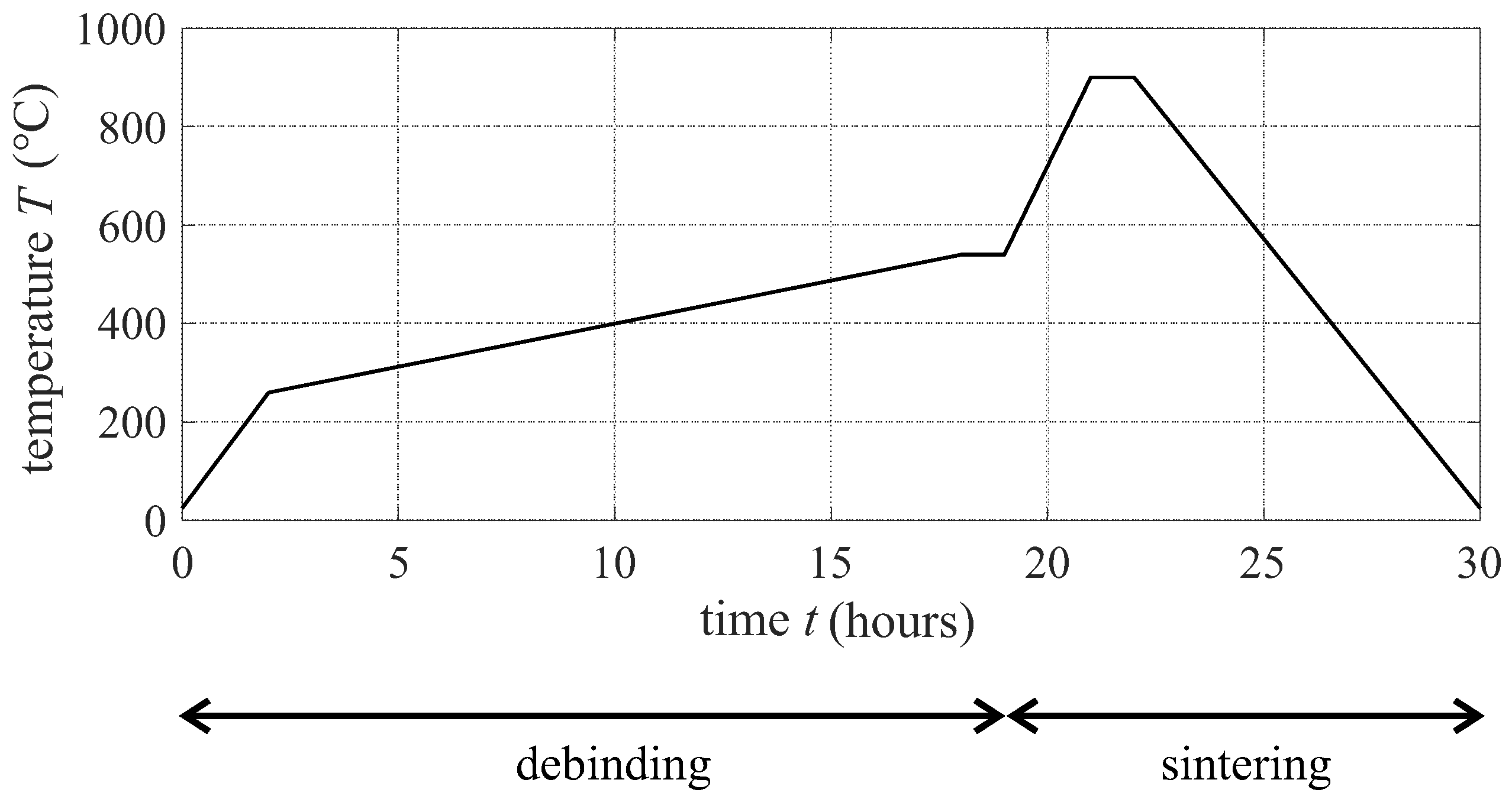
2.3. Debinding and Sintering Process
2.4. Metallization Process
3. Results and Discussion
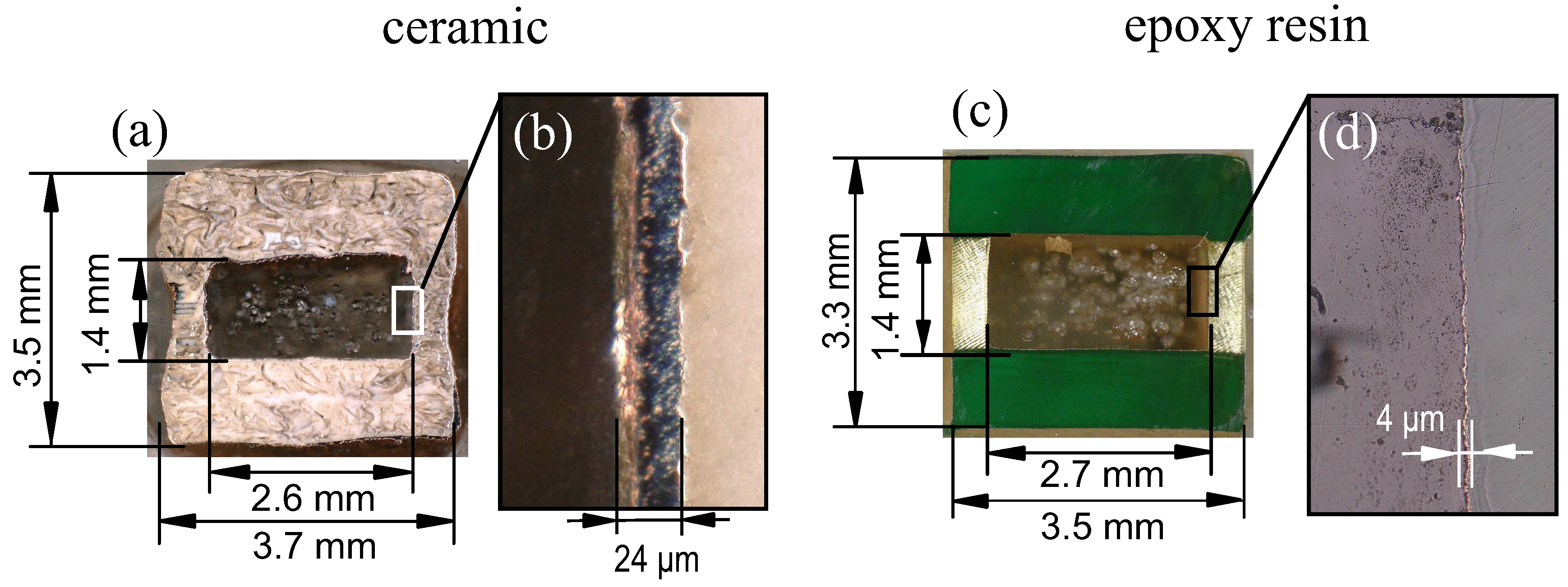
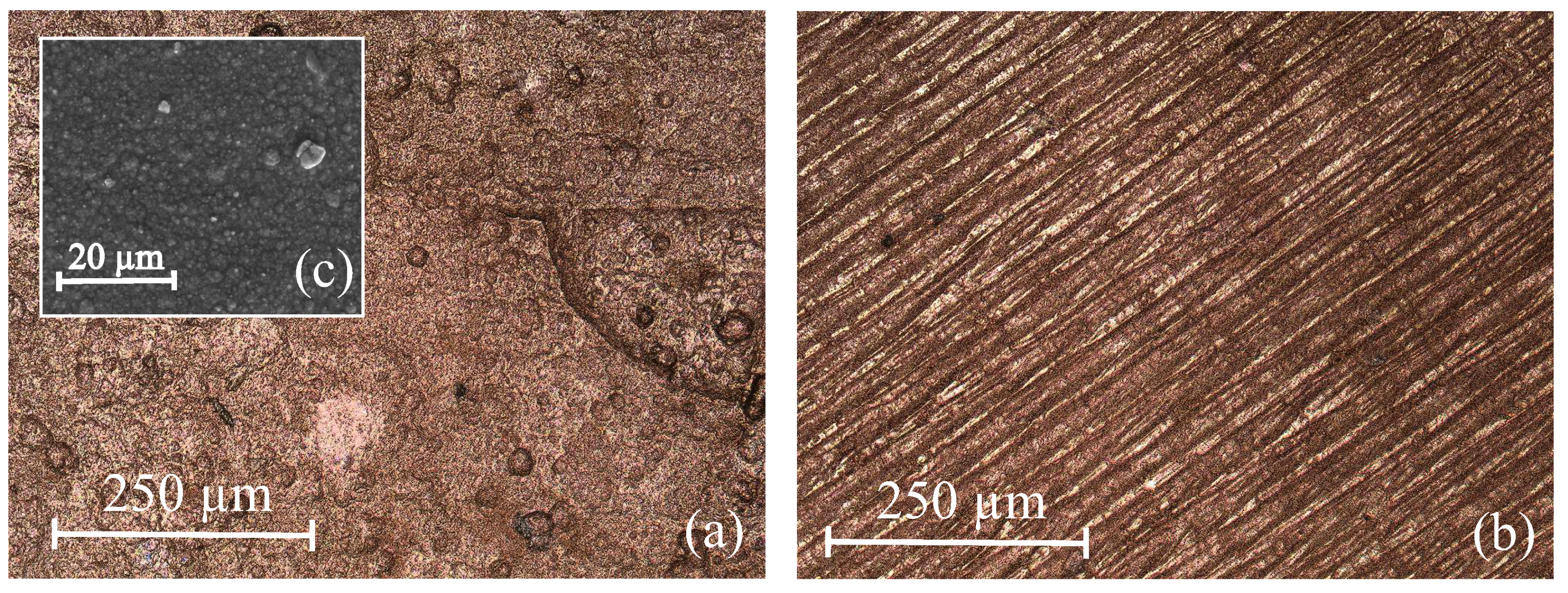
3.1. Characterization of the Ceramic Filled Resin and the Printed Structures
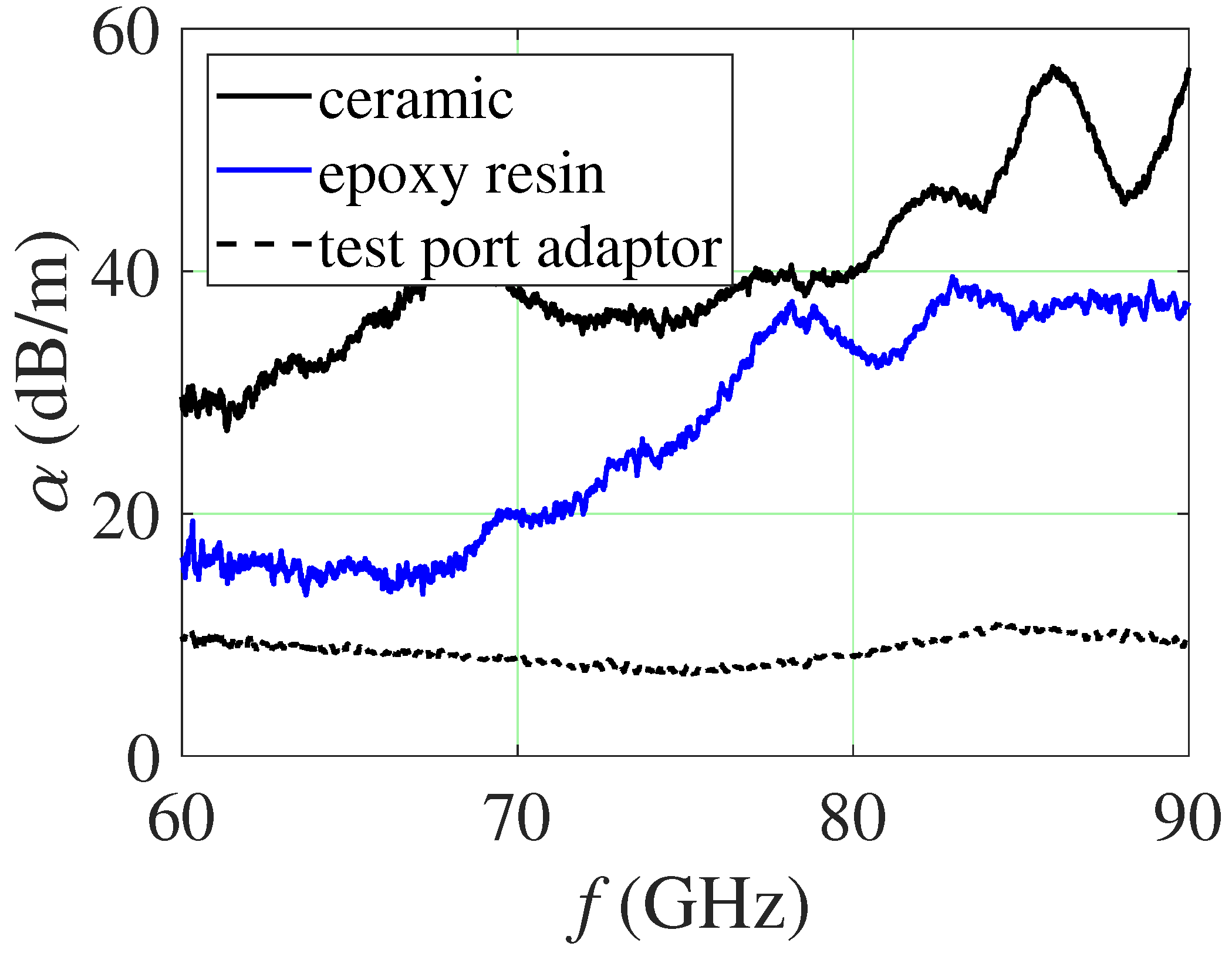
3.2. Electrical Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | Additive manufacturing |
| CAD | Computer-aided design |
| DLP | Digital light processing |
| FDM | Fused deposition modeling |
| mmWave | Millimeter-wave |
| PCB | Printed circuit board |
| SEM | Scanning electron microscope |
| SLA | Stereolithography |
| SWA | Slotted waveguide array |
| UV | Ultraviolet |
| VNA | Vector network analyzer |
References
- Pozar, D.M. Microwave Engineering; Wiley: Hoboken, NJ, USA, 2012; Volume 4. [Google Scholar]
- Gold, G.; Helmreich, K. A physical model for skin effect in rough surfaces. In Proceedings of the 2012 7th European Microwave Integrated Circuit Conference, Amsterdam, The Netherlands, 29–30 October 2012; pp. 631–634. [Google Scholar]
- Gold, G.; Helmreich, K. A Physical Surface Roughness Model and Its Applications. IEEE Trans. Microw. Theory Technol. 2017, 65, 1–13. [Google Scholar] [CrossRef]
- Gold, G.; Lomakin, K.; Helmreich, K.; Arz, U. High-Frequency Modeling of Coplanar Waveguides Including Surface Roughness. Adv. Radio Sci. 2019, 17, 51–57. [Google Scholar] [CrossRef]
