
Experimental Study and Simulation of the Stress Relaxation Characteristics of Machine-Harvested Seed Cotton

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Test Materials and Devices
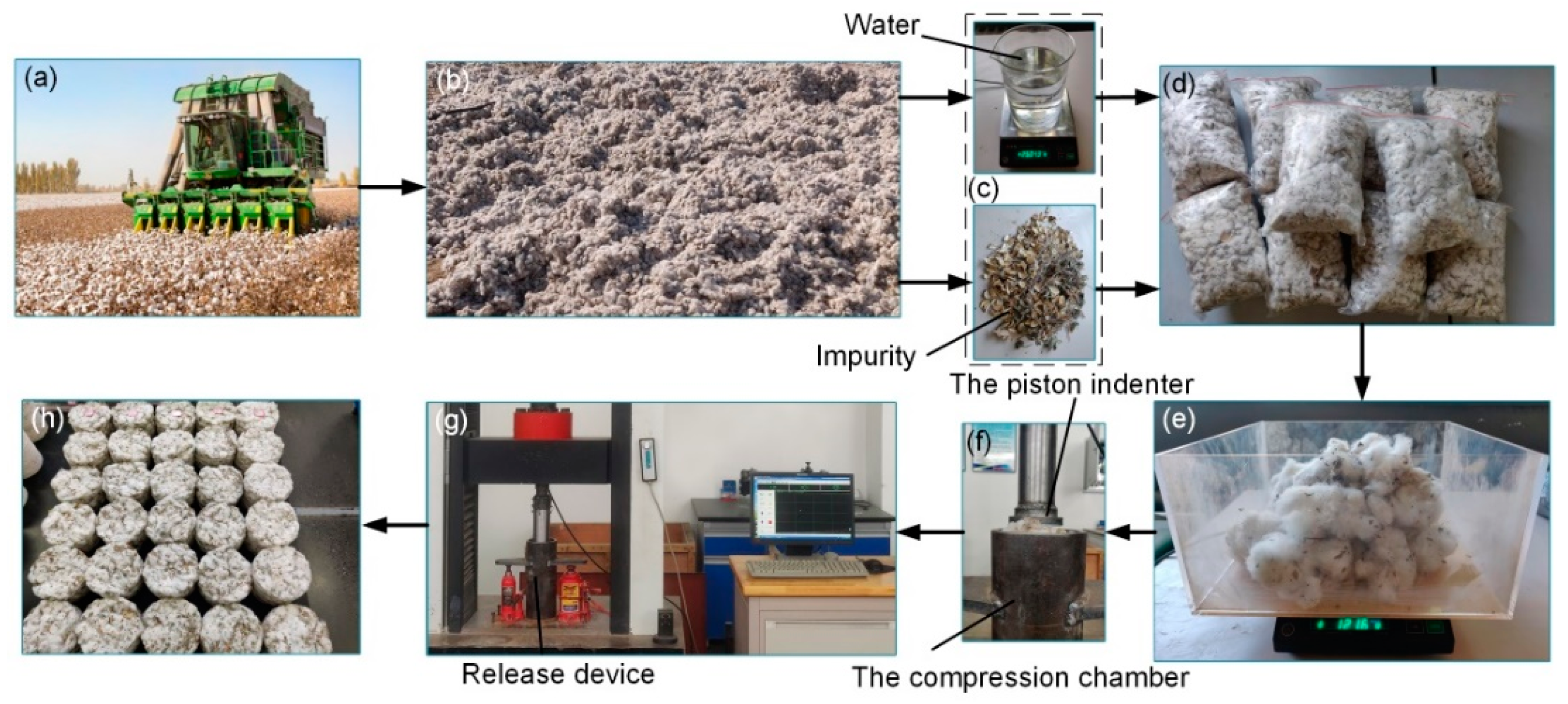
2.2. Experimental Method
2.2.1. Experimental Factors
2.2.2. Specimen Preparation
2.2.3. Compression Data Acquisition of Machine-Harvested Seed Cotton
3. Results and Discussion
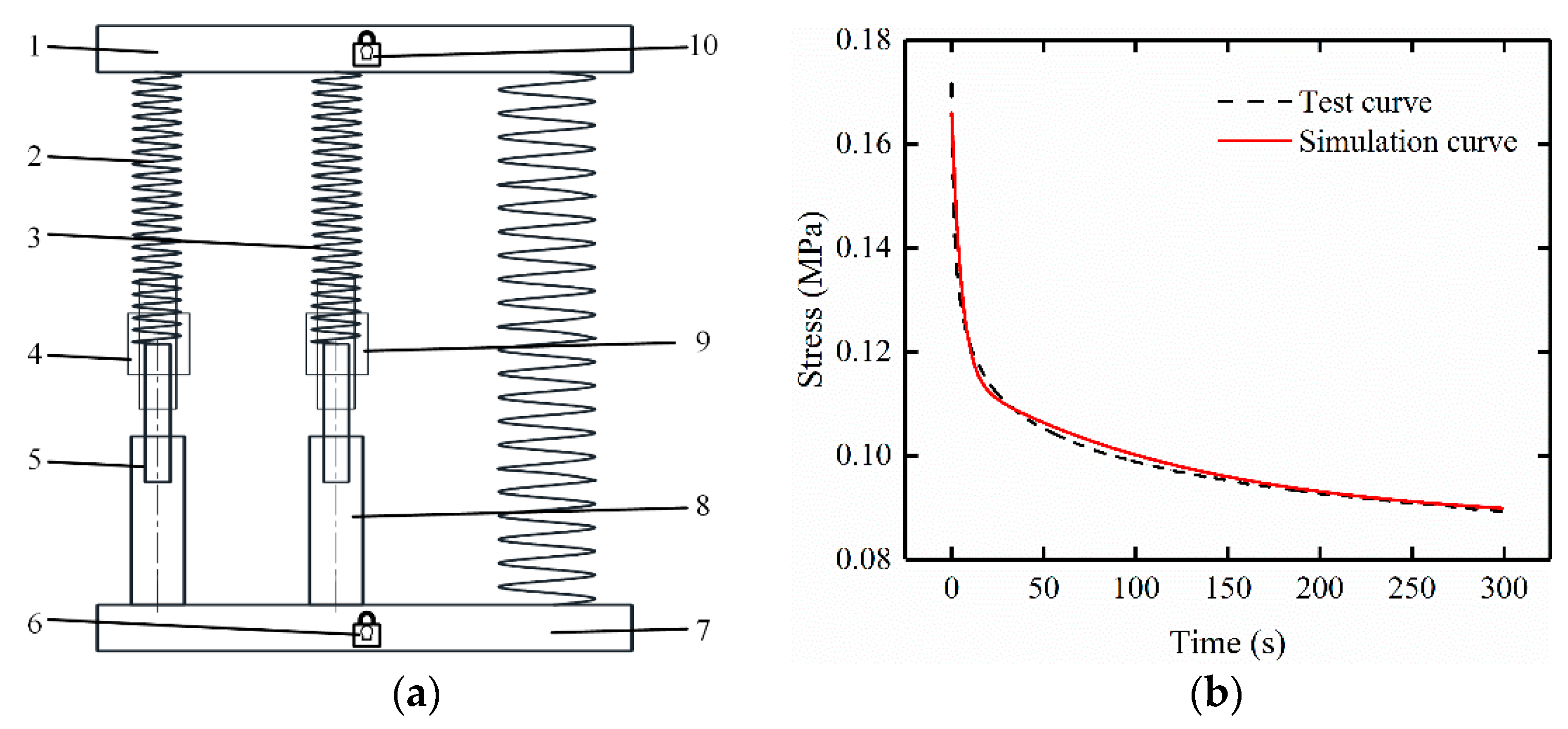
3.1. Stress Relaxation Model for the Compression of Machine-Harvested Seed Cotton
3.2. Stress Relaxation Characteristics of Machine-Harvested Seed Cotton
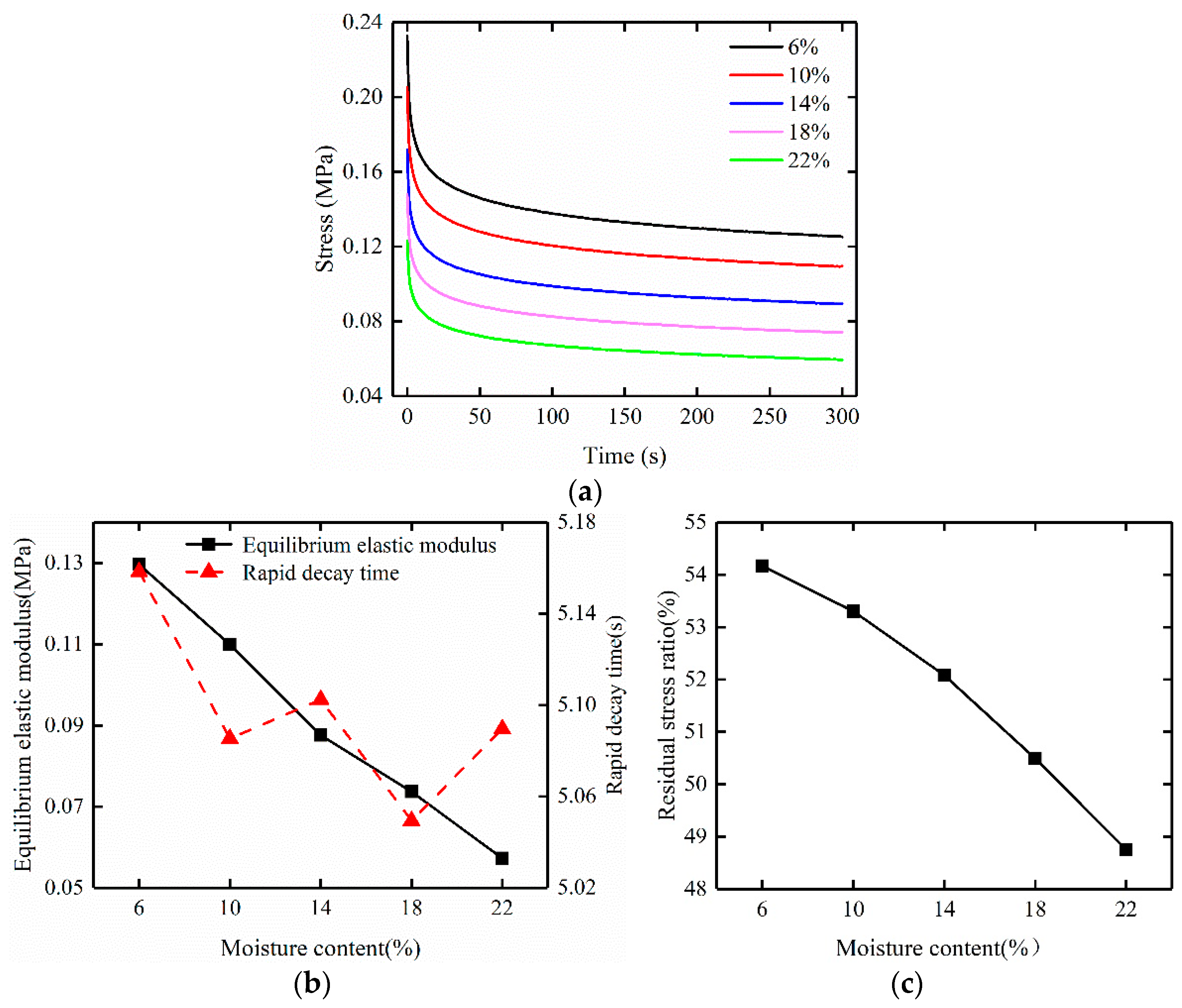
3.2.1. Effect of Moisture Content on Stress Relaxation Characteristics
3.2.2. Effect of Trash Content on Stress Relaxation Characteristics
3.2.3. Effect of Compression Density on Stress Relaxation Characteristics
3.2.4. Effect of Section Size on Stress Relaxation Characteristics
4. Virtual Simulation of Stress Relaxation of Machine-Harvested Seed Cotton
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Muzyczek, M. The use of flax and hemp for textile applications. In Handbook of Natural Fibres; Woodhead Publishing: Cambridge, UK, 2012; Volume 2, pp. 312–328. [Google Scholar]
- Wang, L.; Wen, Y. Problems in Cotton Planting Varieties and the Countermeasures in Xinjiang. China Cotton 2015, 42, 4–8. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, M.; Liang, F.; Tian, J.; Zhang, W. Photosynthates competition within the boll–leaf system is alleviated with the improvement of photosynthetic performance during the succession of Xinjiang cotton cultivars. Ind. Crops Prod. 2020, 160, 113121–113127. [Google Scholar] [CrossRef]
- Lu, X.R.; Jia, X.Y.; Niu, J.H. The Present Situation and Prospects of Cotton Industry Development in China. Sci. Agric. Sin. 2018, 51, 26–36. [Google Scholar] [CrossRef]
- Meng, Y.; Song, J.; Lan, Y.; Mei, G.; Han, Y. Harvest aids efficacy applied by unmanned aerial vehicles on cotton crop. Ind. Crops Prod. 2019, 140, 111645–111654. [Google Scholar] [CrossRef]
