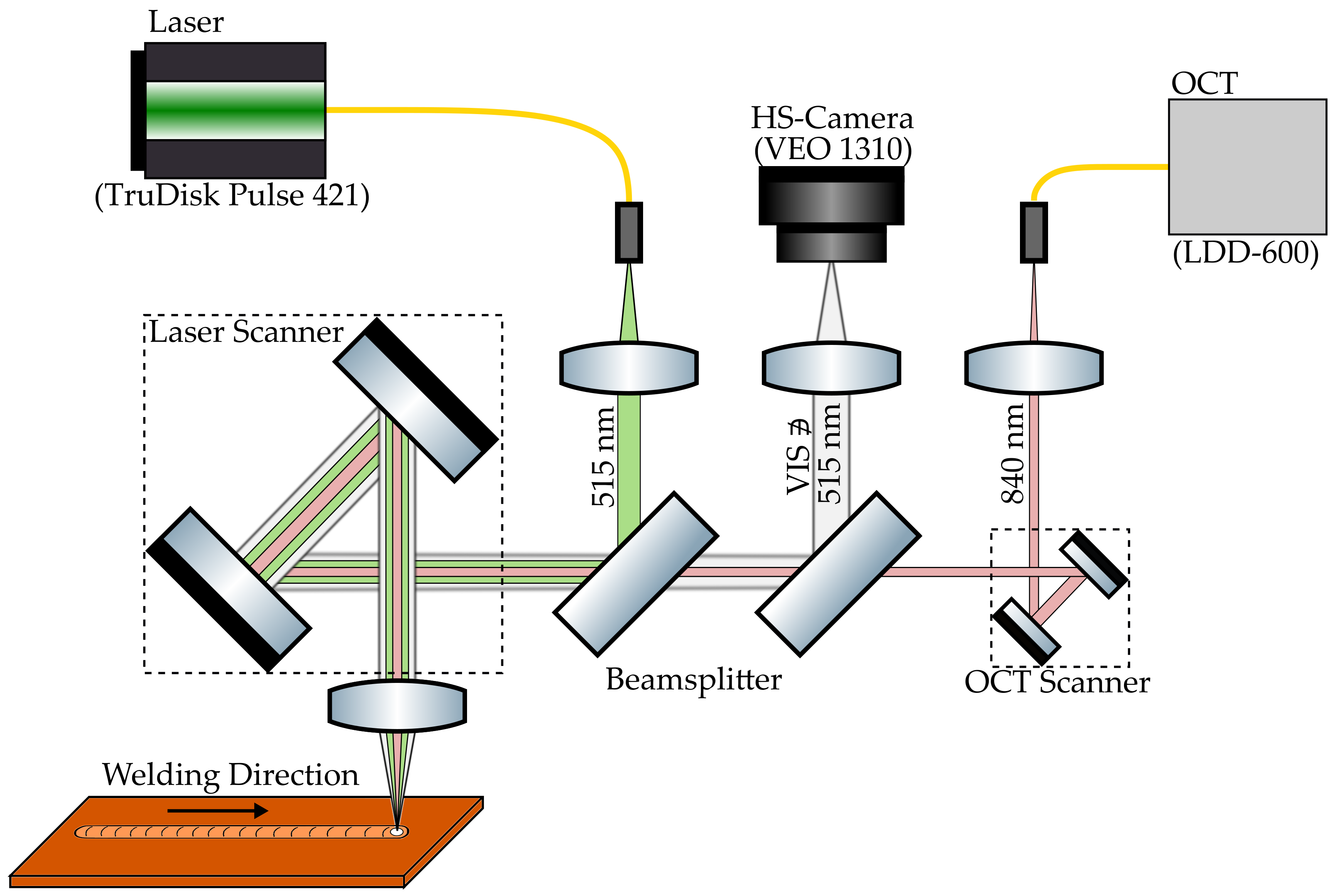
In the following section, the usage of an optical coherence tomography system to gain information about the welding process is discussed.
3.2.1. OCT Positioning
To determine the capillary depth during the welding process, the positioning of the OCT relative to the laser beam is of particular importance. Due to the movement of the laser beam during laser welding, the front of the capillary is inclined. The inclination increases with the welding speed [
8] and leads to a shift of the deepest point of the capillary. In order to be able to measure the capillary depth, the position of the OCT beam must be adjusted. In the following section, a method, as well as the results, to determine the position of the deepest point in relation to the center of the laser beam will be presented.
