
Increasing Wind Turbine Drivetrain Bearing Vibration Monitoring Detectability Using an Artificial Neural Network Implementation


Abstract
1. Introduction
2. Method
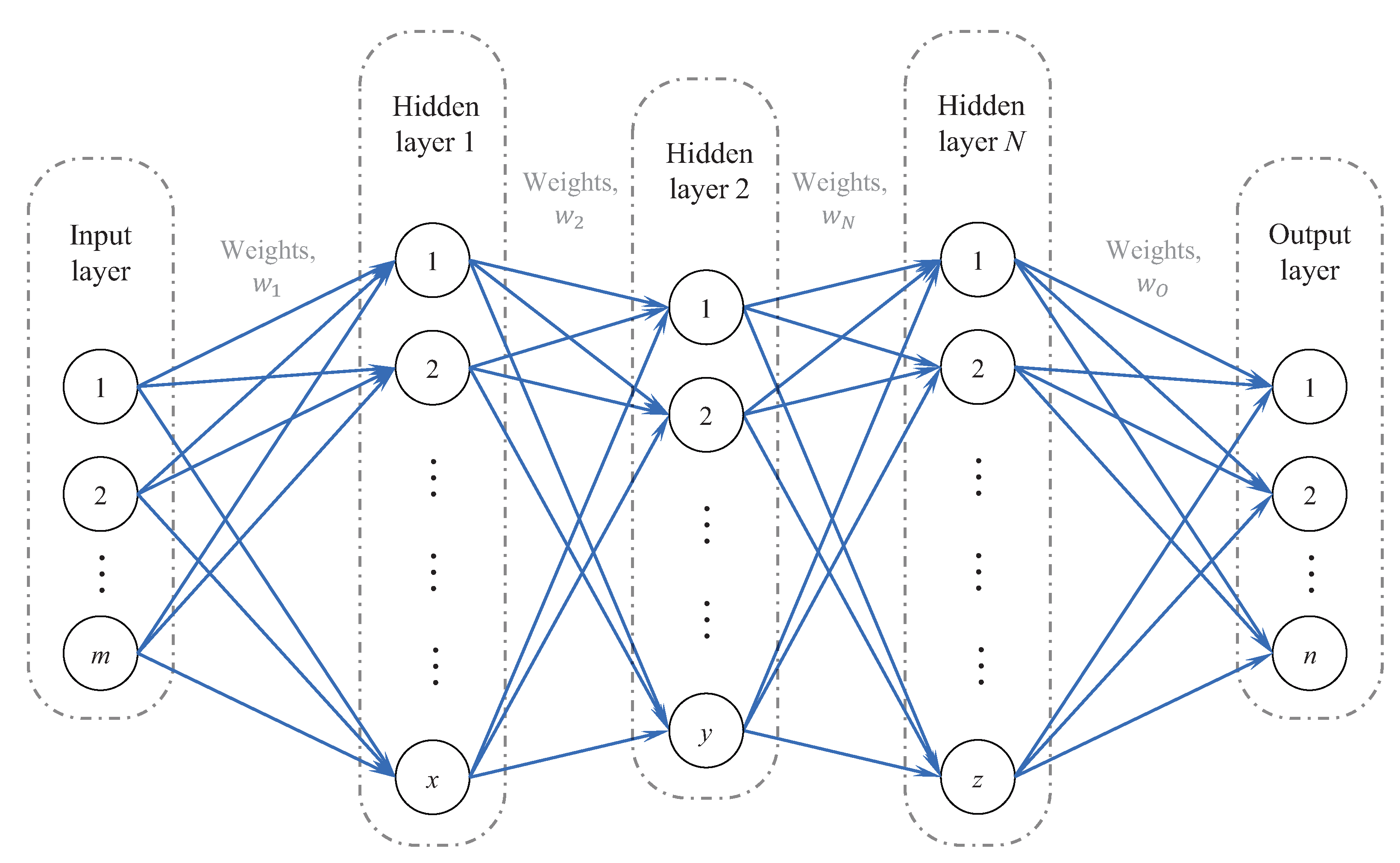
2.1. Artificial Neural Networks
2.2. Bearing Failure Cases
2.3. Data Pattern and Filtration
2.4. Procedure
3. Results and Discussion
3.1. Failure Case 1 Results
3.2. Failure Case 2 Results
3.3. Failure Case 3 Results
4. Conclusions
- Monitoring the difference between the ANN’s predicted and true CI-values was able to increase the relative sensitivity compared to monitoring the CI-values by themselves. In a gearbox output shaft bearing failure case, the normalized difference between the predictions and the true CI-values calculated from WPT spectra increases to a higher level compared to using the FFT spectra CI-values. By implementing the ANN into the analysis, the disadvantage of FFT spectra CI-values where the incipient increase is difficult to distinguish from the earlier variation in the data compared to the WPT spectra CI-values is eliminated. This as the normalized difference for both methods dramatically increases simultaneously.