- Zhang, L.; Zhou, X.; Jiang, Z.C.; Jiang, Y.X.; Liu, X.F. Research on the current situation and development of full mechanization of cotton. Hebei Farm. Mach. 2021, 9, 26–27. [Google Scholar] [CrossRef]
- Zou, Z.H. A brief discussion on the development of machine picking cotton in Xinjiang corps. China Fiber Insp. 2020, 5, 33. [Google Scholar]
- Chen, X.G.; Wen, H.J.; Zhang, W.R.; Pan, F.C.; Zhao, Y. Advances and progress of agricultural machinery and sensing technology fusion. Smart. Agric. 2020, 2, 1–16. [Google Scholar]
- Van der Sluijs, M.H.; Long, R.L.; Bange, M.P. Comparing cotton fiber quality from conventional and round module harvesting methods. Text. Res. J. 2015, 85, 987–997. [Google Scholar] [CrossRef]
- Wang, L.L.; Guo, J.; Sun, F.X.; Gao, A.D.; Shao, Y.W. Introduction of airborne baler for self-propelled domestic cotton picker. Xinjiang Farm Res. Sci. Technol. 2015, 38, 36–37. [Google Scholar] [CrossRef]
- Li, J.X.; Liu, J.M. Storage and processing of machine-picked cotton (I). China Cotton Process. 2011, 3, 36–38. [Google Scholar] [CrossRef]
- Wang, R.L.; Wei, K.F.; Liu, Y.; Chen, Z.Y.; Ma, F.; Liu, D.J. Optimization of process parameters for multi-frequency rapid compression molding of corn stalk silk used for forage. Trans. Chin. Soc. Agric. Eng. 2016, 32, 277–281. [Google Scholar] [CrossRef]
- Zhang, J.; Tian, L.; Ji, C.; Wu, J. Study status of agricultural materials compressing technology. J. Chin. Agric. Mech. 2019, 40, 93–102. [Google Scholar] [CrossRef]
- Wang, Z.C. A comparison of US and Soviet cotton compression property equations. China Cotton Process. 1994, 3, 26–27. [Google Scholar]
- Jing, H.; YU, W.D. Estimation of fiber orientation and length distribution in cashmere fibrous assemblies. Text. Res. J. 2019, 89, 1084–1093. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, H.; Zhang, Y.Q.; Chen, X.C.; Liu, W.L. Research on compressive force transmission properties and densities-mechanical properties model of cotton fiber assembly. J. Text. Res. 2016, 37, 19–25. [Google Scholar] [CrossRef]