In
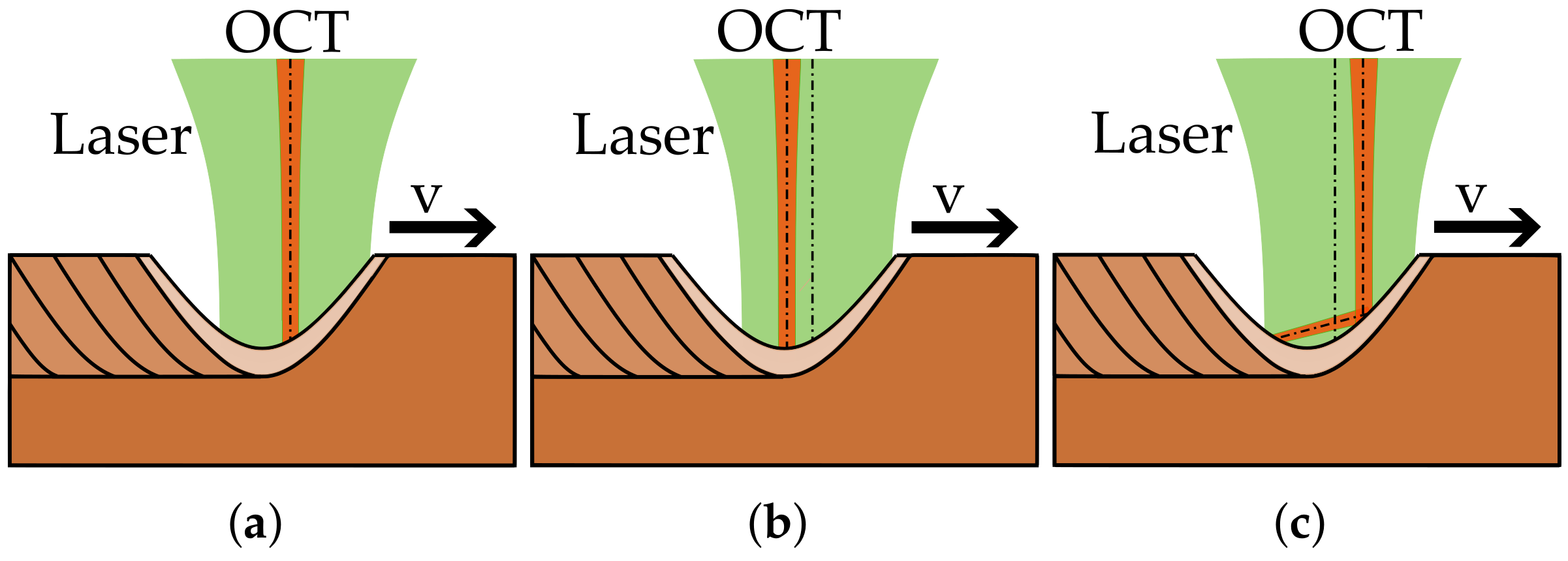
Figure 4, the addressed positional discrepancy is illustrated schematically. The Figure shows the laser beam (green) in a longitudinal cross section of the welding process. Additionally, the OCT beam (red) is displayed for different positions in relation to the origin of the laser beam. In
Figure 4a, the position of the OCT beam is aligned with the position of the laser beam. In this configuration, the measured depth is less than the true depth of the capillary. By shifting the OCT beam behind the capillary, as illustrated in
Figure 4b, the true depth of the capillary can be measured. Here, the molten surface is presumed to be orthogonal to the OCT beam, resulting in a measured depth with high signal intensity. Lastly, when the position of the OCT beam is shifted out of the deepest point, the OCT beam can be reflected off the capillary surface and lead to a too deep measurement
Figure 4c.
In order to determine the optimal measuring position of the OCT beam, the position was altered during the welding process relative to the origin of the laser beam. By evaluating the measured depth, as well as the signal intensity, the optimal measurement position could be determined.
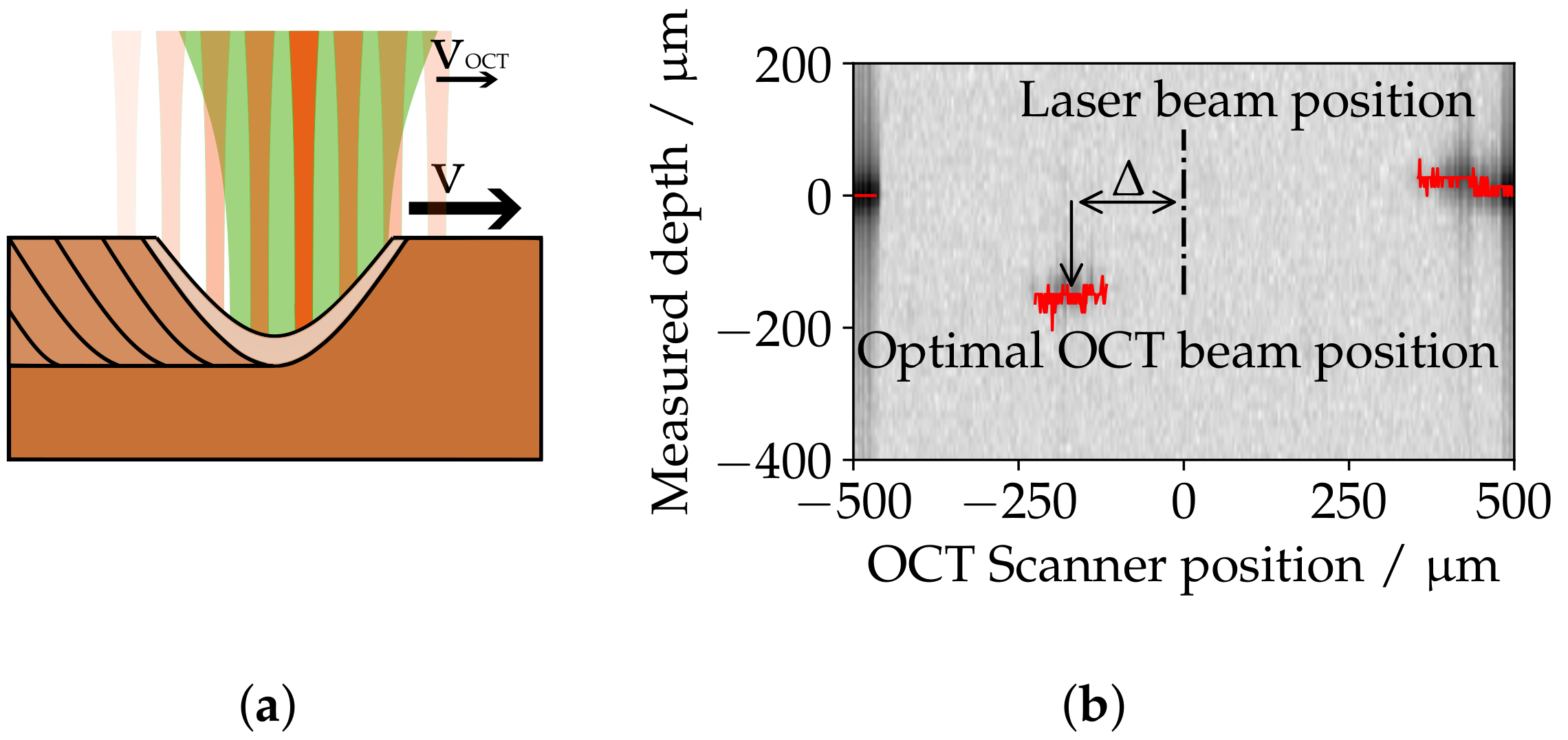
Figure 5 illustrates the presented method schematically. In
Figure 5a, a longitudinal cross section of the welding process is displayed. The OCT beam (red line) is moved along the welding direction and passes the capillary and the origin of the laser beam (green) once. The result of such measurement is displayed in
Figure 5b exemplary. The graph shows the measured depth (red) as function of the position of the OCT beam relative to the laser beam origin (dash-dotted line). In the areas where there is no visible measured depth, the signal intensity was low and, therefore, not relevant for the determination. In the displayed example, one can see a depth measurement with an offset of ∼
relative to the laser beam origin. This indicates that the lowest point of the capillary is trailing the laser beam.
