
Some of the Physical and Mechanical Properties of Particleboard Made from Betung Bamboo (Dendrocalamus asper)

 ,
, 

Abstract
1. Introduction
2. Material and Methods
2.1. Manufacture of Particleboard Panels
2.2. Physical and Mechanical Properties of the Panels
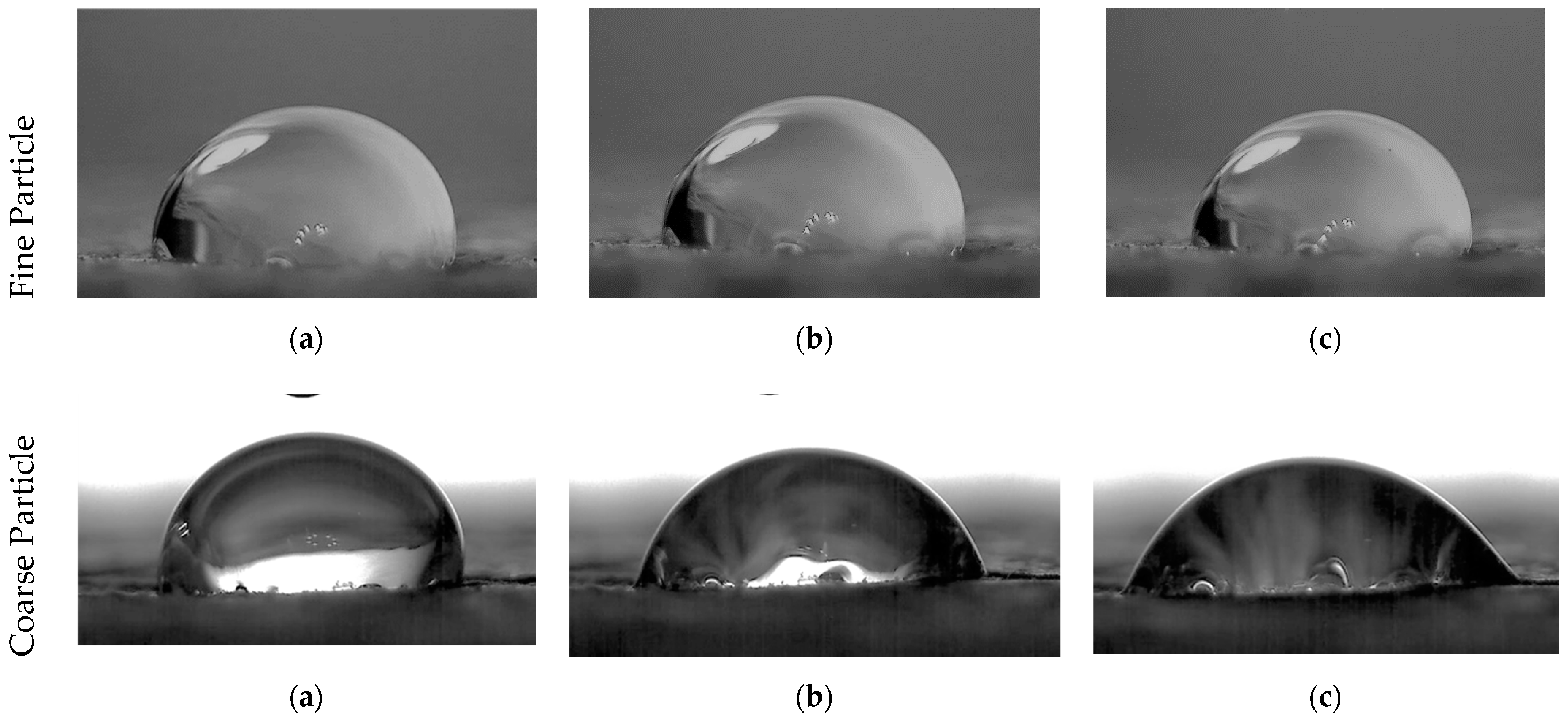
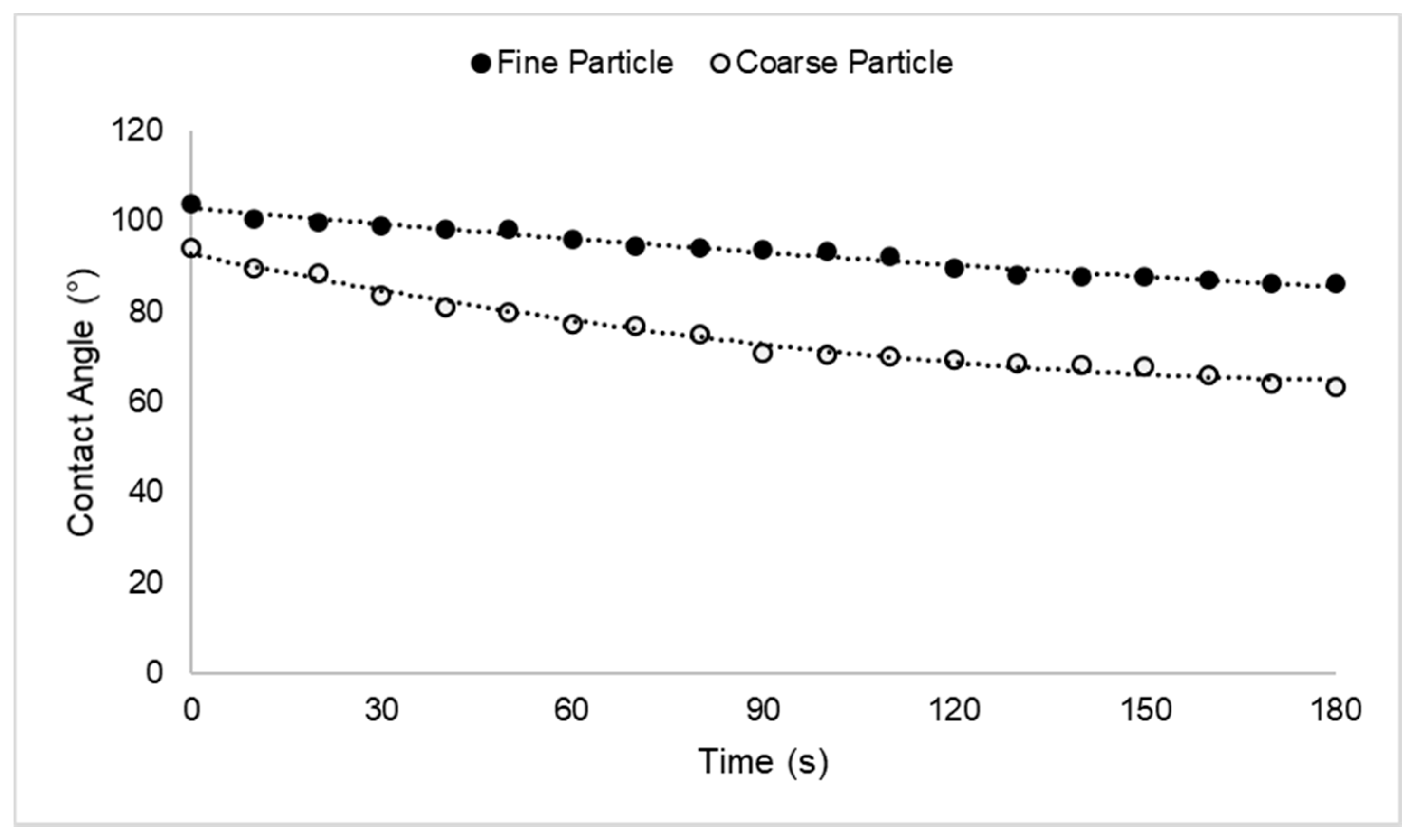
2.3. Surface Quality Measurement of the Panel
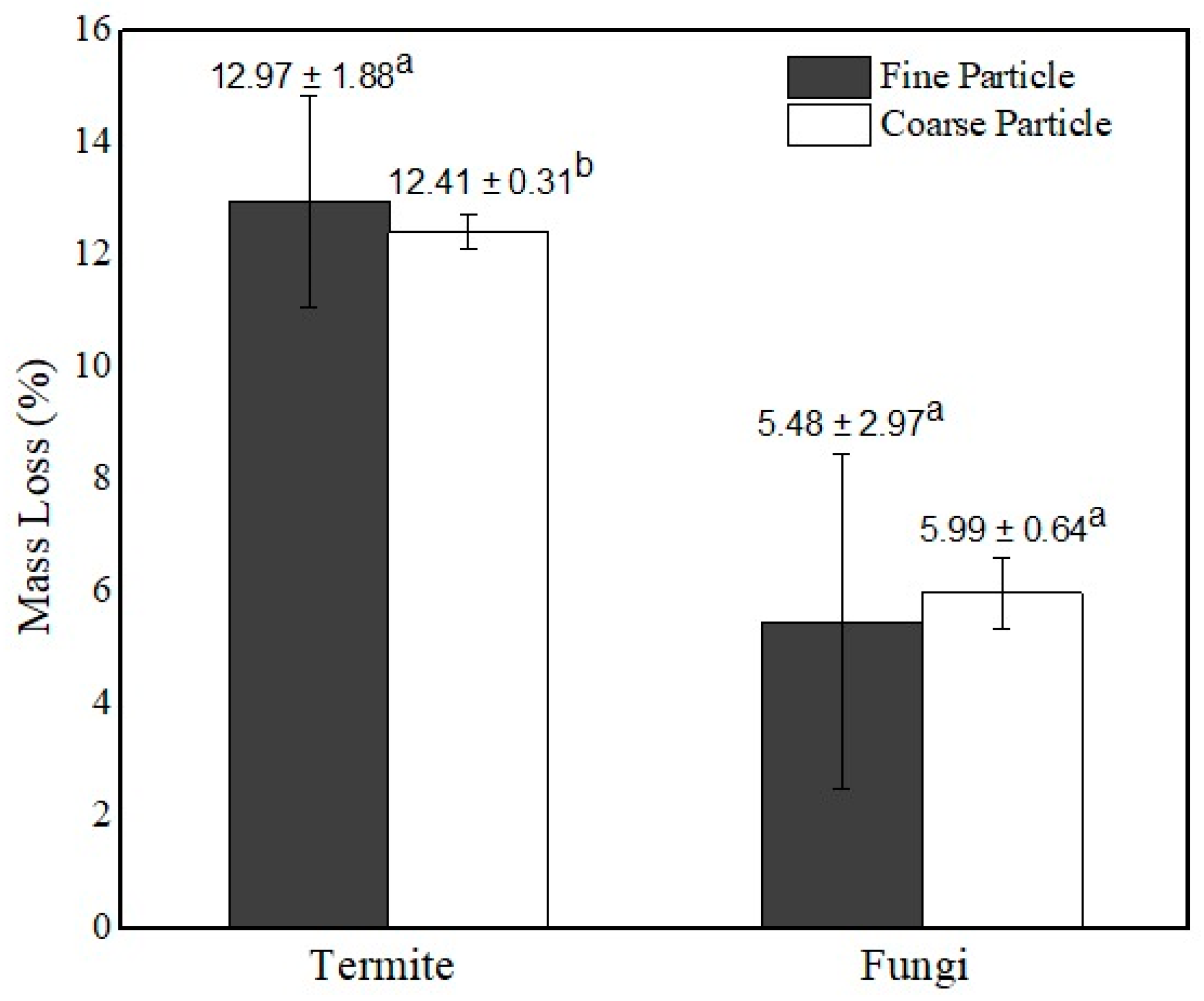
2.4. Resistance Evaluation of the Panels Against Fungus and Termite Exposure
3. Results and Discussion
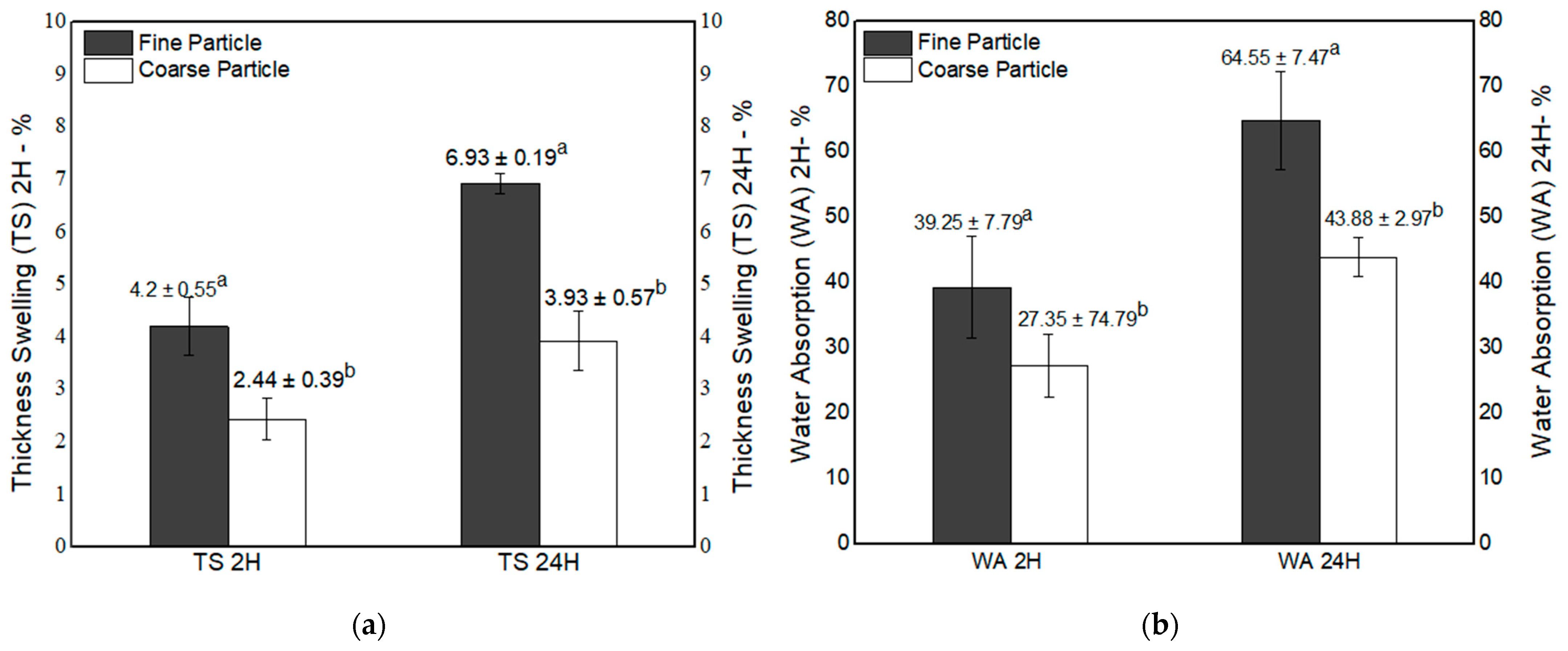
3.1. Physical Properties of the Panels
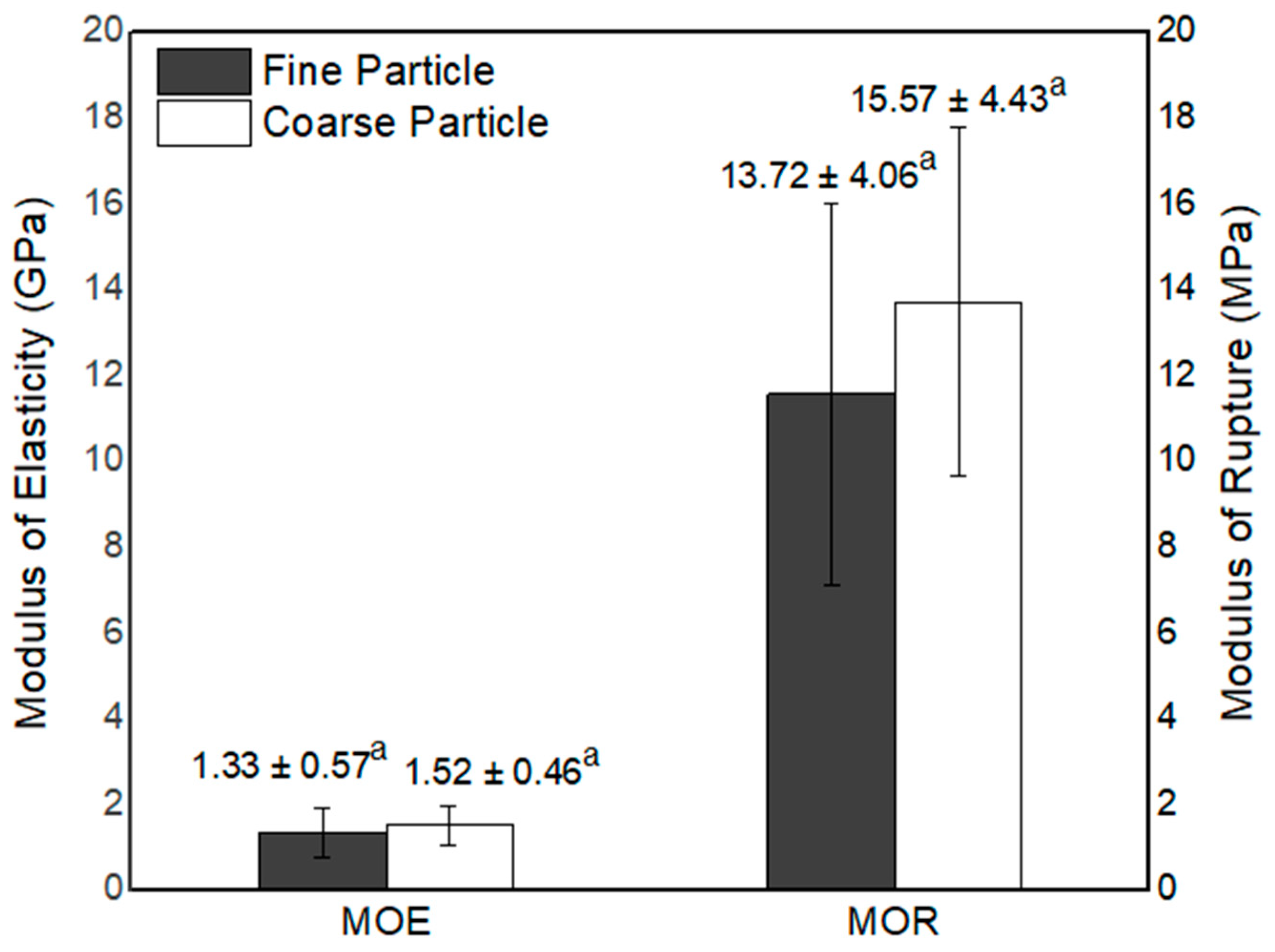
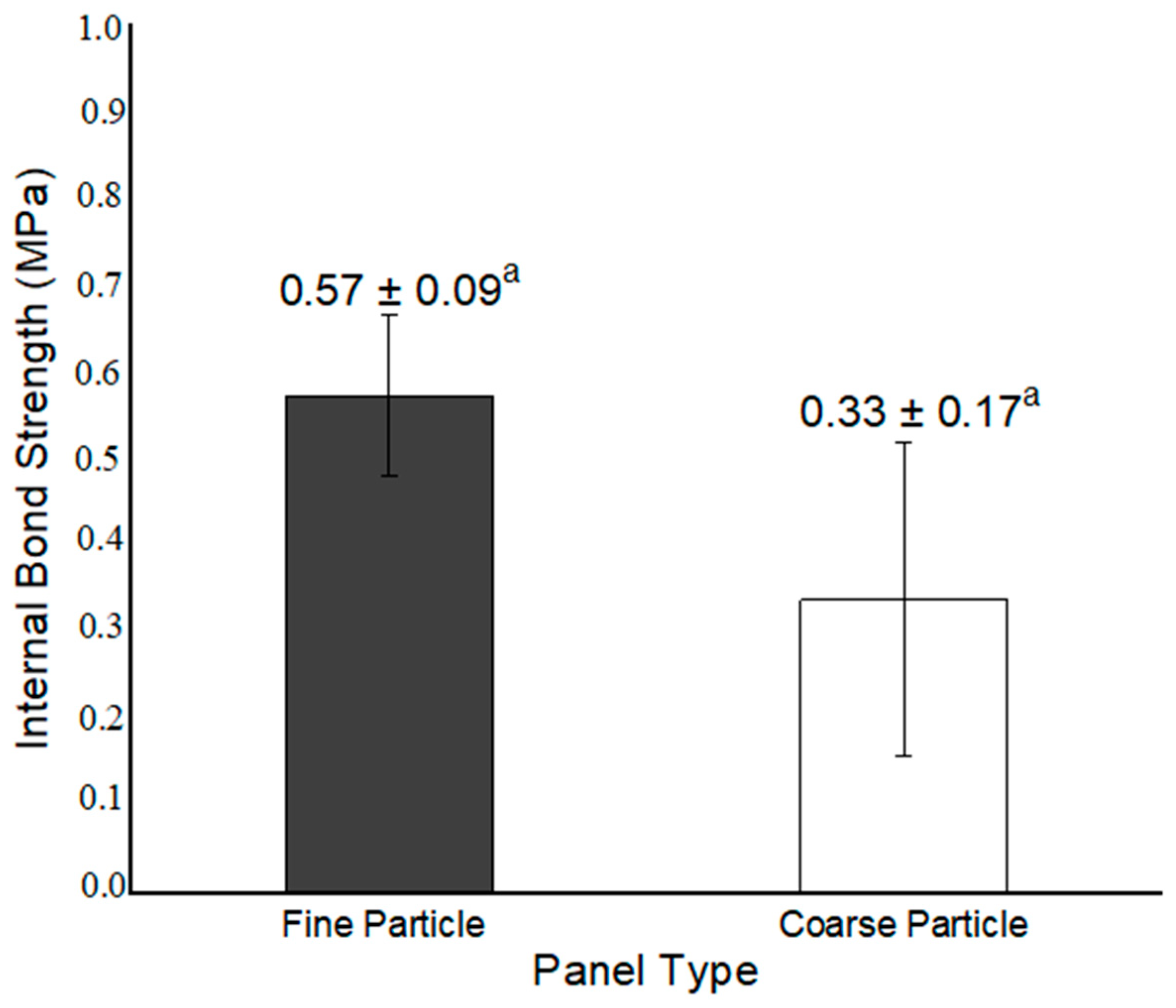
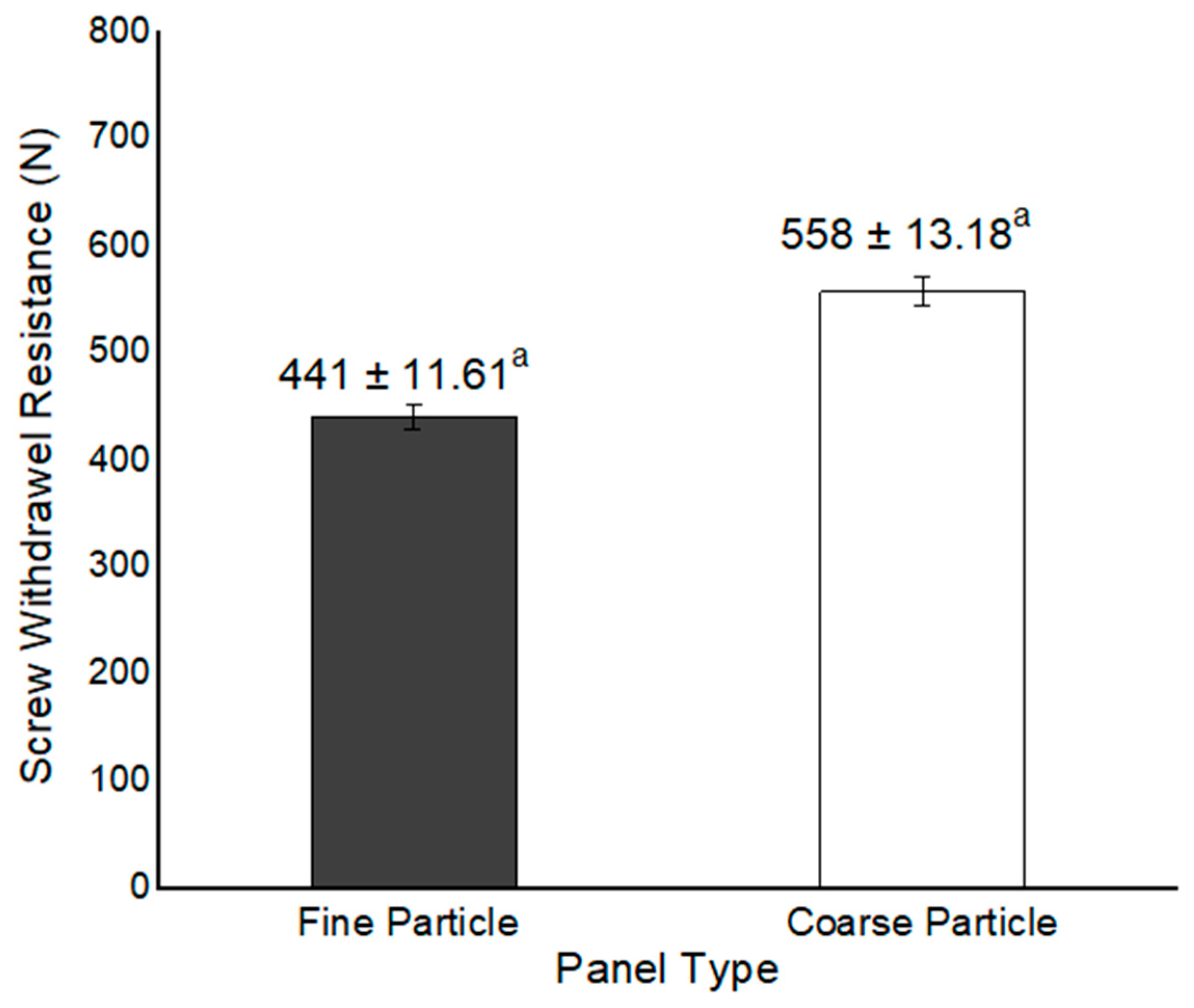
3.2. Mechanical Properties of the Panels
3.3. Surface Quality Analysis
3.4. Biological Deterioration of the Samples