- Li, Y.; Li, J.; Wu, B.; Hu, S.M.; Chen, X.C. Analysis and research on the principle of compressive force transmission of cotton fiber assembly. Shanghai Text. Sci. Technol. 2019, 47, 8–11. [Google Scholar]
- Kelly, P.A. A viscoelastic model for the compaction of fibrous materials. J. Text. Inst. Proc. Abstr. 2011, 102, 689–699. [Google Scholar] [CrossRef]
- Xu, M.J.; Chen, X.C.; Wang, J.; Li, Y. Finite element analysis modeling research on the compression process of cotton fiber assembly. Text. Res. J. 2020, 90, 1414–1427. [Google Scholar] [CrossRef]
- Hardin, R.; Searcy, S. Viscoelastic properties of seed cotton. Trans. ASABE 2008, 51, 803–810. [Google Scholar] [CrossRef]
- Hardin, R.; Searcy, S. Modeling of seed cotton viscoelastic properties. Trans. ASABE 2009, 52, 707–714. [Google Scholar] [CrossRef]
- Hardin, R. Viscoelastic Properties of Seed Cotton and Their Effect on Module Shape and Density. Master’s Thesis, Texas A & M University, College Station, TX, USA, August 2004. [Google Scholar]
- Kong, F.T.; Wu, T.; Chen, C.L.; Sun, Y.F.; Xie, Q.; Shi, L. Mechanical properties and construction of constitutive model for compression and stress relaxation of seed cotton. Trans. Chin. Soc. Agric. Eng. 2021, 37, 53–60. [Google Scholar] [CrossRef]
- Kong, F.T.; Shi, L.; Zhang, Y.T.; Chen, C.L.; Sun, Y.F.; Xie, Q.; Huang, M.S. Simulation and Analysis on Compression Effect of Screw Conveyor in the Hopper on Seed Cotton. J. Agric. Mech. Res. 2017, 39, 77–81. [Google Scholar]
- Husin, N.A.B. Impact of Seed Cotton Compression on Cottonseed Quality. Master’s Thesis, Texas A & M University, College Station, TX, USA, May 2016. [Google Scholar]
- Du, X.X.; Wang, C.G.; Guo, W.B.; Wang, H.B.; Jin, M.; Liu, X.D.; Li, J. Stress Relaxation Characteristics and Influencing Factors of Sweet Sorghum: Experimental Study. BioResources 2018, 13, 8761–8774. [Google Scholar] [CrossRef]
