
Inductive Thermography as Non-Destructive Testing for Railway Rails


Abstract
1. Introduction
2. Inductive Thermography Measurements
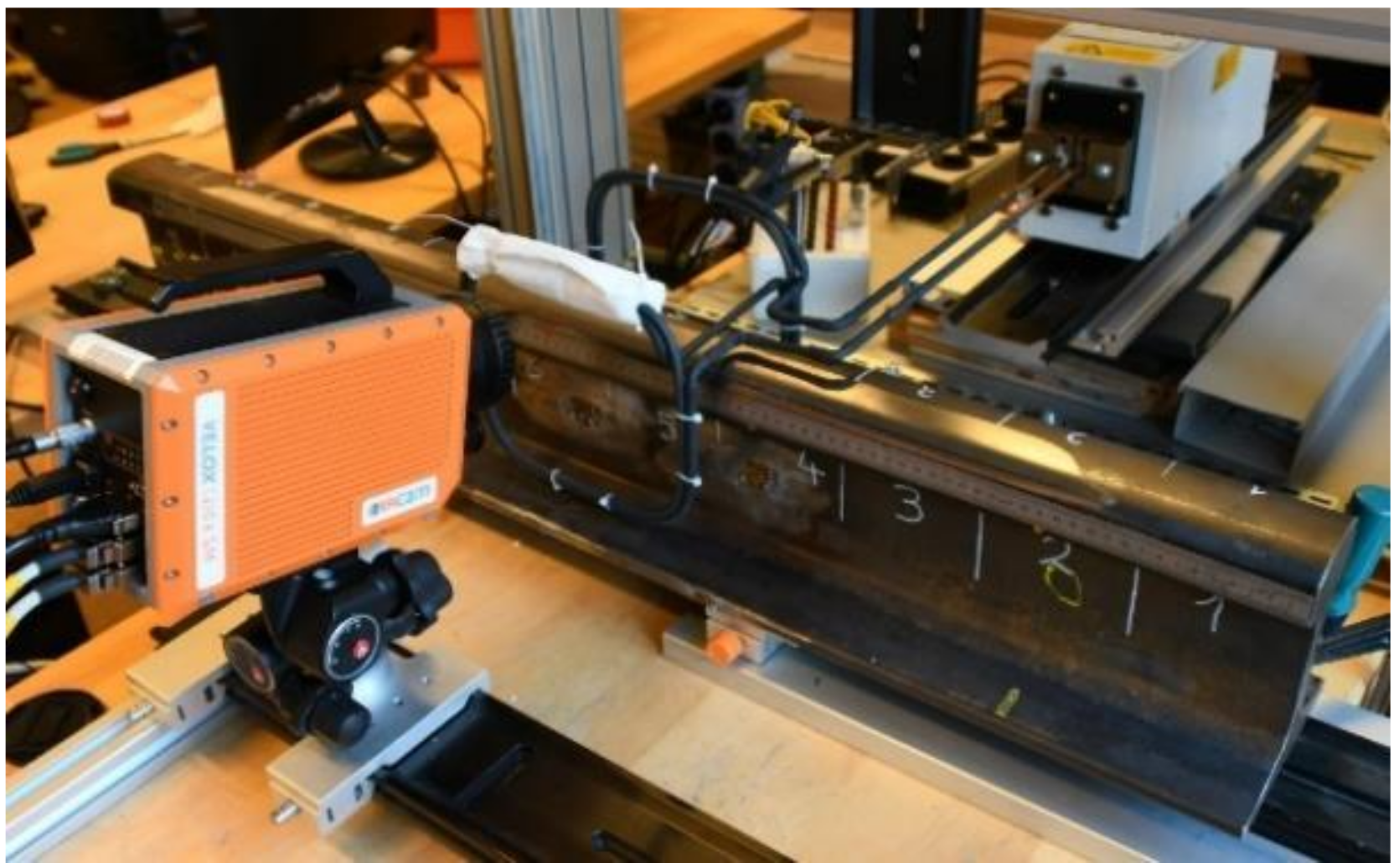
2.1. Description of the Laboratory Setup
2.2. Evaluation of Measurements to Phase Images
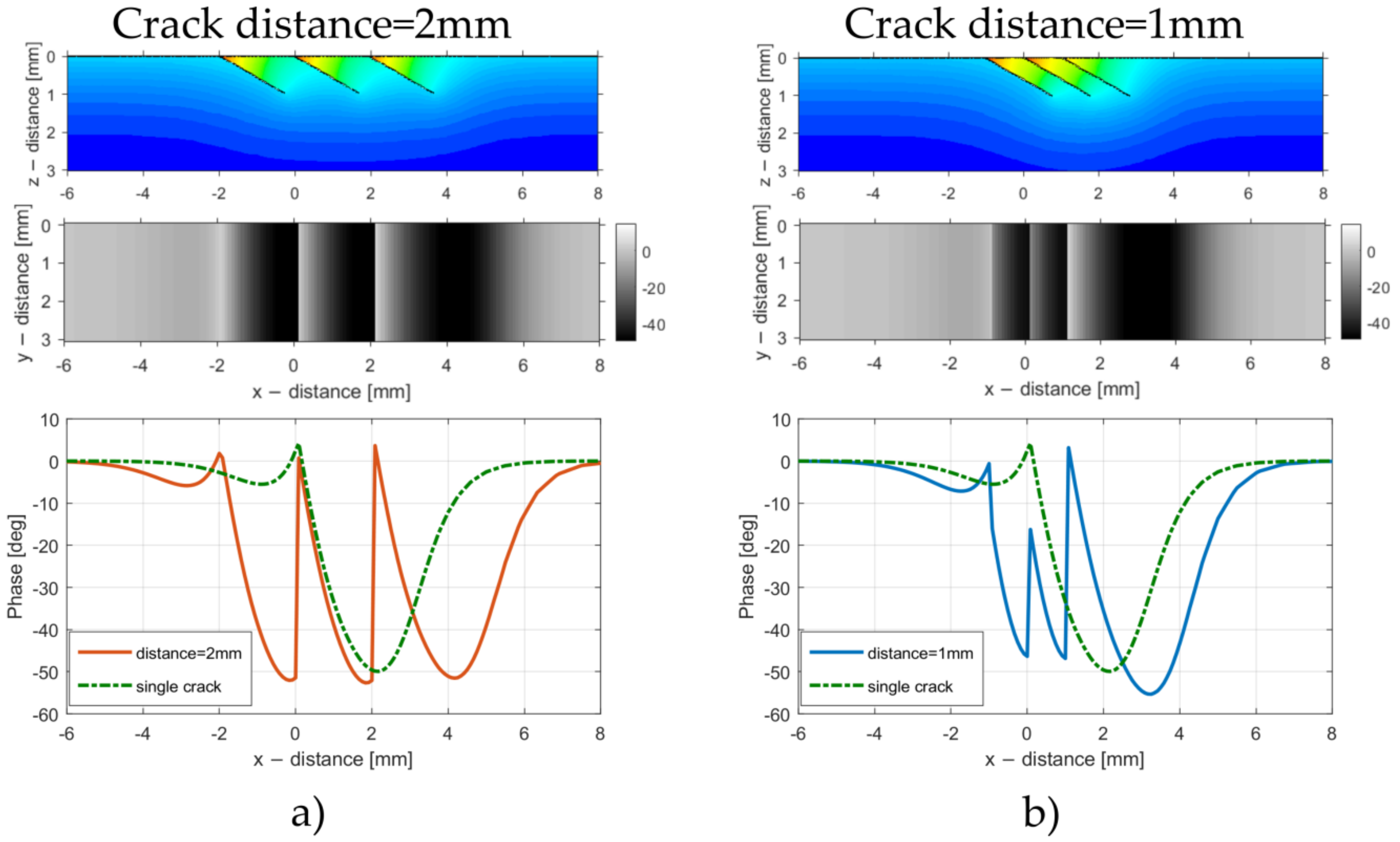
3. Finite Element Simulations
