
Optimization of Machining Parameters in Milling Process of Inconel 718 under Surface Roughness Constraints


Abstract
1. Introduction
2. Experiment and Measurements
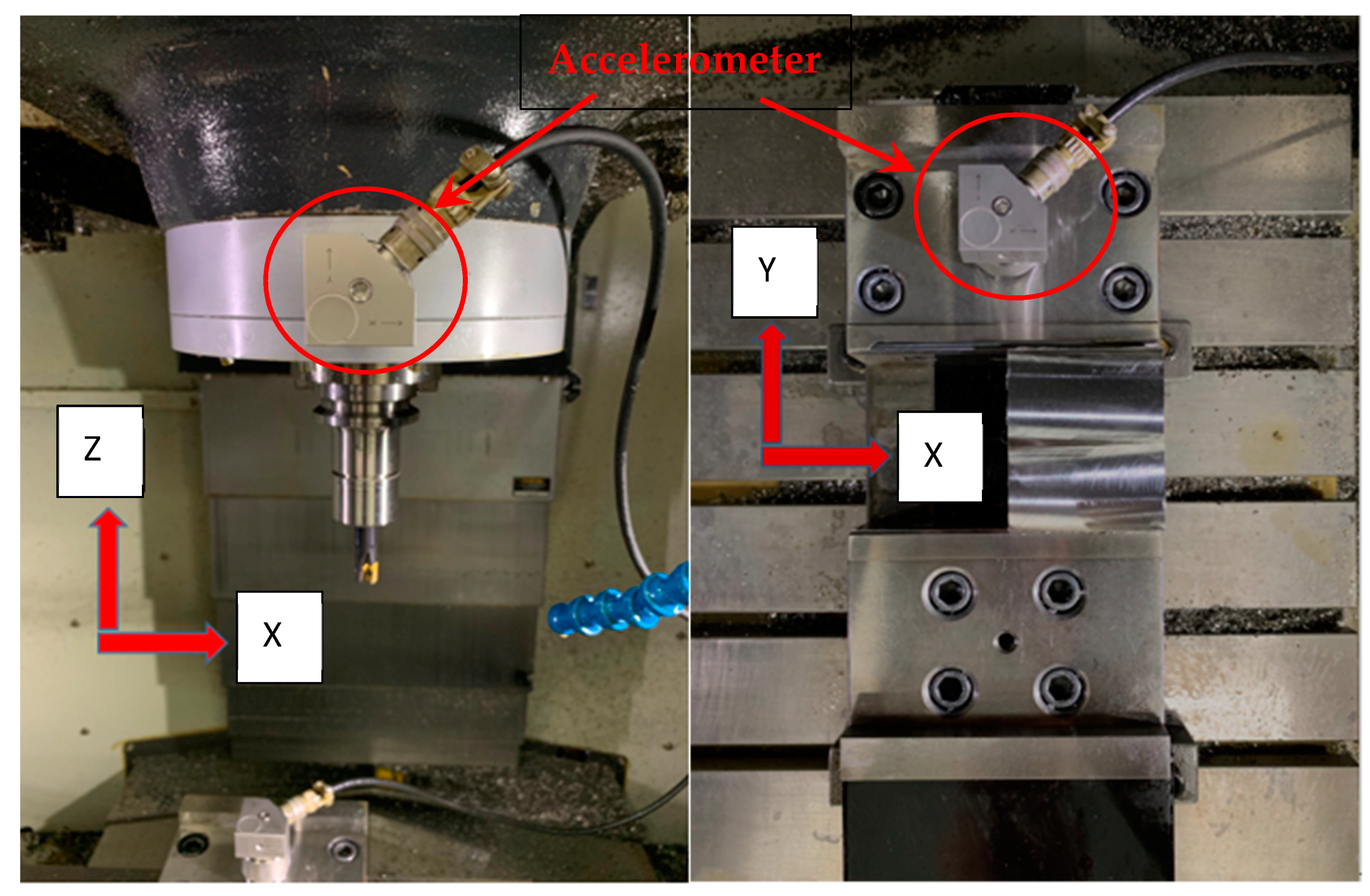
2.1. Experiment Setup
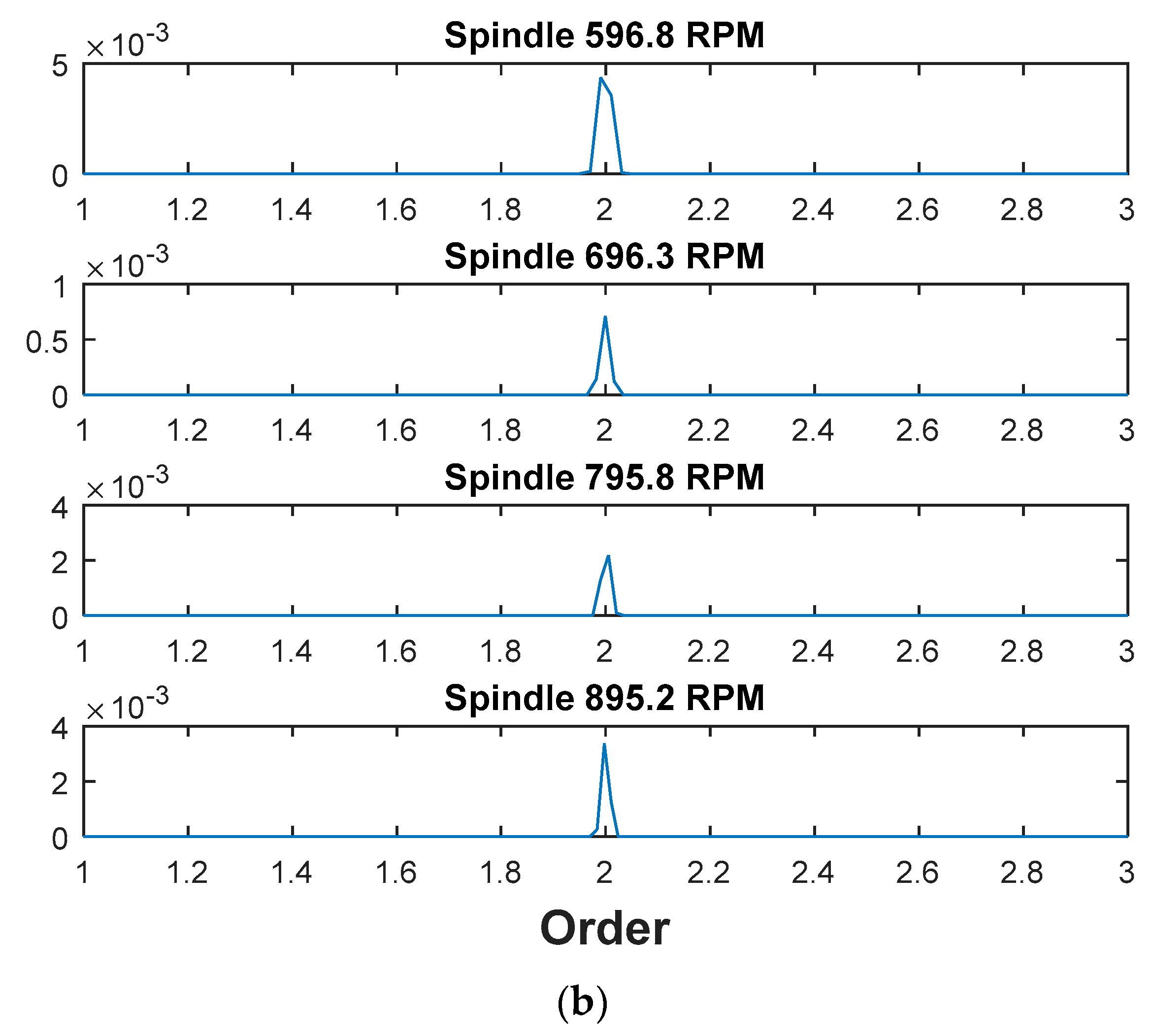
2.2. Signal Processing
- (1)
- (2)
- Root-mean-square value (RMS): the RMS value is broadly employed to indicate the statistical mean amplitude of a time series.
- (3)
- Standard deviation (STD): the STD is generally to measure the amount of variation or dispersion of a time series.
- (4)
- Skewness: the skewness value is the measure of the extent to which a probability distribution of the time series leans to one side of mean.
- (5)
- Kurtosis: the kurtosis value describes the measure of tailedness of the distribution relative to the normal distribution (kurtosis value is 3).