- Jia, H.L.; Chen, T.Y.; Zhang, S.W.; Sun, X.M.; Yuan, H.F. Effects of pressure maintenance and strain maintenance during compression on subsequent dimensional stability and density after relaxation of blocks of chopped corn straw. BioResources 2020, 15, 3717–3736. [Google Scholar] [CrossRef]
- Chen, T.Y.; Jia, H.L.; Li, M.W.; Zhao, J.L.; Deng, J.Y.; Fu, J.; Yuan, H.F. Mechanism of restraining maize stalk block springback under pressure maintenance/strain maintenance. Trans. Chin. Soc. Agric. Eng. 2021, 37, 51–58. [Google Scholar] [CrossRef]
- Kemmerer, B.; Liu, J. Effect of Harvesting Time and Moisture Content on Energy Consumption of Compressing Switchgrass. Am. J. Plant Sci. 2014, 5, 3241–3249. [Google Scholar] [CrossRef][Green Version]
- Talebi, S.; Tabil, L.; Opoku, A.; Shaw, M. Compression and relaxation properties of timothy hay. Int. J. Agric. Biol. Eng. 2011, 4, 69–78. [Google Scholar] [CrossRef]
- Guo, L.; Wang, D.; Tabil, L.G.; Wang, G. Compression and relaxation properties of selected biomass for briquetting. Biosyst. Eng. 2016, 148, 101–110. [Google Scholar] [CrossRef]
- Faborode, M.O.; Callaghan, J.R.O. A rheological model for the compaction of fibrous agricultural materials. J. Agric. Eng. Res. 1989, 42, 165–178. [Google Scholar] [CrossRef]
- Stelte, W.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J.; Henriksen, U.B. Fuel pellets from biomass: The importance of the pelletizing pressure and its dependency on the processing conditions. Fuel 2011, 90, 3285–3290. [Google Scholar] [CrossRef]
- Lei, J.L.; Wang, D.F.; Zhang, Q.C.; Yang, X.; Li, L.Q.; Li, C. Experiment on stress relaxation characteristics of intact rice straw during rotary compression. Trans. Chin. Soc. Agric. Eng. 2016, 32, 88–94. [Google Scholar] [CrossRef]
- Wang, C.G. Stress Relaxation Time of Hay and Its Application. Trans. Chin. Soc. Agric. Mach. 2007, 38, 65–67. [Google Scholar] [CrossRef]