- Bruneau, P.J.; Janzen, H.D.; Ward, J.S. Machining of terahertz split-block waveguides with micrometer precision. In Proceedings of the 2008 33rd International Conference on Infrared, Millimeter and Terahertz Waves, Pasadena, CA, USA, 15–19 September 2008; pp. 1–2. [Google Scholar] [CrossRef]
- Cano, J.L.; Ceccato, G.; Fernandez, T.; Mediavilla, A.; Perregrini, L. An Ultra-Compact Full-Band Waveguide Quadrature Hybrid Coupler. IEEE Microw. Wirel. Compon. Lett. 2021, 1–4. [Google Scholar] [CrossRef]
- Sadiq, M.S.; Niaz, M.W.; Zheng, S.; Zhao, L. Equal Beamwidth and Low Sidelobe mm-Wave Horn Antenna. In Proceedings of the 2018 Asia-Pacific Microwave Conference (APMC), Kyoto, Japan, 6–9 November 2018; pp. 1579–1581. [Google Scholar] [CrossRef]
- Lomakin, K.; Pavlenko, T.; Sippel, M.; Gold, G.; Helmreich, K.; Ankenbrand, M.; Urban, N.; Franke, J. Impact of surface roughness on 3D printed SLS horn antennas. In Proceedings of the 12th European Conference on Antennas and Propagation (EuCAP 2018), London, UK, 9–13 April 2018; pp. 1–4. [Google Scholar] [CrossRef]
- Tyagi, Y.; Mevada, P.; Chakrabarty, S.; Jyoti, R. High-Efficiency Broadband Slotted Waveguide Array Antenna. IET Microw. Antennas Propag. 2017, 11, 1401–1408. [Google Scholar] [CrossRef]
- Misilmani, H.M.E.; Al-Husseini, M.; Kabalan, K.Y. A Design Procedure for Slotted Waveguide Antennas with Specified Sidelobe Levels. In Proceedings of the International Conference on High Performance Computing and Simulation, Bologna, Italy, 21–25 July 2014. [Google Scholar]