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Canavan, S.; Richardson, D.M.; Visser, V.; le Roux, J.J.; Vorontsova, M.S.; Wilson, J.R.U. The global distribution of bambo os: Assessing correlates of introduction and invasion. AoB Plants 2017, 9, 1–18. [Google Scholar] [CrossRef]
- Gauss, C.; de Araujo, V.; Gava, M.; Barbosa, J.C.; Junior, H.S. Bamboo particleboards: Recent developments. Pesqui. Agropecu. Trop. 2019, 49, 1–9. [Google Scholar] [CrossRef]
- Dransfield, S.; Widjaja, E.A. Plant Resources of South-East Asia 7: Bamboos; Leiden Backhuys Publishers: San Francisco, CA, USA, 1995. [Google Scholar]
- Rao, A.N.; Rao, V.R.; Williams, J.T. Priority Species of Bamboo; IPGRI-APO: Serdang, Malaysia, 2015; ISBN 92-9043-491-5. [Google Scholar]
- Park, S.H.; Jang, J.H.; Wistara, N.J.; Hidayat, W.; Lee, M.; Febrianto, F. Anatomical and physical properties of Indonesian bamboos carbonized at different temperatures. J. Korean Wood Sci. Technol. 2018, 46, 656–669. [Google Scholar] [CrossRef]
