
Influence of the Pyrotechnic Igniter Composition Aging on Explosion Parameters of Dispersed Dusts

 , ,
, ,  and
and
Abstract
:1. Introduction
- 1.
- Igniter shell
- shell material (plastics/metal)
- cover material
- method of sealing the cover
- 2.
- Fuse head used in the igniter
- type and composition of the fuse head pill
- fuse head response speed
- ignition ability of the fuse head
- 3.
- Pyrotechnic composition inside the igniter
- components of the pyrotechnic composition
- total energy
- rate of energy release
- humidity and ambient temperature (storage, handling)
- manipulation with the igniter (vibrations, shocks, falls, etc.)
- instability of pyrotechnic composition (instability of components, reactivity of individual components).
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- STN EN 14034+A1. Determination of Explosion Characteristics of Dust Clouds; Slovak Standards Institute: Bratislava, Slovakia, 2011. [Google Scholar]
- STM E1226-12a. Standard Test Method for Explosibility of Dust Clouds; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Adamski, R.; Siuta, D.; Kukfisz, B.; Frydrysiak, M.; Prochoń, M. Integration of Safety Aspects in Modeling of Superheated Steam Flash Drying of Tobacco. Energies 2021, 14, 5927. [Google Scholar] [CrossRef]
- Sanchirico, R.; DI Sarli, V.; Russo, P.; DI Benedetto, A. Effect of the nozzle type on the integrity of dust particles in standard explosion tests. Powder Technol. 2015, 279, 203–208. [Google Scholar] [CrossRef]
