
Innovative Line for Door Production TechnoPORTA—Technological and Economic Aspects of Application of Wood-Based Materials

 ,
,  ,
, 
Abstract
1. Introduction
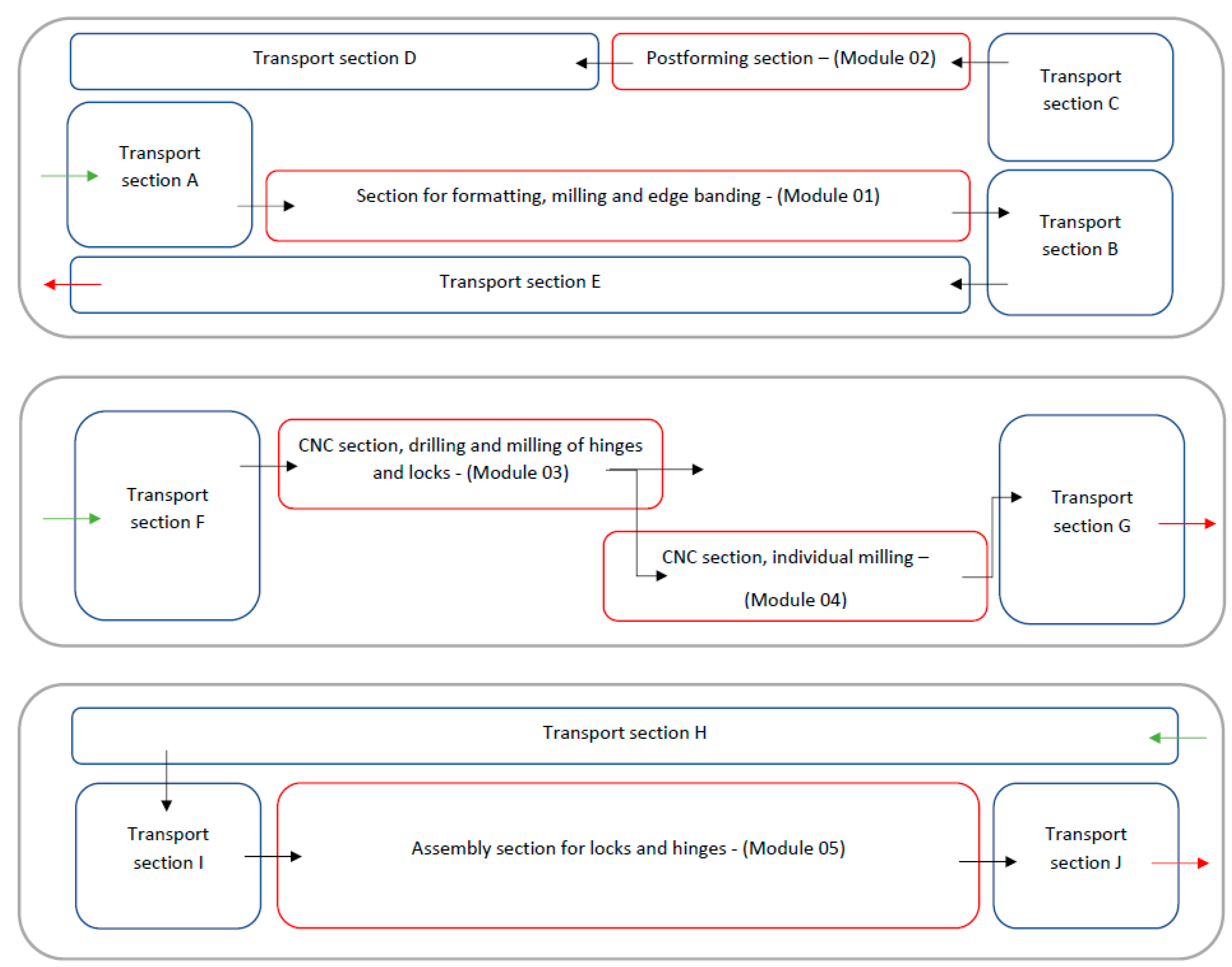
- A section for formatting, milling, and edge banding (Module 01). These are the machining stations where the final dimensions of the door leaves are given. Due to the machining accuracy achieved by the machines used, the size of machining allowances could be reduced.
- A postforming section (Module 02).
- A CNC section, drilling, and milling of hinges and locks (Module 03).
- A CNC section, individual milling (Module 04).
- A fitting section (Module 05).
- The line performs the following processes:
- automatic production of industrial door leaves, including products with increased overall dimensions and weight;
- automatic processing technology for narrow edges of industrial door leaves;
- automatic process of technological and production handling of atypical orders.