- Pagac, M.; Hajnys, J.; Ma, Q.P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef]
- Huang, J.; Qin, Q.; Wang, J. A Review of Stereolithography: Processes and Systems. Processes 2020, 8, 1138. [Google Scholar] [CrossRef]
- Lomakin, K.; Herold, S.; Simon, D.; Sippel, M.; Sion, A.; Vossiek, M.; Helmreich, K.; Gold, G. 3D Printed Slotted Rectangular Hollow Waveguides. In Proceedings of the 2019 IEEE MTT-S International Microwave Symposium, Boston, MA, USA, 2–7 June 2019. [Google Scholar]
- Lomakin, K.; Herold, S.; Ringel, L.; Ringel, J.; Simon, D.; Sippel, M.; Sion, A.; Vossiek, M.; Helmreich, K.; Gold, G. SLA Printed 3D Waveguide Paths for E-Band using Electroless Silver Plating. IEEE Trans. Compon. Packag. Manuf. Technol. 2019, 9, 2476–2481. [Google Scholar] [CrossRef]
- Lomakin, K.; Sippel, M.; Helmreich, K.; Gold, G. Design and Analysis of 3D Printed Slotted Waveguides for D-Band using Stereolithography and Electroless Silver Plating. In Proceedings of the 2020 IEEE/MTT-S International Microwave Symposium (IMS), Los Angeles, CA, USA, 4–6 August 2020; pp. 177–180. [Google Scholar] [CrossRef]
- Lomakin, K.; Klein, L.; Ringel, L.; Ringel, J.; Sippel, M.; Helmreich, K.; Gold, G. 3D Printed E-Band Hybrid Coupler. IEEE Microw. Wirel. Compon. Lett. 2019, 29, 580–582. [Google Scholar] [CrossRef]