- Javadian, A.; Smith, I.F.C.; Saeidi, N.; Hebel, D.E. Mechanical properties of bamboo through measurement of culm physical properties for composite fabrication of structural concrete reinforcement. Front. Mater. 2019, 6, 31–41. [Google Scholar] [CrossRef]
- de Lira, B.J.T.; Junior, G.B.; Brito, F.M.S. Effect of particle size on bamboo particle board properties. Floresta Ambient. 2019, 26, 1–8. [Google Scholar] [CrossRef]
- Abdulkareem, S.A.; Adeniyi, A.G. Production of particle boards using polystyrene and bamboo wastes. Niger. J. Technol. 2017, 36, 788–793. [Google Scholar] [CrossRef]
- Alam, D.; Rahman, K.S.; Ratul, S.B.; Sharmin, A.; Islam, T.; Hasan, M.A.W.; Islam, M.N. Properties of particleboard manufactured from commonly used bamboo (Bambusa vulgaris) wastes in Bangladesh. Adv. Res. 2015, 4, 203–211. [Google Scholar] [CrossRef]
- Zaia, U.J.; Barbosa, C.J.; Morales, E.A.M.; Lahr, F.A.R.; do Nascimento, M.F.; de Araujo, V.A. Production of particleboards with bamboo (Dendrocalamus giganteus) reinforcement. BioResources 2015, 10, 1424–1433. [Google Scholar] [CrossRef]
- Nuhazwani, O.; Jawaid, M.; Paridah, M.T.; Juliana, A.H.; Hamid, S.A. Hybrid particleboard made from bamboo. Bioresources 2016, 11, 306–323. [Google Scholar]
- Ganapathy, P.M.; Huan-ming, Z.; Zoolagud, S.S.; Turcke, D.; Espiloy, Z.B. Bamboo Panel Boards a State-of-the-Art Review; International Network for Bamboo and Rattan: Beijing, China, 1999; pp. 1–115. ISBN 81-86247-28-9. [Google Scholar]
- Bauchongkol, P.; Hiziroglu, S.; Fueangvivat, V.; Jarusombuti, S.; Soontonbura, W. Bamboo (Dendrocalamus asper) as raw material for interior composite panel manufacture. In Proceedings of the 8th World Bamboo Conference, Bangkok, Thailand, 16–19 September 2009; pp. 151–161. [Google Scholar]
