
Effect of Different Precipitation Routes of Fe2Hf Laves Phase on the Creep Rate of 9Cr-Based Ferritic Alloys



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
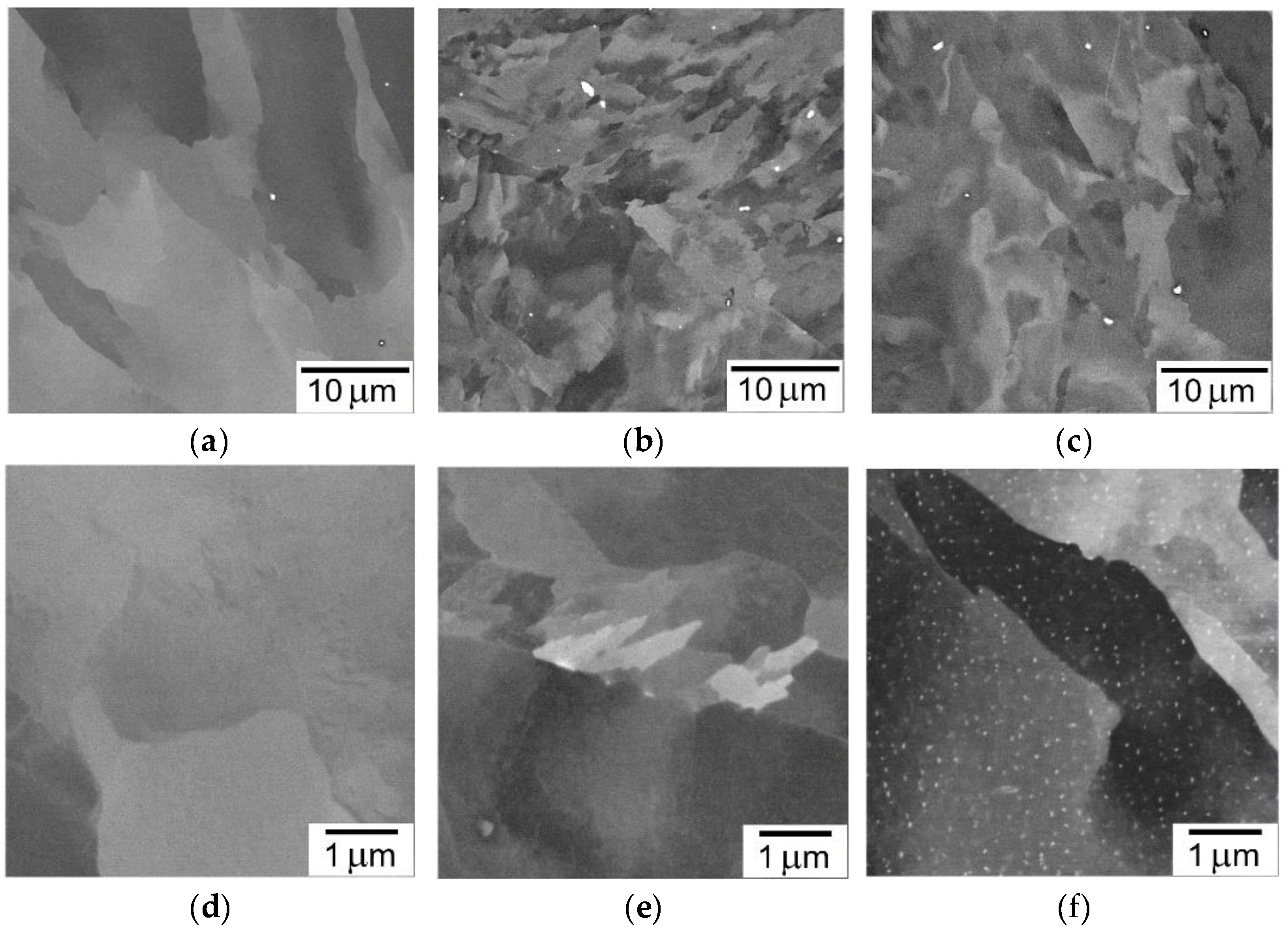
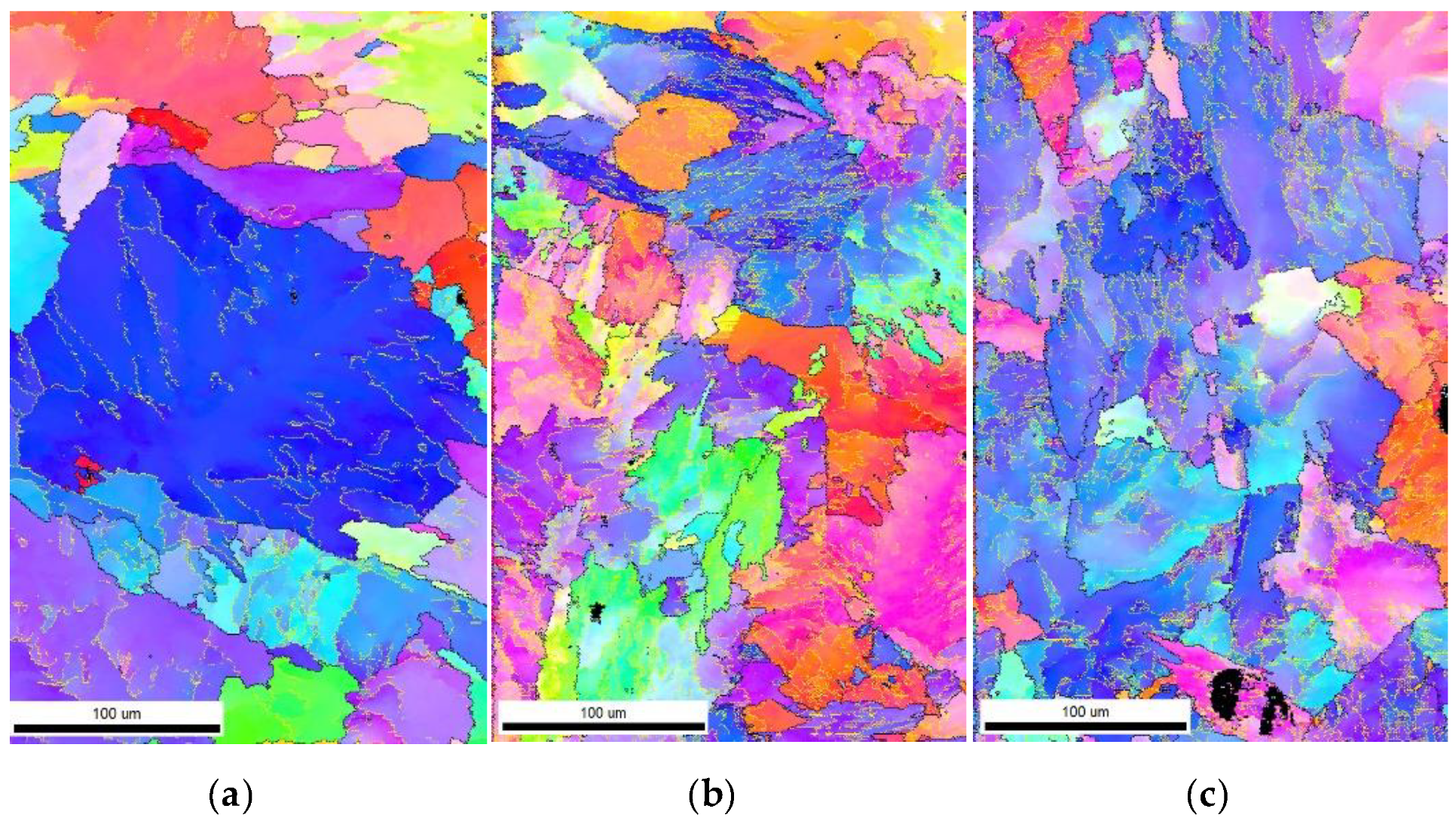