- Lomakin, K.; Klein, L.; Sippel, M.; Helmreich, K.; Gold, G. 3D-Printed 3 dB Hybrid Coupler for D-Band Applications. In Proceedings of the 2020 50th European Microwave Conference (EuMC), Utrecht, The Netherlands, 12–14 January 2021; pp. 376–379. [Google Scholar] [CrossRef]
- Lomakin, K.; Klein, L.; Gold, G. Design and analysis of 3D-printed hybrid couplers for D-band applications. Int. J. Microw. Wirel. Technol. 2021, 13, 719–726. [Google Scholar] [CrossRef]
- Lomakin, K.; Simon, D.; Sippel, M.; Gold, G.; Helmreich, K.; Seler, E.; Tong, Z.; Reuter, R. 3D Printed Slotted Waveguide Array Antenna for Automotive Radar Applications in W-Band. In Proceedings of the 48th European Microwave Conference (EuMW 2018), Madrid, Spain, 23–27 September 2018. [Google Scholar]
- Lomakin, K.; Sippel, M.; Ullmann, I.; Helmreich, K.; Gold, G. 3D Printed Helix Antenna for 77 GHz. In Proceedings of the 2020 14th European Conference on Antennas and Propagation (EuCAP), Copenhagen, Denmark, 15–20 March 2020. [Google Scholar]
- Ullmann, I.; Root, K.; Lomakin, K.; Gold, G.; Gottinger, M.; Helmreich, K.; Vossiek, M. Circular polarization millimeter wave SAR imaging using 3D-printed helix antennas. In Millimetre Wave and Terahertz Sensors and Technology XIII; Salmon, N.A., Gumbmann, F., Eds.; International Society for Optics and Photonics, SPIE: Bellingham, WA, USA, 2020; Volume 11541, pp. 29–36. [Google Scholar] [CrossRef]
- Guo, C.; Li, J.; Yu, Y.; Zhang, F.; Zhu, Y.; Yang, Q.; Zhu, W.; Zhu, S.; Shang, X.; Gao, Y.; et al. A 3-D Printed E-Plane Waveguide Magic-T Using Air-Filled Coax-to-Waveguide Transitions. IEEE Trans. Microw. Theory Tech. 2019, 67, 4984–4994. [Google Scholar] [CrossRef]