- Chaowana, P. Bamboo: An alternative raw material for wood and wood-based composites. J. Mater. Sci. Res. 2013, 2. [Google Scholar] [CrossRef]
- Siti, S.; Abdul, H.P.S.; Wan, W.O.; Jawai, M. Bamboo based biocomposites material, design and applications. Mater. Sci. Adv. Top. 2014, 399–517. [Google Scholar] [CrossRef]
- Widyorini, R. Evaluation of physical and mechanical properties of particleboard made from petung bamboo using sucrose-based adhesive. BioResources 2020, 15, 5072–5086. [Google Scholar] [CrossRef]
- Widyorini, R.; Umemura, K.; Soraya, D.K.; Dewi, G.K.; Nugroho, W.D. Effect of citric acid content and extractives treatment on the manufacturing process and properties of citric acid-bonded Salacca frond particleboard. BioResources 2019, 14, 4171–4180. [Google Scholar] [CrossRef]
- Manalo, R.D.; Garcia, C.M. Termite resistance of thermally-modified Dendrocalamus asper (Schultes f.) Backer ex Heyne. Insects 2012, 3, 390–395. [Google Scholar] [CrossRef] [PubMed]
- Jasni, J.; Damayanti, R.; Sulastiningsih, I.M. Pengklasifikasian ketahanan 20 jenis bambu terhadap rayap kayu kering. J. Penelit. Has. Hutan 2017, 35, 171–183. [Google Scholar] [CrossRef]
- Suprapti, S. Decay resistance of five Indonesian bamboo species against fungi. J. Trop. For. Sci. 2010, 22, 287–294. [Google Scholar]
- Nemli, G.; Ozturk, I.; Aydin, I. Some of the parameters influencing surface roughness of particleboard. Build. Environ. 2005, 40, 1337–1340. [Google Scholar] [CrossRef]
- Karlinasari, L.; Hermawan, D.; Maddu, A.; Martianto, B.; Lucky, I.K.; Nugroho, N.; Hadi, Y.S. Acoustical properties of particleboards made from betung bamboo (Dendrocalamus asper) as building construction material. BioResources 2012, 7, 5700–5709. [Google Scholar] [CrossRef]
- Japan Industrial Standard, Particleboards; JIS A 5908; Japanese Standards Association: Tokyo, Japan, 2003; pp. 1–28.