2. Aim of the Study
3. Materials and Methods
4. Results
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Axelsson, A.; Fredriksson, M. Potential for Increasing Volume Yield by Reducing Planing Allowance. Wood Mater. Sci. Eng. 2017, 12, 301–306. [Google Scholar] [CrossRef]
- Wasielewski, R. Losses and Raw Material Yield of Wood Sawing Processes. Ann. WULS SGGW Wood Technol. 2010, 72, 414–417. [Google Scholar]
- Kujawińska, A.; Rogalewicz, M.; Diering, M.; Hamrol, A. Statistical Approach to Making Decisions in Manufacturing Process of Floorboard. In Recent Advances in Information Systems and Technologies; Rocha, Á., Correia, A.M., Adeli, H., Reis, L.P., Costanzo, S., Eds.; Advances in Intelligent Systems and Computing; Springer International Publishing: Cham, Switzerland, 2017; Volume 571, pp. 499–508. ISBN 978-3-319-56540-8. [Google Scholar]
- Orlowski, K.A. Materiałooszczędne i Dokładne Przecinanie Drewna Piłami; Politechnika Gdańska: Gdańsk, Poland, 2003. [Google Scholar]
- Orlowski, K.A. The Fundamentals of Narrow-Kerf Sawing: The Mechanics and Quality of Cutting; Technical University in Zvolen: Zvolen, Slovakia, 2010; ISBN 978-80-228-2140-7. [Google Scholar]
- Orłowski, K.A.; Walichnowski, A. Analiza ekonomiczna produkcji warstw licowych podłóg klejonych warstwowo. Drew. Pract. Nauk. Doniesienia Komun. 2013, 56, 115–126. [Google Scholar] [CrossRef]
- Ekevad, M.; Cristóvão, L.; Grönlund, A.; Öhman, M. Geometry of Kerf When Curve Sawing with a Circular Rip-Saw. Eur. J. Wood Wood Prod. 2014, 72, 809–814. [Google Scholar] [CrossRef]
- Očkajová, A.; Kučerka, M.; Krišťák, L.; Igaz, R. Granulometric Analysis of Sanding Dust from Selected Wood Species. BioResources 2018, 13, 7481–7495. [Google Scholar] [CrossRef]
- Antov, P.; Neykov, N.; Savov, V. Effects of Occupational Safety and Health Risk Management on the Rate of Work-Related Accidents in the Bulgarian Furniture Industry. Wood Des. Technol. 2018, 7, 1–9. [Google Scholar] [CrossRef]
- Očkajová, A.; Kučerka, M.; Kminiak, R.; Krišťák, Ľ.; Igaz, R.; Réh, R. Occupational Exposure to Dust Produced When Milling Thermally Modified Wood. Int. J. Environ. Res. Public. Health 2020, 17, 1478. [Google Scholar] [CrossRef] [PubMed]
- Pędzik, M.; Stuper-Szablewska, K.; Sydor, M.; Rogoziński, T. Influence of Grit Size and Wood Species on the Granularity of Dust Particles during Sanding. Appl. Sci. 2020, 10, 8165. [Google Scholar] [CrossRef]
- Fomin, A.A.; Gusev, V.G.; Timerbaev, N.F. Providing of Surfaces’ Geometry at the Design Stage of Profile Milling Operation of Off-Grade Workpiece. In Proceedings of the 5th International Conference on Industrial Engineering (ICIE 2019); Radionov, A.A., Kravchenko, O.A., Guzeev, V.I., Rozhdestvenskiy, Y.V., Eds.; Lecture Notes in Mechanical Engineering; Springer International Publishing: Cham, Switzerland, 2020; pp. 865–873. ISBN 978-3-030-22062-4. [Google Scholar]
- Branowski, B.; Zabłocki, M.; Sydor, M. The Material Indices Method in the Sustainable Engineering Design Process: A Review. Sustainability 2019, 11, 5465. [Google Scholar] [CrossRef]
- Antov, P.; Brezin, V. Инженерна Екoлoгия; University of Forestry: Sofia, Bulgaria, 2015; ISBN 978-954-332-135-3. [Google Scholar]
- Pędzik, M.; Bednarz, J.; Kwidziński, Z.; Rogoziński, T.; Smardzewski, J. The Idea of Mass Customization in the Door Industry Using the Example of the Company Porta KMI Poland. Sustainability 2020, 12, 3788. [Google Scholar] [CrossRef]
- Kujawińska, A.; Diering, M.; Żywicki, K.; Rogalewicz, M.; Hamrol, A.; Hoffmann, P.; Konstańczak, M. Methodology Supporting the Planning of Machining Allowances in the Wood Industry. In International Joint Conference SOCO’17-CISIS’17-ICEUTE’17 León, Spain, 6–8 September 2017, Proceeding; Pérez García, H., Alfonso-Cendón, J., Sánchez González, L., Quintián, H., Corchado, E., Eds.; Advances in Intelligent Systems and Computing; Springer International Publishing: Cham, Switzerland, 2018; Volume 649, pp. 338–347. ISBN 978-3-319-67179-6. [Google Scholar]
- Sydor, M.; Mirski, R.; Stuper-Szablewska, K.; Rogoziński, T. Efficiency of Machine Sanding of Wood. Appl. Sci. 2021, 11, 2860. [Google Scholar] [CrossRef]
- Očkajová, A.; Kučerka, M.; Krišťák, L.; Ružiak, I.; Gaff, M. Efficiency of Sanding Belts for Beech and Oak Sanding. BioResources 2016, 11, 5242–5254. [Google Scholar] [CrossRef]
- Krišťák, Ľ.; Réh, R. Application of Wood Composites. Appl. Sci. 2021, 11, 3479. [Google Scholar] [CrossRef]
- Savov, V.; Antov, P.; Neykov, N. Influence of the Composition on the Exploitation Properties of Combined Medium Density Fibreboards Manufactured with Coniferous Wood Residues. Eur. Mech. Sci. 2018, 2, 140–145. [Google Scholar] [CrossRef][Green Version]
- Neykov, N.; Kitchoukov, E.; Antov, P.; Savov, V. Efficiency Analysis of the Bulgarian Forestry And Forest-Based Industry: A Dea Approach. In Proceedings of the International Conference on Innovations in Science and Education, Prague, Czech Republic, 20–22 March 2019; Volume 7, pp. 228–235. [Google Scholar] [CrossRef]
- Neykov, N.; Antov, P.; Savov, V. Circular Economy Opportunities for Economic Efficiency Improvement in Wood-Based Panel Industry. In Proceedings of the 11th International Scientific Conference “Business and Management 2020”, Vilnius, Lithuania, 7–8 May 2020. [Google Scholar] [CrossRef]
- Statistical Yearbook of Forestry; Statistic Poland: Warsaw, Poland, 2020; Available online: https://stat.gov.pl/en/topics/statistical-yearbooks/statistical-yearbooks/statistical-yearbook-of-forestry-2020,12,3.html (accessed on 10 May 2021).