- Di Sarli, V.; Russo, P.; Sanchirico, R.; Di Benedetto, A. CFD Simulations of the Effect of Dust Diameter on the Dispersion in the 20 L Bomb. Chem. Eng. Trans. 2013, 31, 727–732. [Google Scholar]
- Portarapillo, M.; Di Sarli, V.; Sanchirico, R.; Di Benedetto, A. CFD Simulation of the Dispersion of Binary Dust Mixtures in the 20 L Vessel. J. Loss Prev. Process. Ind. 2020, 67, 104231. [Google Scholar] [CrossRef]
- Bartknecht, W. Dust Explosions: Course, Prevention, Protection; Springer: Berlin/Heidelberg, Germany, 1989; ISBN 978-3-642-73947-7. [Google Scholar] [CrossRef]
- Adamski, R.; Siuta, D.; Kukfisz, B.; Mitkowski, P.T.; Szaferski, W. Influence of process parameters in superheated steam drying on fire and explosion parameters of woody biomass. Fuel Process. Technol. 2020, 211, 106597. [Google Scholar] [CrossRef]
- Yuan, J.; Wei, W.; Huang, W.; Du, B.; Liu, L.; Zhu, J. Experimental investigations on the roles of moisture in coal dust explosion. J. Taiwan Inst. Chem. Eng. 2014, 45, 2325–2333. [Google Scholar] [CrossRef]
- Yue, C.; Yujie, W.; Zhang, W.; Zhang, B.; Zhang, Y.; Liu, Z. Effects of moisture and particle size distribution on flame propagation of L-lysine sulfate powder. J. Loss Prev. Process. Ind. 2020, 67, 104244. [Google Scholar] [CrossRef]
- Niu, Y.; Zhang, L.; Shi, B. Experimental study on the explosion-propagation law of coal dust with different moisture contents induced by methane explosion. Powder Technol. 2019, 361, 507–511. [Google Scholar] [CrossRef]