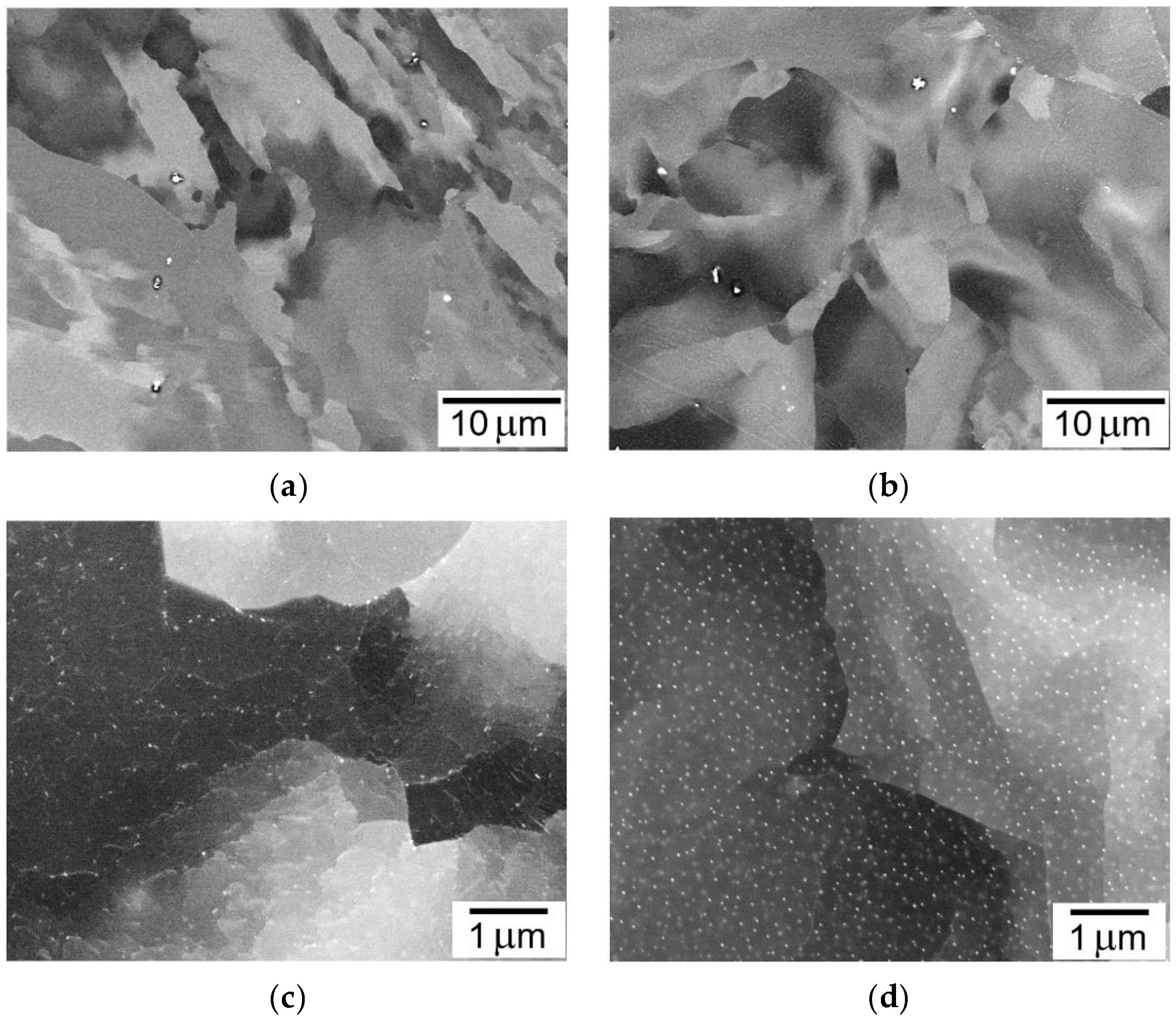
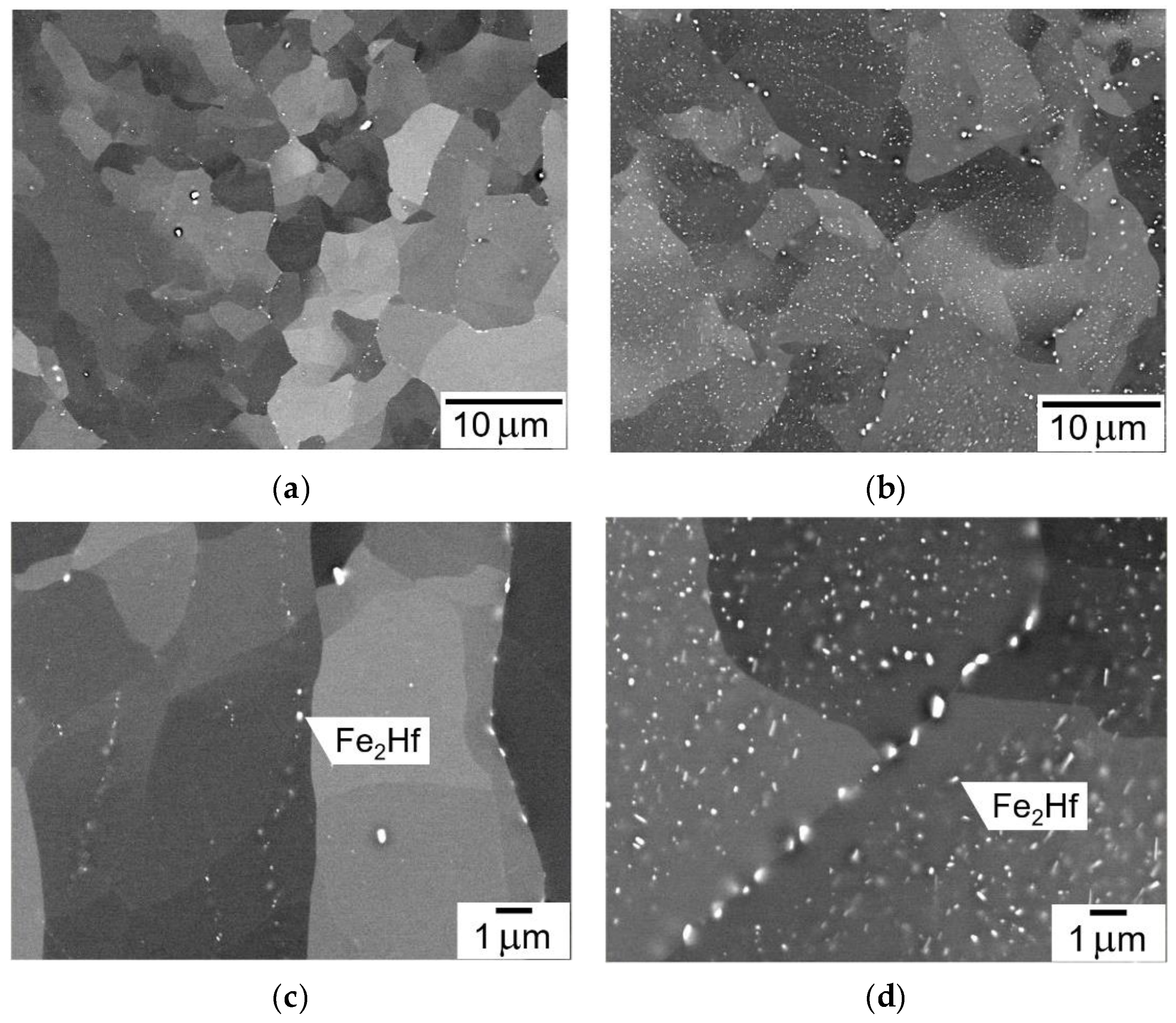
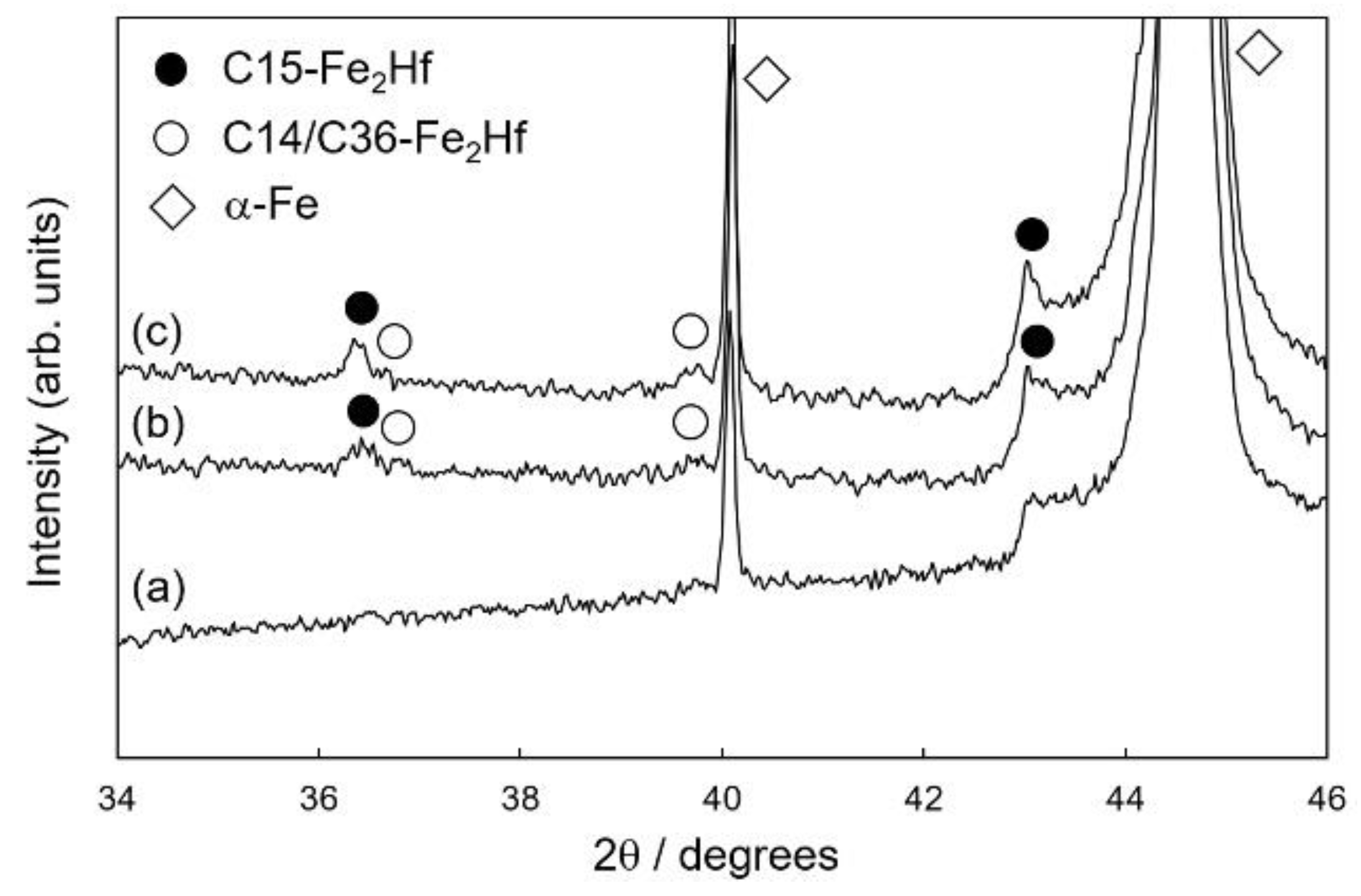
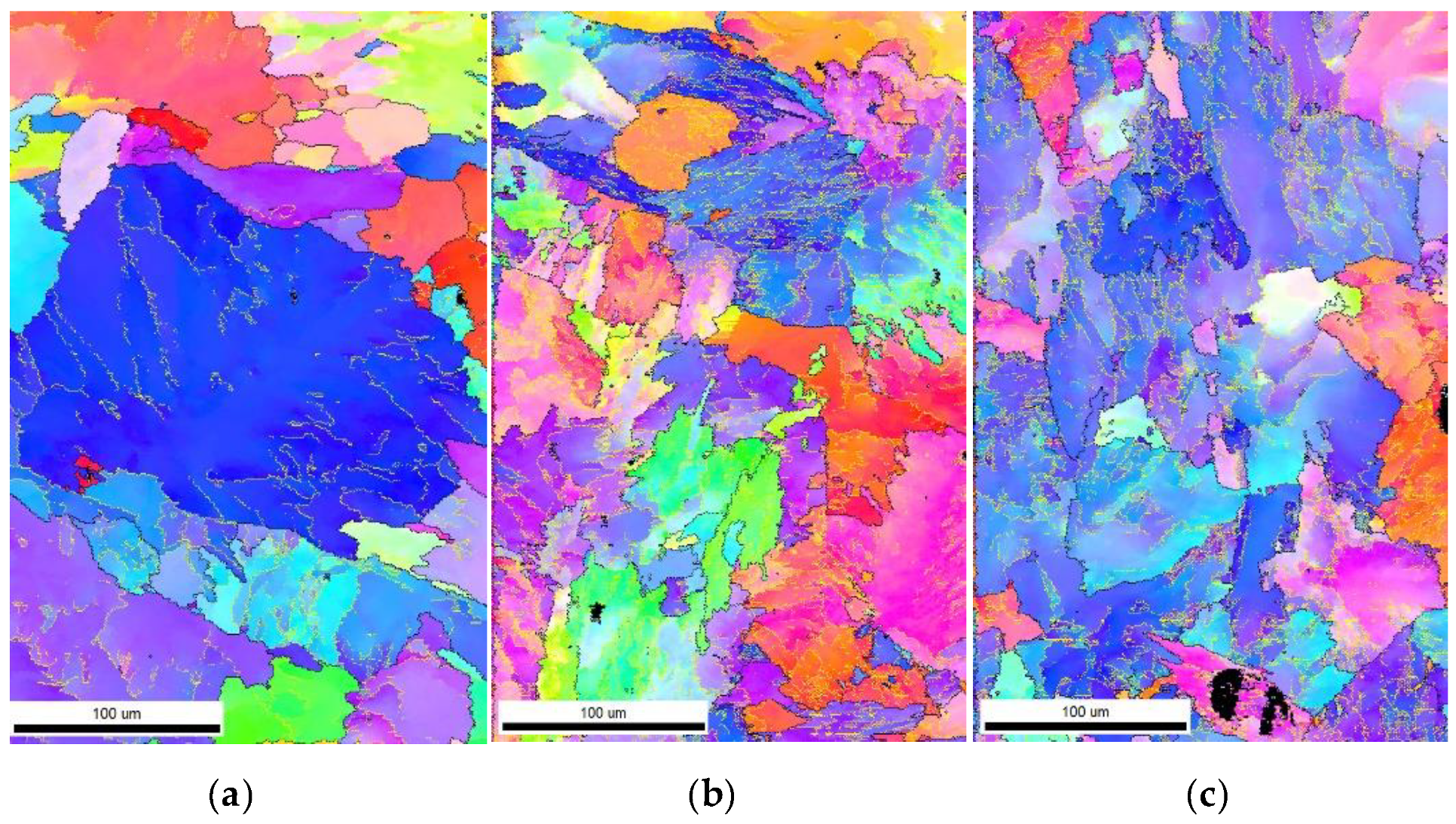
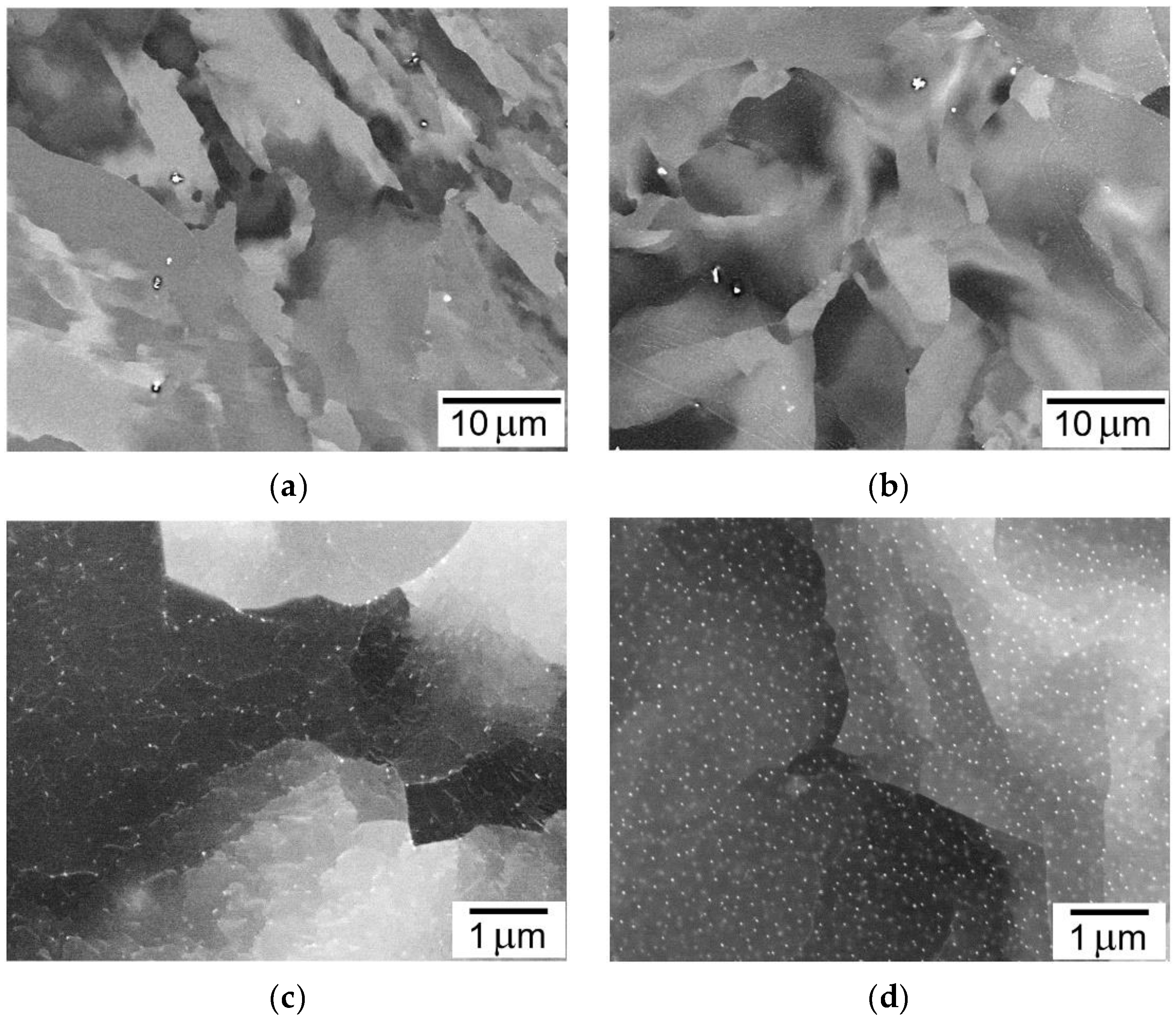
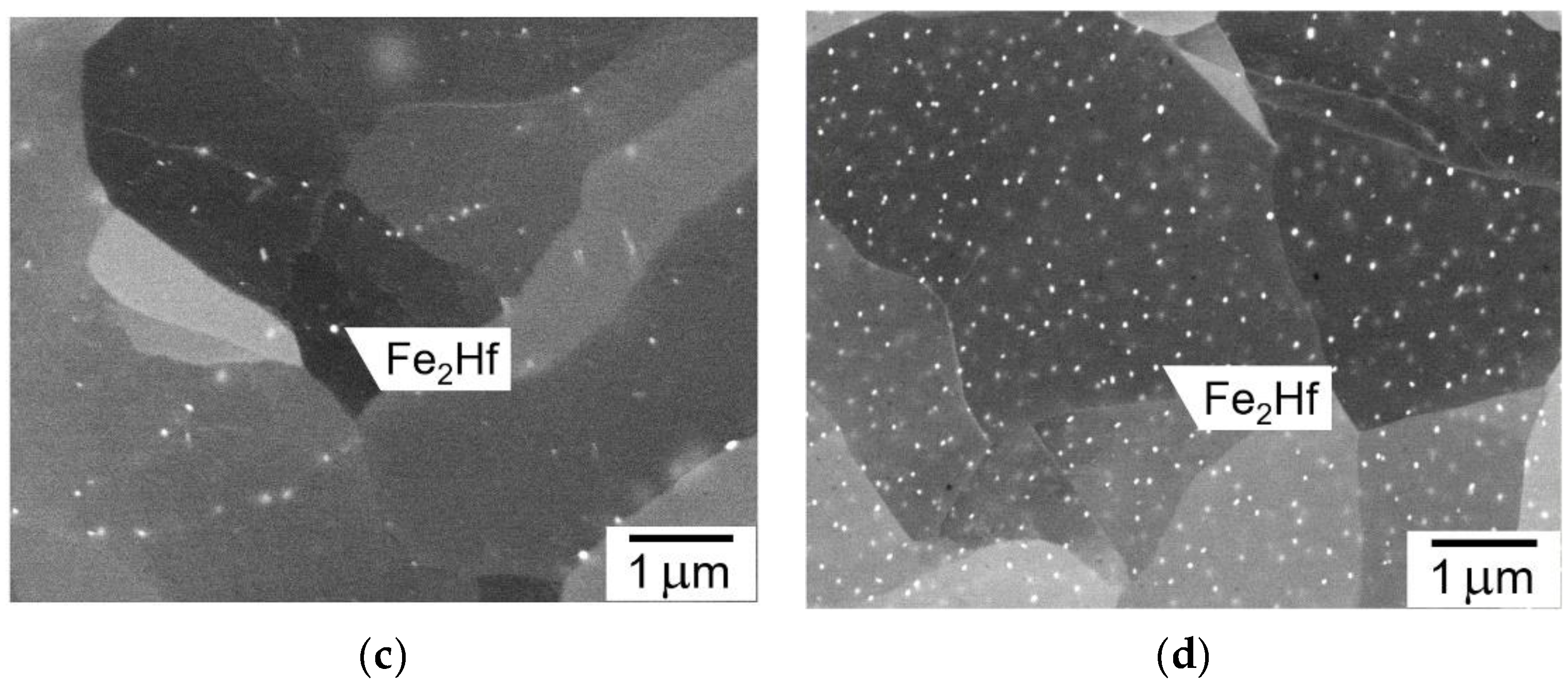
3.1. Microstructures of the Alloys for Creep Tests