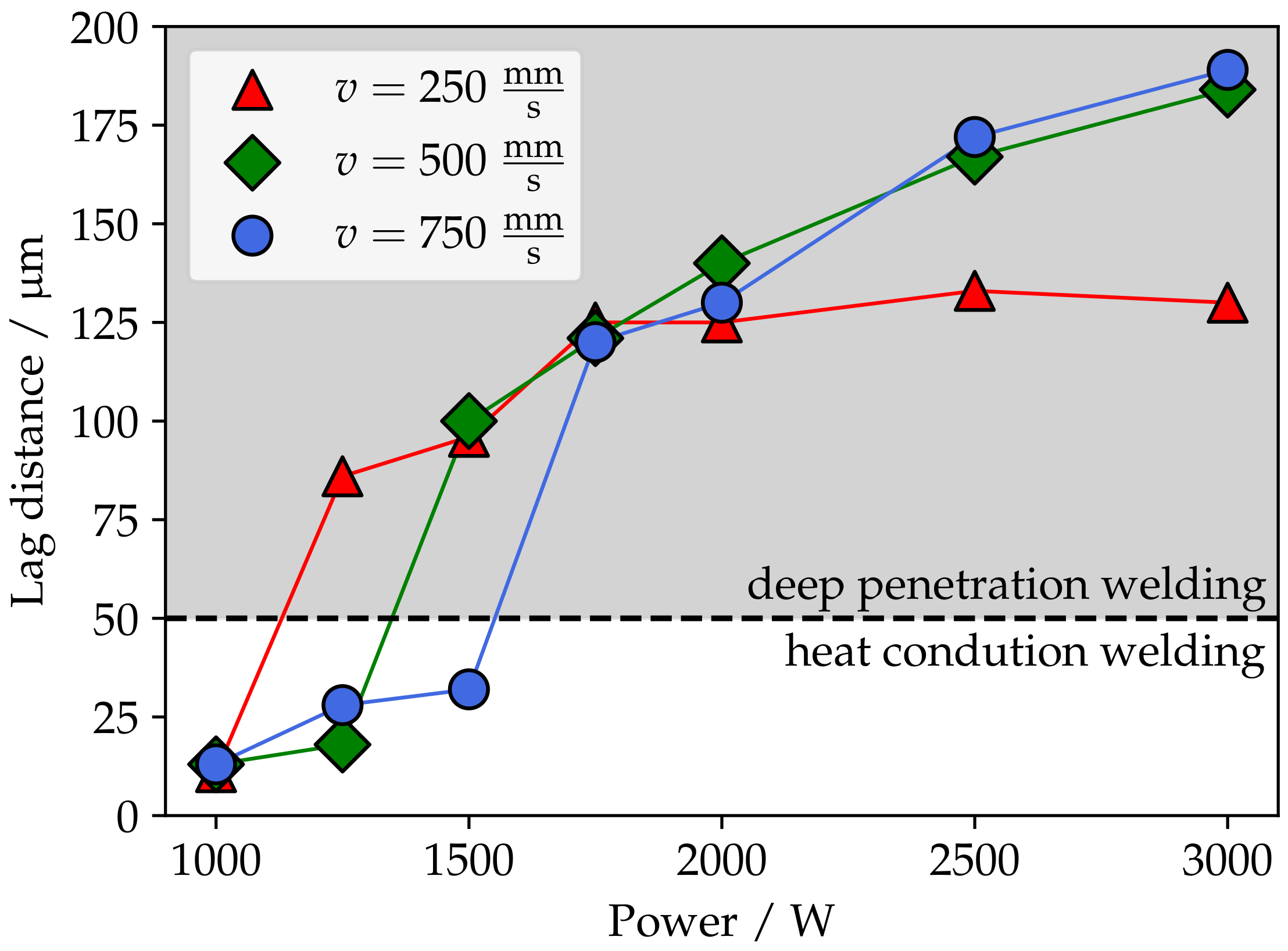
In order to determine the optimal lag distance as a function of the process parameters, the presented method was applied to the investigated process parameters. In
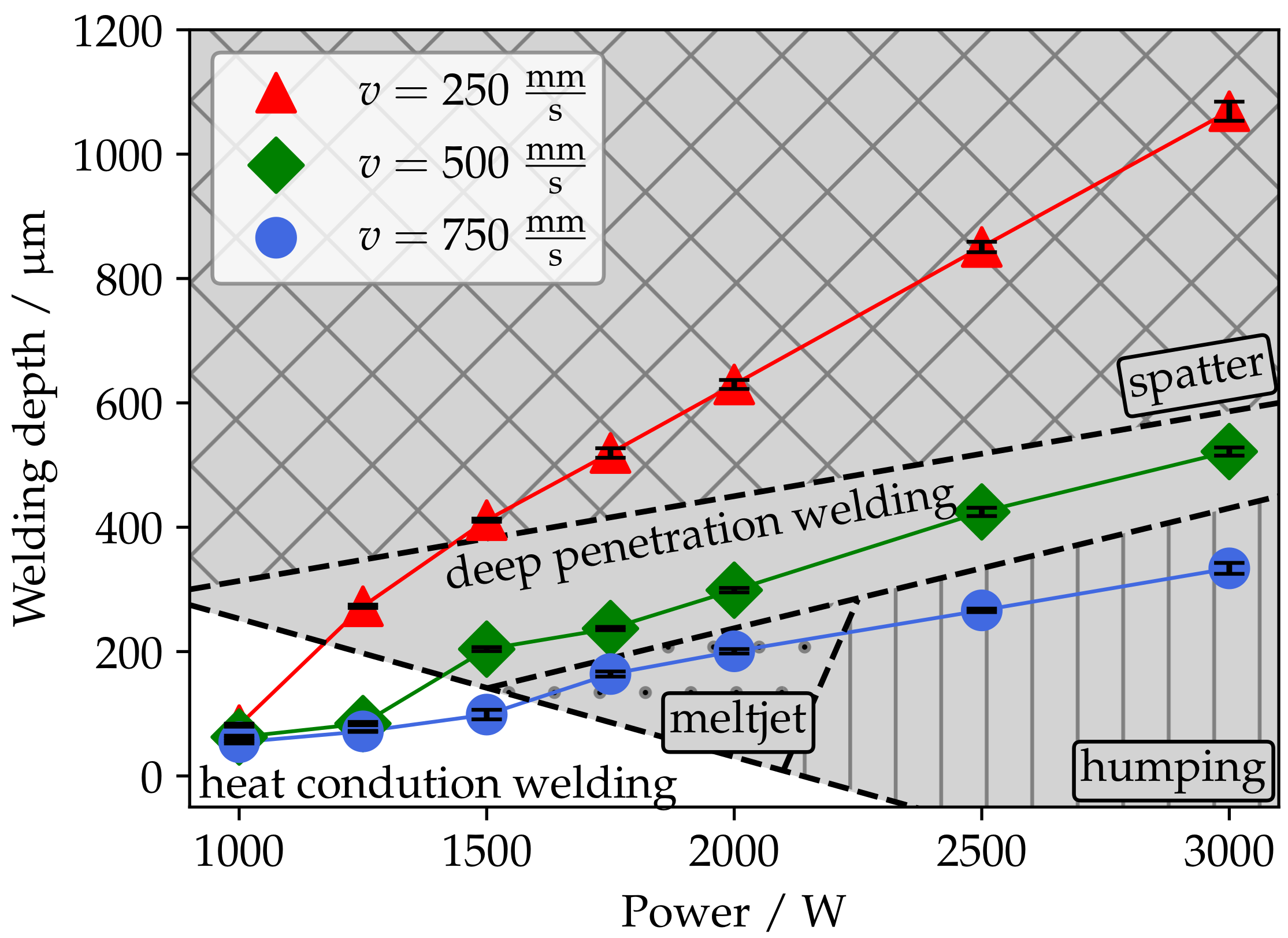
Figure 6, the optimal offset values are displayed as function of the welding speed and the laser power. Additionally, both process regimes, heat conduction welding and deep penetration welding, are marked by the background color (heat conduction welding = white; deep penetration welding = grey). The welding speed can be distinguished by color and shape, where red triangles represent a welding speed of
, green diamonds
, and blue circles
.
In heat conduction welding, only minor depth could be measured; therefore, the signal intensity was used as the main criterion for the determination. The offset values were determined in the range of 10 to 30 , depending on the process parameters. For deep penetration welding, both the measured depth and the signal intensity were taken into consideration. The determined offset values were are the range of 85 to 190 , depending on the process parameters. For a low laser power and a low welding speed, only small offsets values need to be used, while, for high laser power and high welding speeds, the shift increases.