- Statistical Yearbook of Industry-Poland; Statistics Poland: Warsaw, Poland, 2020; Available online: https://stat.gov.pl/en/topics/statistical-yearbooks/statistical-yearbooks/statistical-yearbook-of-industry-poland-2020,5,14.html (accessed on 10 May 2021).
- Forestry 2017; Central Statistical Office; Agriculture Department: Warsaw, Poland, 2017; Available online: https://stat.gov.pl/en/topics/agriculture-forestry/forestry/forestry-2017,1,8.html (accessed on 10 May 2021).
- OECD/Eurostat (2018). Oslo Manual 2018: Guidelines for Collecting, Reporting and Using Data on Innovation. In The Measurement of Scientific, Technological and Innovation Activities, 4th ed.; OECD Publishing, Paris/Eurostat: Luxembourg, 2018. [Google Scholar] [CrossRef]
- Wieruszewski, M.; Mirski, R.; Trociński, A.; Kawalerczyk, J. The Influence of Selection of the Quality and Dimension of Pinewood Raw Material as an Efficiency Indicator in the Production of Selected Timber Assortments. Ann. Wars. Univ. Life Sci SGGW Wood Technnol. 2019, 107, 72–79. [Google Scholar]
- Wieruszewski, M. The Sawn Effect of European Oak on the Productivity of Both Radial Wood and Tangential Strips. Acta Sci. Pol. Silvarum Colendarum Ratio Ind. Lignaria 2017, 16, 295–301. [Google Scholar] [CrossRef]
- Porter, M.E. The Competitive Advantage of Nations; The Free Press a Division of Macmillan Press Inc.: New York, NY, USA, 1990. [Google Scholar]
- Carter, W.R.; Jackson, G.A. Clockspeed, Competition, and Cooperation: Incumbent Motives and the Market for Ideas. J. Small Bus. Entrep. 2020, 32, 241–264. [Google Scholar] [CrossRef]
- Bednarz, J.; Markiewicz, M. From Confrontation to Cooperation—Institutional Support in Building Cooperation of Polish Enterprises. Oeconomia Copernic. 2015, 6, 89. [Google Scholar] [CrossRef]
- Truong, Y.; Klink, R.R.; Fort-Rioche, L.; Athaide, G.A. Consumer Response to Product Form in Technology-Based Industries. J. Prod. Innov. Manag. 2013, 31, 867–876. [Google Scholar] [CrossRef]
- Earl, P.E.; Wakeley, T. Economic Perspectives on the Development of Complex Products for Increasingly Demanding Customers. Res. Policy 2010, 39, 1122–1132. [Google Scholar] [CrossRef]