- (6)
- Peak-to-peak value: the peak-to-peak value of a time series describes the change between the peak and valley in the data set, which indicates the range of oscillating data.
- (7)
- Crest factor (CF): the CF value is a parameter of waveform indicating the peak measurement that is normalized by the mean amplitude of the data set.
- (8)
- Coefficient of variation (CV): the CV value is a measure of the extent variability relative to the mean of the data set.
2.3. Correlation Analysis
3. Results and Discussion
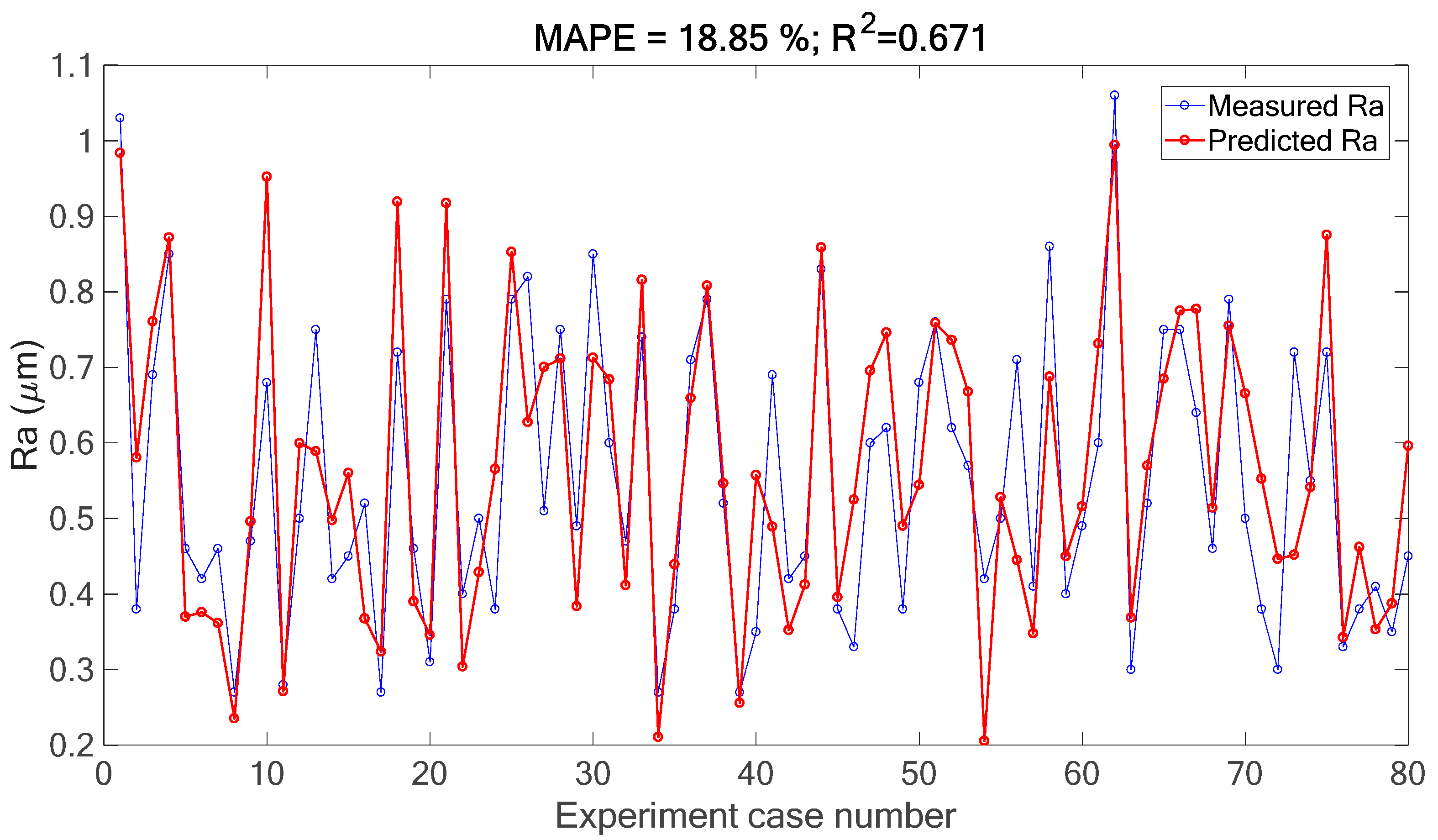
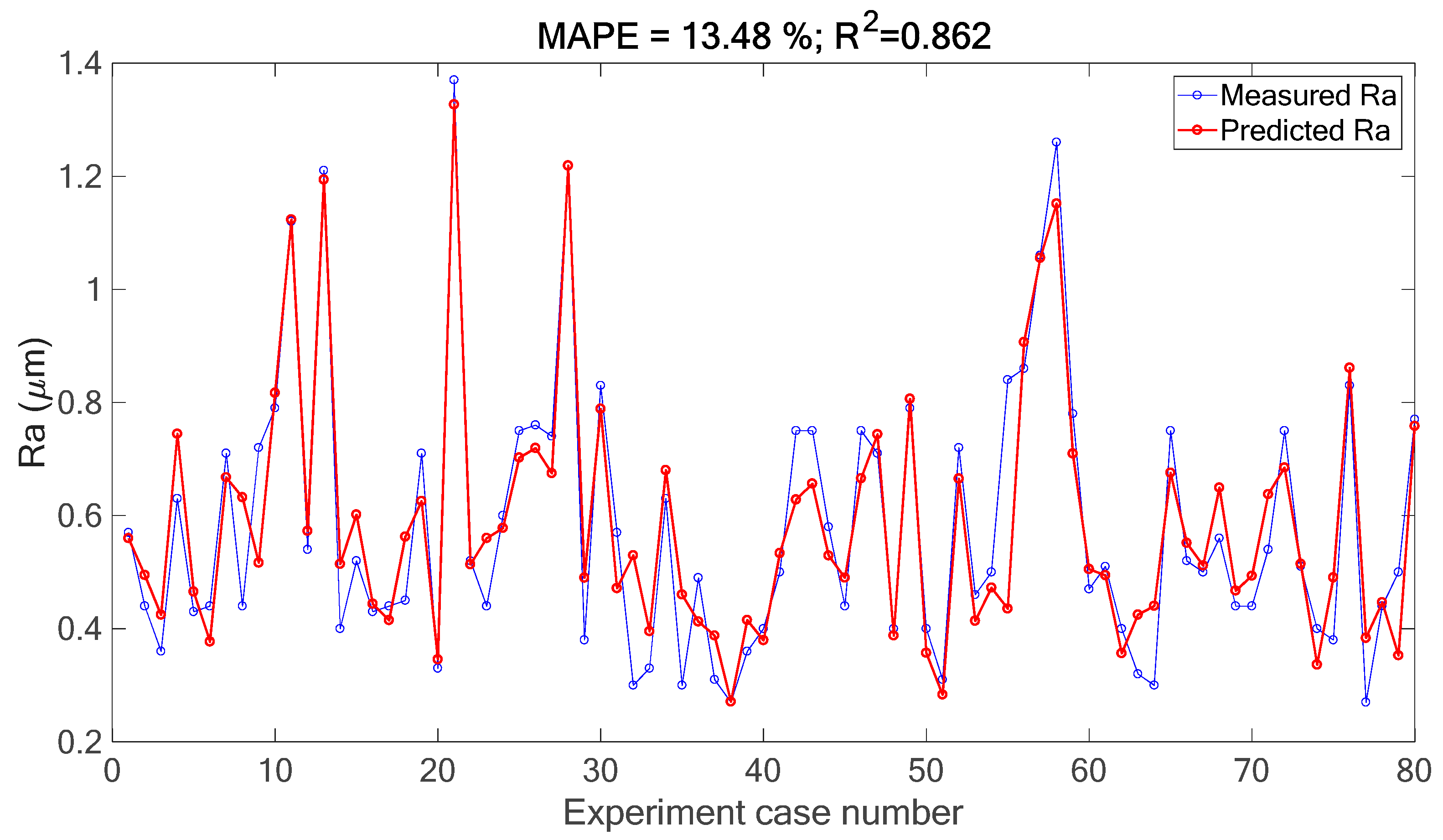
3.1. Surface Roughness Prediction Result
3.2. Cutting Parameter Optimization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Karayel, D. Prediction and control of surface roughness in CNC lathe using artificial neural network. J. Mater. Process. Technol. 2009, 209, 3125–3137. [Google Scholar] [CrossRef]
- Asiltürk, İ.; Çunkaş, M. Modeling and prediction of surface roughness in turning operations using artificial neural network and multiple regression method. Expert Syst. Appl. 2011, 38, 5826–5832. [Google Scholar] [CrossRef]
- Grzenda, M.; Bustillo, A. Semi-supervised roughness prediction with partly unlabeled vibration data streams. J. Intell. Manuf. 2019, 30, 933–945. [Google Scholar] [CrossRef]