In conclusion, it could be shown that the deepest point of the capillary is trailing the laser beam; therefore, the measurement beam needs to be shifted behind the laser beam. By scanning the OCT beam along the welding direction during the welding process, the optimal offset of the measurement beam relative to the origin of the laser beam was determined. In experiments to determine the capillary depth, the optimal offset values were used to adjust the position of the OCT beam relative to the laser beam origin to ensure the measurement of the deepest point of the capillary.
3.2.2. Capillary Depth Measurement
For copper micro welding with green lasers, deep penetration welding with much lower aspect rations compared to fiber laser welding processes can be performed, therefore increasing the potential for the OCT to measure the capillary depth. In the following section, the results of the capillary depth measurement will be presented and compared to the corresponding welding depth.
As described in
Section 3.1, the welding depth was determined by cross sections in the middle of the weld. For an accurate comparison, the capillary depth measurement in the middle of the weld seam was determined. However, in order to compensate for the positioning error caused by grinding the sample when performing the cross section, the mean depth measurement in a range of −50
to 50
around the middle of the weld was used.
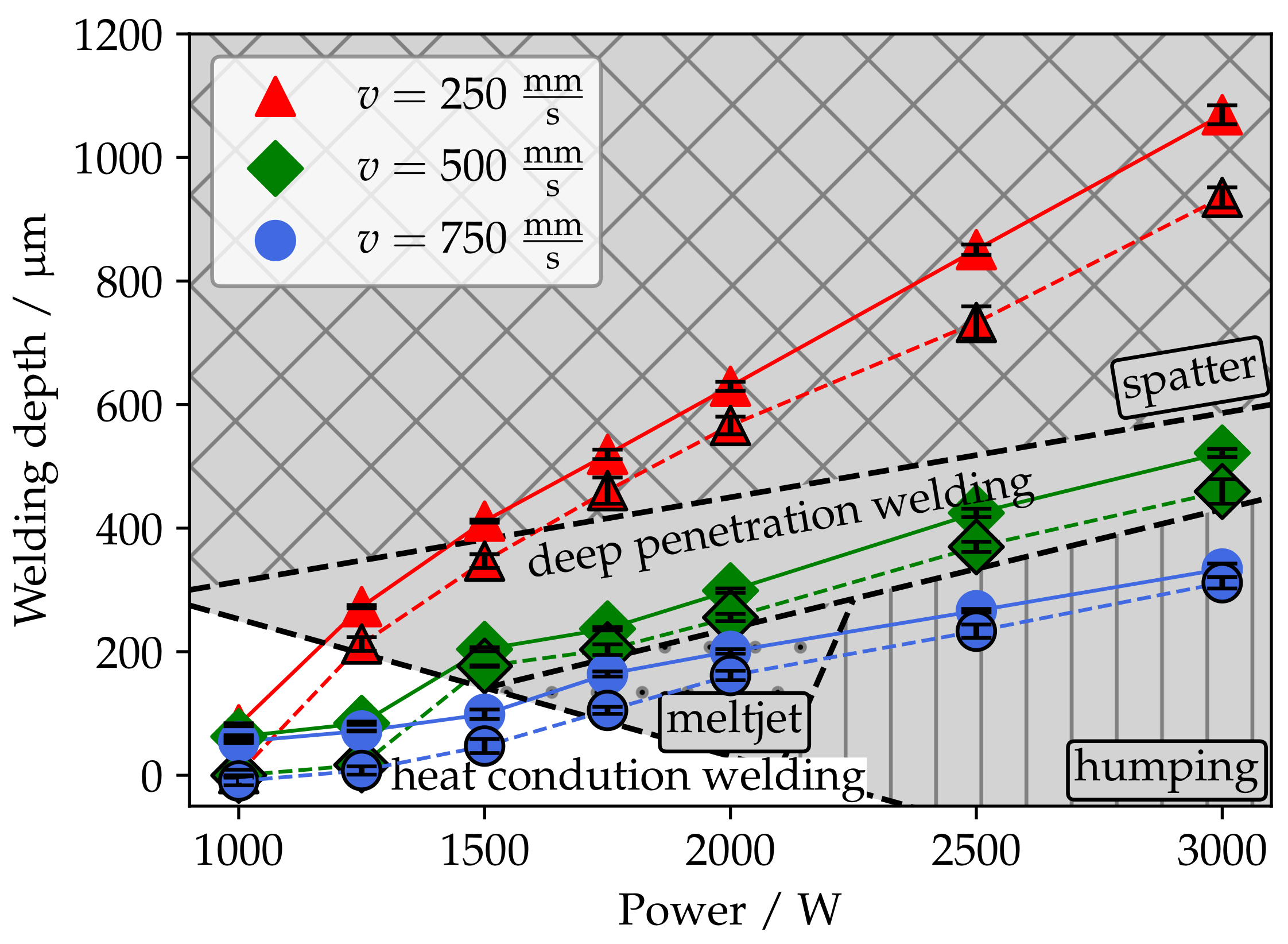