- Nikodemska-Wołowik, A.M.; Bednarz, J.; Foreman, J.R. Trends in Young Consumers’ Behaviour—Implications for Family Enterprises. Econ. Sociol. 2019, 12, 11–24. [Google Scholar] [CrossRef] [PubMed]
- Tseng, M.; Jiao, J. Mass customization. In Handbook of Industrial Engineering, 3rd ed.; Salvendy, G., Ed.; Willey & Sons: New York, NY, USA, 2001; pp. 684–709. [Google Scholar]
- Fogliatto, F.S.; da Silveira, G.J.C.; Borenstein, D. The Mass Customization Decade: An Updated Review of the Literature. Int. J. Prod. Econ. 2012, 138, 14–25. [Google Scholar] [CrossRef]
- Shao, X.-F. What Is the Right Production Strategy for Horizontally Differentiated Product: Standardization or Mass Customization? Int. J. Prod. Econ. 2020, 223. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
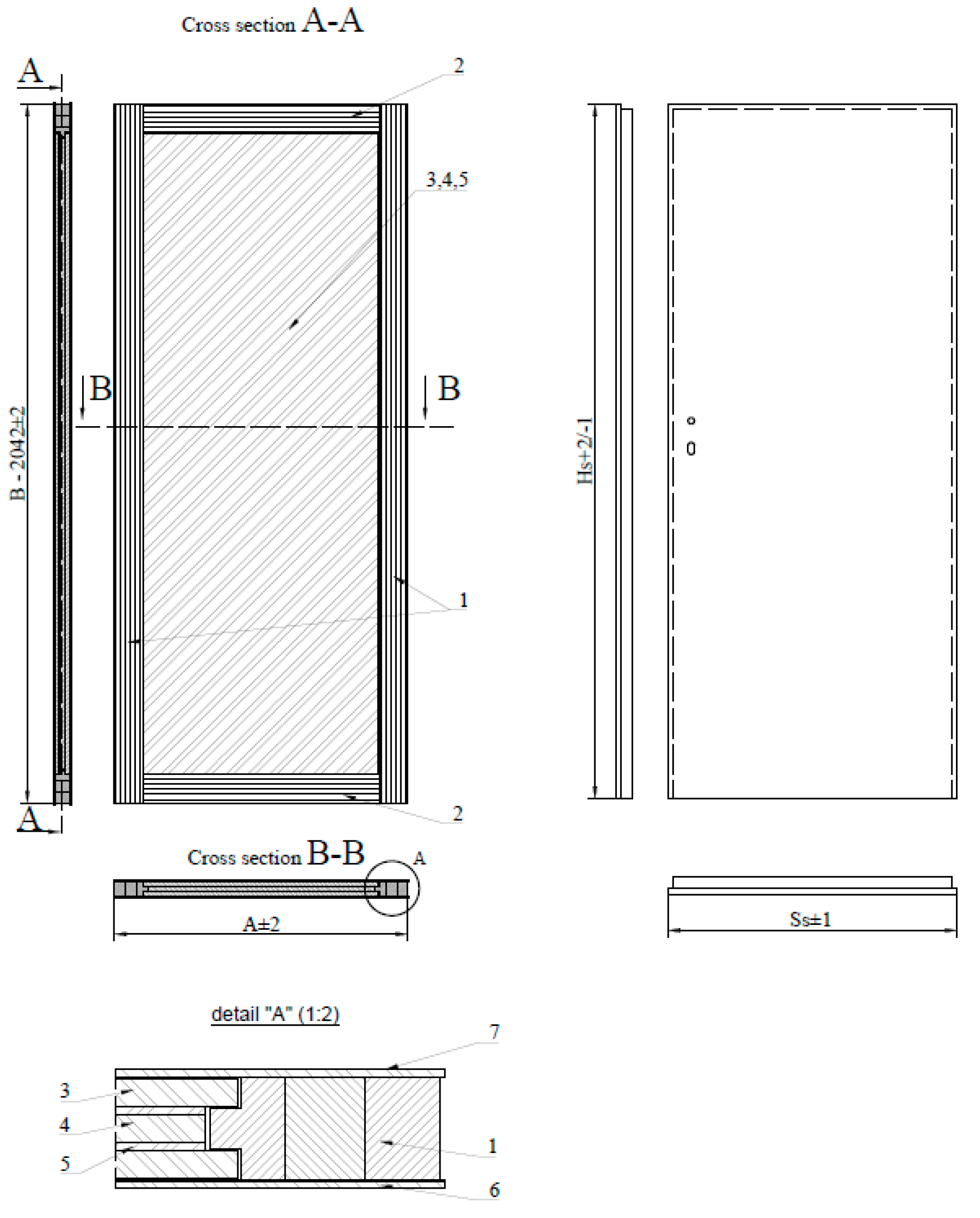
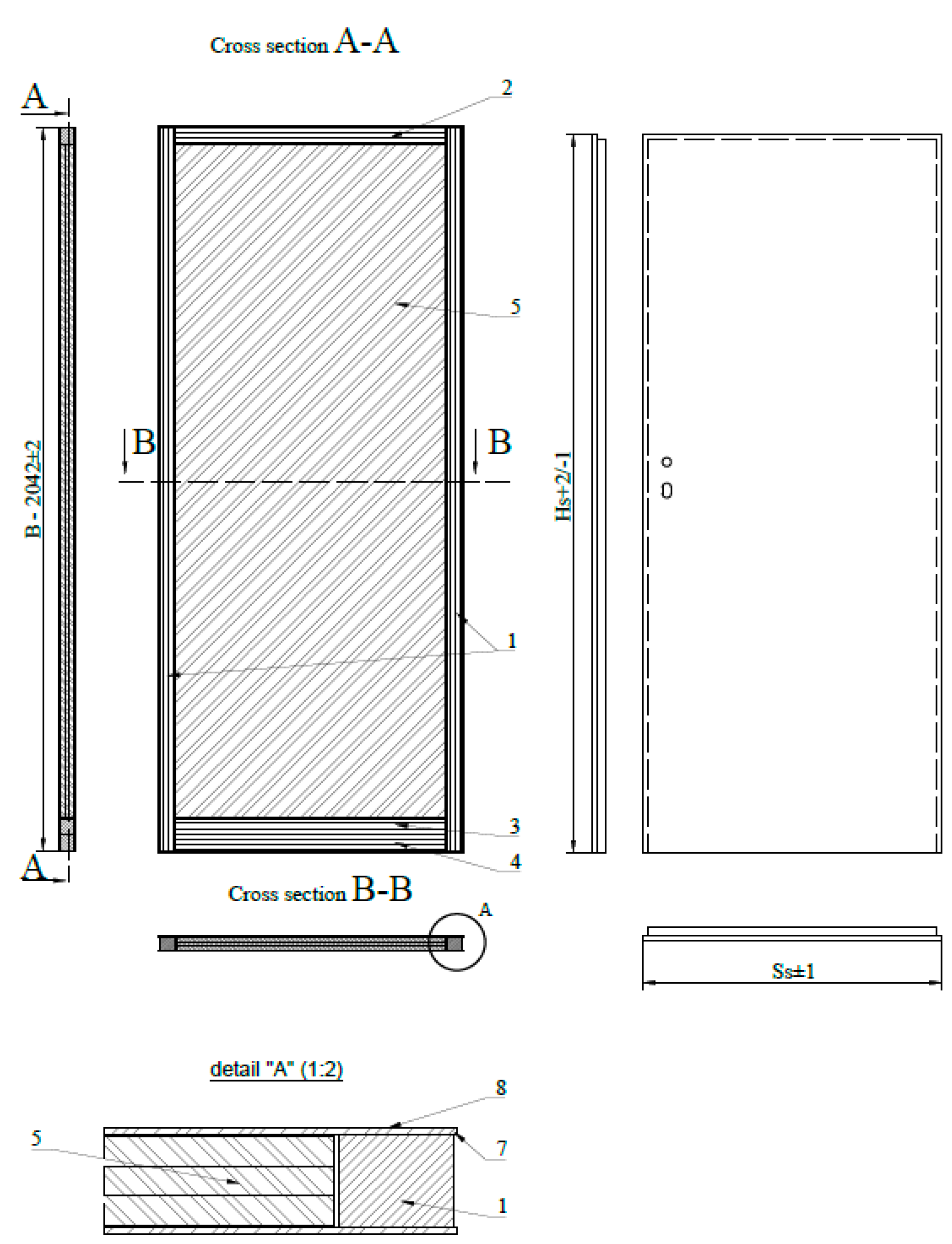
| No. | Element | Material | Length According to the Width of the Leaf | Width × Thickness | Pieces | ||
|---|---|---|---|---|---|---|---|
| 80 | 90 | 100 | |||||
| 1 | vertical stile | soft wood—pine | 2038 | 2038 | 2038 | 96 × 43 | 2 |
| 2 | horizontal stile | soft wood—pine | 686 | 810 | 886 | 96 × 43 | 2 |
| 3 | door filling | solid particleboard | 685 | 809 | 885 | 1870 × 12 | 2 |
| 4 | door filling | fiberboard | 656 | 780 | 856 | 1842 × 12 | 1 |
| 5 | door filling | HDF | 656 | 780 | 856 | 1842 × 3 | 2 |
| 6 | cladding | HDF | 856 | 984 | 1056 | 2046 × 3 | 2 |
| 7 | top layer | laminate CPL | 856 | 984 | 1056 | 2046 × 0.2/0.7 | 2 |
| No. | Element | Material | Length According to the Width of the Leaf | Width × Thickness | Pieces | ||
| 80 | 90 | 100 | |||||
| 1 | vertical stile | soft wood—pine | 2038 | 2038 | 2038 | 94 × 43 | 2 |
| 2 | horizontal stile | soft wood—pine | 690 | 814 | 890 | 94 × 43 | 2 |
| 3 | door filling | solid particleboard | 689 | 813 | 889 | 1874 × 12 | 2 |
| 4 | door filling | fiberboard | 660 | 784 | 860 | 1846 × 12 | 1 |
| 5 | door filling | HDF | 660 | 784 | 860 | 1846 × 3 | 2 |
| 6 | cladding | HDF | 856 | 984 | 1056 | 2046 × 3 | 2 |
| 7 | top layer | laminate CPL | 856 | 984 | 1056 | 2046 × 0.2/0.7 | 2 |
| No. | Element | Material | Length According to the Width of the Leaf | Width × Thickness | Pieces | ||