- Abu-Mahfouz, I.; El Ariss, O.; Rahman, A.E.; Banerjee, A. Surface roughness prediction as a classification problem using support vector machine. Int. J. Adv. Manuf. Technol. 2017, 92, 803–815. [Google Scholar] [CrossRef]
- Xie, N.; Zhou, J.F.; Zheng, B.R. An energy-based modeling and prediction approach for surface roughness in turning. Int. J. Adv. Manuf. Technol. 2018, 96, 2293–2306. [Google Scholar] [CrossRef]
- Ambhore, N.; Kamble, D.; Chinchanikar, S. Evaluation of cutting tool vibration and surface roughness in hard turning of AISI 52100 steel: An experimental and ANN approach. J. Vib. Eng. Technol. 2020, 8, 455–462. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Bustillo, A.; Mikolajczyk, T. Artificial intelligence for automatic prediction of required surface roughness by monitoring wear on face mill teeth. J. Intell. Manuf. 2018, 29, 1045–1061. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C. Optimization of cutting parameters for minimizing energy consumption in turning of AISI 6061 T6 using Taguchi methodology and ANOVA. J. Clean. Prod. 2013, 53, 195–203. [Google Scholar] [CrossRef]
- Mahdavinejad, R.A.; Khani, N.; Fakhrabadi, M.M.S. Optimization of milling parameters using artificial neural network and artificial immune system. J. Mech. Sci. Technol. 2012, 26, 4097–4104. [Google Scholar] [CrossRef]
- Raja, S.B.; Baskar, N. Application of Particle Swarm Optimization technique for achieving desired milled surface roughness in minimum machining time. Expert Syst. Appl. 2012, 39, 5982–5989. [Google Scholar] [CrossRef]