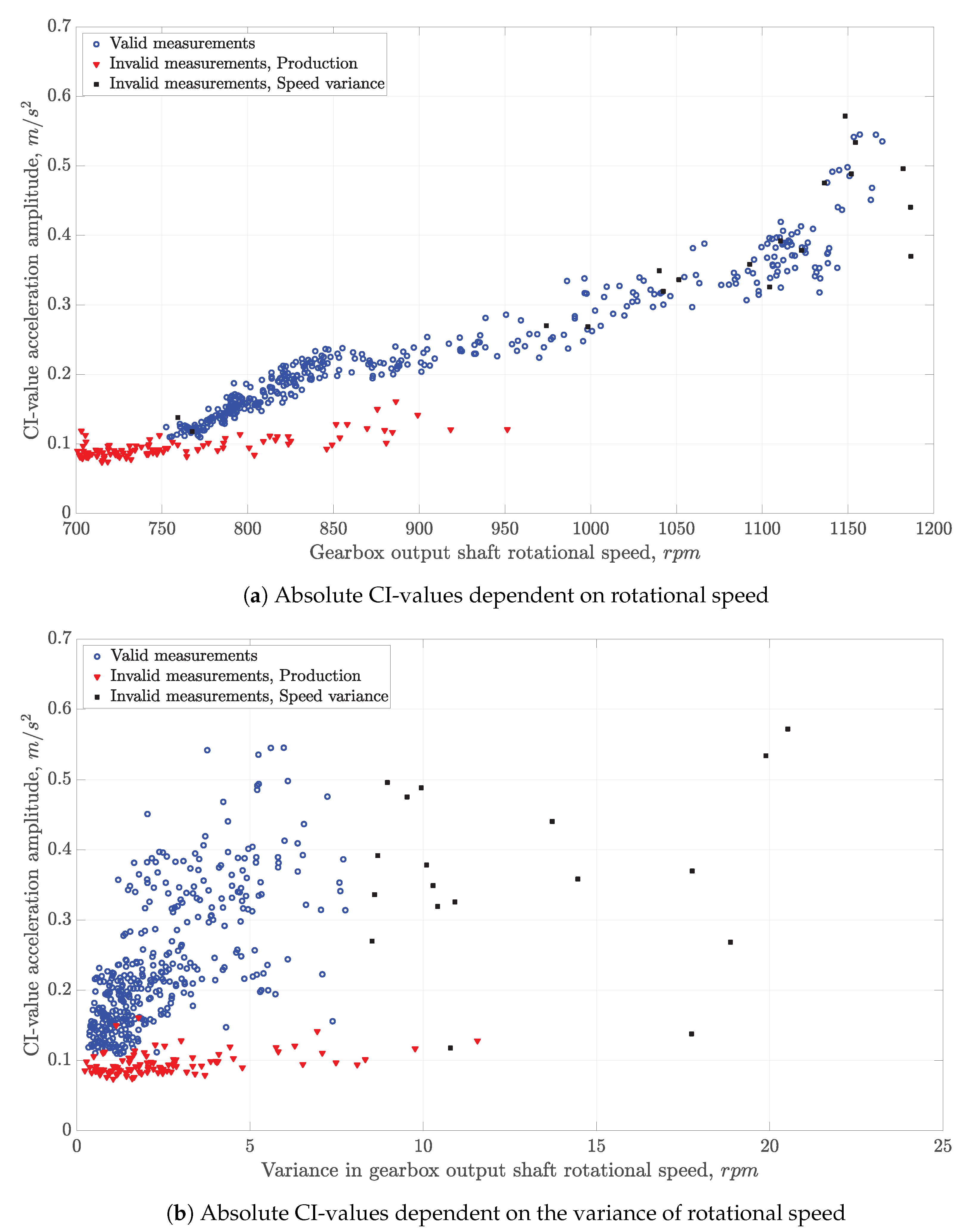
- The variance in rotational speed of the gearbox output shaft during the measurement time of the vibration measurements was shown to detrimentally influence the results, with singular peaks appearing in the trended normalized difference value between the prediction and the CI-results. This increase in non-stationarity lowered the noise level of the spectrum and the predictions were thereby overestimated, causing peaks in the normalized difference interfering. Thereby, the elimination of CI-values where the rotational speed variance was deemed too high from the analysis is recommended.