- EN 312. In Particleboards—Specifications; British Standards Institution Publisher: London, UK, 2010.
- EN 322. In Wood-Based Panels-Determination of Moisture Content; British Standards Institution Publisher: London, UK, 1993.
- EN 317. In Particleboards and Fibreboards; British Standards: London, UK, 1993.
- Darmawan, W.; Nandika, D.; Noviyanti, E.; Alipraja, I.; Lumongga, D.; Gardener, D. Wettability and bonding quality of exterior coatings on jabon and sengon wood surfaces. J. Coat. Technol. Res. 2018, 15, 95–104. [Google Scholar] [CrossRef]
- Shi, S.Q.; Gardner, D.J. Dynamic adhesive wettability of wood. Wood Fiber Sci. 2001, 33, 58–68. [Google Scholar]
- Cahyono, T.D.; Wahyudi, I.; Priadi, T.; Febrianto, F.; Ohorella, S. Sudut kontak dan keterbasahan dinamins kayu samama pada berbagai pengerjaan kayu. J. Teknol. Sipil 2017, 24, 209–216. (In Indonesia) [Google Scholar] [CrossRef]
- Badan Standardisasi Nasional, Uji Ketahanan Kayu dan Produk Kayu Terhadap Organisme Perusak Kayu. SNI 01-7207; Badan Standarisasi Nasional: Jakarta, Indonesia, 2006; pp. 1–23. (In Indonesia)
- Maloney, T.M. Modern Particleboard and Dry Process Fiberboard Manufacturing; Miller Freeman Inc.: San Fransisco, CA, USA, 1993. [Google Scholar]
- Widyorini, R.; Umemura, K.; Isnan, R.; Putra, D.R.; Awaludin, A.; Prayitno, T.A. Manufacture and properties of citric acid-bonded particleboard made from bamboo materials. Eur. J. Wood Wood Prod. 2016, 74, 57–65. [Google Scholar] [CrossRef]
- Cai, Z.; Wu, Q.; Lee, J.N.; Hiziroglu, S. Influence of board density, mat construction, and chip type on performance of particleboard made from eastern redcedar. For. Prod. J. 2004, 54, 226–232. [Google Scholar]
- Garay, R.M. Lab testing for P3 moisture resistant overlaid particleboards made from wood residues. BioResources 2012, 7, 3093–3103. [Google Scholar] [CrossRef]
- Rahman, W.M.N.W.A.; Yatim, A.A.M.; Zlan, A.A.M.; Kasim, J.; Yunus, N.Y.M. Effects of the resin content and particle size on the properties of particleboard made of neolamarckia and leucaena particles. BioResources 2019, 14, 6079–6087. [Google Scholar] [CrossRef]
- Balducci, F.; Harper, C.; Meinlschmidt, P.; Dix, B.; Sanasi, A. Development of innovative particleboard panels. Drv. Ind. 2008, 59, 131–136. [Google Scholar]
- Kord, B.; Zare, H.; Hosseinzadeh, A. Evaluation of the mechanical and physical properties of particleboard manufactured from canola (Brassica napus) straws. Maderas Cienc. Tecnol. 2016, 18, 9–18. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Aritonang, W.; Azhar, I.; Supriyanto; Fatriasari, W. The physical, mechanical and durability properties of sorghum bagasse particleboard by layering surface treatment. J. Indian Acad. Wood Sci. 2017, 14. [Google Scholar] [CrossRef]
- Guler, C.; Sahin, H.I.; Sevcan, Y. The potential for using corn stalks as a raw material for production particleboard with industrial wood chips. Wood Res. 2016, 61, 299–306. [Google Scholar]
- Guler, C.; Copur, Y.; Tascioglu, C. The manufacture of particleboards using mixture of peanut hull (Arachis hypoqaea L.) and European Black pine (Pinus nigra Arnold) wood chips. Bioresour. Technol. 2008, 99, 2893–2897. [Google Scholar] [CrossRef] [PubMed]
- Guler, C.; Bektas, I.; Kalaycioglu, H. The experimental particleboard manufacture from sunflower stalks (Helianthus annuus L.) and Calabrian pine (Pinus brutia Ten.). For. Prod. J. 2006, 56, 56–60. [Google Scholar]
- Sackey, E.K.; Semple, K.E.; Oh, S.W.; Smith, G.D. Improving core bond strength of particleboard through particle size redistribution. Wood Fiber Sci. 2008, 40, 214–224. [Google Scholar]
- Lias, H.; Kasin, H.; Johari, N.A.N.; Moktar, I.L.M. Influence of board density and particle sizes on the homogeneous particleboard properties from kelempayan (Neolamarckia cadamba). Int. J. Latest Res. Sci. Tech. 2014, 3, 173–176. [Google Scholar]
- Qin, Z.; Zhang, Q.; Gao, Q.; Zhang, S.; Li, J. Wettability of sanded and aged fast-growing poplar wood surfaces: II. Dynamic wetting models. BioResources 2014, 9, 7176–7188. [Google Scholar] [CrossRef]
- Hiziroglu, S.; Suchsland, O. Linear Expansion and Surface Stability of Particleboard. For. Product. Soc. 1993, 43, 4–31. [Google Scholar]