- Xu, L.H.; Huang, C.Z.; Li, C.W.; Wang, J.; Liu, H.L.; Wang X., D. Estimation of tool wear and optimization of cutting parameters based on novel ANFIS-PSO method toward intelligent machining. J. Intell. Manuf. 2020. [Google Scholar] [CrossRef]
- Deng, Z.H.; Zhang, H.; Fu, Y.H.; Wan, L.L.; Liu, W. Optimization of process parameters for minimum energy consumption based on cutting specific energy consumption. J. Clean. Prod. 2017, 166, 1407–1414. [Google Scholar] [CrossRef]
- Ma, J.W.; Wang, F.J.; Jia, Z.Y.; Gao, Y.Y. Machining parameter optimization in high-speed milling for Inconel 718 curved surface. Mater. Manuf. Process. 2016, 31, 1692–1699. [Google Scholar] [CrossRef]
- Dhilip, J.D.J.; Jeevan, J.; Arulkirubakaran, D.; Ramesh, M. Investigation and optimization of parameters for hard turning of OHNS steel. Mater. Manuf. Process. 2020, 35, 1113–1119. [Google Scholar] [CrossRef]
- Pradhan, M.K.; Das, R. Recurrent neural network estimation of material removal rate in electrical discharge machining of AISI D2 tool steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 414–421. [Google Scholar] [CrossRef]
- Measurements and Parameter Data. Available online: http://web.nchu.edu.tw/~tianyauwu/data/2020RA_optimal/2020RA_optimal.htm (accessed on 25 February 2021).