- By implementing the proposed ANN procedure on the planet bearing failure case it was shown to improve the sensitivity to such a degree that the defect could be detected, which was not possible by the CI-values only.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- GWEC. Global Wind Report 2019; Technical report; Global Wind Energy Council: Brussels, Belgium, 2020. [Google Scholar]
- Crowther, A.; Ramakrishnan, N.; Zaidi, N.A.; Halse, C. Sources of time-varying contact stress and misalignments in wind turbine planetary sets. Wind Energy 2011, 14, 637–651. [Google Scholar] [CrossRef]
- Sheng, S. Wind Turbine Gearbox Reliability Database, Condition Monitoring, and Operation and Maintenance Research Update; Technical Report No. NREL/PR-5000-68347; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2017. [Google Scholar]
- Hameed, Z.; Hong, Y.S.; Cho, Y.M.; Ahn, S.H.; Song, C.K. Condition monitoring and fault detection of wind turbines and related algorithms: A review. Renew. Sustain. Energy Rev. 2009, 13, 1–39. [Google Scholar] [CrossRef]
- Samanta, B.; Al-Balushi, K.R. Artificial neural network based fault diagnostics of rolling element bearings using time-domain features. Mech. Syst. Signal Process. 2003, 17, 317–328. [Google Scholar] [CrossRef]
- Castejón, C.; Lara, O.; García-Prada, J.C. Automated diagnosis of rolling bearings using MRA and neural networks. Mech. Syst. Signal Process. 2010, 24, 289–299. [Google Scholar] [CrossRef]
- Unal, M.; Onat, M.; Demetgul, M.; Kucuk, H. Fault diagnosis of rolling bearings using a genetic algorithm optimized neural network. Meas. J. Int. Meas. Confed. 2014, 58, 187–196. [Google Scholar] [CrossRef]
- de Almeida, L.F.; Bizarria, J.W.P.; Bizarria, F.C.P.; Mathias, M.H. Condition-based monitoring system for rolling element bearing using a generic multi-layer perceptron. J. Vib. Control 2015, 21, 3456–3464. [Google Scholar] [CrossRef]
- Li, G.; Deng, C.; Wu, J.; Chen, Z.; Xu, X. Rolling bearing fault diagnosis based on wavelet packet transform and convolutional neural network. Appl. Sci. 2020, 10, 770. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Y.; Wang, K. Fault diagnosis and prognosis using wavelet packet decomposition, Fourier transform and artificial neural network. J. Intell. Manuf. 2013, 24, 1213–1227. [Google Scholar] [CrossRef]
- Widodo, A.; Yang, B.S. Support vector machine in machine condition monitoring and fault diagnosis. Mech. Syst. Signal Process. 2007, 21, 2560–2574. [Google Scholar] [CrossRef]
- Soualhi, A.; Medjaher, K.; Zerhouni, N. Bearing health monitoring based on hilbert-huang transform, support vector machine, and regression. IEEE Trans. Instrum. Meas. 2015, 64, 52–62. [Google Scholar] [CrossRef]
- Saari, J.; Strömbergsson, D.; Lundberg, J.; Thomson, A. Detection and identification of windmill bearing faults using a one-class support vector machine (SVM). Meas. J. Int. Meas. Confed. 2019, 137, 287–301. [Google Scholar] [CrossRef]
- Saravanan, N.; Siddabattuni, V.N.S.K.; Ramachandran, K.I. A comparative study on classification of features by SVM and PSVM extracted using Morlet wavelet for fault diagnosis of spur bevel gear box. Expert Syst. Appl. 2008, 35, 1351–1366. [Google Scholar] [CrossRef]
- Cabrera, D.; Sancho, F.; Sánchez, R.V.; Zurita, G.; Cerrada, M.; Li, C.; Vásquez, R.E. Fault diagnosis of spur gearbox based on random forest and wavelet packet decomposition. Front. Mech. Eng. 2015, 10, 277–286. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, Q.; Xiong, J.; Xiao, M.; Sun, G.; He, J. Fault Diagnosis of a Rolling Bearing Using Wavelet Packet Denoising and Random Forests. IEEE Sens. J. 2017, 17, 5581–5588. [Google Scholar] [CrossRef]
- El-Thalji, I.; Jantunen, E. A summary of fault modelling and predictive health monitoring of rolling element bearings. Mech. Syst. Signal Process. 2015, 60–61, 252–272. [Google Scholar] [CrossRef]