- Tabarsa, T.; Ashori, A.; Gholamzadeh, M. Evaluation of surface roughness and mechanical properties of particleboard panels made from bagasse. Compos. Part B Eng. 2011, 42, 1330–1335. [Google Scholar] [CrossRef]
- Karlinasari, L.; Lestari, A.T.; Priadi, T. Evaluation of surface roughness and wettability of heat-treated, fast-growing tropical wood species sengon (Paraserianthes falcataria (L.) I.C.Nielsen), jabon (Anthocephalus cadamba (Roxb.) Miq), and acacia (Acacia mangium Willd.). Int. Wood Prod. J. 2018, 9, 142–148. [Google Scholar] [CrossRef]
- Shah, D.U.; Sharma, B.; Ramage, M.H. Processing bamboo for structural composites: Influence of preservative treatments on surface and interface properties. Int. J. Adhes. Adhes. 2018, 85, 15–22. [Google Scholar] [CrossRef]
- Hermawan, D.; Hadi, Y.S.; Fajriani, E.; Massijaya, M.Y.; Hadjib, N. Resistance of particleboards made from fast-growing wood species to subterranean termite attack. Insects 2012, 3, 532–537. [Google Scholar] [CrossRef] [PubMed]
- Kuswanto, E.; Ahmad, I.; Dungani, R. Threat of subterranean termites attack in the asian countries and their control: A review. Asian J. Appl. Sci. 2015, 8, 227–239. [Google Scholar] [CrossRef]
- Nandika, D. Termites: New Pests on Oil Palm Plantation; Southeast Asian Regional Center for Tropical Biology: Bogor, Indonesia, 2014; p. 23. [Google Scholar]
- Fatriasari, W.; Ermawar, R.A.; Heri, D.; Yanto, Y. Biopulping of bamboo using white-rot fungi Schizophyllum Commune. In Proceedings of the 2nd International Symposium Sustainable Humanosphere, Bandung, West Jawa, Indonesia, 29 August 2012; pp. 8–13. [Google Scholar]
- Krause, K.; Jung, E.M.; Linder, J.; Hardiman, I.; Poetschner, J.; Madhavan, S.; Matthaus, C.; Kai, M.; Menezes, R.C.; Popp, J. Response of the wood-decay fungus Schizophyllum commune to co-occurring microorganisms. PLoS ONE 2020, 15. [Google Scholar] [CrossRef] [PubMed]
- de Melo, R.R.; Stangerlin, D.M.; Santana, R.R.C.; Pedrosa, T.D. Decay and termite resistance of particleboard manufactured from wood, bamboo and rice husk. Maderas Cienc. Tecnol. 2015, 17, 55–62. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical and Mechanical Properties | Unit | Requirement | |
|---|---|---|---|
| JIS A 5908 [23] | EN | ||
| Thickness | mm | 5–13 | 13–20 a [24] |
| Moisture content | % | 5–13 b [25] | |
| Density | g/cm3 | 0.4–0.9 | - |
| Thickness swelling (24 h) | % | Max 12 | Max 14 c [26] |
| Bending strength = MOR | MPa | Min 8.0; 13.0 (Type 8; Type 13) | Min 11.0 a(1); 13.0 a(2) [24] |
| MOE | GPa | Min 2,0; 2,5 (Type 8; Type 13) | Min 1600 a(1,2) [24] |
| IB | MPa | Min 0.15; 0.2 (Type 8; Type 13) | Min 0.24 a(1); 0.35 a(2) [24] |
| SWP | N | Min 300; 400 (Type 8; Type 13) | - |
| Particleboard | MC (%) | Density (g/cm3) | CR |
|---|---|---|---|
| Fine particles | 8.59 ± 0.23 | 0.58 ± 0.10 | 1.05 ± 0.19 |
| Coarse particles | 9.03 ± 0.13 | 0.58 ± 0.03 | 1.05 ± 0.06 |
| Particleboard | Ra (μm) | Rq (μm) | Rz (μm) | CA (°) at 0 s | k |
|---|---|---|---|---|---|
| Fine particles | 6.20 a (±0.17) | 7.79 a (±0.28) | 30.85 a (±1.66) | 104.04 a (±15.25) | 0.011 a |
| Coarse particles | 7.48 b (±0.47) | 9.02 b (±0.86) | 32.48 a (±4.18) | 94.13 b (±10.90) | 0.021 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karlinasari, L.; Sejati, P.S.; Adzkia, U.; Arinana, A.; Hiziroglu, S. Some of the Physical and Mechanical Properties of Particleboard Made from Betung Bamboo (Dendrocalamus asper). Appl. Sci. 2021, 11, 3682. https://doi.org/10.3390/app11083682
Karlinasari L, Sejati PS, Adzkia U, Arinana A, Hiziroglu S. Some of the Physical and Mechanical Properties of Particleboard Made from Betung Bamboo (Dendrocalamus asper). Applied Sciences. 2021; 11(8):3682. https://doi.org/10.3390/app11083682
Chicago/Turabian StyleKarlinasari, Lina, Prabu Setia Sejati, Ulfa Adzkia, Arinana Arinana, and Salim Hiziroglu. 2021. "Some of the Physical and Mechanical Properties of Particleboard Made from Betung Bamboo (Dendrocalamus asper)" Applied Sciences 11, no. 8: 3682. https://doi.org/10.3390/app11083682
APA StyleKarlinasari, L., Sejati, P. S., Adzkia, U., Arinana, A., & Hiziroglu, S. (2021). Some of the Physical and Mechanical Properties of Particleboard Made from Betung Bamboo (Dendrocalamus asper). Applied Sciences, 11(8), 3682. https://doi.org/10.3390/app11083682