- Wei, X.; Zhang, Y.; Wu, G.; Zhang, X.; Zhang, Y.; Wang, X. Study on explosion suppression of coal dust with different particle size by shell powder and NaHCO3. Fuel 2021, 306, 121709. [Google Scholar] [CrossRef]
- Chang, P.-J.; Mogi, T.; Dobashi, R. An investigation on the dust explosion of micron and nano scale aluminium particles. J. Loss Prev. Process. Ind. 2021, 70, 104437. [Google Scholar] [CrossRef]
- Zhen, G.; Leuckel, W. Effects of ignitors and turbulence on dust explosions. J. Loss Prev. Process. Ind. 1997, 10, 317–324. [Google Scholar] [CrossRef]
- Serafín, J.; Bebčák, A.; Bernatík, A.; Lepík, P.; Mynarz, M.; Pitt, M. The influence of air flow on maximum explosion char-acteristics of dusteair mixtures. J. Loss Prev. Process Ind. 2013, 26, 209–214. [Google Scholar] [CrossRef]
- Field, P. Dust Explosions, 1st ed.; Elsevier Science: Amsterdam, The Netherlands, 1983; ISBN 0-444-40746-4. [Google Scholar]
- Eckhoff, R.K. Dust Explosions in the Process Industries, 3rd ed.; Gulf Professional Publishing: Houston, TX, USA, 2002; p. 744. ISBN 978-0-7506-7602-1. [Google Scholar]
- Ogle, R.A. Dust Explosion Dynamics; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar] [CrossRef]
- Janovsky, B.; Skrinsky, J.; Cupak, J.; Veres, J. Coal dust, Lycopodium and niacin used in hybrid mixtures with methane and hydrogen in 1 m3 and 20 l chambers. J. Loss Prev. Process. Ind. 2019, 62, 103945. [Google Scholar] [CrossRef]