4. Reference Rail Piece with Artificial Cracks
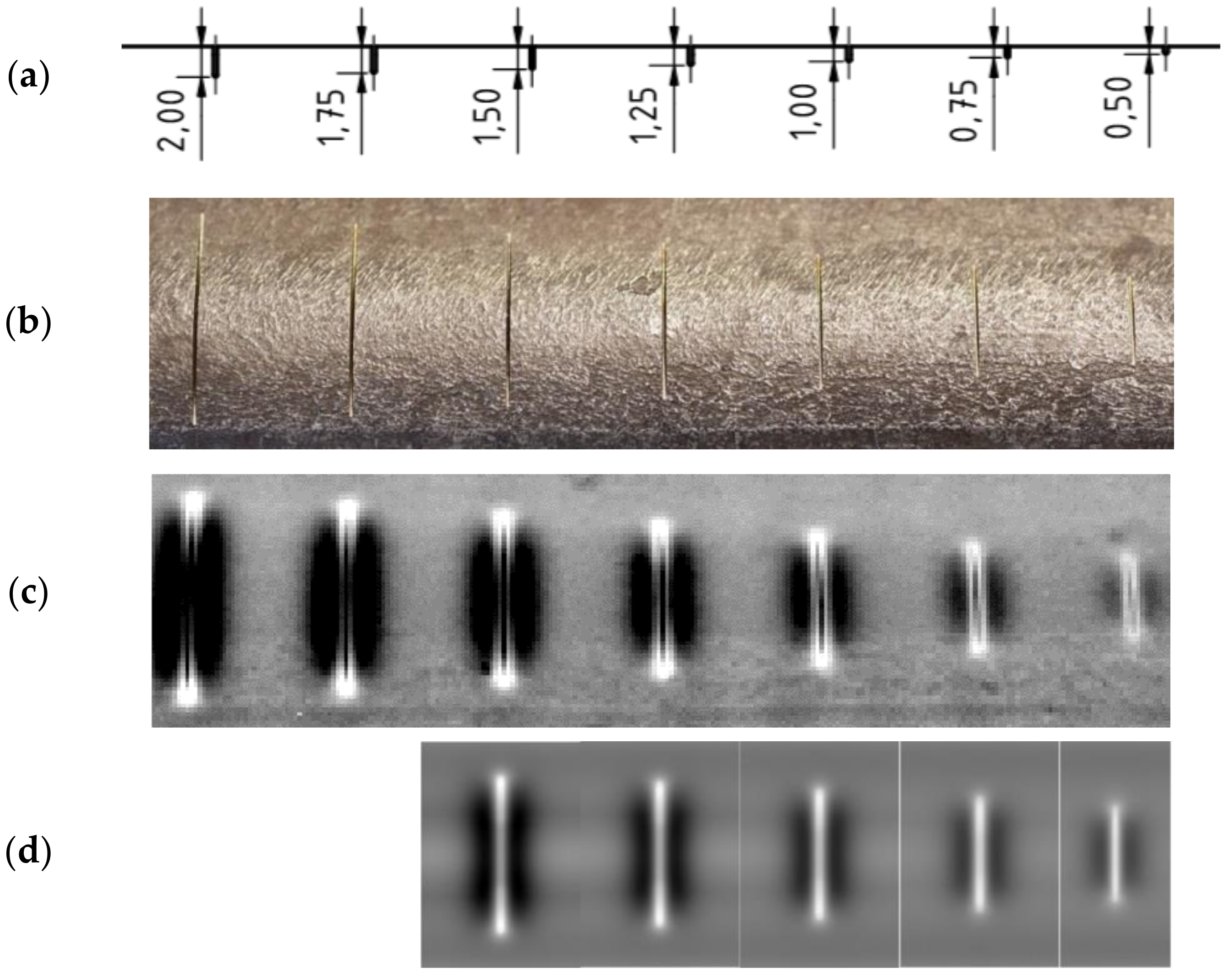
4.1. Vertical EDM-Cuts with Different Depths
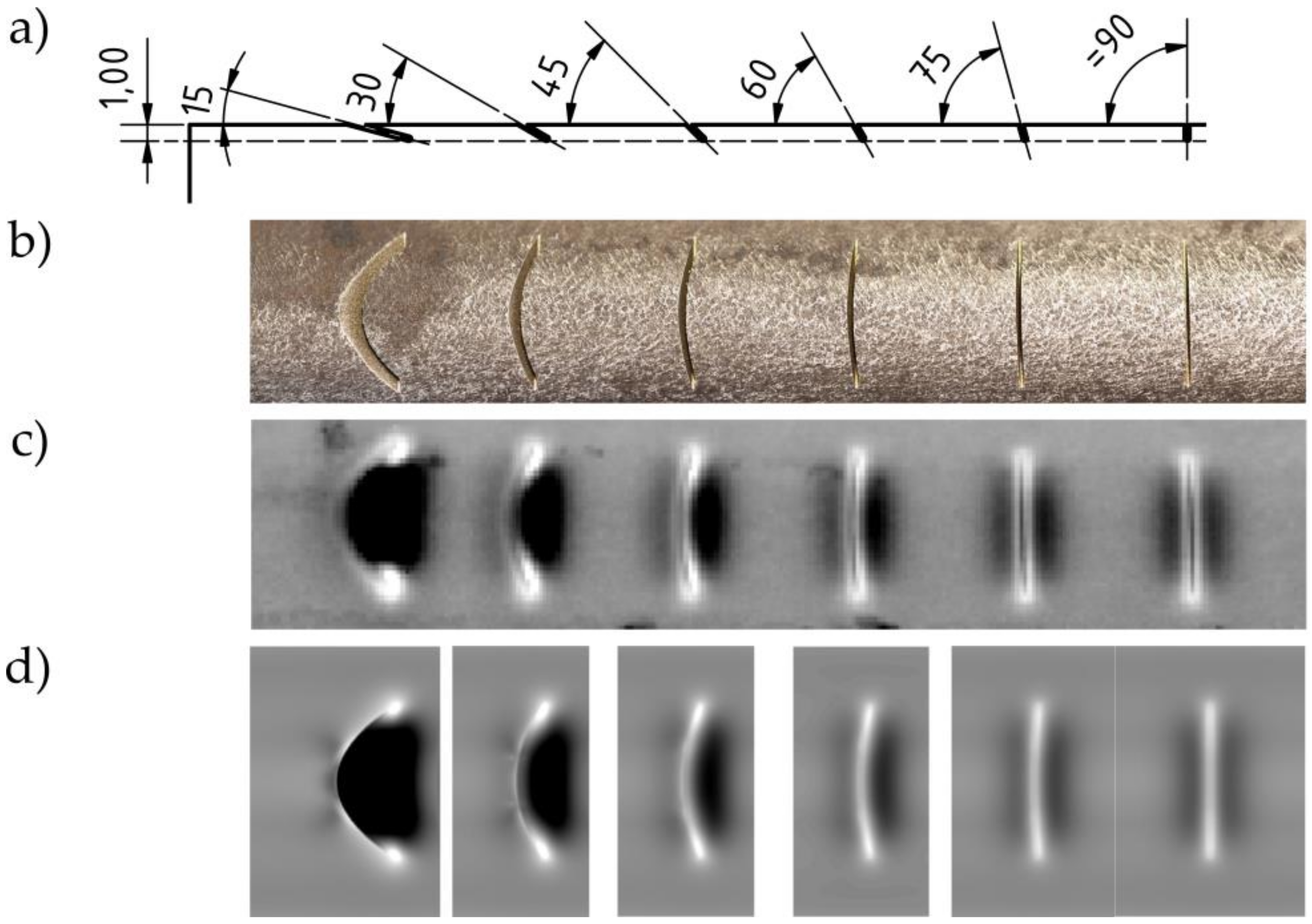
- The edges of the cuts have higher phase value than the sound part. This is caused by the selective heating of the cuts by the induced eddy currents.