In
Figure 7, the results of the OCT depth measurement and the welding depth are displayed as a function welding speed and the laser power. The welding speed can be distinguished by color and shape, where red triangles represent a welding speed of
, green diamonds
, and blue circles
. To differentiate the OCT depth measurement from the welding depth, the OCT depth measurements are marked with a black outline. The formatting of the background follows the formatting in
Figure 3 and can be found in
Section 3.1.
A good correlation can be observed when comparing both measurements. This correlation seems to be independent of the process stability and the regime.
In order to determine if a measurement of the welding depth based on the capillary depth is viable, the percentage deviation between the measured values:
where
as the welding depth, and
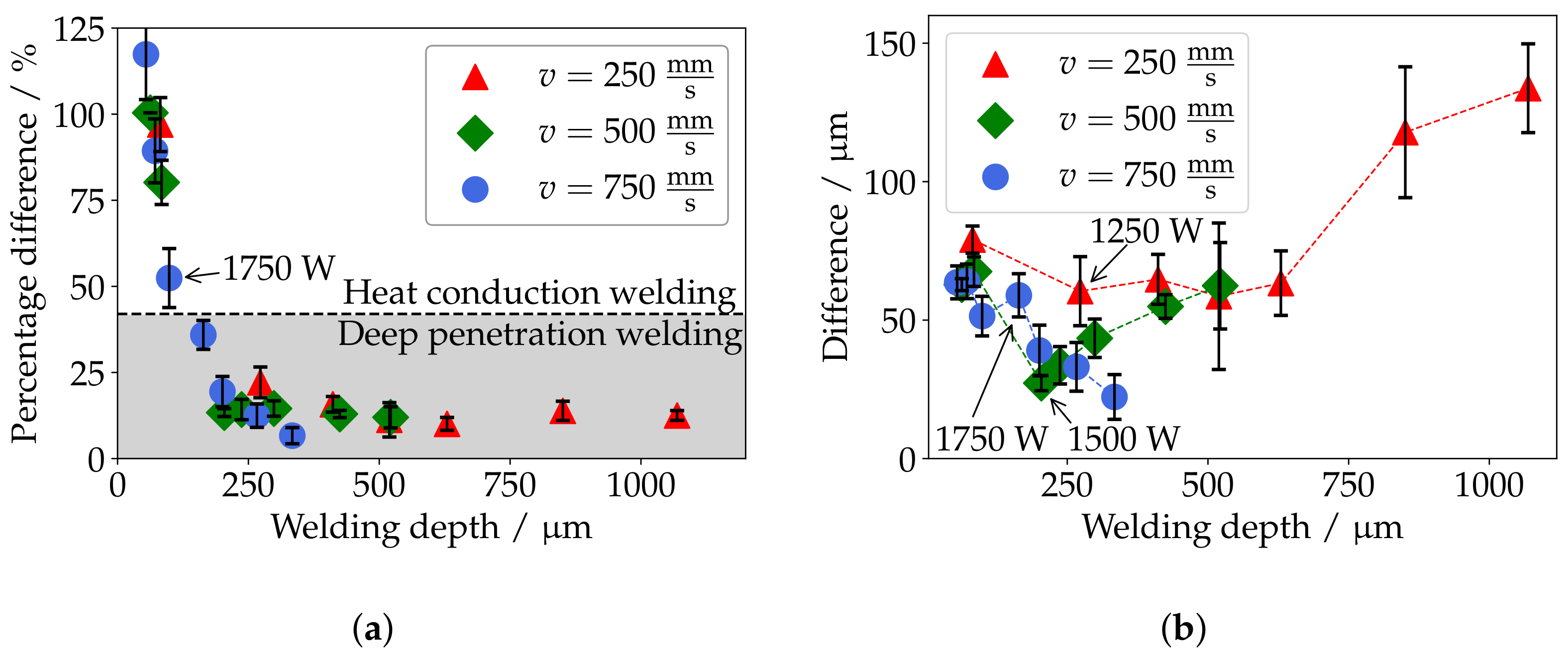
as the measured capillary depth, was determined. In
Figure 8a, the percentage difference is displayed as function of the welding depth and the welding speed. The welding speed can be distinguished by color and shape, where red triangles represent a welding speed of
, green diamonds
, and blue circles
. Additionally, both process regimes, heat conduction welding and deep penetration welding, are marked by the background color (heat conduction welding = white; deep penetration welding = grey).