- Xu, H.; Li, W.; Li, W.; Wang, Y. Experimental studies of explosion energy output with different igniter mass. Def. Technol. 2019, 15, 808–814. [Google Scholar] [CrossRef]
- Spitzer, S.; Askar, E.; Krietsch, A.; Schröder, V. Comparative study on standardized ignition sources used for explosion testing. J. Loss Prev. Process. Ind. 2021, 71, 104516. [Google Scholar] [CrossRef]
- Hailin, Z.; Xiangjun, L.; Hongquan, L. Influence of type of chemical ignitor on violence of maize starch and aluminium dust explosions in a closed 20-litre sphere. Fire Saf. J. 1988, 13, 181–183. [Google Scholar] [CrossRef]
- Gao, W.; Zhong, S.; Miao, N.; Liu, H. Effect of ignition on the explosion behavior of 1-Octadecanol/air mixtures. Powder Technol. 2013, 241, 105–114. [Google Scholar] [CrossRef]
- DI Benedetto, A.; Garcia-Agreda, A.; Russo, P.; Sanchirico, R. Combined Effect of Ignition Energy and Initial Turbulence on the Explosion Behavior of Lean Gas/Dust-Air Mixtures. Ind. Eng. Chem. Res. 2011, 51, 7663–7670. [Google Scholar] [CrossRef]
- Kuracina, R.; Szabová, Z.; Bachratý, M.; Mynarz, M.; Škvarka, M. A new 365-litre dust explosion chamber: Design and testing. Powder Technol. 2021, 386, 420–427. [Google Scholar] [CrossRef]
- Dufaud, O.; Traoré, M.; Perrin, L.; Chazelet, S.; Thomas, D. Experimental investigation and modelling of aluminum dusts explosions in the 20 L sphere. J. Loss Prev. Process. Ind. 2010, 23, 226–236. [Google Scholar] [CrossRef]
