In most cases, hot mix asphalt (HMA) is manufactured at a temperature ranging from 150 °C to 180 °C. A high production temperature is necessary to dry the aggregates, coat them with bitumen, and achieve the desired workability. However, carbon dioxide emissions associated with the production of HMA have become a serious concern due to the negative effects of these emissions on the environment. Accordingly, warm mix asphalt (WMA) has recently acquired salability because of its effective ability to reduce toxic emissions and contribute to the preservation of the environment. The main function of WMA is to produce asphalt mixes at temperatures ranging from 20 °C to 40 °C lower than HMA, at which time the materials are blended, compacted, and placed on roads. The decreased production temperature is attributed to warm-mix asphalt technologies such as chemical additives, organic additives, and foaming that reduces binder viscosity [
1,
2]. Also, WMA decreases the energy required to produce asphalt mixes and provides a less harmful environment for workers and the areas surrounding asphalt mixing plants because its production process features reduced carcinogenic polycyclic aromatic hydrocarbon (PAH) emissions [
3]. The production of WMA may decrease greenhouse emissions and energy consumption up to 40%, compared to the conventional asphalt mix [
4]. Young [
5] concluded that the fuel consumption is decreased by 2–3% for every 6 °C reduction to the production temperature. Similarly, Olard et al. [
6] reported that for every 10 °C decrease in mixing temperature, energy and CO2 are reduced by 5.5%. Furthermore, WMA technologies have minimized the influence of short- and long-term aging on the performance of the asphalt mix in comparison to HMA, due to the reduced oxidation of binders modified by WMA technologies [
7,
8].
Industrial waste and by-product materials are utilized in pavement applications as an alternative for natural aggregates to contribute toward environmental sustainability. One of the common by-products used in pavement applications is electric arc furnace steel slag aggregate. The common use of steel slag aggregate is attributed to its superior mechanical properties. Many studies have investigated the suitability of utilizing steel slag aggregate in asphalt mixes. Behnood and Ameri [
9] assessed the performance of the stone mastic asphalt (SMA) containing steel slag aggregate as a coarse portion. The findings of the study illustrated that utilizing steel slag aggregates in stone mastic asphalt improved the resilient modulus, Marshal stability, and tensile strength. Ziari et al. [
10] noted that hot mix asphalt containing steel slag aggregate as a coarse portion showed higher Marshal stability, indirect tensile strength, and higher fatigue life in comparison to the control mix. These enhancements were attributed to the angularity, toughness, and roughness of the steel slag aggregate [
11]. Similarly, Ahmedzade and Sengoz [
12] conducted a study assessing hot mix asphalt performance incorporated coarse steel slag aggregates. The study concluded that the characteristics of asphalt mixes consisting of coarse steel slag aggregates exhibited higher cracking resistance, stiffness modulus, and moisture sensitivity than the control mixes. Chen and Wei [
13] investigated the characteristics of hot mix asphalt incorporating basic oxygen furnace steel slag as a coarse aggregate. The outputs of the laboratory tests indicated that utilizing steel slag aggregate improved the rutting resistance and moisture damage resistance of the asphalt. Alnadish et al. [
14,
15] carried out several investigations on the performance of hot mix asphalt incorporating coarse steel slag aggregate. The findings of the studies showed that asphalt mixtures composed of steel slag aggregate as a coarse portion enhanced the stiffness modulus, rutting resistance, and cracking resistance, as well as it displayed slightly lower tensile strength ratio as compared to the control mix. Furthermore, limited studies have investigated WMA containing steel slag aggregates. Ameri et al. [
16] observed that the WMA produced by Sasobit additive and composed of steel slag aggregates as a coarse portion has improved Marshal stability, resilient modulus, permanent deformation, and moisture sensitivity. Goli et al. [
17] investigated the performance of WMA incorporating steel slag aggregates. The incorporation of additives Sasobit and Rediset at a dosage of 2% by weight of the bitumen was used to produce WMA. The findings of the study showed that the WMA composed coarse steel aggregate exhibited better performance than HMA and steel slag aggregate replacements in terms of permanent deformation, fatigue life, and moisture susceptibility. Similarly, Amelian et al. [
18] concluded that utilizing coarse basic oxygen furnace steel slag aggregate in warm mix asphalt manifested better performance than asphalt mixtures incorporating conventional aggregates. Ziaee and Behnia [
19] assessed WMA modified with 1.5% of Sasobit and coarse steel slag aggregates. The laboratory experiments of the study showed that WMA incorporating coarse steel slag aggregate was significantly improved in stiffness modulus, permanent deformation, and tensile strength, in comparison to HMA.