- Lomakin, K.; Engel, L.; Fleischmann, J.; Gold, G. Additively Manufactured Wavemode Transition for Broadband E-Band Applications. In Proceedings of the 2021 IEEE MTT-S International Microwave Symposium (IMS), Atlanta, GA, USA, 7–25 June 2021; pp. 138–141. [Google Scholar] [CrossRef]
- Klein, L.; Lomakin, K.; Sippel, M.; Helmreich, K.; Gold, G. Additively Manufactured Six-Port for mm-Wave Applications. In Proceedings of the 2020 50th European Microwave Conference (EuMC), Utrecht, The Netherlands, 12–14 January 2021; pp. 384–387. [Google Scholar] [CrossRef]
- Liang, Y.; Dutta, S.P. Application trend in advanced ceramic technologies. Technovation 2001, 21, 61–65. [Google Scholar] [CrossRef]
- Travitzky, N. Processing of ceramic–metal composites. Adv. Appl. Ceram. 2012, 111, 286–300. [Google Scholar] [CrossRef]
- Zhang, X.; Fan, W.; Liu, T. Fused deposition modeling 3D printing of polyamide-based composites and its applications. Compos. Commun. 2020, 21, 100413. [Google Scholar] [CrossRef]
- Wang, J.; Mubarak, S.; Dhamodharan, D.; Divakaran, N.; Wu, L.; Zhang, X. Fabrication of thermoplastic functionally gradient composite parts with anisotropic thermal conductive properties based on multicomponent fused deposition modeling 3D printing. Compos. Commun. 2020, 19, 142–146. [Google Scholar] [CrossRef]