- Huang, N.E.; Shen, Z.; Long, S.R.; Wu, M.C.; Shih, H.H.; Zheng, Q.; Yen, N.C.; Tung, C.C.; Liu, H.H. The empirical mode decomposition and the Hilbert spectrum for nonlinear and non-stationary time series analysis. Proc. Roy. Soc. Lond. A 1998, 454, 903–995. [Google Scholar] [CrossRef]
- Chang, C.Y.; Wu, T.Y. Identification of milling status using vibration feature extraction techniques and support vector machine classifier. Inventions 2018, 3, 25. [Google Scholar] [CrossRef]
- Wu, T.Y.; Lei, K.W. Prediction of surface roughness in milling process using vibration signal analysis and artificial neural network. Int. J. Adv. Manuf. Technol. 2019, 102, 305–314. [Google Scholar] [CrossRef]
- Wu, S.D.; Wu, C.W.; Wu, T.Y.; Wang, C.C. Multi-scale analysis based ball bearing defect diagnostics using Mahalanobis distance and support vector machine. Entropy 2013, 15, 416–433. [Google Scholar] [CrossRef]
- Richman, J.S.; Moorman, J.R. Physiological time-series analysis using approximate entropy and sample entropy. Am. J. Physiol. Heart Circ. Physiol. 2000, 278, H2039–H2049. [Google Scholar] [CrossRef]
- Wu, T.Y.; Yu, C.L.; Liu, D.C. On multi-scale entropy analysis of order-tracking measurement for bearing fault diagnosis under variable speed. Entropy 2016, 18, 292. [Google Scholar] [CrossRef]
- Conde, A.; Arriandiaga, A.; Sanchez, J.A.; Portillo, E.; Plaza, S.; Cabanes, I. High-accuracy wire electrical discharge machining using artificial neural networks and optimization techniques. Robot. Comput. Integr. Manuf. 2020, 49, 24–38. [Google Scholar]
- Kennedy, J.; Eberhart, R.C. Particle swarm optimization. In Proceedings of the 1995 IEEE-International Conference on Neural Networks, Perth, WA, Australia, 27 November–1 December 1995; Volume 4, pp. 1942–1948. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diameter (mm) | 16 |
| Blade length (mm) | 11 |
| Cutter length (mm) | 90 |
| Number of blades | 2 |
| Cutting speed (m/min) | 30, 35, 40, 45 |
| Feed per tooth (mm/tooth) | 0.05, 0.12, 0.18, 0.25 |
| Cutting depth (mm) | 0.5, 0.8, 1.2, 1.5 |
| Clamping force of vise (N) | 9807, 26,479, 45,112, 62,765 |
| Accumulated volume removal per cutter (mm3) | 0–7584 |
| Accumulated operation time per cutter (second) | 0–266.4 |
| Spindle vibration X-axis | Scale | 6 | 7 | 11 | 12 | 13 | ||||||||
| Correlation coefficient | 0.42 | 0.41 | 0.44 | 0.44 | 0.42 | |||||||||
| Vise vibration X-axis | Scale | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| Correlation coefficient | 0.44 | 0.46 | 0.51 | 0.52 | 0.53 | 0.55 | 0.54 | 0.53 | 0.48 | 0.46 | 0.45 | 0.42 | 0.42 | |
| Relative vibration X-axis | Scale | 6 | 7 | |||||||||||
| Correlation coefficient | 0.40 | 0.41 |
| Correlation Coefficient | X-Axis | Y-Axis | Z-Axis | |
|---|---|---|---|---|
| Spindle | Vibration | 0.45 (RMS) 0.45(STD) 0.27(Skewness) 0.37(Peak-to-peak) | 0.33(RMS) 0.33(STD) −0.27(Kurtosis) 0.23(Peak-to-peak) −0.23(CF) | 0.28(RMS) 0.28(STD) |
| Envelope | 0.48(RMS) 0.44(STD) 0.27(Peak-to-peak) | 0.36(RMS) 0.33(STD) | 0.33(RMS) 0.30(STD) | |
| Vise | Vibration | 0.20(RMS) 0.20(STD) −0.24(Kurtosis) −0.22(CF) | 0.31(RMS) 0.31(STD) −0.26(Kurtosis) 0.27(Peak-to-peak) | 0.20(RMS) 0.20(STD) −0.20(Kurtosis) −0.21(CF) |