- Chemical Detonator with Electric Trigger. U.S. Patent Application Publication US 2016/0102957 A1, 14 April 2016.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concentration | Parameter | Igniter 1 <1 Year from Date of Manufacture | Igniter 2 2–3 Years from Date of Manufacture | Deviation δ % |
|---|---|---|---|---|
| Lycopodium clavatum, characteristic particle size 30–32 µm (365 L chamber) | ||||
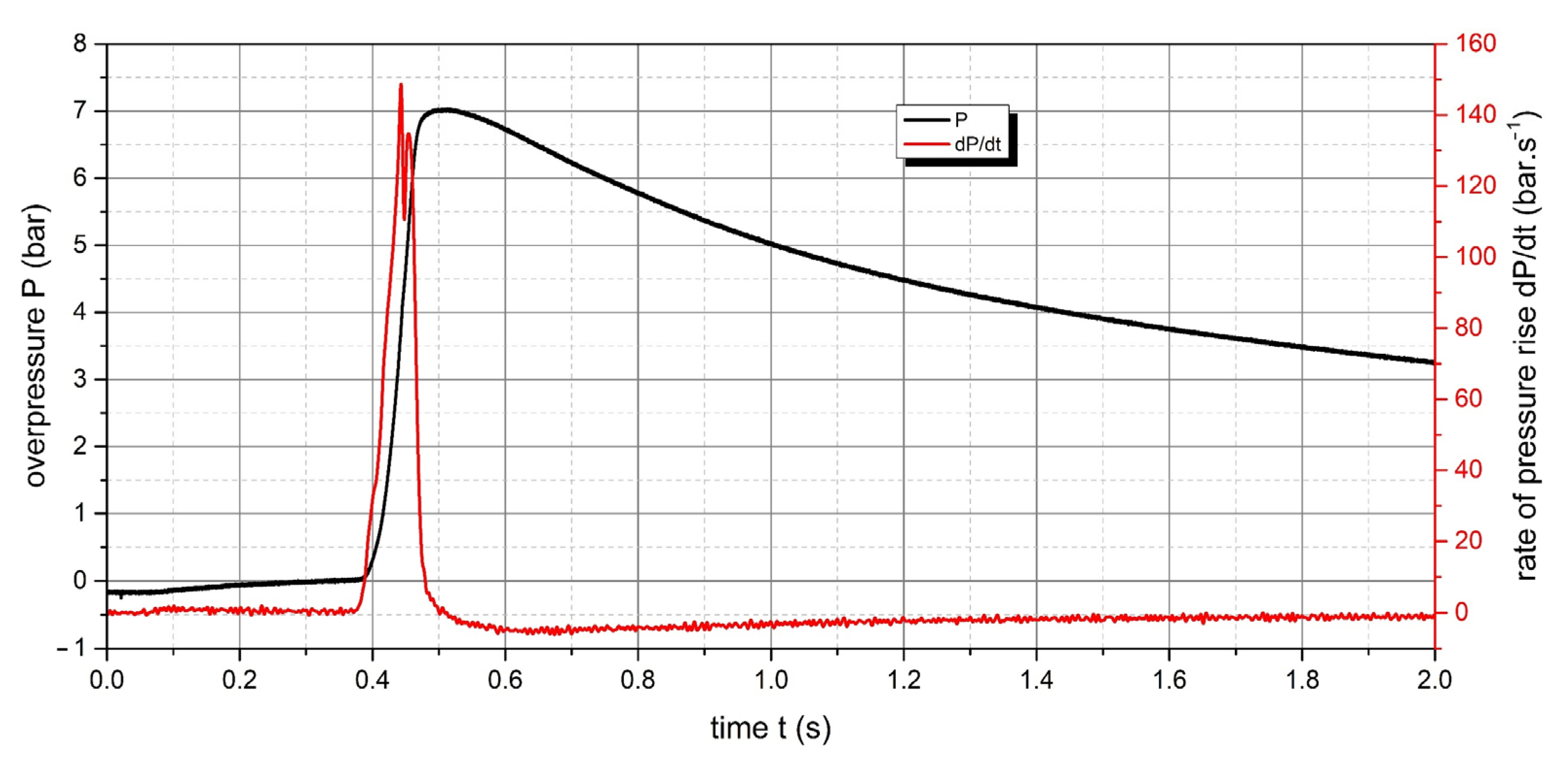
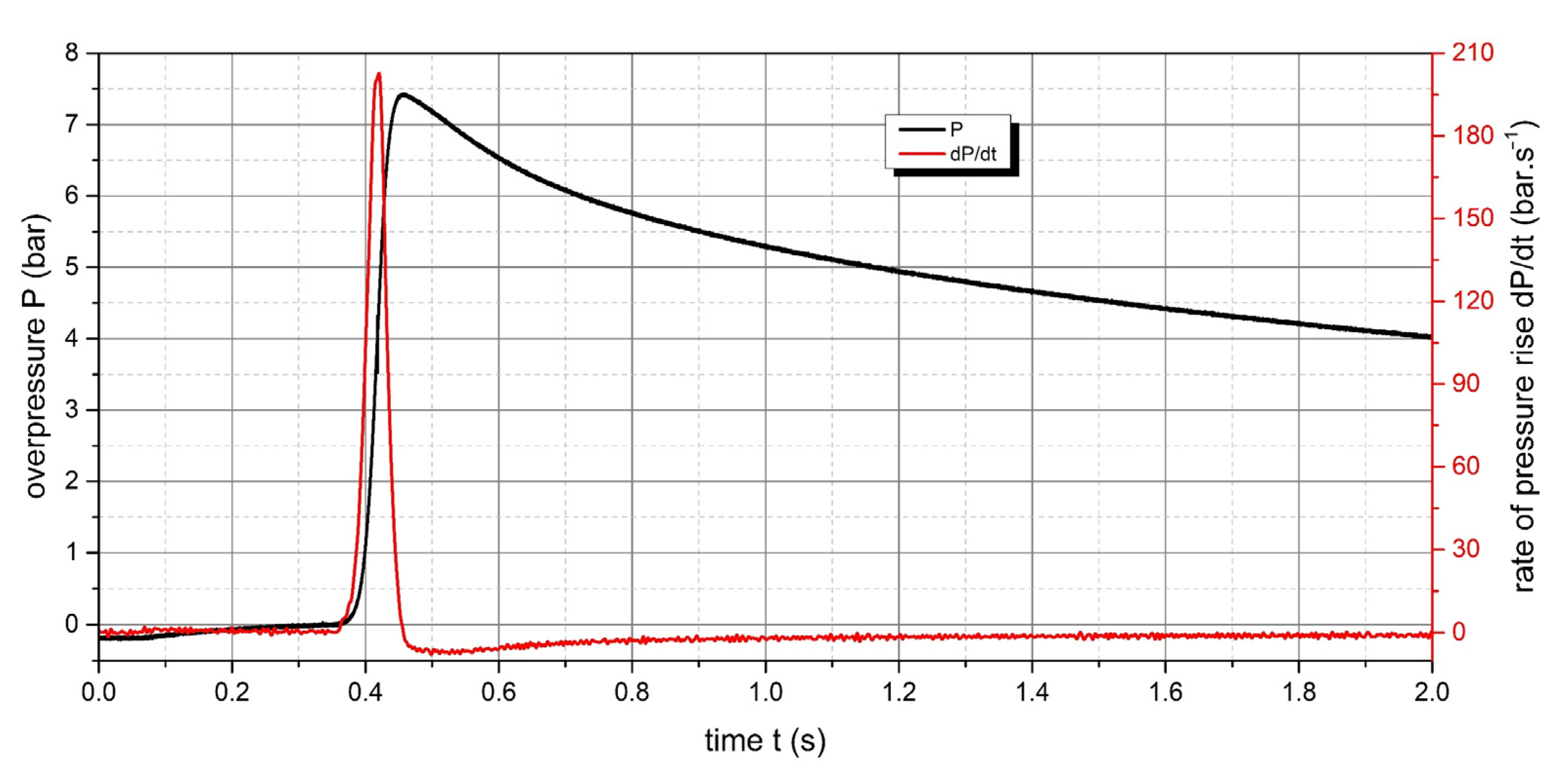
| 250 g·m−3 | Pmax,250 (bar) | 7.21 | 7.03 | −2.5 |
| (dP/dt)max, 250 | 182.7 | 148.6 | −18.7 | |
| Kst, 250 (bar·m·s−1) | 130.6 | 106.2 | ||
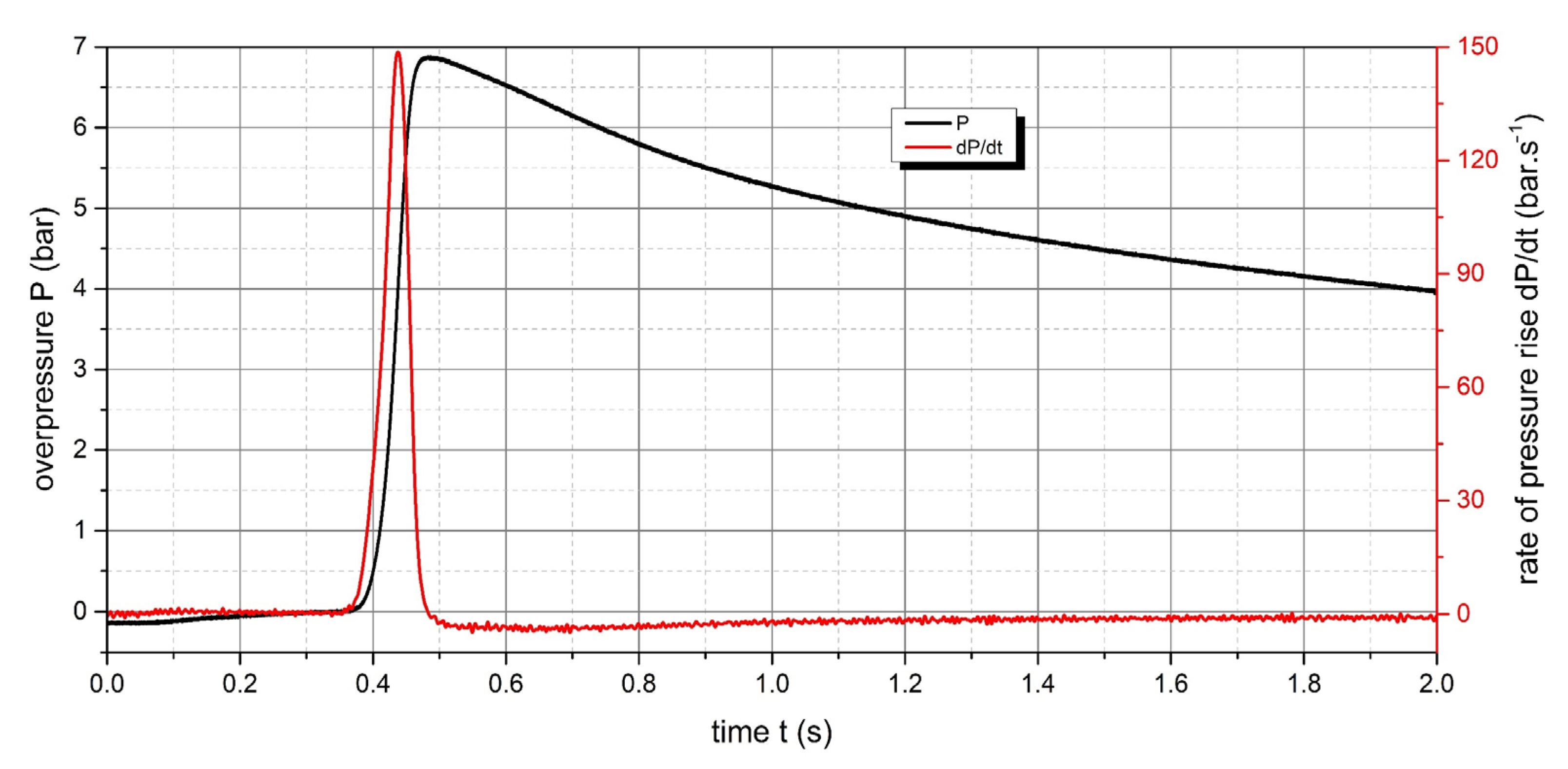
| 500 g·m−3 | Pmax, 500 (bar) | 7.43 | 6.88 | −7.4 |
| (dP/dt)max, 500 | 208.5 | 149.4 | −28.3 | |
| Kst, 500 (bar·m·s−1) | 149.0 | 106.8 | ||
| Magnesium powder < 45 µm (−325 mesh), median 33.1 µm (20 L chamber) | ||||
| 250 g·m−3 | Pmax, 250 (bar) | 6.2 | 6.0 | −3.2 |
| (dP/dt)max, 250 | 453 | 268 | −40.7 | |
| Kst, 250 (bar·m·s−1) | 123 | 73 | ||
| 500 g·m−3 | Pmax, 500 (bar) | 8.2 | 7.7 | −6.1 |
| (dP/dt)max, 500 | 519 | 409 | −21.3 | |
| Kst, 500 (bar·m·s−1) | 141 | 111 | ||
| Benzoic acid, median 48 µm (20 L chamber) | ||||
| 250 g·m−3 | Pmax, 250 (bar) | 7.2 | 6.8 | −5.6 |
| (dP/dt)max, 250 | 719 | 578 | −19.5 | |
| Kst, 250 (bar·m·s−1) | 195 | 157 | ||
| 500 g·m−3 | Pmax, 500 (bar) | 7.6 | 7.4 | −2.6 |
| (dP/dt)max, 500 | 980 | 939 | −4.1 | |
| Kst, 500 (bar·m·s−1) | 266 | 255 | ||