- Yang, M.S.; Du, J.M.; Li, X.Y.; Yang, G.H. An Experimental Study of Fresh Herbage Material Stress Relaxation in the Process of Compression. J. Agric. Mech. Res. 2006, 2, 100–103. [Google Scholar] [CrossRef]
- Perrino, E.V.; Wagensommer, R.P. Crop Wild Relatives (CWR) Priority in Italy: Distribution, Ecology, In Situ and Ex Situ Conservation and Expected Actions. Sustainability 2021, 13, 1682. [Google Scholar] [CrossRef]
- Chen, T.G.; Zhang, H.W.; Wang, L.; Zhang, L.C.; Wang, J.; Li, J.X.; Gu, Y.Q. Optimization and experiments of picking head transmission system of horizontal spindle type cotton picker. Trans. Chin. Soc. Agric. Eng. 2020, 36, 18–26. [Google Scholar] [CrossRef]
- Zhang, L.C.; Zhang, H.W.; Wang, L.; Fu, X.Q.; Chen, T.G.; Wang, J.; Gu, Y.Q. Influence of different boll shell physical parameters on mechanical properties of machine-harvested cottons. Trans. Chin. Soc. Agric. Eng. 2020, 36, 30–37. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, H.W.; Yang, T. Batt and fibber’s detaching force during cotton harvest-time. J. Shihezi Univ. Nat. Sci. 2011, 29, 633–636. [Google Scholar] [CrossRef]
- Du, X.X.; Guo, W.B.; Wang, C.G.; Wang, H.B.; Jin, M.; Liu, X.D.; Li, J. Stress relaxation characteristics and parameters optimization of feed sweet sorghum. J. China Agric. Univ. 2019, 24, 123–131. [Google Scholar] [CrossRef]
- Sheng, K.C.; Qian, X.Q.; Wu, J. Experimental studies on compressing chopped cotton stalks to high densities. J. Zhejiang Univ. Agric. Life Sci. 2003, 29, 139–142. [Google Scholar] [CrossRef]
- Lehtikangas, P. Storage effects on pelletised sawdust, logging residues and bark. Biomass Bioenergy 2000, 19, 287–293. [Google Scholar] [CrossRef]
- Tian, L.; Ji, C.; Chen, X.G.; Wu, J. Parameter optimization of compression moulding of farmland residue film. J. China Agric. Univ. 2019, 24, 139–146. [Google Scholar] [CrossRef]