| Envelope | 0.21(RMS) | −0.22(CF) | ||
| Relative vibration | Vibration | 0.39(RMS) 0.39(STD) 0.35(Peak-to-peak) | 0.35(RMS) 0.35(STD) −0.28(Kurtosis) 0.25(Peak-to-peak) −0.21(CF) | 0.27(RMS) 0.27(STD) 0.22(Peak-to-peak) |
| Envelope | 0.43(RMS) 0.39(STD) 0.22(Peak-to-peak) | 0.36(RMS) 0.31(STD) | 0.23(RMS) | |
| Spindle Current Features | Correlation Coefficient |
|---|---|
| RMS | 0.55 |
| STD | 0.64 |
| Skewness | −0.1 |
| Kurtosis | 0.38 |
| Peak-to-peak | 0.6 |
| CF | 0.48 |
| CV | 0.6 |
| Cutting Parameter | Lower Bound | Upper Bound |
|---|---|---|
| Cutting speed (m/min) | 30 | 45 |
| Feed per tooth (mm/tooth) | 0.05 | 0.25 |
| Cutting depth (mm) | 0.5 | 1.5 |
| Clamping force of vise (N) | 9807 | 62,765 |
| Expected Ra (μm) | Cutting Speed (m/min) | Feed Per Tooth (mm/tooth) | Cutting Depth (mm) | Clamping Force of Vise (N) | Feed Rate (mm/min) | Predicted Ra (μm) |
|---|---|---|---|---|---|---|
| 1.0 | 45.00 | 0.25 | 1.32 | 9807 | 447.62 | 1.00 |
| 45.00 | 0.25 | 0.87 | 9807 | 447.62 | 1.00 | |
| 45.00 | 0.25 | 0.75 | 9807 | 447.62 | 1.00 | |
| 0.8 | 45.00 | 0.25 | 0.50 | 26,479 | 447.62 | 0.75 |
| 45.00 | 0.25 | 1.29 | 62,765 | 447.62 | 0.75 | |
| 45.00 | 0.25 | 1.50 | 45,112 | 447.62 | 0.74 | |
| 0.6 | 44.76 | 0.22 | 1.47 | 62,765 | 384.68 | 0.58 |
| 45.00 | 0.22 | 1.33 | 45,112 | 393.91 | 0.60 | |
| 45.00 | 0.23 | 1.50 | 45,112 | 409.04 | 0.60 | |
| 0.4 | 30.00 | 0.05 | 0.50 | 9807 | 59.68 | 0.39 |
| 33.83 | 0.07 | 1.10 | 62,765 | 93.72 | 0.31 | |
| 30.00 | 0.09 | 0.50 | 62,765 | 108.71 | 0.28 |
| Expected Ra (μm) | Feed Rate (mm/min) | Predicted Ra (μm) | Measured Ra (μm) | Error (%) |
|---|---|---|---|---|
| 1 | 447.62 | 1.00 | 0.93 | −7.00 |
| 447.62 | 1.00 | 1.19 | 19.00 | |
| 447.62 | 1.00 | 1.05 | 5.00 | |
| 0.8 | 447.62 | 0.75 | 0.78 | 3.45 |
| 447.62 | 0.75 | 0.73 | −2.67 | |
| 447.62 | 0.74 | 0.73 | −1.35 | |
| 0.6 | 384.68 | 0.58 | 0.55 | −5.17 |
| 393.91 | 0.60 | 0.63 | 5.00 | |
| 409.04 | 0.60 | 0.64 | 6.67 | |
| 0.4 | 59.68 | 0.39 | 0.34 | −13.49 |
| 93.72 | 0.31 | 0.39 | 25.00 | |
| 108.71 | 0.28 | 0.37 | 30.74 | |
| MAPE: 10.38% | ||||
| Expected Ra (μm) | Maximum Feed Rate in Experiment (mm/min) |
|---|---|
| 1 | 447.62 |
| 0.8 | 447.62 |
| 0.6 | 387.89 |
| 0.4 | 143.24 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, T.-Y.; Lin, C.-C. Optimization of Machining Parameters in Milling Process of Inconel 718 under Surface Roughness Constraints. Appl. Sci. 2021, 11, 2137. https://doi.org/10.3390/app11052137
Wu T-Y, Lin C-C. Optimization of Machining Parameters in Milling Process of Inconel 718 under Surface Roughness Constraints. Applied Sciences. 2021; 11(5):2137. https://doi.org/10.3390/app11052137
Chicago/Turabian StyleWu, Tian-Yau, and Chi-Chen Lin. 2021. "Optimization of Machining Parameters in Milling Process of Inconel 718 under Surface Roughness Constraints" Applied Sciences 11, no. 5: 2137. https://doi.org/10.3390/app11052137
APA StyleWu, T.-Y., & Lin, C.-C. (2021). Optimization of Machining Parameters in Milling Process of Inconel 718 under Surface Roughness Constraints. Applied Sciences, 11(5), 2137. https://doi.org/10.3390/app11052137