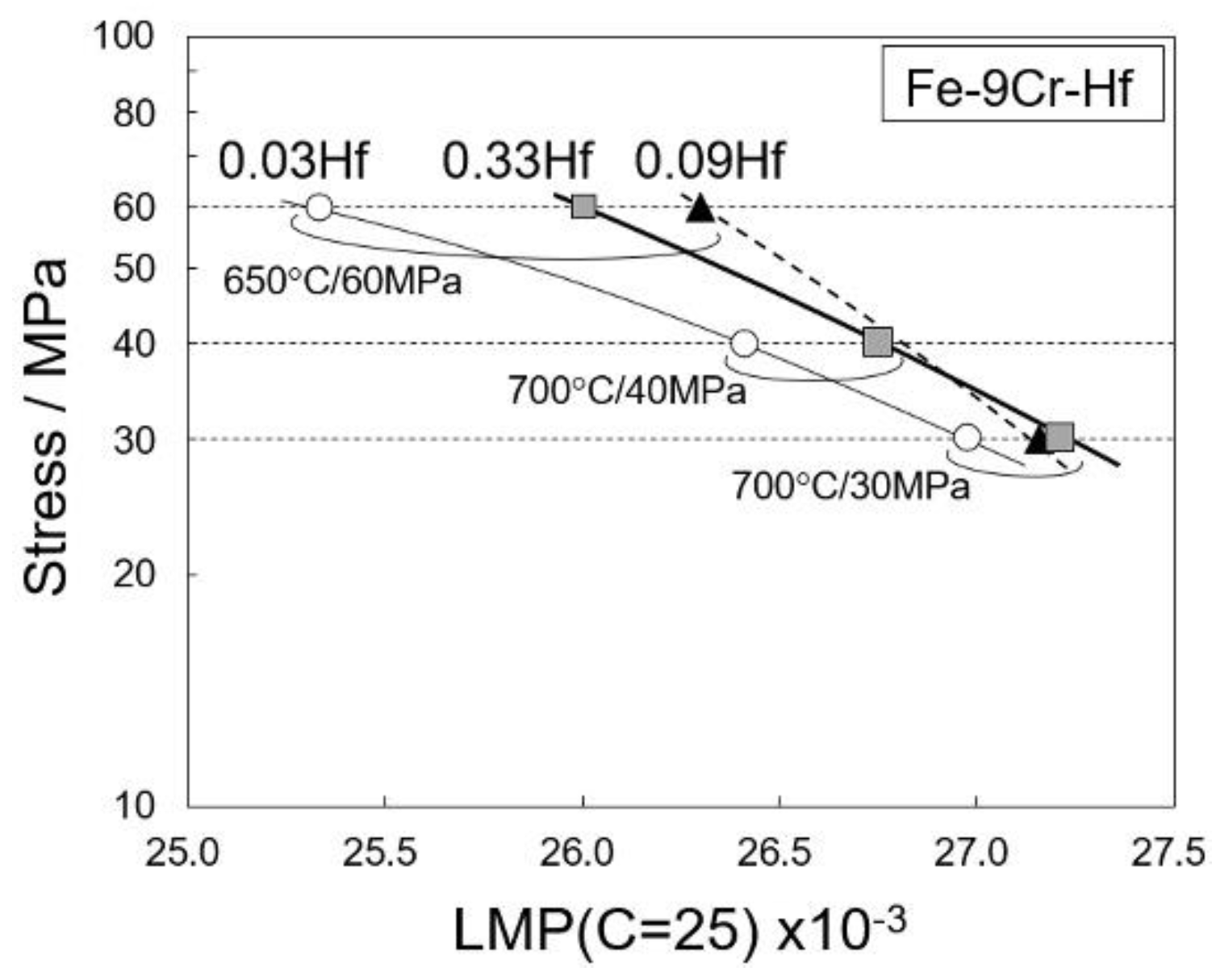
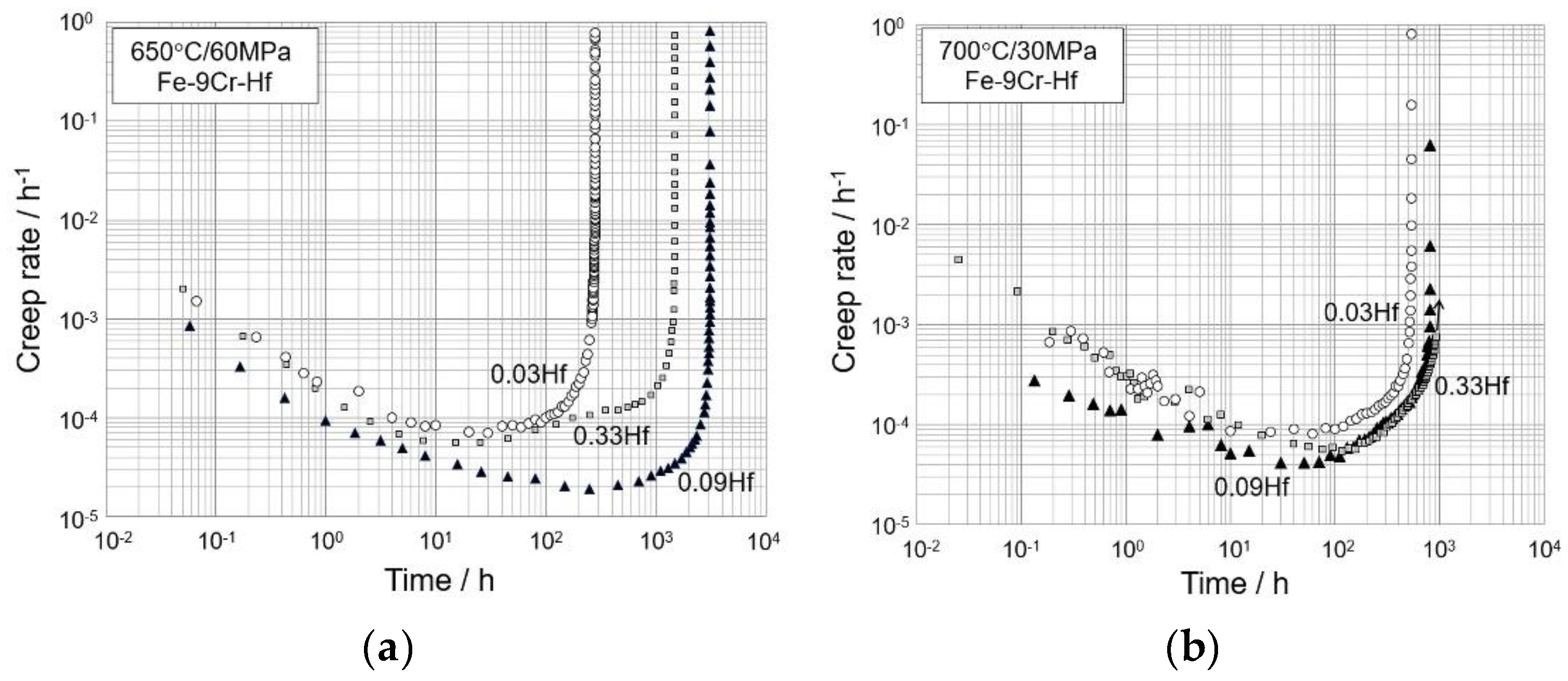
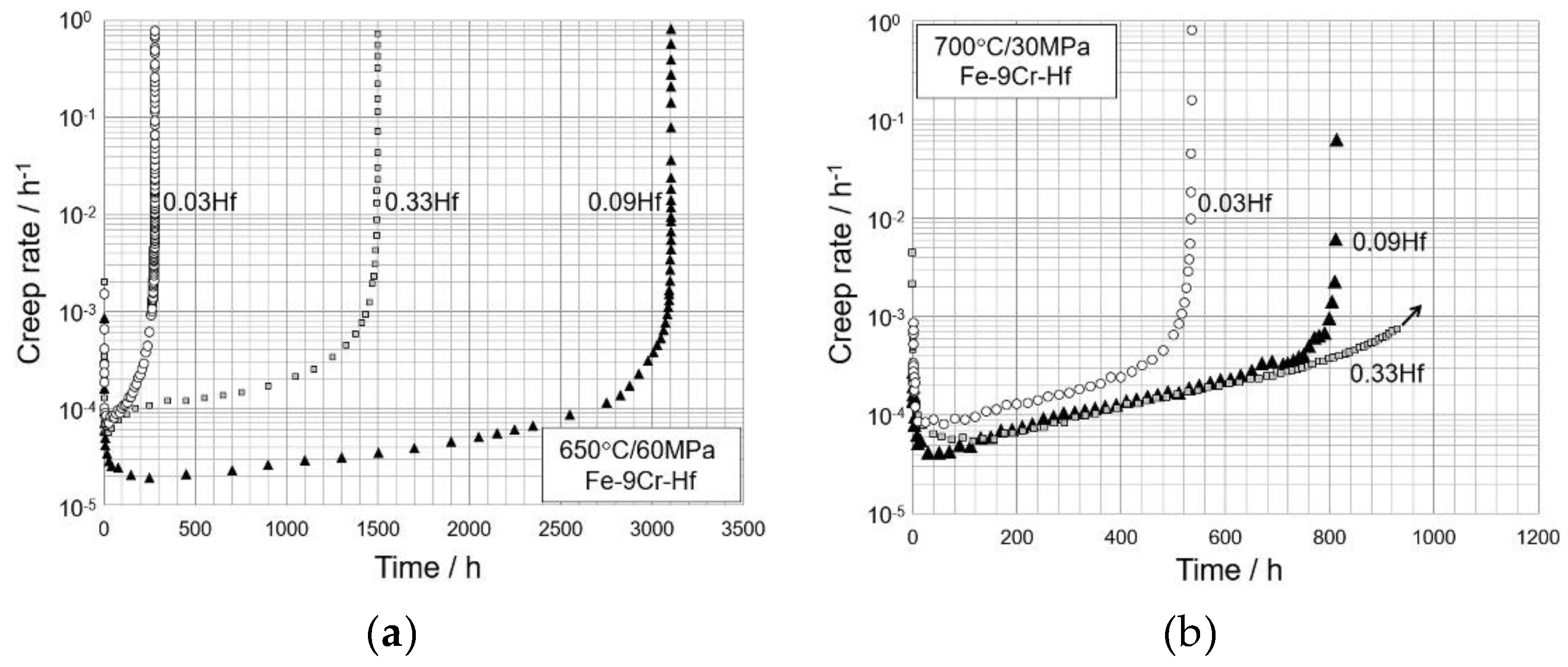
3.2. Creep Behaviors
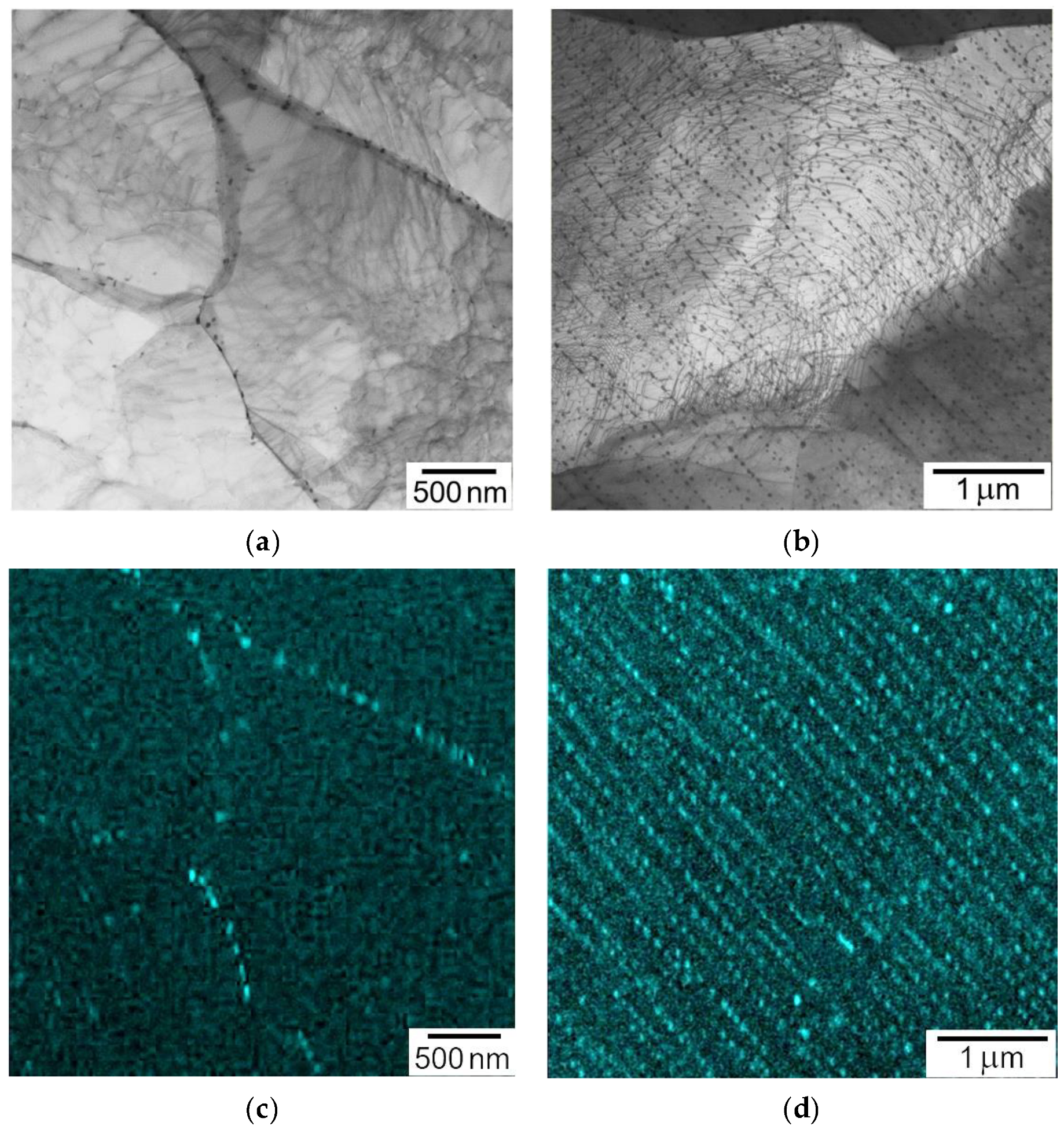
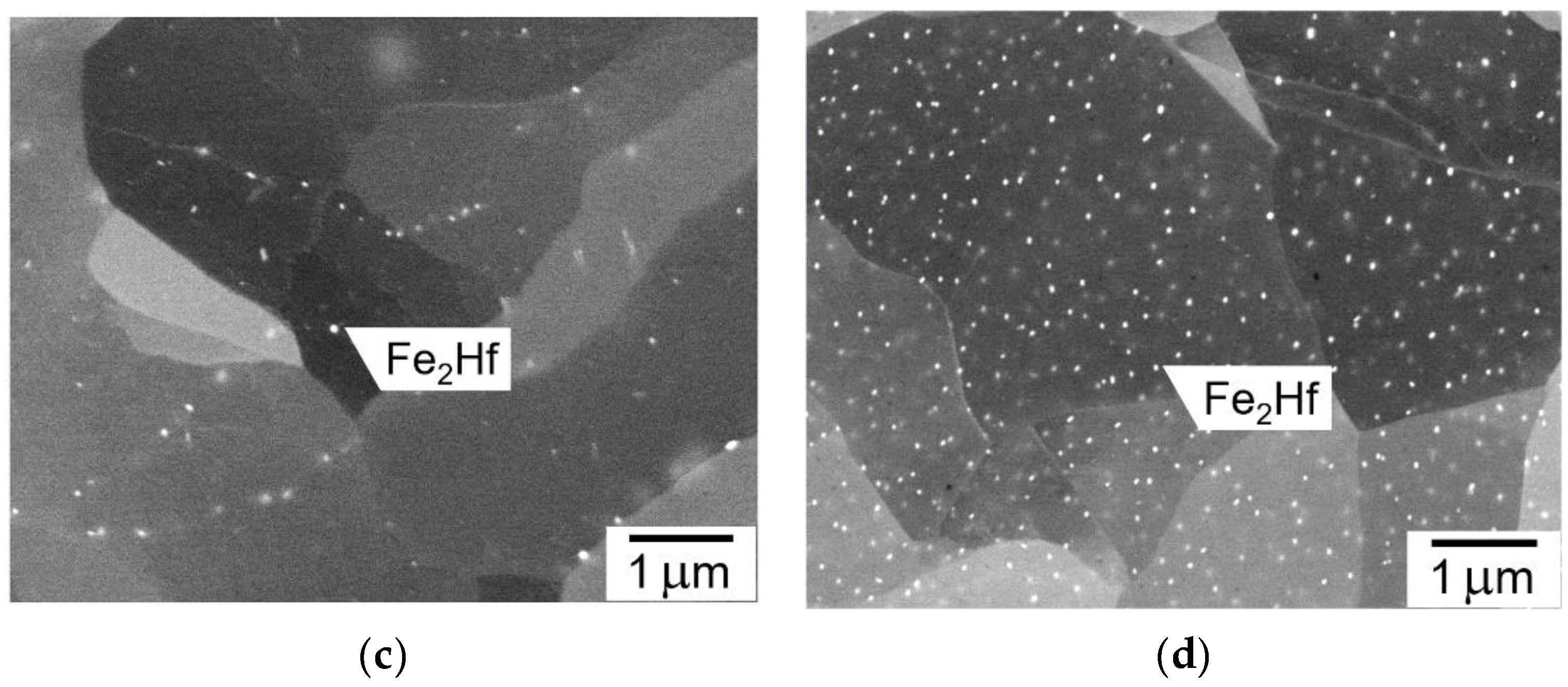
3.3. Microstructures of the Alloys after Creep Tests
3.4. Effects of Precipitation Route of Laves Phase on Creep Behaviors
3.4.1. Particle Effects in the Early Creep Stages
3.4.2. Particle Stability in the Late Stages of Creep Tests
4. Conclusions
- CP particles were found to be effective in reducing the creep rates from the transient creep regime until the early stage of accelerating creep regime, but they were susceptible to particle coarsening during the creep tests;
- IP particles were less effective in reducing the creep rate in the early creep stages but showed a higher stability against particle coarsening than CP particles during the creep tests, which suggests their effectiveness in delaying the recovery and recrystallization processes in the matrix and thereby retarding the onset of a rapid creep acceleration and creep rupture.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Key World Energy Statistics 2020 IEA. Available online: https://www.iea.org/reports/key-world-energy-statistics-2020 (accessed on 10 January 2021).