| 750 g.m−3 | Pmax, 750 (bar) | 7.2 | 7.2 | 0.00 |
| (dP/dt)max, 750 | 982 | 960 | −2.2 | |
| Kst, 750 (bar·m·s−1) | 267 | 261 | ||
| 1000 g·m−3 | Pmax, 1000 (bar) | 6.6 | 6.6 | 0.00 |
| (dP/dt)max, 1000 | 821 | 789 | −3.9 | |
| Kst, 1000 (bar·m·s−1) | 223 | 214 | ||
| (dP/dt)max bar·s−1 | Maximal Relative Deviation % |
|---|---|
| <50 | ±30 |
| 50–100 | ±20 |
| 100–200 | ±12 |
| >200 | ±10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szabová, Z.; Kuracina, R.; Sahul, M.; Mynarz, M.; Lepík, P.; Kosár, L. Influence of the Pyrotechnic Igniter Composition Aging on Explosion Parameters of Dispersed Dusts. Appl. Sci. 2021, 11, 10728. https://doi.org/10.3390/app112210728
Szabová Z, Kuracina R, Sahul M, Mynarz M, Lepík P, Kosár L. Influence of the Pyrotechnic Igniter Composition Aging on Explosion Parameters of Dispersed Dusts. Applied Sciences. 2021; 11(22):10728. https://doi.org/10.3390/app112210728
Chicago/Turabian StyleSzabová, Zuzana, Richard Kuracina, Martin Sahul, Miroslav Mynarz, Petr Lepík, and László Kosár. 2021. "Influence of the Pyrotechnic Igniter Composition Aging on Explosion Parameters of Dispersed Dusts" Applied Sciences 11, no. 22: 10728. https://doi.org/10.3390/app112210728
APA StyleSzabová, Z., Kuracina, R., Sahul, M., Mynarz, M., Lepík, P., & Kosár, L. (2021). Influence of the Pyrotechnic Igniter Composition Aging on Explosion Parameters of Dispersed Dusts. Applied Sciences, 11(22), 10728. https://doi.org/10.3390/app112210728