- Li, H.; Mao, P.; Davis, M.; Yu, Z. PEDOT:PSS-polyethylene oxide composites for stretchable and 3D-Printed thermoelectric devices. Compos. Commun. 2021, 23, 100599. [Google Scholar] [CrossRef]
- Ming, Y.; Xin, Z.; Zhang, J.; Duan, Y.; Wang, B. Fabrication of continuous glass fiber-reinforced dual-cure epoxy composites via UV-assisted fused deposition modeling. Compos. Commun. 2020, 21, 100401. [Google Scholar] [CrossRef]
- Lee, S.; Kim, Y.; Park, D.; Kim, J. The thermal properties of a UV curable acrylate composite prepared by digital light processing 3D printing. Compos. Commun. 2021, 26, 100796. [Google Scholar] [CrossRef]
- Travitzky, N.; Bonet, A.; Dermeik, B.; Fey, T.; Filbert-Demut, I.; Schlier, L.; Schlordt, T.; Greil, P. Additive Manufacturing of Ceramic-Based Materials. Adv. Eng. Mater. 2014, 16, 729–754. [Google Scholar] [CrossRef]
- Griffith, M.L.; Halloran, J.W. Freeform Fabrication of Ceramics via Stereolithography. J. Am. Ceram. Soc. 1996, 79, 2601–2608. [Google Scholar] [CrossRef] [Green Version]
- Chartier, T.; Chaput, C.; Doreau, F.; Loiseau, M. Stereolithography of structural complex ceramic parts. J. Mater. Sci. 2002, 37, 3141–3147. [Google Scholar] [CrossRef]
- Balani, S.B.; Ghaffar, S.H.; Chougan, M.; Pei, E.; Şahin, E. Processes and materials used for direct writing technologies: A review. Results Eng. 2021, 11, 100257. [Google Scholar] [CrossRef]
- Glass Ceramic Powders for Passive Components—Low Temperature Glass-Ceramic Composites; Ferro Corporation: Mayfield Heights, OH, USA, 2019.