- Status of Power System Transformation 2018. Advanced Power Plant Flexibility-OECD/IEA. Available online: https://www.iea.org/reports/status-of-power-system-transformation-2018 (accessed on 23 October 2020).
- Masuyama, F. History of Power Plants and Progress in Heat Resistant Steels. ISIJ Int. 2001, 41, 612–625. [Google Scholar] [CrossRef]
- Sawada, K.; Kushima, H.; Tabuchi, M.; Kimura, K. Microstructural degradation of Gr.91 steel during creep under low stress. Mat. Sci. Eng. 2011, A528, 5511–5518. [Google Scholar] [CrossRef]
- Okamoto, H. Phase diagrams of binary iron alloys, Monograph Series on Alloy Phase Diagrams Vol. 9. ASM Int. 1993. [Google Scholar]
- Murata, Y.; Koyama, T.; Morinaga, M.; Miyazaki, T. Prediction of the Laves Phase Morphology in Fe–Cr–W–C Quaternary Steels with the Aid of System Free Energy Concept. ISIJ Int. 2002, 42, 1423–1429. [Google Scholar] [CrossRef]
- Abe, F. Effect of fine precipitation and subsequent coarsening of Fe2W Laves phase on the creep deformation behavior of tempered martensitic 9Cr-W steels. Metall. Mater. Trans. 2005, 36A, 321–332. [Google Scholar] [CrossRef]
- Kobayashi, S.; Kimura, K.; Tsuzaki, K. Interphase precipitation of Fe2Hf Laves phase in a Fe-9Cr/Fe-9Cr-Hf diffusion couple. Intermetallics 2014, 46, 80–84. [Google Scholar] [CrossRef]
- Kobayashi, S.; Hibaru, T. Formation of the Fe2Hf Laves phase along the eutectoid-type reaction path of δ-Fe→γ-Fe+Fe2Hf in an Fe-9Cr based alloy. ISIJ Int. 2015, 55, 293–299. [Google Scholar] [CrossRef]
- Kobayashi, S.; Hibaru, T.; Kimura, K. Microstructure control using Laves phase precipitation for further improving creep resistance of ferritic steels. In Proceedings of the 1st international conference on advanced high-temperature materials technology for sustainable and reliable power engineering (123HiMAT-2015). 123rd committee on heat resisting materials and alloys JSPS, Sapporo, Japan, 29 June–3 July 2015; pp. 11–14. [Google Scholar]
- Kobayashi, S.; Kimura, K.; Takeyama, M. Creep behaviors of high Cr heat resistant ferritic steels with different distribution/morphology of Laves phase particles. In Proceedings of the 4th international ECCC conference- Creep & Fracture Conference, Düsseldorf, Germany, 10–14 September 2017. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Oxford, UK, 2004. [Google Scholar]
- Porter, D.A.; Eastering, K.E. Phase Transformations in Metals and Alloys, 2nd ed.; Stanley Thornes Publishers Ltd.: Gloucestershire, UK, 1992. [Google Scholar]
- Garofalo, F. Fundamentals of Creep and Creep-Rapture in Metals; Macmillan: New York, NY, USA, 1965. [Google Scholar]
- Barrett, C.R.; Lytton, J.L.; Sherby, O.D. Effect of grain size and annealing treatment on steady-state creep of copper. Trans. AIME 1967, 239, 170–180. [Google Scholar]
- Terada, Y. Effects of Subgrain Formation on High Temperature Creep Resistance in Single-Phase Polycrystalline Ni Base Alloys. Ph.D. Thesis, Tokyo Institute of Technology, Tokyo, Japan, 1992. (In Japanese). [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | Chemical Composition/wt.% | ||||||
|---|---|---|---|---|---|---|---|
| Cr | Hf | Zr | C | N | O | Fe | |
| 0.03 Hf | 9.0 | 0.03 | <0.001 | 0.003 | 0.001 | 0.004 | bal. |
| 0.09 Hf | 9.2 | 0.09 | <0.001 | 0.002 | 0.001 | 0.002 | bal. |
| 0.33 Hf | 9.0 | 0.33 | 0.003 | 0.002 | 0.001 | 0.002 | bal. |
| Sample Designation | Creep Condition Temp./Stress | Time to Rupture or Interrupt/h | Strain to Rupture/% | LMP (C = 25) × 10−3 |
|---|---|---|---|---|
| 0.03 Hf | 650 °C/60 MPa | 280.7 | 23.0 | 25.3 |
| 700 °C/40 MPa | 140.9 | 17.9 | 26.4 | |
| 700 °C/30 MPa | 534.6 | 26.3 | 27.0 | |
| 0.09 Hf | 650 °C/60 MPa | 240.0 1 | - | 25.3 |
| 650 °C/60 MPa | 3104.1 | 29.7 | 26.3 | |
| 700 °C/30 MPa | 813.7 | 24.6 | 27.2 | |
| 0.33 Hf | 650 °C/60 MPa | 240.0 1 | - | 25.3 |
| 650 °C/60 MPa | 1495.8 | 57.4 | 26.00 | |
| 700 °C/40 MPa | 313.8 | 67.0 | 26.8 | |
| 700 °C/30 MPa | 934.7 1 | - | 27.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kobayashi, S.; Hara, T. Effect of Different Precipitation Routes of Fe2Hf Laves Phase on the Creep Rate of 9Cr-Based Ferritic Alloys. Appl. Sci. 2021, 11, 2327. https://doi.org/10.3390/app11052327
Kobayashi S, Hara T. Effect of Different Precipitation Routes of Fe2Hf Laves Phase on the Creep Rate of 9Cr-Based Ferritic Alloys. Applied Sciences. 2021; 11(5):2327. https://doi.org/10.3390/app11052327
Chicago/Turabian StyleKobayashi, Satoru, and Toru Hara. 2021. "Effect of Different Precipitation Routes of Fe2Hf Laves Phase on the Creep Rate of 9Cr-Based Ferritic Alloys" Applied Sciences 11, no. 5: 2327. https://doi.org/10.3390/app11052327
APA StyleKobayashi, S., & Hara, T. (2021). Effect of Different Precipitation Routes of Fe2Hf Laves Phase on the Creep Rate of 9Cr-Based Ferritic Alloys. Applied Sciences, 11(5), 2327. https://doi.org/10.3390/app11052327