- Li, X.Y.; Yang, M.S.; Lu, G.C.; Kang, W.B.; Ding, H.Q. Transfer rule of compression and springback stress in compression process of alfalfa. Trans. Chin. Soc. Agric. Eng. 2014, 16, 61–67. [Google Scholar] [CrossRef]
- Wang, C.G.; Tan, L.D. Study on a Virtual Prototype Based Hay Highly Compressing Process. Trans. Chin. Soc. Agric. Mach. 2005, 36, 99–101. [Google Scholar] [CrossRef]
- Guo, W.B. Study on Correlation between the Starch Content of Potato and Its Mechanical Rheological Characteristics. Ph.D. Thesis, Inner Mongolia Agricultural University, Hohhot, China, June 2009. [Google Scholar]
- Xie, J.H.; Zhang, X.K.; Zhang, F.W.; Zhang, T.; Dai, F.; Song, X.F. Stress Relaxation Properties Test and Virtual Prototype Simulation for Fresh Jujube. J. China Agric. Univ. 2017, 22, 144–150. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Levels | Compression Density (kg·m−3) | Moisture Content (%) | Trash Content (%) | Cross-Sectional Dimension (mm) |
|---|---|---|---|---|
| 1 | 200 | 6 | 8 | 100 |
| 2 | 250 | 10 | 10 | 150 |
| 3 | 300 | 14 | 12 | 200 |
| 4 | 350 | 18 | 14 | |
| 5 | 400 | 22 | 16 |
| Factors | Levels | E1 (MPa) | E2 (MPa) | Ee (MPa) | ŋ1 (MPa·s) | ŋ2 (MPa·s) | T1 (s) | T2 (s) | ε (%) | R2 |
|---|---|---|---|---|---|---|---|---|---|---|
| Moisture content (%) | 6 | 0.0735 | 0.0378 | 0.1296 | 0.379 | 3.795 | 5.158 | 100.410 | 54.168 | 0.999 |
| 10 | 0.0602 | 0.0317 | 0.1099 | 0.306 | 3.222 | 5.085 | 101.646 | 53.302 | 0.999 | |
| 14 | 0.0544 | 0.0284 | 0.0876 | 0.278 | 2.831 | 5.102 | 99.669 | 52.085 | 0.999 | |
| 18 | 0.0486 | 0.0249 | 0.0737 | 0.245 | 2.475 | 5.049 | 99.392 | 50.489 | 0.999 | |
| 22 | 0.0395 | 0.0219 | 0.0573 | 0.201 | 2.205 | 5.090 | 100.694 | 48.748 | 0.999 | |
| Trash content (%) | 8 | 0.0691 | 0.0352 | 0.1843 | 0.348 | 3.546 | 5.031 | 100.735 | 64.173 | 0.999 |
| 10 | 0.0696 | 0.0345 | 0.2049 | 0.343 | 3.446 | 4.934 | 99.884 | 66.578 | 0.999 | |
| 12 | 0.0844 | 0.0423 | 0.2055 | 0.412 | 4.231 | 4.884 | 100.035 | 62.207 | 0.999 | |
| 14 | 0.0919 | 0.0458 | 0.2187 | 0.451 | 4.604 | 4.912 | 100.524 | 61.810 | 0.999 | |