- Li, Y.M.; Hu, S.L.; Wang, D.Y. Polymer-based ceramifiable composites for flame retardant applications: A review. Compos. Commun. 2020, 21, 100405. [Google Scholar] [CrossRef]
- Wang, H.; Yang, H.; Wang, Q.; Tong, J.; Wen, J.; Zhang, Q. Surface-modified Li3Mg2NbO6 ceramic particles and hexagonal boron nitride sheets filled PTFE composites with high through-plane thermal conductivity and extremely low dielectric loss. Compos. Commun. 2020, 22, 100523. [Google Scholar] [CrossRef]
- de Camargo, I.L.; Morais, M.M.; Fortulan, C.A.; Branciforti, M.C. A review on the rheological behavior and formulations of ceramic suspensions for vat photopolymerization. Ceram. Int. 2021, 47, 11906–11921. [Google Scholar] [CrossRef]
- Gerald, G.; Klaus, H.; Konstantin, L.; Mark, S. Method for Manufacturing High-Frequency Functional Structures. WIPO Patent WO2021/165201A1, 26 August 2021. [Google Scholar]
- Wu, Z.; Liu, W.; Wu, H.; Huang, R.; He, R.; Jiang, Q.; Chen, Y.; Ji, X.; Tian, Z.; Wu, S. Research into the mechanical properties, sintering mechanism and microstructure evolution of Al2O3-ZrO2 composites fabricated by a stereolithography-based 3D printing method. Mater. Chem. Phys. 2018, 207, 1–10. [Google Scholar] [CrossRef]
- Lomakin, K.; Helmreich, K.; Gold, G. Using Group Velocity for Correct Determination of Phase Coefficient Without Initial Phase Assumption. In Proceedings of the 2020 IEEE 24th Workshop on Signal and Power Integrity (SPI), Cologne, Germany, 17–20 May 2020; pp. 1–3. [Google Scholar] [CrossRef]
- Lomakin, K.; Gold, G.; Helmreich, K. Analytical Waveguide Model Precisely Predicting Loss and Delay Including Surface Roughness. IEEE Trans. Microw. Theory Tech. 2018, 66, 2649–2662. [Google Scholar] [CrossRef]
- Mars 2 Pro User Manual; ELEGOO: Shenzhen, China, 2020.






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hubert, F.; Bader, T.; Wahl, L.; Hofmann, A.; Lomakin, K.; Sippel, M.; Travitzky, N.; Gold, G. Additive Manufactured Waveguide for E-Band Using Ceramic Materials. Appl. Sci. 2022, 12, 212. https://doi.org/10.3390/app12010212
Hubert F, Bader T, Wahl L, Hofmann A, Lomakin K, Sippel M, Travitzky N, Gold G. Additive Manufactured Waveguide for E-Band Using Ceramic Materials. Applied Sciences. 2022; 12(1):212. https://doi.org/10.3390/app12010212
Chicago/Turabian StyleHubert, Florian, Tobias Bader, Larissa Wahl, Andreas Hofmann, Konstantin Lomakin, Mark Sippel, Nahum Travitzky, and Gerald Gold. 2022. "Additive Manufactured Waveguide for E-Band Using Ceramic Materials" Applied Sciences 12, no. 1: 212. https://doi.org/10.3390/app12010212
APA StyleHubert, F., Bader, T., Wahl, L., Hofmann, A., Lomakin, K., Sippel, M., Travitzky, N., & Gold, G. (2022). Additive Manufactured Waveguide for E-Band Using Ceramic Materials. Applied Sciences, 12(1), 212. https://doi.org/10.3390/app12010212