| 80 | 90 | 100 | |||||
| 1 | vertical stile | soft wood—pine | 2038 | 2038 | 2038 | 96 × 43 | 2 |
| 2 | horizontal stile | soft wood—pine | 686 | 810 | 886 | 96 × 43 | 2 |
| 3 | door filling | solid particleboard | 685 | 809 | 885 | 1870 × 12 | 2 |
| 4 | door filling | fiberboard | 656 | 780 | 856 | 1842 × 12 | 1 |
| 5 | door filling | HDF | 656 | 780 | 856 | 1842 × 3 | 2 |
| 6 | cladding | HDF | 856 | 984 | 1056 | 2046 × 3 | 2 |
| 7 | top layer | laminate CPL | 856 | 984 | 1056 | 2046 × 0.2/0.7 | 2 |
| No. | Element | Material | Length According to the Width of the Leaf | Width × Thickness | Pieces | ||||
|---|---|---|---|---|---|---|---|---|---|
| 60 | 70 | 80 | 90 | 100 | |||||
| 1 | vertical stile | soft wood—pine | 2038 | 2038 | 2038 | 2038 | 2038 | 44 × 33.1 | 2 |
| 2 | top horizontal stile | soft wood—pine | 564 | 664 | 764 | 864 | 964 | 44 × 33.1 | 1 |
| 3 | bottom horizontal stile | soft wood—pine | 564 | 664 | 764 | 864 | 964 | 92 × 33.1 | 1 |
| 4 | door filling | solid particleboard/tubular particleboard | 400 | 500 | 600 | 700 | 800 | 1897 × 33 | 1 |
| 5 | bracing vertical stile | solid particleboard/tubular particleboard | 1897 | 1897 | 1897 | 1897 | 1897 | 60 × 33 | 2 |
| 6 | bracing vertical stile | plywood | 1897 | 1897 | 1897 | 1897 | 1897 | 18 × 33 | 2 |
| 7 | cladding | HDF | 660 | 760 | 860 | 960 | 1060 | 2050 × 3 | 2 |
| 8 | top layer | laminate CPL, HPL, finish foil | 660 | 760 | 860 | 960 | 1060 | 2050 × 0.15/0.2/0.7 | 2 |
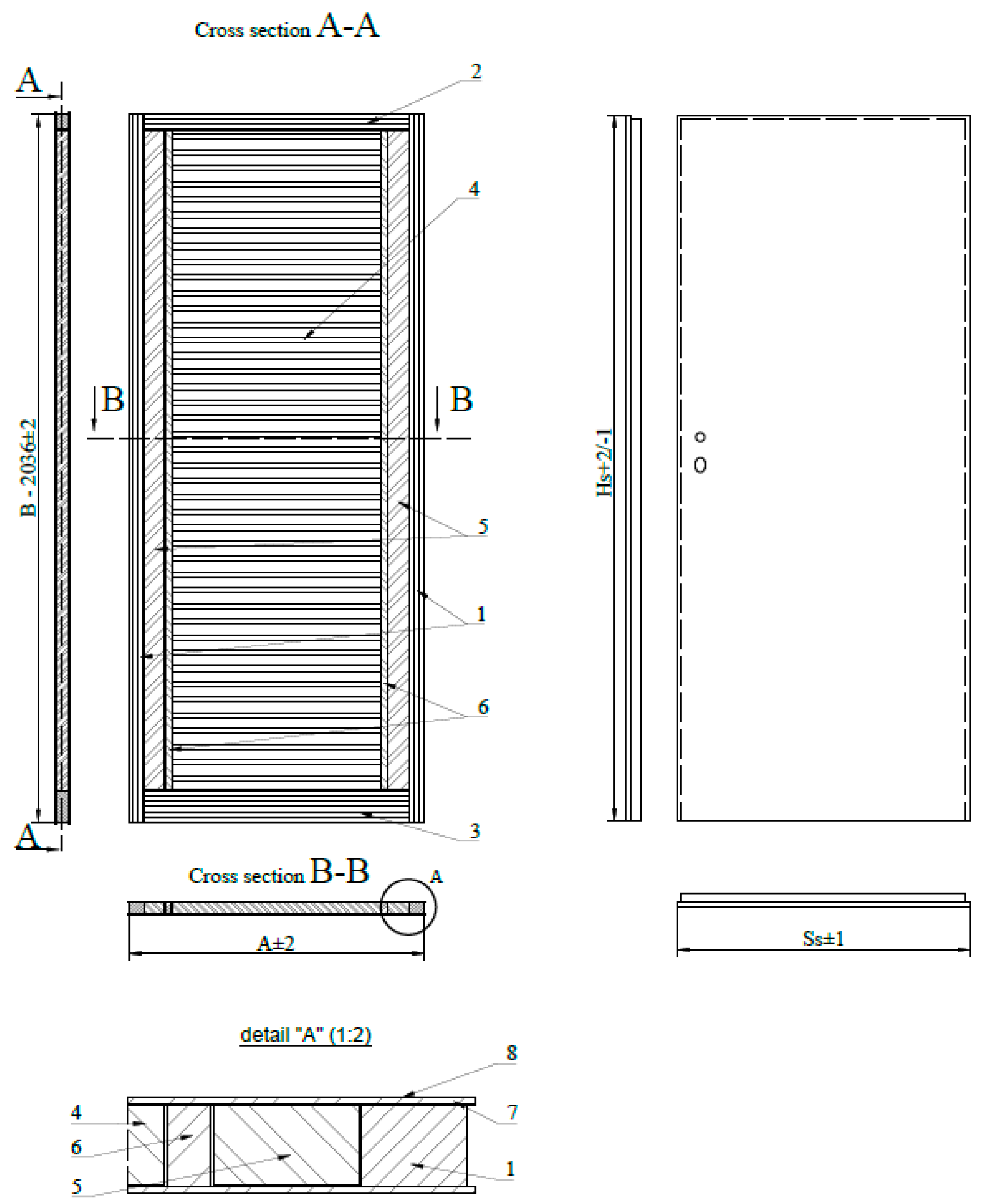
| No. | Element | Material | Length According to the Width of the Leaf | Width × Thickness | Pieces | ||||
| 60 | 70 | 80 | 90 | 100 | |||||
| 1 | vertical stile | soft wood—pine | 2036 | 2036 | 2036 | 2036 | 2036 | 43 × 33.1 | 2 |
| 2 | top horizontal stile | soft wood—pine | 564 | 664 | 764 | 864 | 964 | 43 × 33.1 | 1 |
| 3 | bottom horizontal stile | soft wood—pine | 564 | 664 | 764 | 864 | 964 | 91 × 33.1 | 1 |
| 4 | door filling | solid particleboard/tubular particleboard | 400 | 500 | 600 | 700 | 800 | 1897 × 33 | 1 |
| 5 | bracing vertical stile | solid particleboard/tubular particleboard | 1897 | 1897 | 1897 | 1897 | 1897 | 60 × 33 | 2 |