- At the tips of the cuts an even higher phase value, a kind of ‘hot spot’, can be recognized.
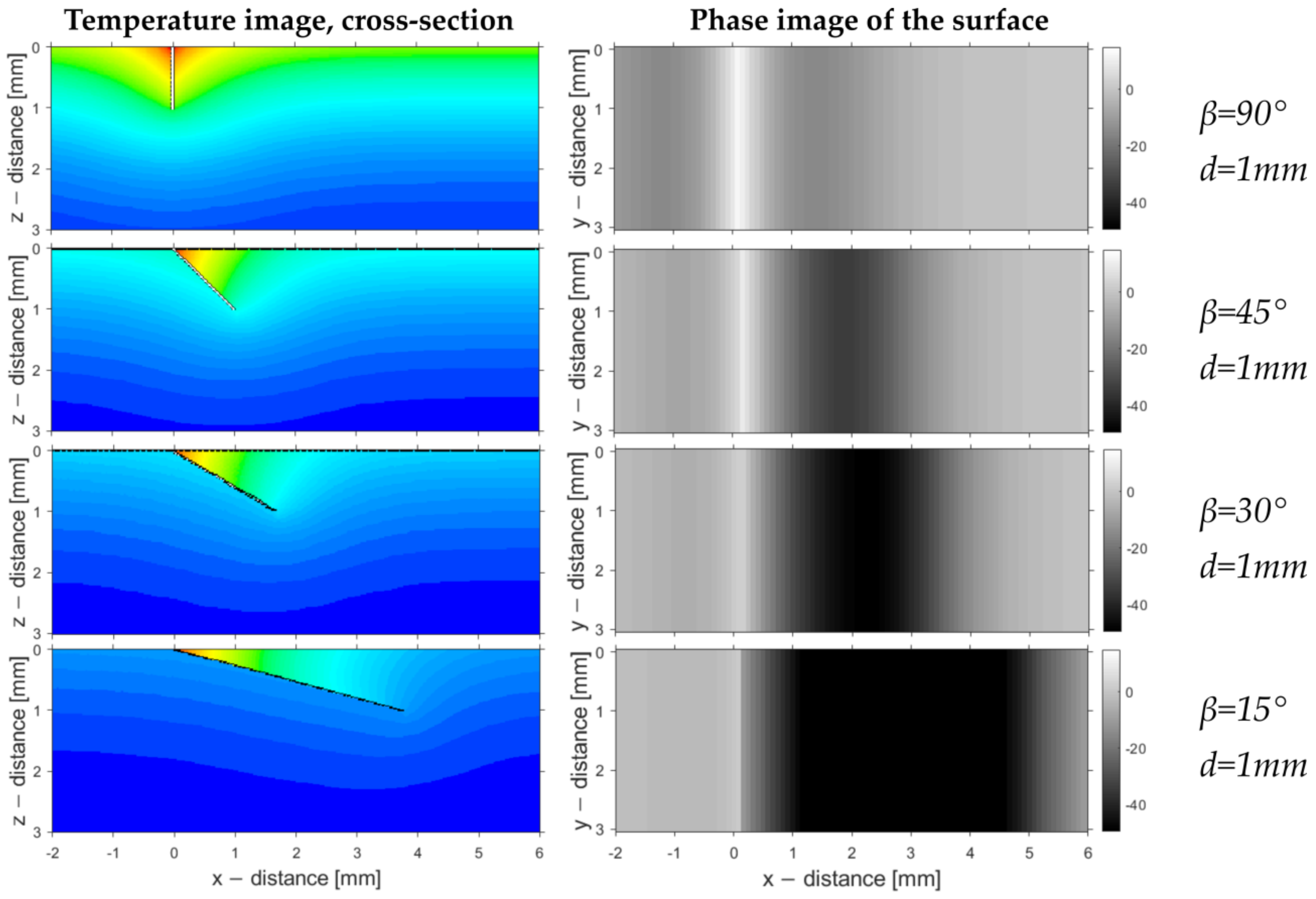
- At both sides of the cuts darker regions with low phase values can be observed, which are symmetrical. The heat accumulation causes slower cooling rates, which further result in lower phase values [15]. Since the EDM-cuts are perpendicular to the surface, the heat accumulation on both flanks of the cut are identical, resulting a symmetrical pattern.
- With increasing defect depth, the width of the darker regions and the phase difference also increases. The deeper the crack, the larger the phase contrast around it. Therefore, with a phase image it is possible to estimate the depth of a vertical crack [15].