When looking at the percentage difference in the heat conduction welding regime, the majority of the measurements are in the range of 75–125%, which indicates that only minor depth could be measured by the OCT System. A determination of the welding depth based on the OCT depth measurement is not viable here. For values above 100%, the OCT System measured a negative depth. A potential explanation for this spread of measurements could be the axial resolution of the OCT System of 13 which has a significant impact with welding depth being in the range of 50 to 80 . However, one exception can be observed in heat conduction welding. For a welding speed of 750 and a laser power of 1750 , a percentage difference of 50% can be observed. Since the measurement error decreases with increasing welding depth due to the axial resolution of the OCT system, this implies that a small pit must have formed in the molten material during heat conduction welding.
For deep penetration welding, the percentage difference decreases with an increase in welding depth, making it feasible to determine the welding depth based on the capillary depth measurement.
To get an idea of the absolute difference between the measured variables, the absolute difference between the capillary depth and the welding depth is shown as a function of the welding speed and the welding depth in
Figure 8b. The welding speed can be distinguished by color and shape, where red triangles represent a welding speed of
, green diamonds
, and blue circles
. Additionally, the laser power when changing from heat conduction welding to deep penetration welding is marked for each welding speed.
For a welding speed of 250
(red triangle), a decrease in measured difference from 80
to 60
can be observed when changing from heat conduction welding to deep penetration welding at a laser power of 1250
. In deep penetration welding, the measured difference stays constant at a value of ∼60
with an increase in welding depth, an increase in absolute difference can be observed at a welding depth of 850
. For a welding speed of 500
(green diamond), the drop in absolute difference (65
to 26
) can also be observed when changing from heat conduction welding to deep penetration welding at a laser power of 1500
. With increasing welding depth in deep penetration welding, a steady increase in measured difference can be observed from 26
to 62
. When increasing the welding speed to 750
(blue circle), no significant change in absolute difference by changing from heat conduction to deep penetration welding at a laser power of 1750
can be seen. Additionally, contrary to the welding speeds of 250
and 500
, with increasing welding depth, a decrease in absolute difference can be observed. A potential explanation this decrease in difference could be the change in melt flow conditions (melt-jet effect; humping) for high welding speeds, as presented in
Section 3.1.
In conclusion, by using an OCT System, the capillary depth in welding copper with green lasers can be determined. A good correlation between the capillary depth and the welding depth was shown for deep penetration welding, enabling a welding depth control using an OCT System in copper micro welding with green lasers. By evaluating the absolute difference between the welding depth and the capillary depth measurement, an increase in difference could be observed for welding speeds of 250 and 500 . For high welding speeds of 750 , the absolute difference decreases, which is potentially caused by the change in melt flow conditions.
3.2.3. Aspect Ratio
In laser welding, the welding process is typically differentiated into two main welding regimes, heat conduction welding and deep penetration welding. For deep penetration in state-of-the-art copper welding processes with infrared laser at ∼1
, the aspect ratio of the capillary:
where
s is the measured capillary depth, and
is the focal diameter of the laser, which is typically substantially larger than one [