| 6 | bracing vertical stile | plywood | 1897 | 1897 | 1897 | 1897 | 1897 | 18 × 33 | 2 |
| 7 | cladding | HDF | 658 | 758 | 858 | 958 | 1058 | 2048 × 3 | 2 |
| 8 | top layer | laminate CPL, HPL, finish foil | 658 | 758 | 858 | 958 | 1058 | 2048 × 0.15/0.2/0.7 | 2 |
| No. | Element | Material | Length According to the Width of the Leaf | Width × Thickness | Pieces | ||||
| 60 | 70 | 80 | 90 | 100 | |||||
| 1 | vertical stile | soft wood—pine | 2036 | 2036 | 2036 | 2036 | 2036 | 44 × 33.1 | 2 |
| 2 | top horizontal stile | soft wood—pine | 562 | 662 | 762 | 862 | 962 | 44 × 33.1 | 1 |
| 3 | bottom horizontal stile | soft wood—pine | 562 | 662 | 762 | 862 | 962 | 92 × 33.1 | 1 |
| 4 | door filling | solid particleboard/tubular particleboard | 398 | 498 | 598 | 698 | 798 | 1895 × 33 | 1 |
| 5 | bracing vertical stile | solid particleboard/tubular particleboard | 1895 | 1895 | 1895 | 1895 | 1895 | 60 × 33 | 2 |
| 6 | bracing vertical stile | plywood | 1895 | 1895 | 1895 | 1895 | 1895 | 18 × 33 | 2 |
| 7 | cladding | HDF | 658 | 758 | 858 | 958 | 1058 | 2048 × 3 | 2 |
| 8 | top layer | laminate CPL, HPL, finish foil | 658 | 758 | 858 | 958 | 1058 | 2048 × 0.15/0.2/0.7 | 2 |
| No. | Element | Material | Length According to the Width of the Leaf | Width × Thickness | Pieces | ||||
|---|---|---|---|---|---|---|---|---|---|
| 60 | 70 | 80 | 90 | 100 | |||||
| 1 | vertical stile | MDF | 2038 | 2038 | 2038 | 2038 | 2038 | 35 × 33.1 | 2 |
| 2 | top horizontal stile | MDF | 580 | 680 | 780 | 880 | 980 | 35 × 33.1 | 1 |
| 3 | bottom horizontal stile | soft wood—pine | 580 | 680 | 780 | 880 | 980 | 35 × 33.1 | 1 |
| 4 | interior vertical stile | solid particleboard | 1664 | 1664 | 1664 | 1664 | 1664 | 22 × 33.1 | 1 |
| 5 | filling for lock | soft wood—pine/MDF | 320 | 320 | 320 | 320 | 320 | 70 × 33.1 | 2 |
| 6 | door filling | honeycomb | - | - | - | - | - | - | 0 |
| 7 | cladding | HDF | 660 | 760 | 860 | 960 | 1060 | 2050 × 3 | 2 |
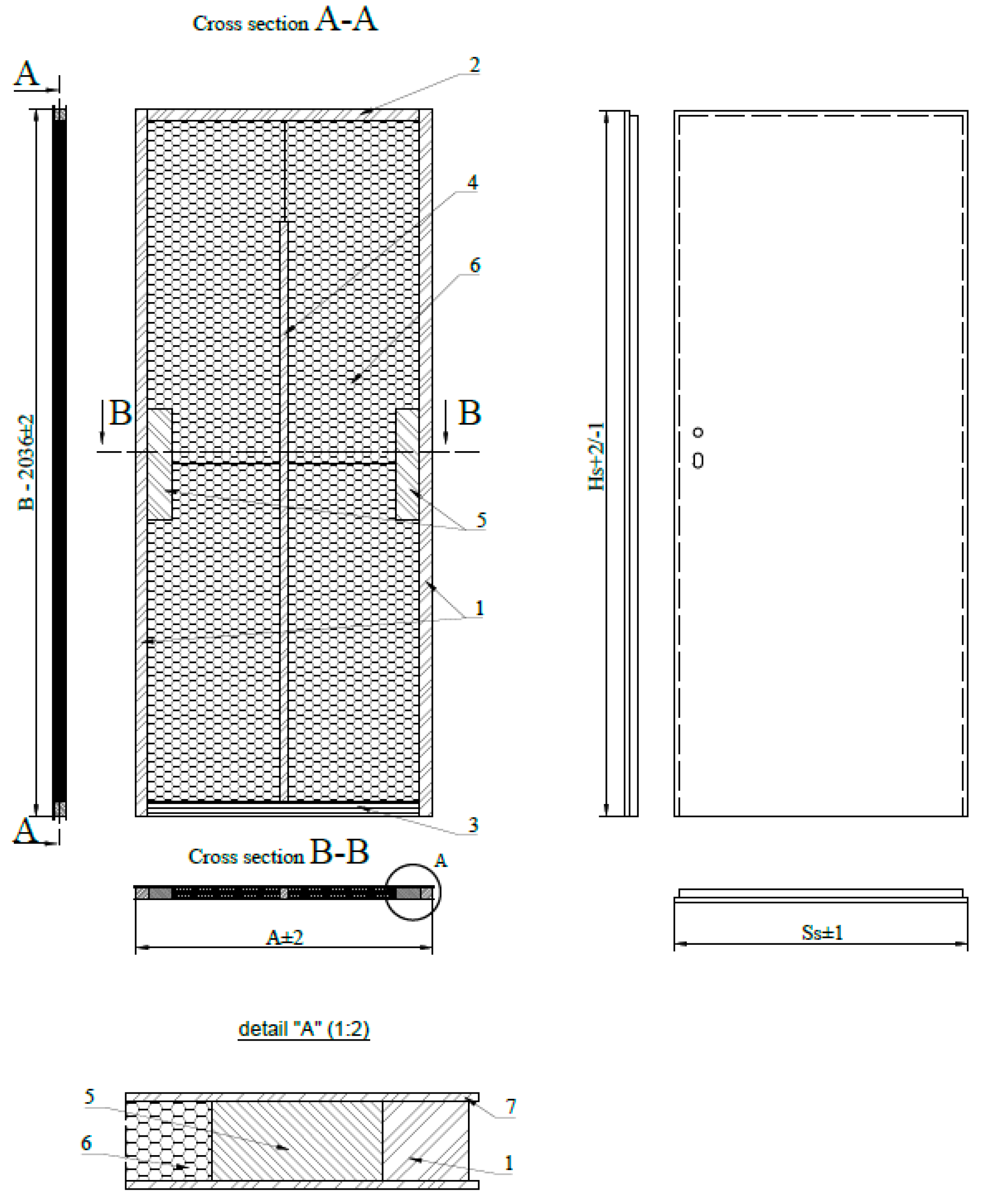
| No. | Element | Material | Length According to the Width of the Leaf | Width × Thickness | Pieces | ||||
| 60 | 70 | 80 | 90 | 100 | |||||