- Real cracks have only several µm width, but the EDM-cuts have a width of 0.3 mm, therefore the cut itself is also visible as a dark line in the phase image.
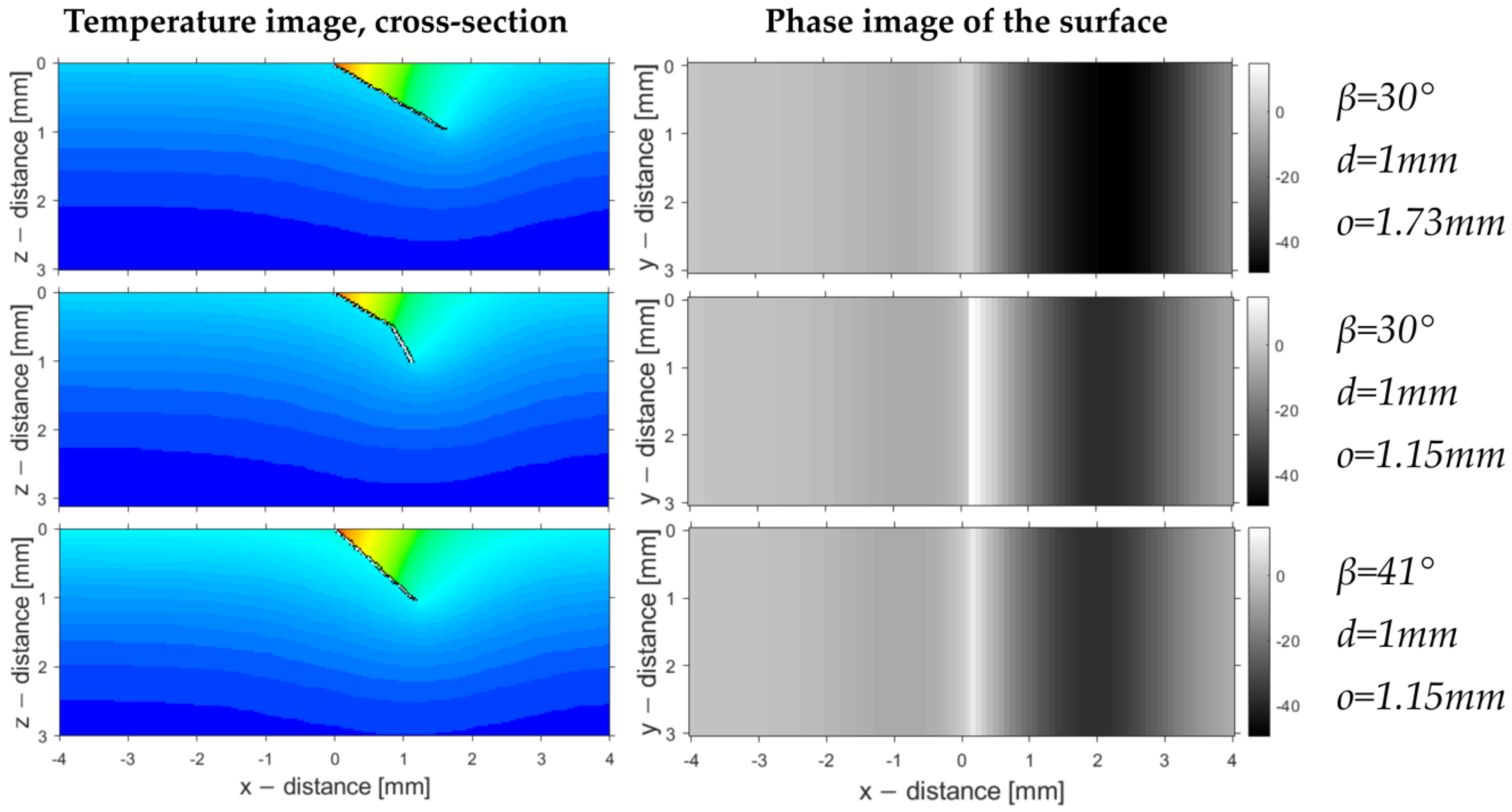
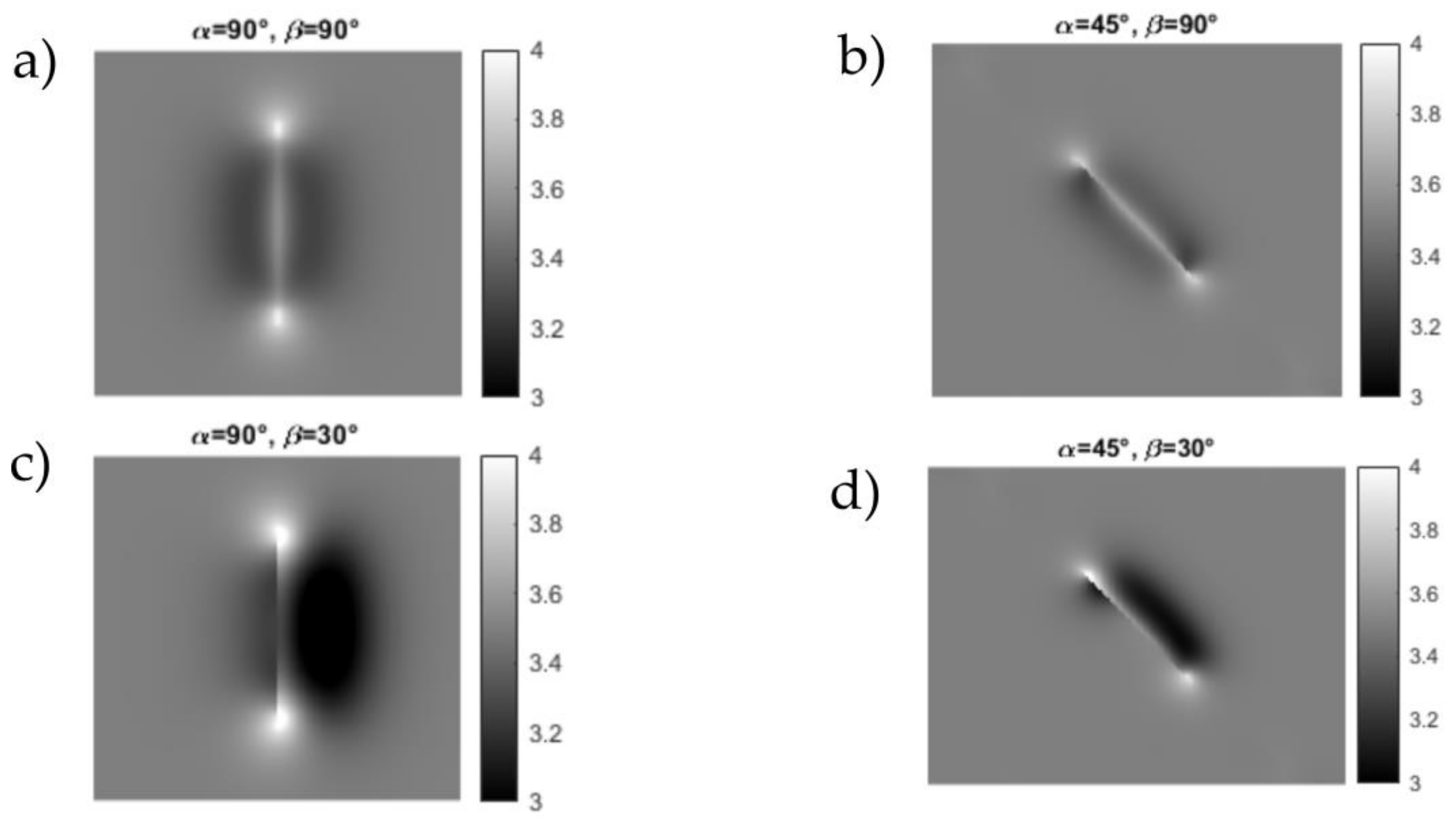
4.2. EDM-Cuts with Different Inclination Angles
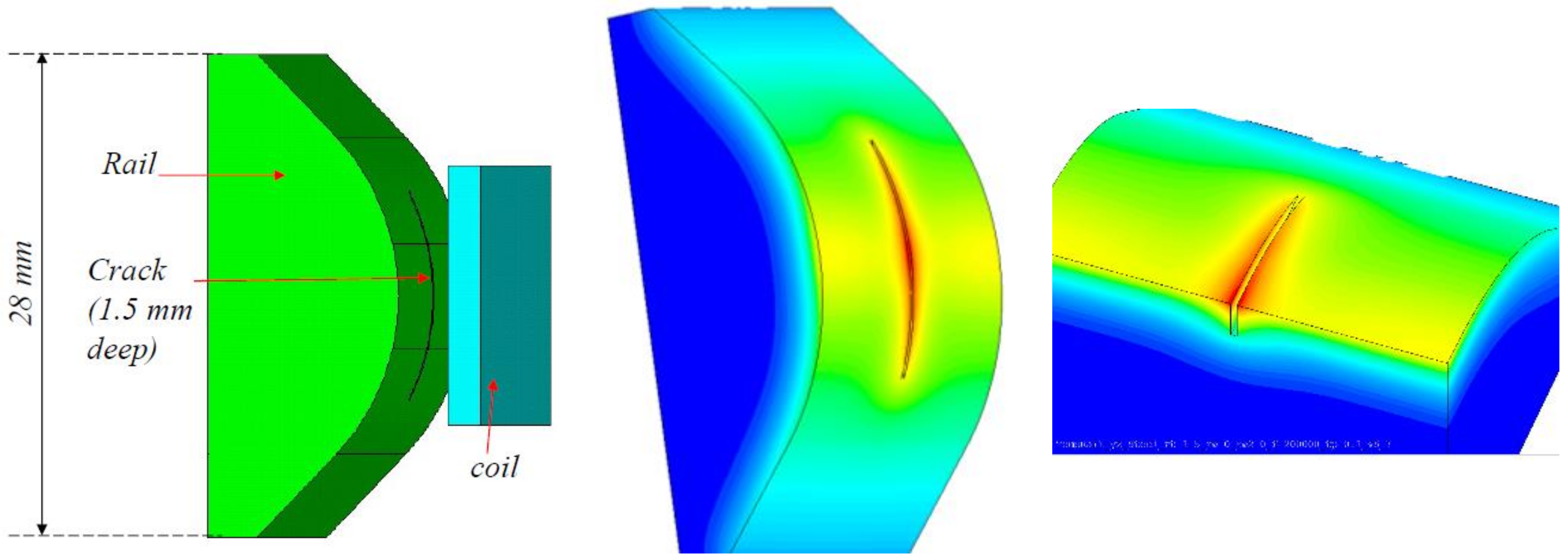
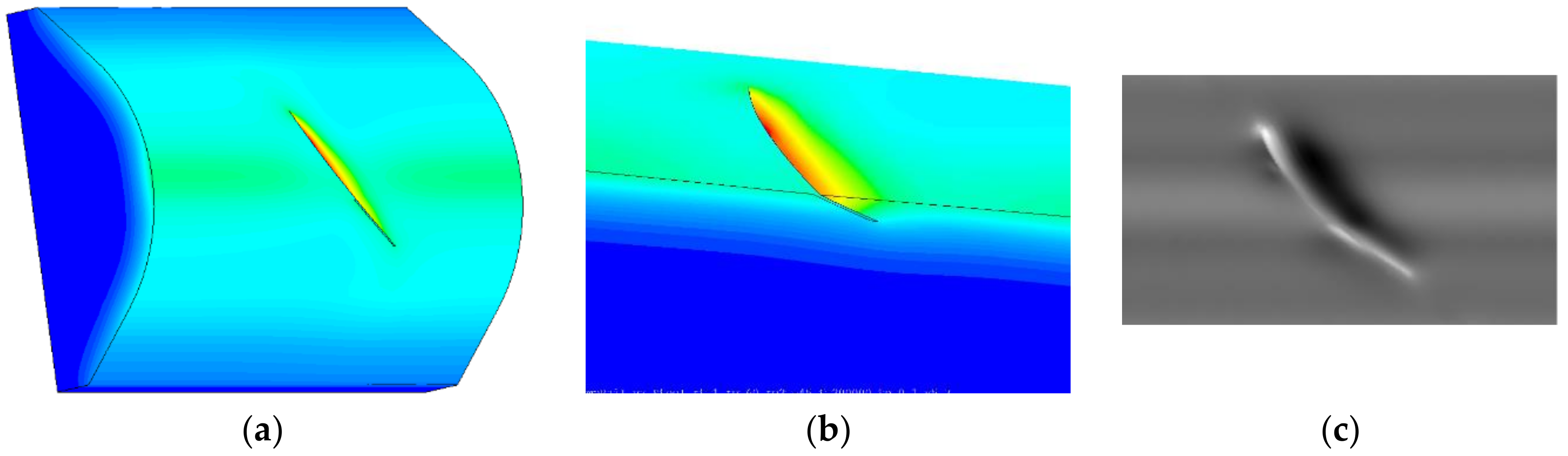
5. Simulations of Realistic Head Checks
6. Measurements of Head Checks from Rails in Service
6.1. The Inspected Specimens
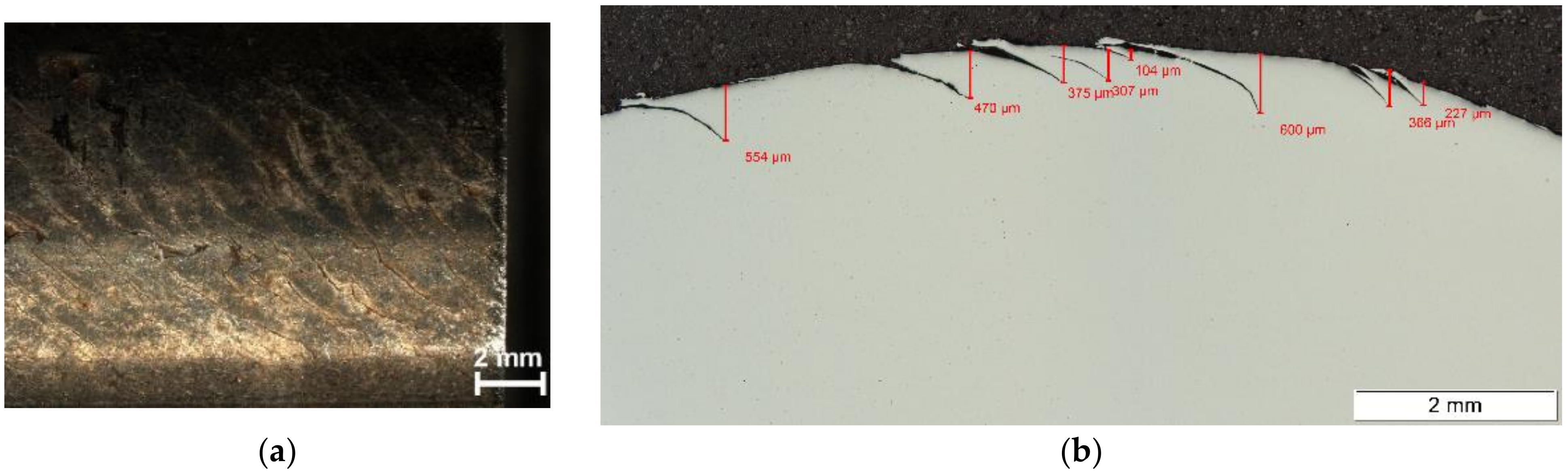
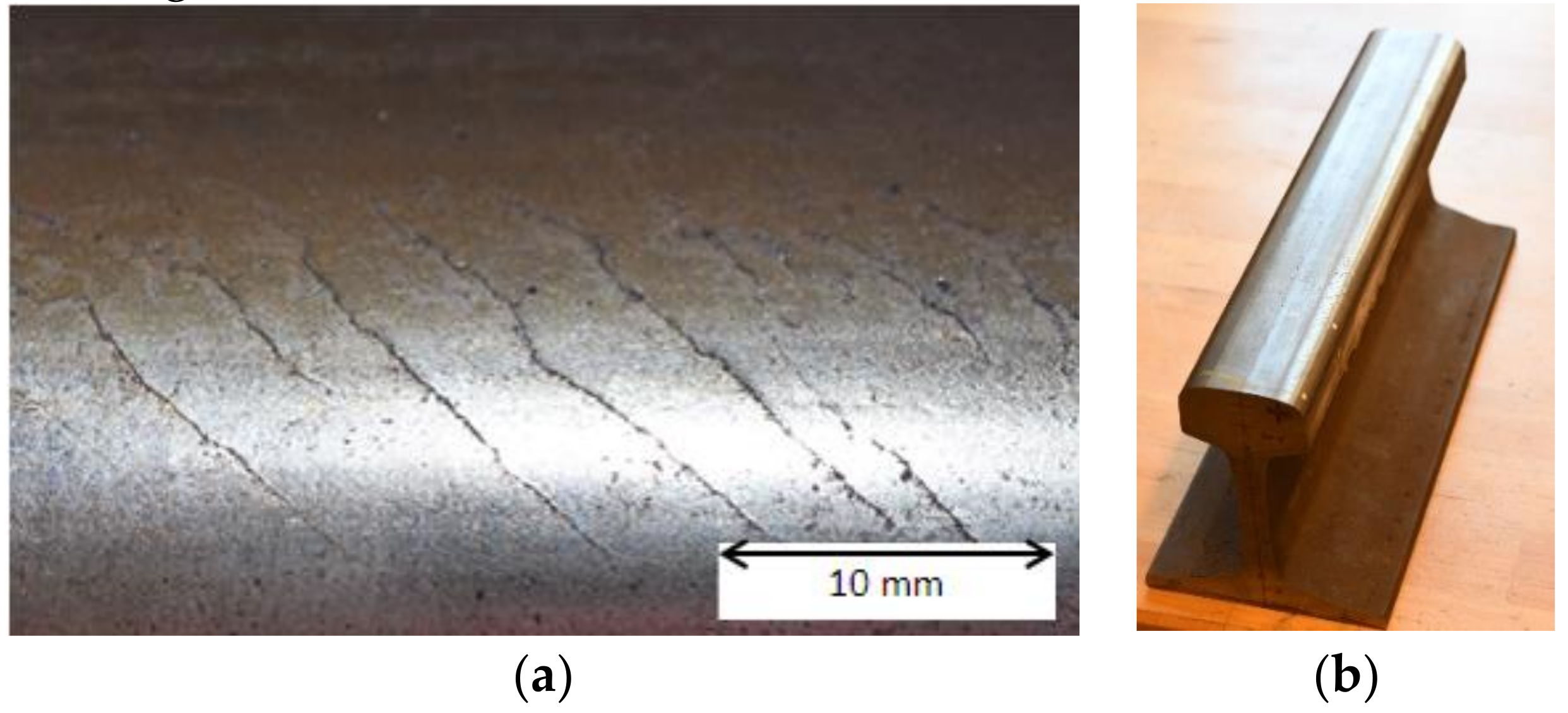
- RP02: This specimen is a 25 cm long rail head with a R350HT rail grade (see Figure 12). The rail piece was cut out of a demounted rail where head checks occurred during service. Three different micrographs were created from RP02: a cross section of the side view, a vertical cut of the frontal view and a 45° cut. These micrographs revealed head checks with a maximum length of 1803 µm and a maximum penetration depth of 640 µm. Figure 12b shows the side view micrograph image. The travel direction on this rail piece was from left to the right, therefore the head checks incline in a north-west to south-east (NW-SE) direction and the angle α is denoted as a negative angle.