9]. Due to the increased absorptivity of the green wavelength in copper [
6], a smooth transition from heat conduction welding to deep penetration welding can be observed, thus allowing for shallow penetration welding. In the following section, the resulting aspect ratios will be presented.
Using the presented results of the OCT depth measurement in
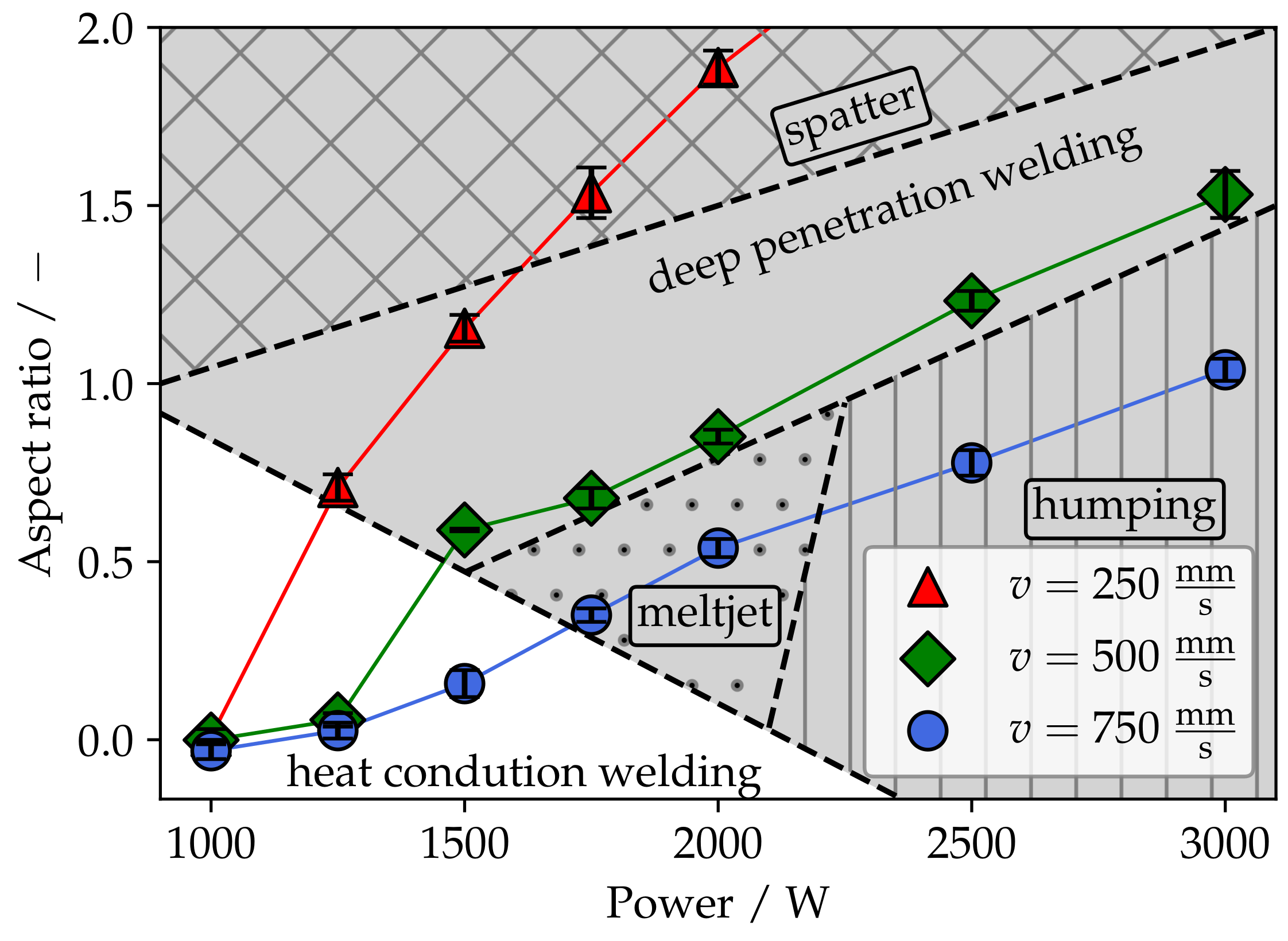
Section 3.2, the resulting aspect ratio can be determined directly. In
Figure 9, the aspect ratios are displayed as a function of the welding speed and laser power. The welding speed can be distinguished by color and shape, where red triangles represent a welding speed of
, green diamonds
, and blue circles
. Additionally, both process regimes, heat conduction welding and deep penetration welding, are marked by the background color (heat conduction welding = white; deep penetration welding = grey). The formatting for the process stability follows the formatting in
Figure 3 and can be found in
Section 3.1.
For heat conduction welding with low laser powers, the aspect ratio for all welding speeds is ∼0. With an increase of laser power, an increase of the aspect ratio can be observed. This is not only noticeable when changing from heat conduction welding to deep penetration welding but also during heat conduction welding with high welding speeds. Exemplary, for a welding speed of 750 and a laser power of 1500 a depth of ∼40 was measured, resulting in an aspect ratio of . This leads to the conclusion that a small melt pit must have already been formed during heat conduction welding.
For deep penetration welding, aspect ratios as low as can be observed for a welding speed of 750 and a laser power of 1750 . With welding speeds of 500 and 250 , the lowest achieved aspect ratio increases to and , respectively. When focusing on the process stability, it can be noticed that, for deep penetration welding with low aspect ratios, no increased spatter formation was observed.
In conclusion, by using the depth measurement of the OCT System, the aspect ratio of the welding process could be determined directly. It could be shown that, for micro welding of copper with green lasers, aspect ratios less than 1 can be achieved in deep penetration welding. Additionally, the deep penetration process with low aspect ratio has shown to be more stable towards spatter formation.
3.2.4. Inline Measuring of the Melt Pool Width Using the OCT
In the previous section, the OCT was used in a static configuration during the welding process. However, the scanning system provided with the LDD-600 allows to spacially modulate the OCT beam in any given shape during the welding process. This enables to determine multiple information about the welding process simultaneously. In the following section, the possibilities of the scanned approach of the OCT beam and the usage to determine melt pool width will be presented.
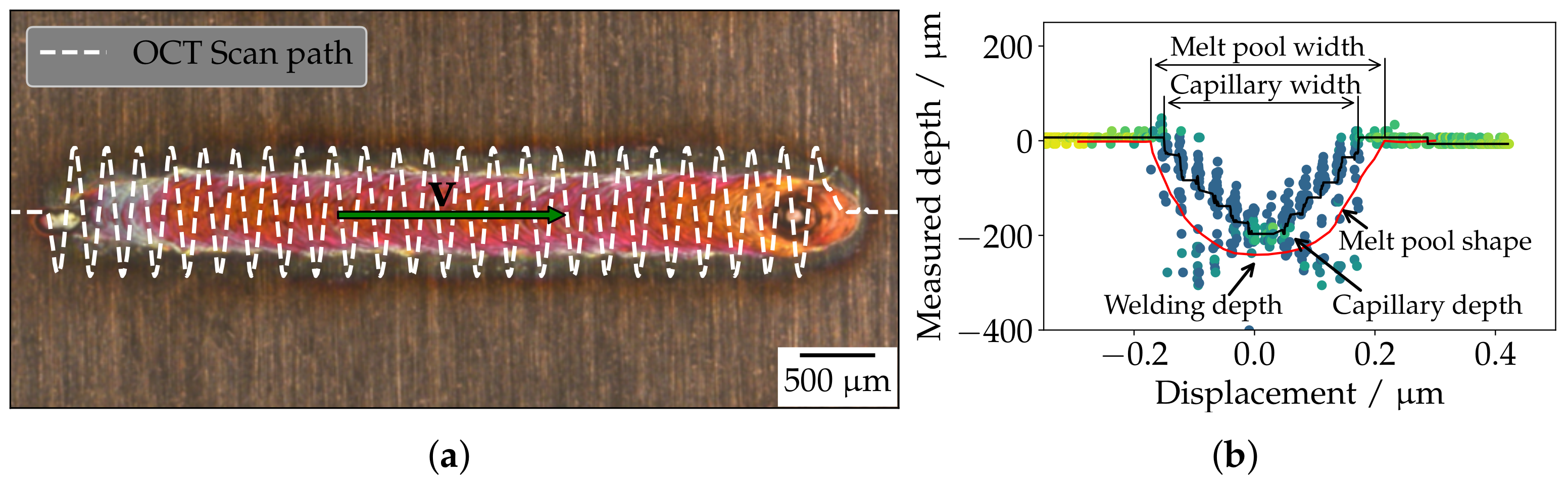
By spacially modulating the OCT Beam perpendicular to the welding direction during the welding process, not only can the capillary depth be determined but also additional information, like the capillary width, melt pool width, and approximations, about the capillary form might be determined. In
Figure 10a, an image of a weld seam is displayed, overlaid with an sinusoidal modulation path (white). The usage of this motion path allows the determination of multiple process information during the welding process, which are displayed exemplary in
Figure 10b. The figure shows a cross section of the welding process for a full amplitude of the OCT beam motion path. The red line represents the melt pool evaluated from a cross section of the finished weld, while the black line represents the cross section from the evaluated depth of the OCT Signal. Additionally, the OCT Signal is colored according to the signal intensity. By evaluating the signal depth and intensity, weld characteristics, such as the melt pool width and the capillary width, can be extracted, in addition to the capillary depth.