- de Azevedo, H.D.M.; Araújo, A.M.; Bouchonneau, N. A review of wind turbine bearing condition monitoring: State of the art and challenges. Renew. Sustain. Energy Rev. 2016, 56, 368–379. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, L. A review of failure modes, condition monitoring and fault diagnosis methods for large-scale wind turbine bearings. Meas. J. Int. Meas. Confed. 2020, 149, 107002. [Google Scholar] [CrossRef]
- Tautz-Weinert, J.; Watson, S.J. Using SCADA data for wind turbine condition monitoring—A review. IET Renew. Power Gener. 2017, 11, 382–394. [Google Scholar] [CrossRef]
- Yang, W.; Court, R.; Jiang, J. Wind turbine condition monitoring by the approach of SCADA data analysis. Renew. Energy 2013, 53, 365–376. [Google Scholar] [CrossRef]
- Bangalore, P.; Letzgus, S.; Karlsson, D.; Patriksson, M. An artificial neural network-based condition monitoring method for wind turbines, with application to the monitoring of the gearbox. Wind Energy 2017, 20, 1421–1438. [Google Scholar] [CrossRef]
- Singh, J.; Azamfar, M.; Li, F.; Lee, J. A systematic review of machine learning algorithms for PHM of rolling element bearings: Fundamentals, concepts, and applications. Meas. Sci. Technol. 2020, 32, 012001. [Google Scholar] [CrossRef]
- Rumelhart, D.E.; Hinton, G.E.; Williams, R.J. Learning Internal Representations by Error Propagation; Technical report; California Univ. San Diego La Jolla Inst. for Cognitive Science: La Jolla, CA, USA, 1985. [Google Scholar]
- McFadden, P.D.; Smith, J.D. Vibration monitoring of rolling element bearings by the high-frequency resonance technique—A review. Tribol. Int. 1984, 17, 3–10. [Google Scholar] [CrossRef]
- Harris, T.A.; Kotzalas, M.N. Essential Concepts in Bearing Technology, 5th ed.; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Strömbergsson, D.; Marklund, P.; Berglund, K.; Larsson, P.E. Bearing monitoring in the wind turbine drivetrain: A comparative study of the FFT and wavelet transforms. Wind Energy 2020, 23, 1381–1393. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Failure Case | 1 | 2 | 3 |
|---|---|---|---|
| Bearing | Output | Pl.2 Planet | Output |
| position | shaft | shaft | |
| Bearing | SKF | SKF | SKF |
| designation | NU2230E | RN2238 | 32236J2 |
| Damage | Inner ring | Inner ring | Inner ring |
| spalling | spalling and flaking | spalling | |
| Meas. type | Time sync | Time sync | Time sync and enveloped |
| Meas. time and | 1.28 s, 0–5 kHz | 6.4 s, 0–1 kHz | 1.28 s, 0–5 kHz, |
| freq. range | 32 rev, 0–10 kHz | ||
| Envelope filters | 0.5–6.4 kHz, | 0.2–1 kHz, | 0.5–6.4 kHz, 0.2 kHz |
| 0.2 kHz | 0.2 kHz | 0.5–10 kHz, 0.5 kHz | |
| Dataset size | 562 | 1377 | 2102 and 754 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Strömbergsson, D.; Marklund, P.; Berglund, K. Increasing Wind Turbine Drivetrain Bearing Vibration Monitoring Detectability Using an Artificial Neural Network Implementation. Appl. Sci. 2021, 11, 3588. https://doi.org/10.3390/app11083588
Strömbergsson D, Marklund P, Berglund K. Increasing Wind Turbine Drivetrain Bearing Vibration Monitoring Detectability Using an Artificial Neural Network Implementation. Applied Sciences. 2021; 11(8):3588. https://doi.org/10.3390/app11083588
Chicago/Turabian StyleStrömbergsson, Daniel, Pär Marklund, and Kim Berglund. 2021. "Increasing Wind Turbine Drivetrain Bearing Vibration Monitoring Detectability Using an Artificial Neural Network Implementation" Applied Sciences 11, no. 8: 3588. https://doi.org/10.3390/app11083588
APA StyleStrömbergsson, D., Marklund, P., & Berglund, K. (2021). Increasing Wind Turbine Drivetrain Bearing Vibration Monitoring Detectability Using an Artificial Neural Network Implementation. Applied Sciences, 11(8), 3588. https://doi.org/10.3390/app11083588