- RP03: This specimen of rail grade R260 is 45 cm long and it is also a cut-out of a demounted rail. It shows long head checks at the gauge corner and the travel direction was also from left to the right, causing a NW-SE head check orientation (see Figure 13).
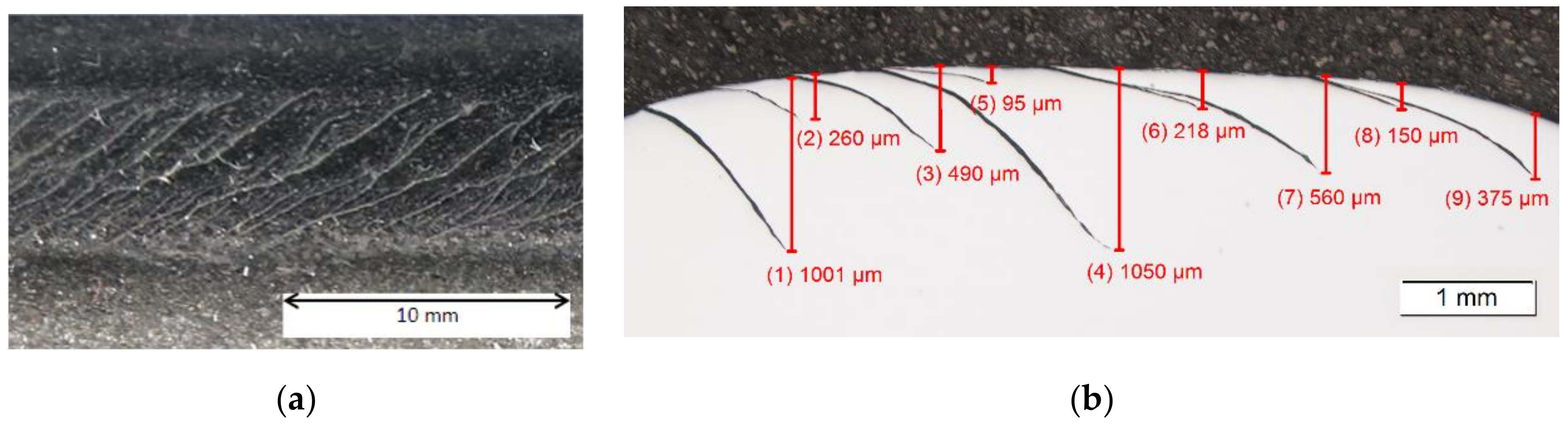
- RP04: Specimen RP04 is a cut-out piece of a rail with a rail grade R350HT, see Figure 14a. It was tested on the rail-wheel test rig at voestalpine Rail Technology GmbH [2]. The travelling direction was from the right to left, therefore the head checks have an orientation of NE-SW and the inclination angle α has a positive sign. A micrograph of the side view shows head checks with a maximum length of 1675 µm and a maximum penetration depth of 1050 µm, see Figure 14b.
6.2. Characterization of Head Checks
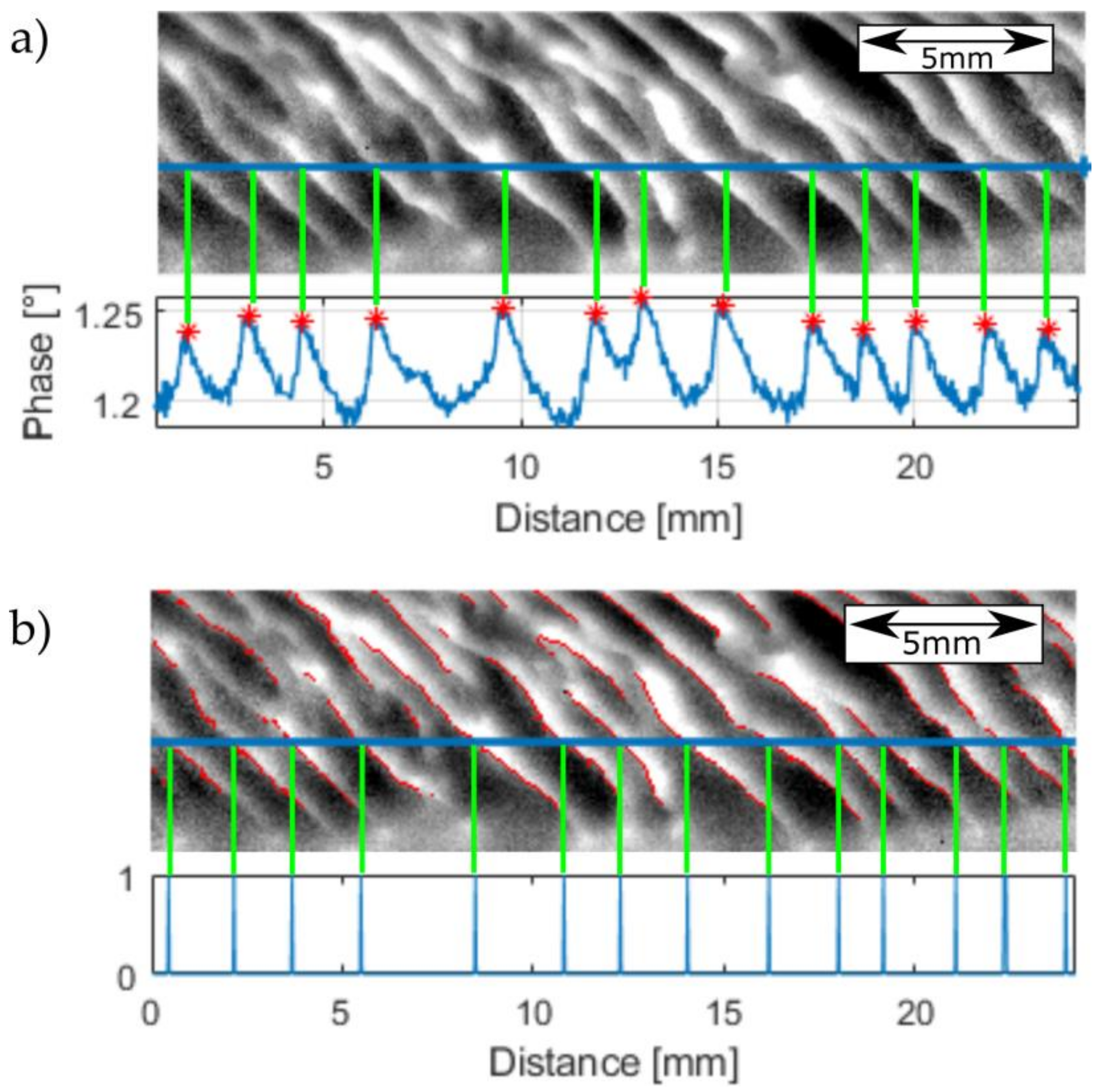
- In Figure 16a the phase profile along a line over the head checks is evaluated, and the maximum values of the profiles are counted. With the image resolution, given as pixels per mm, the average distance between two head checks is calculated. For the case in Figure 16a it gives 13 head checks for 25 mm, resulting an average distance of 1.9 mm.