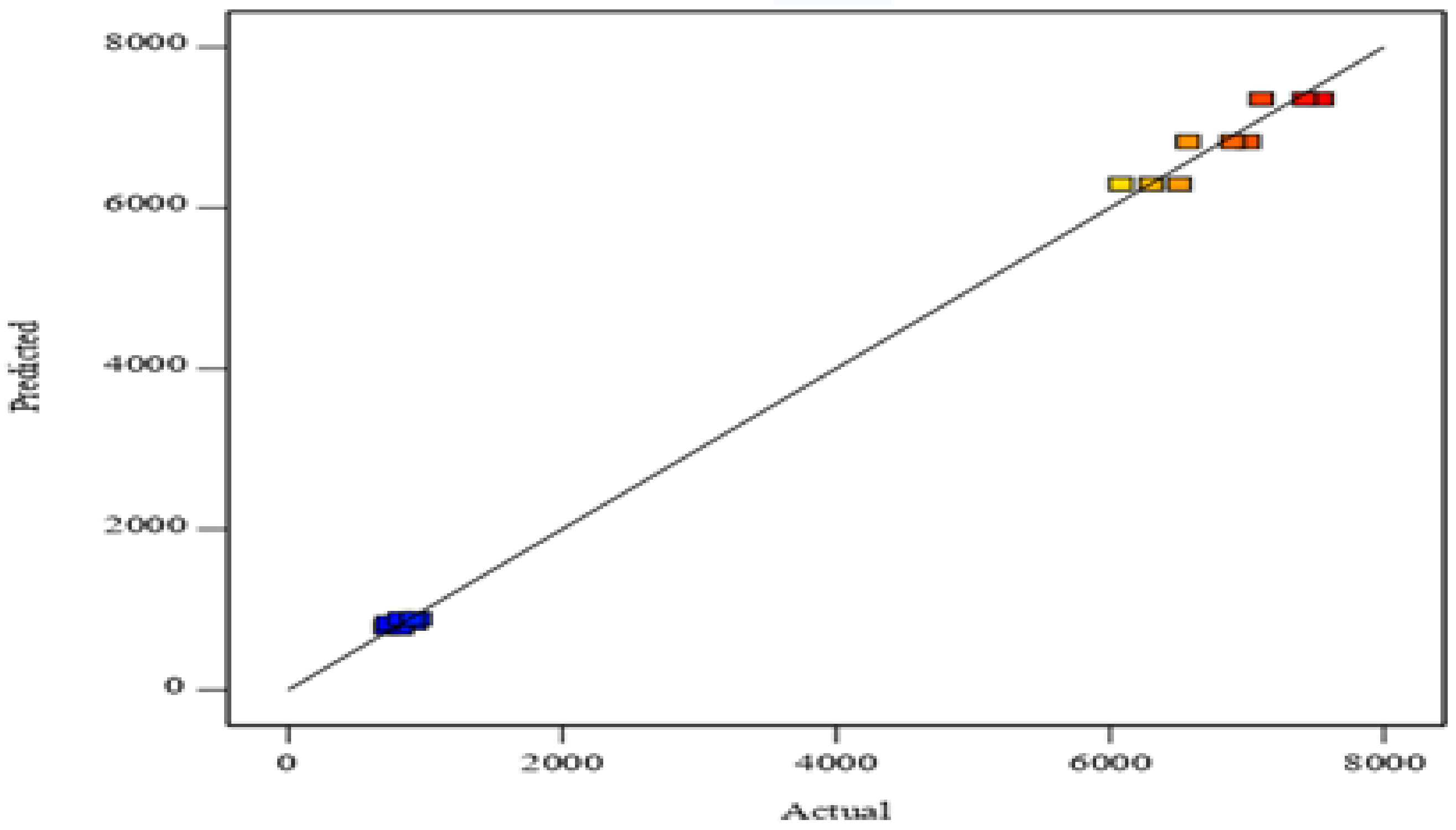
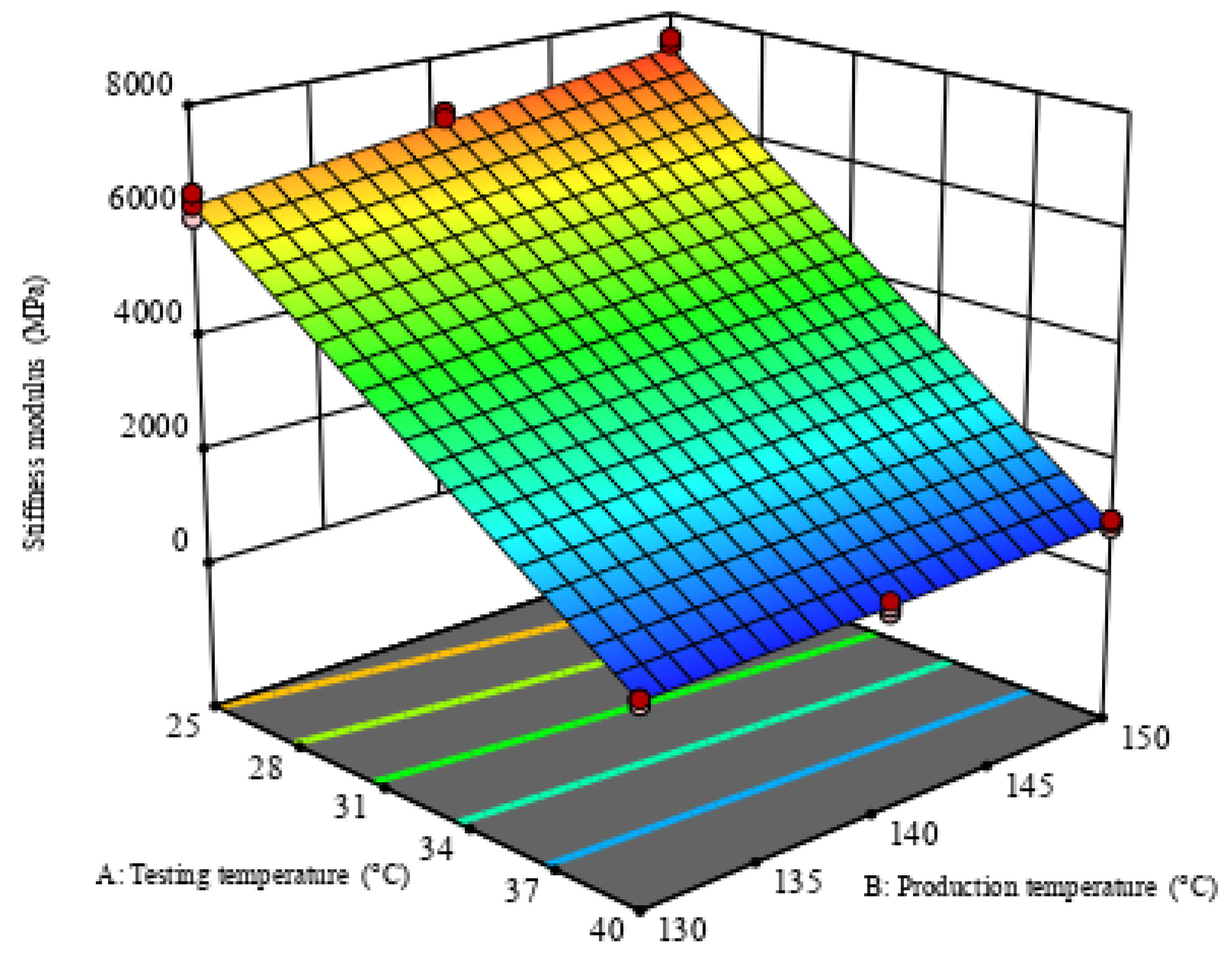
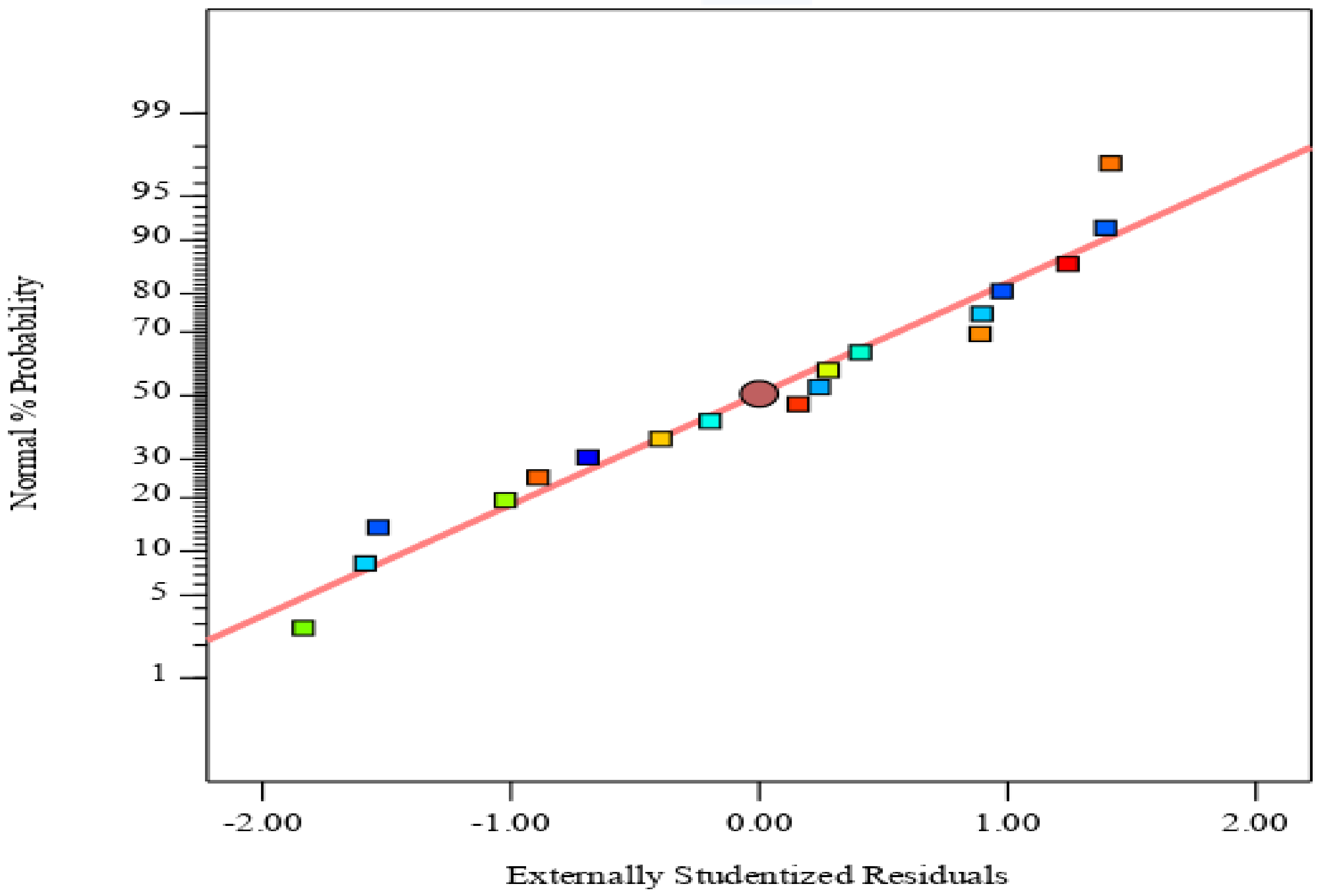
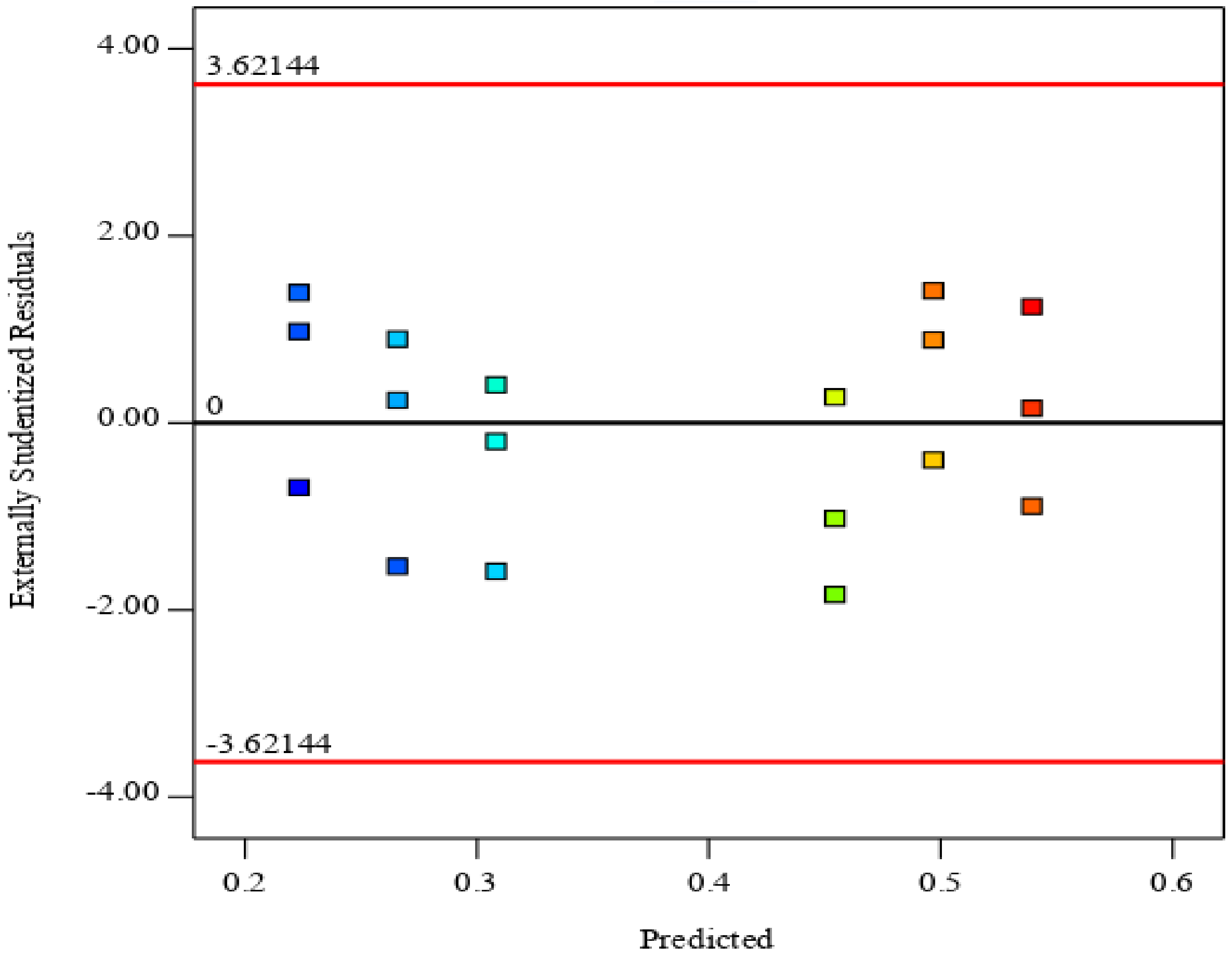
Few studies have evaluated warm mix asphalt at various production temperatures. Furthermore, all the previous studies have assessed the performance of warm mix asphalt incorporating steel slag aggregates using the additive Sasobit. Therefore, the objectives of this study are to investigate the characteristics of warm mix asphalt containing coarse steel slag aggregates, modified with LEADCAP. The warm mix asphalt was investigated at different mixing temperatures of, 150, 140, and 130 °C to introduce a better understanding and evaluation of the behavior of warm mix asphalt at different production temperatures. A response surface methodology by means of DESIGN EXPERT 11 [
21] was conducted to develop prediction models for the performance of the warm mix asphalt as a contribution in terms of identifying the performances of the asphalt mixes at various production temperatures. The laboratory performance tests were stiffness modulus at the temperatures of 25 °C and 40 °C, dynamic stability, and moisture sensitivity. This study focused on the tests for permanent deformation and moisture sensitivity because warm mix asphalt is highly susceptible to permanent deformation and moisture damage.


 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}