As a result of oscillating the OCT beam perpendicular to the welding process, the spatial resolution will be decreased. For a static configuration of the OCT beam, the resolution can be calculated by:
where
v is the welding speed and
is acquisition rate of the OCT System. For a scanned system, additional variables are needed to be taken into account. In the experiments, the welding process was overlaid with a sinusoidal modulation of the OCT beam perpendicular to the welding direction, which led to the movement pattern displayed in
Figure 10a. The spatial resolution is now divided into the resolution along and perpendicular to the welding axis. The resolution along the weld direction is calculated by:
where
v is the welding speed, and
is the modulation frequency of the OCT beam. The resolution perpendicular to the welding direction is calculated by:
where
is the Amplitude of the modulation, and
x is the current distance from the middle axis.
In the experiments, a modulation frequency of
Hz was used. In
Figure 11a, the resulting resolution along the welding direction is displayed as a function of the modulation frequency. One can observe that, for a welding speed of
and the chosen modulation frequency, a resolution of 100
can be achieved. In comparison to the static configuration, with a resolution of 5
at
, the resolution is significantly decreased.
In
Figure 11b, the resolution perpendicular to the welding direction as a function of the current distance from the middle axis for two suitable Amplitudes in the experiments is displayed. One can observe that, with increasing distance, the resolution increases, as well. As a result, the amplitude should be chosen as small as possible, to achieve the highest spatial resolution in the area of interest.
In the following paragraph, the determination of the melt pool width is discussed. To determine the melt pool width, the change between the base material and the melt pool must be detected. This change is not necessarily accompanied by a change in the measured depth, which is why the change in signal intensity must be taken into account.
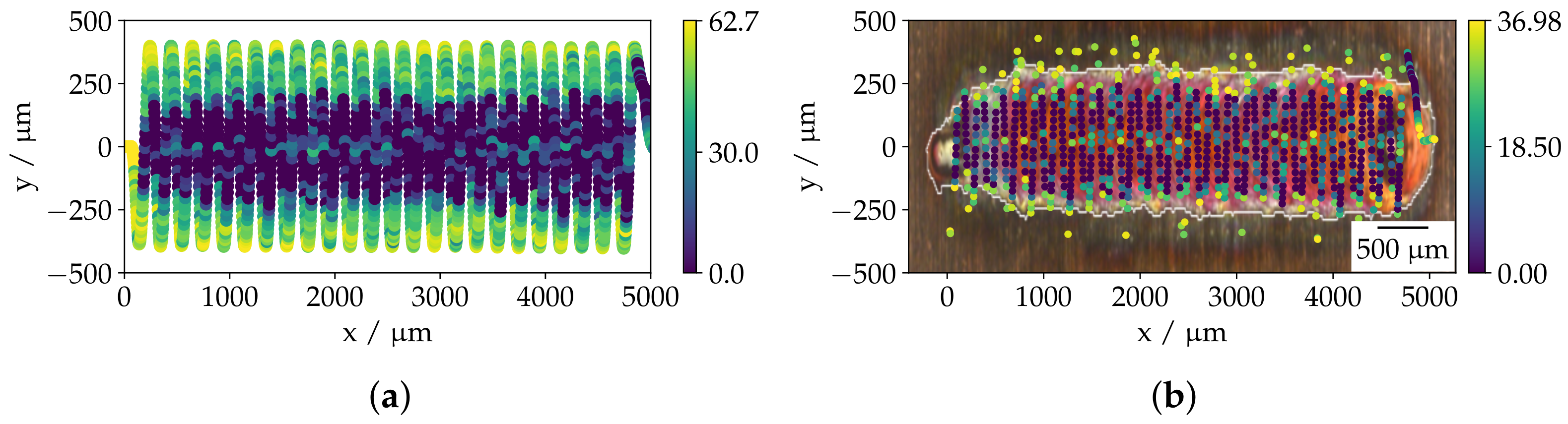
In
Figure 12a, the scanned OCT beam path along the welding process is displayed in an x-y-plane for an exemplary experiment, where x defines the welding direction. The signal intensity in each measuring point is indicated by the color scale. When evaluating the signal intensity, one can observe that, at maximum distance to the center axis, the signal intensity is significantly higher than towards the symmetry axis. This is due to the sample reflecting the OCT beam without deflections. As soon as the beam is reflected at the molten surface, the signal intensity decreases due to a possible change in the reflective properties and the movement of the molten material.
Figure 12b shows an example weld in an x-y plane, where x defines the welding direction. The weld seam is overlaid with the corresponding OCT Signal intensity for the given path in
Figure 10a. By applying a threshold value to the signal intensity, a good correlation between the weld seam width and the width, determined by thresholding then signal intensity, can be determined. However, some measuring points show the same signal intensity inside and outside the weld. This leads to the result that no clear edge can be defined. A possible explanation for this could be the melt pool dynamics during the process, as well as the fact that the comparison is only carried out on the static image of the weld seam after solidification of the material. An improvement of this result could possibly be achieved by adding another measurement information, such as the depth information.
In conclusion, by spacially modulating the OCT Beam perpendicular to the welding direction during the welding process, multiple information can be extracted from the OCT Signal. In the presented example, the weld seam width was determined by evaluation the positional information of the OCT beam, as well as the signal intensity. By applying a threshold value to the signal intensity, a good correlation was shown between the weld seam width and the signal width could be determined. However, no clear edge could be defined. This could possibly be improved by adding another measurement information, such as the depth information.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