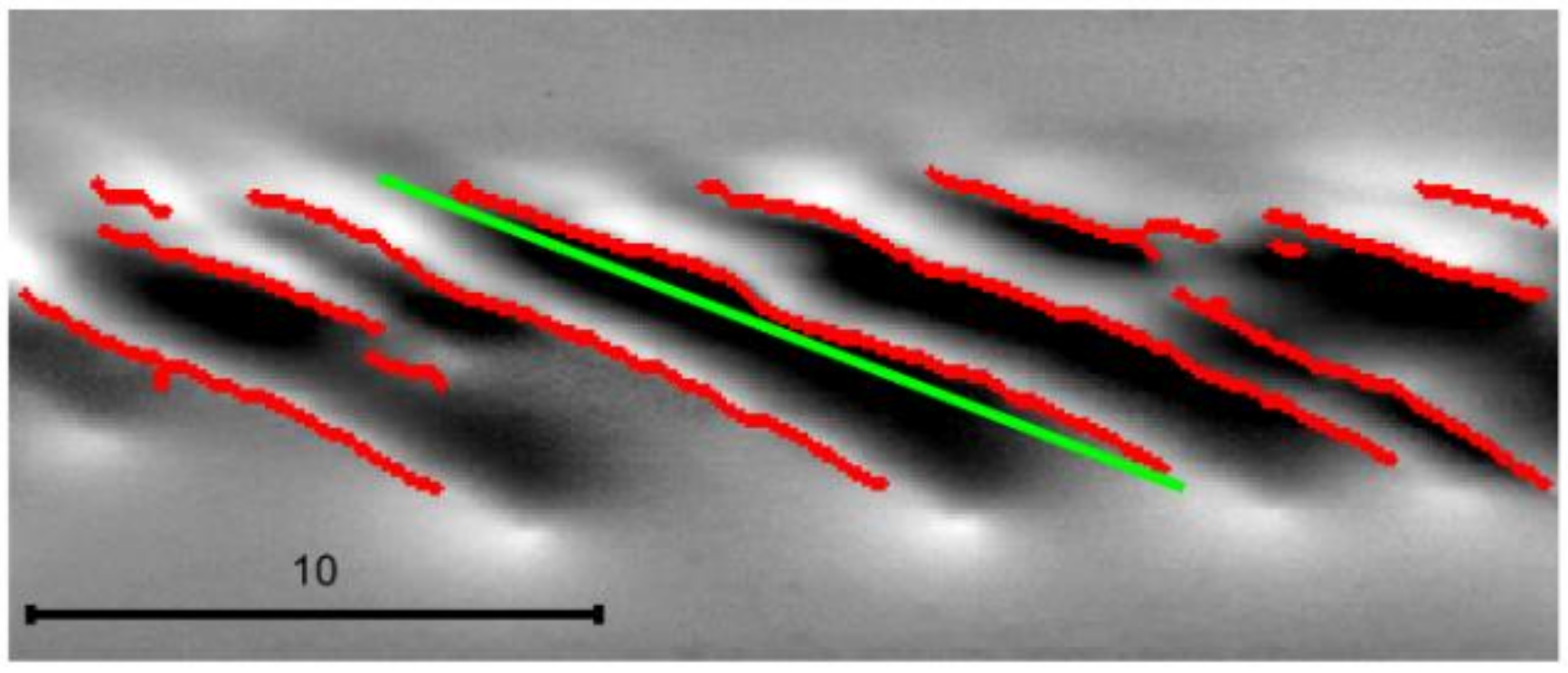
- Alternatively, the same edge detection algorithm, as in Figure 15, is used to compute the number and the distances of the head checks. Evaluating the results of the edge detection along a straight line produces a plot with peaks where the head checks are located, see Figure 16b. In this case 14 head checks were recognized in the 25 mm distance. As the number of the head checks found along a single line slightly depends on the position of the line, the method was improved in such a way that several lines were taken and an average number of head checks was counted from all of them.
6.3. Inspection of Long Rail Pieces
- In a ‘stop-and-go’ procedure a linear table moves the rail for a certain distance between two static measurements. In one measurement a rail piece of about 25 cm is inspected, and each static measurement is separately evaluated to a phase image. For the calculation of the panoramic view of the entire rail piece, in first step a rectification of the phase images is necessary. This means that perspectivity and distortion due to the IR camera optics has to be eliminated. This was carried by usage of a calibration object, for which a chessboard similar pattern was taken. This technique will be described in more detail in a separate publication. Figure 17 shows a panorama image, which was created out of 5 overlapping static measurements for RP02. One static measurement covers an area of 440 × 1273 pixels with a resolution of 45.225 pixels/mm. Since the size of each image and the movement of the linear table is known, the images can be shifted horizontally to their approximate position. In the next step, the exact position was calculated by means of phase correlation in the overlapping area of two consecutive images, and the images were merged to form one panorama image. This step was repeated for each consecutive images to create one panorama image from the 5 separate measurements. As in this figure the cracks are not well visible due to the limited pixel resolution of a print-out, we have created a video, which is available as additional online material in Supplementary Materials to this paper.
- In the second measurement technique the rail piece is continuously moved by a linear table and it is ‘scanned’ in the region heated by the induction coil. The top section of the rail is heated with a single thread coil and the IR camera is positioned in a way that the areas before and after the heated area, as well as the area under the coil, are recorded. The recorded IR sequence is re-ordered in such a way that each location of the rail has its temperature value assigned according its distance behind the heating position [25]. Likewise, in this case a rectification of the recorded sequence is necessary to eliminate the perspectivity in the image created by the IR camera. The transformed and re-ordered sequence shows a heating process which is similar to a static measurement and an evaluation to a phase image is possible. In Figure 20 the resulting phase image of such a scan can be seen, performed on RP02. Although the scan was carried out over the whole length of 25 cm of the rail, only 10 cm of the phase image is shown in Figure 20, due to the otherwise too large size of the image.
- With the ‘stop-and-go’ method the phase images have better contrast than with the scanning technique, and the head checks can be better located and characterized in higher quality.
- The ‘stop-and-go’ inspection method is slower and more difficult to realize for inspection of long rails than the scanning method.