| 1 | vertical stile | MDF | 2036 | 2036 | 2036 | 2036 | 2036 | 34 × 33.1 | 2 |
| 2 | top horizontal stile | MDF | 580 | 680 | 780 | 880 | 980 | 34 × 33.1 | 1 |
| 3 | bottom horizontal stile | soft wood—pine | 580 | 680 | 780 | 880 | 980 | 34 × 33.1 | 1 |
| 4 | interior vertical stile | solid particleboard | 1664 | 1664 | 1664 | 1664 | 1664 | 22 × 33.1 | 1 |
| 5 | filling for lock | soft wood—pine/MDF | 320 | 320 | 320 | 320 | 320 | 70 × 33.1 | 2 |
| 6 | door filling | honeycomb | - | - | - | - | - | - | 0 |
| 7 | cladding | HDF | 658 | 758 | 858 | 958 | 1058 | 2048 × 3 | 2 |
| No. | Element | Material | Length According to the Width of the Leaf | Width × Thickness | Pieces | ||||
|---|---|---|---|---|---|---|---|---|---|
| 60 | 70 | 80 | 90 | 100 | |||||
| 1 | vertical stile | hard wood—oak | 2042 | 2042 | 2042 | 2042 | 2042 | 46 × 37.1 | 2 |
| 2 | top horizontal stile | hard wood—oak | 562 | 662 | 762 | 870 | 962 | 46 × 37.1 | 1 |
| 3 | bottom horizontal stile internal | soft wood—pine | 562 | 662 | 762 | 870 | 962 | 46 × 37.1 | 1 |
| 4 | bottom horizontal stile external | hard wood—oak | 562 | 662 | 762 | 870 | 962 | 46 × 37.1 | 1 |
| 5 | door filling | solid particleboard | 560 | 660 | 760 | 868 | 960 | 1902 × 12 | 3 |
| 6 | cladding | HDF | 660 | 760 | 860 | 966 | 1060 | 2050 × 3 − 5 | 2 |
| 7 | top layer | laminate CPL | 660 | 760 | 860 | 966 | 1060 | 2050 × 0.2 − 1 | 2 |
| No. | Element | Material | Length According to the Width of the Leaf | Width × Thickness | Pieces | ||||
| 60 | 70 | 80 | 90 | 100 | |||||
| 1 | vertical stile | hard wood—oak | 2038 | 2038 | 2038 | 2038 | 2038 | 44 × 37.1 | 2 |
| 2 | top horizontal stile | hard wood—oak | 562 | 662 | 762 | 870 | 962 | 44 × 37.1 | 1 |
| 3 | bottom horizontal stile internal | soft wood—pine | 562 | 662 | 762 | 870 | 962 | 45 × 37.1 | 1 |
| 4 | bottom horizontal stile external | hard wood—oak | 562 | 662 | 762 | 870 | 962 | 45 × 37.1 | 1 |
| 5 | door filling | solid particleboard | 560 | 660 | 760 | 868 | 960 | 1902 × 12 | 3 |
| 6 | cladding | HDF | 656 | 756 | 856 | 962 | 1056 | 2046 × 3 − 5 | 2 |
| 7 | top layer | laminate CPL | 656 | 756 | 856 | 962 | 1056 | 2046 × 0.2 − 1 | 2 |