6.4. Characterization of the Rail Pieces
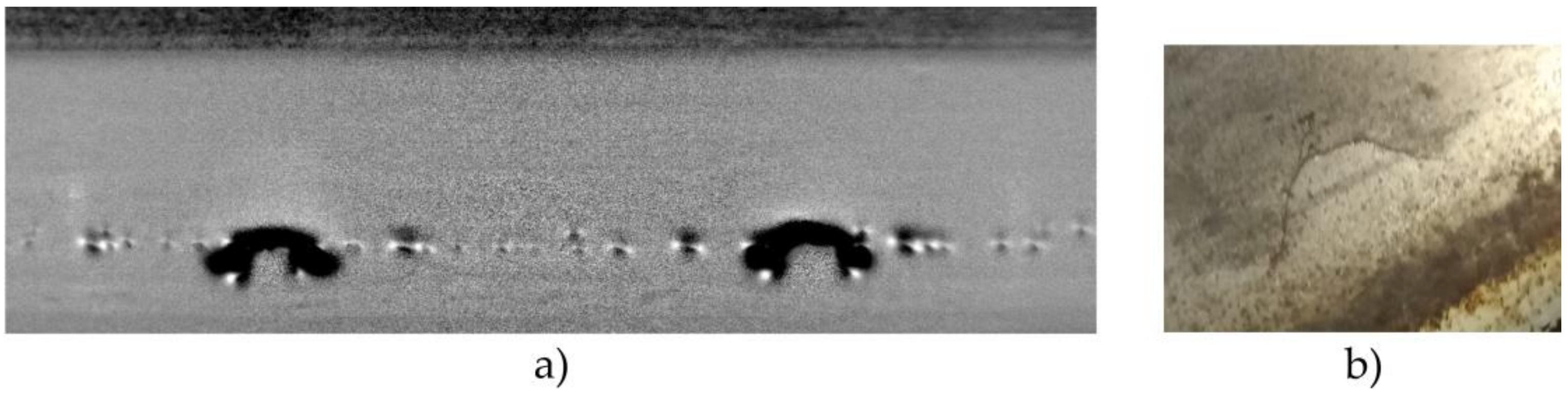
7. Detecting Squats
8. Discussion and Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Eadie, D.T.; Elvidge, D.; Oldknow, K.; Stock, R.; Pointner, P.; Kalousek, J.; Klauser, P. The effects of top of rail friction modifier on wear and rolling contact fatigue: Full-scale rail–wheel test rig evaluation, analysis and modelling. Wear 2008, 265, 1222–1230. [Google Scholar] [CrossRef]
- Simon, S.; Saulot, A.; Dayot, C.; Quost, X.; Berthier, Y. Tribological characterization of rail squat defects. Wear 2013, 297, 926–942. [Google Scholar] [CrossRef]
- Daves, W.; Kráčalík, M.; Scheriau, S. Analysis of crack growth under rolling-sliding contact. Int. J. Fatigue 2019, 121, 63–72. [Google Scholar] [CrossRef]
- Stock, R.; Kubin, W.; Daves, W.; Six, K. Advanced maintenance strategies for improved squat mitigation. Wear 2019, 436, 203034. [Google Scholar] [CrossRef]
- Zhou, Y.; Zheng, X.; Jiang, J.; Kuang, D. Modeling of rail head checks by X-ray computed tomography scan technology. Int. J. Fatigue 2017, 100, 21–31. [Google Scholar] [CrossRef]
- Railhead Damage, Squats. Available online: http://railmeasurement.com/railhead-damage/discrete-defects/squats (accessed on 18 June 2019).
- Magel, E.E. Rolling Contact Fatigue: A Comprehensive Review; U.S. Department of Transportation, Office of Railroad: Washington, DC, USA, 2011.
- Fan, Y.; Dixon, S.; Edwards, R.S.; Jian, X. Ultrasonic surface wave propagation and interaction with surface defects on rail track head. NDT&E Int. 2007, 40, 471–477. [Google Scholar]
- Cavuto, A.; Martarelli, M.; Pandarese, G.; Revel, G.; Tomasini, E. Experimental investigation by Laser Ultrasonics for train wheelset flaw detection. J. Phys. Conf. Ser. 2018, 1149, 012015. [Google Scholar] [CrossRef]
- Montinaro, N.; Epasto, G.; Cerniglia, D.; Guglielmino, E. Laser ultrasonics for defect evaluation on coated railway axles. NDT E Int. 2020, 116, 102321. [Google Scholar] [CrossRef]
- Wilson, J.; Tian, G.; Mukriz, I.; Almond, D. PEC thermography for imaging multiple cracks from rolling contact fatigue. NDT&E Int. 2011, 44, 505–512. [Google Scholar]
- Netzelmann, U.; Walle, G.; Ehlen, A.; Lugin, S.; Finckbohner, M.; Bessert, S. NDT of Railway Components Using Induction Thermography. AIP Conf. Proc. 2016, 1706, 150001. [Google Scholar]
- Vaibhav, T.; Balasubramaniam, K.; Thomas, R.; Bose, A.C. Eddy current Thermography for rail inspection. Proc. QIRT Conf. 2016. [Google Scholar] [CrossRef]
- Tuschl, C.; Oswald-Tranta, B.; Künstner, D.; Eck, S. Schienenprüfung mittels induktiv angeregter Thermografie. In Proceedings of the DACH Conference, Friedrichshafen, Germany, 27–29 May 2019. [Google Scholar]
- Oswald-Tranta, B. Induction thermography for surface crack detection and depth determination. Appl. Sci. 2018, 8, 257. [Google Scholar] [CrossRef]
- Maldague, X. Infrared and Thermal Testing. In Nondestructive Testing Handbook; ASNT: Columbus, OH, USA, 2001; Volume 3. [Google Scholar]
- Netzelmann, U.; Walle, G.; Lugin, S.; Ehlen, A.; Bessert, S.; Valeske, B. Induction thermography: Principle, applications and first steps towards standardisation. Quant. Infrared Thermogr. J. 2016, 13, 170–181. [Google Scholar] [CrossRef]
- Vrana, J.; Goldammer, M.; Baumann, J.; Rothenfusser, M.; Arnold, W. Mechanism and models for crack detection with induction thermography. Proc. AIP Conf. 2008, 975, 475–482. [Google Scholar]
- Srajbr, C. Induction excited thermography in industrial applications. In Proceedings of the 19th World Conference on Non-Destructive Testing, Munich, Germany, 13–17 June 2016. [Google Scholar]
- DIN 54183:2018-02, Non-Destructive Testing-Thermographic Testing- Eddy-Current Excited Thermography. Available online: https://www.din.de (accessed on 1 January 2018).
- Oswald-Tranta, B. Time-resolved evaluation of inductive pulse heating measurements. Quant. InfraRed Thermogr. J. 2009, 6, 3–19. [Google Scholar] [CrossRef]
- Oswald-Tranta, B. Lock-in inductive thermography for surface crack detection in different metals. QIRT J. 2019, 16, 276–300. [Google Scholar] [CrossRef]
- ANSYS, Inc. Available online: http://www.ansys.com (accessed on 1 January 2018).
- Oswald-Tranta, B.; Tuschl, C. Detection of short fatigue cracks by inductive thermography. In Proceedings of the 15th QIRT Conference, Porto, Portugal, 21 September–31 October 2020. [Google Scholar]
- Oswald-Tranta, B.; Sorger, M. Scanning pulse phase thermography with line heating. QIRT J. 2012, 9, 103–122. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Average Surface Angle (α) | Average Distance (c) [mm] | Average Length (l) [mm] | |
|---|---|---|---|
| RP02 | −40° | 2.54 | 17.1 |
| RP03 | −42° | 5.27 | 21.8 |
| RP04 | 36° | 1.7 | 9.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tuschl, C.; Oswald-Tranta, B.; Eck, S. Inductive Thermography as Non-Destructive Testing for Railway Rails. Appl. Sci. 2021, 11, 1003. https://doi.org/10.3390/app11031003
Tuschl C, Oswald-Tranta B, Eck S. Inductive Thermography as Non-Destructive Testing for Railway Rails. Applied Sciences. 2021; 11(3):1003. https://doi.org/10.3390/app11031003
Chicago/Turabian StyleTuschl, Christoph, Beate Oswald-Tranta, and Sven Eck. 2021. "Inductive Thermography as Non-Destructive Testing for Railway Rails" Applied Sciences 11, no. 3: 1003. https://doi.org/10.3390/app11031003
APA StyleTuschl, C., Oswald-Tranta, B., & Eck, S. (2021). Inductive Thermography as Non-Destructive Testing for Railway Rails. Applied Sciences, 11(3), 1003. https://doi.org/10.3390/app11031003