| No. | Element | Material | Length According to the Width of the Leaf | Width × Thickness | Pieces | ||||
| 60 | 70 | 80 | 90 | 100 | |||||
| 1 | vertical stile | hard wood—oak | 2038 | 2038 | 2038 | 2038 | 2038 | 46 × 37.1 | 2 |
| 2 | top horizontal stile | hard wood—oak | 558 | 658 | 758 | 866 | 958 | 46 × 37.1 | 1 |
| 3 | bottom horizontal stile internal | soft wood—pine | 558 | 658 | 758 | 866 | 958 | 46 × 37.1 | 1 |
| 4 | bottom horizontal stile external | hard wood—oak | 558 | 658 | 758 | 866 | 958 | 46 × 37.1 | 1 |
| 5 | door filling | solid particleboard | 556 | 656 | 756 | 864 | 956 | 1898 × 12 | 3 |
| 6 | cladding | HDF | 656 | 756 | 856 | 962 | 1056 | 2046 × 3 − 5 | 2 |
| 7 | top layer | laminate CPL | 656 | 756 | 856 | 962 | 1056 | 2046 × 0.2 − 1 | 2 |
| Construction No. | |||
|---|---|---|---|
| 1 | 2 | 3 | 4 |
| Volume of pieces/Year | |||
| 24,000 | 134,000 | 62,000 | 10,000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kwidziński, Z.; Bednarz, J.; Pędzik, M.; Sankiewicz, Ł.; Szarowski, P.; Knitowski, B.; Rogoziński, T. Innovative Line for Door Production TechnoPORTA—Technological and Economic Aspects of Application of Wood-Based Materials. Appl. Sci. 2021, 11, 4502. https://doi.org/10.3390/app11104502
Kwidziński Z, Bednarz J, Pędzik M, Sankiewicz Ł, Szarowski P, Knitowski B, Rogoziński T. Innovative Line for Door Production TechnoPORTA—Technological and Economic Aspects of Application of Wood-Based Materials. Applied Sciences. 2021; 11(10):4502. https://doi.org/10.3390/app11104502
Chicago/Turabian StyleKwidziński, Zdzisław, Joanna Bednarz, Marta Pędzik, Łukasz Sankiewicz, Piotr Szarowski, Bartłomiej Knitowski, and Tomasz Rogoziński. 2021. "Innovative Line for Door Production TechnoPORTA—Technological and Economic Aspects of Application of Wood-Based Materials" Applied Sciences 11, no. 10: 4502. https://doi.org/10.3390/app11104502
APA StyleKwidziński, Z., Bednarz, J., Pędzik, M., Sankiewicz, Ł., Szarowski, P., Knitowski, B., & Rogoziński, T. (2021). Innovative Line for Door Production TechnoPORTA—Technological and Economic Aspects of Application of Wood-Based Materials. Applied Sciences, 11(10), 4502. https://doi.org/10.3390/app11104502