| 16 | 0.0868 | 0.0431 | 0.2331 | 0.431 | 4.334 | 4.966 | 100.562 | 64.526 | 0.999 | |
| Compression density (kg·m−3) | 200 | 0.0073 | 0.0057 | 0.0396 | 0.045 | 0.631 | 6.202 | 110.678 | 75.684 | 0.997 |
| 250 | 0.0229 | 0.0165 | 0.0904 | 0.134 | 1.763 | 5.843 | 106.820 | 70.067 | 0.999 | |
| 300 | 0.0634 | 0.0326 | 0.1791 | 0.315 | 3.278 | 4.966 | 100.541 | 65.457 | 0.999 | |
| 350 | 0.1528 | 0.0718 | 0.3887 | 0.738 | 7.073 | 4.830 | 98.511 | 63.651 | 0.999 | |
| 400 | 0.3416 | 0.1528 | 0.7737 | 1.590 | 14.995 | 4.655 | 98.134 | 61.326 | 0.999 | |
| Cross-sectional dimensions (mm) | 100 | 0.0394 | 0.0212 | 0.1238 | 0.204 | 2.168 | 5.179 | 102.282 | 67.511 | 0.999 |
| 150 | 0.0334 | 0.0184 | 0.1046 | 0.173 | 1.822 | 5.167 | 99.032 | 67.106 | 0.999 | |
| 200 | 0.0299 | 0.0160 | 0.0929 | 0.151 | 1.624 | 5.051 | 101.477 | 67.243 | 0.999 |
| Items | E1 | E2 | Ee | ŋ1 | ŋ2 | T1 | T2 | ε |
|---|---|---|---|---|---|---|---|---|
| Moisture content | −0.979 ** | −0.981 ** | −0.992 ** | −0.981 ** | −0.978 ** | −0.672 ** | −0.332 | −0.899 ** |
| Trash content | 0.703 ** | 0.662 ** | 0.949 ** | 0.687 ** | 0.647 ** | −0.316 | 0.035 | −0.175 |
| Compression density | 0.913 ** | 0.920 ** | 0.929 ** | 0.918 ** | 0.920 ** | −0.825 * | −0.579 * | −0.971 ** |
| Cross-sectional dimensions | −0.692 * | −0.897 ** | −0.895 ** | −0.817 ** | −0.887 ** | −0.197 | −0.194 | −0.075 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Zhang, H.; Wang, L.; Wei, X.; Wang, M.; Gu, Y.; Cai, Y. Experimental Study and Simulation of the Stress Relaxation Characteristics of Machine-Harvested Seed Cotton. Appl. Sci. 2021, 11, 9959. https://doi.org/10.3390/app11219959
Wang J, Zhang H, Wang L, Wei X, Wang M, Gu Y, Cai Y. Experimental Study and Simulation of the Stress Relaxation Characteristics of Machine-Harvested Seed Cotton. Applied Sciences. 2021; 11(21):9959. https://doi.org/10.3390/app11219959
Chicago/Turabian StyleWang, Jun, Hongwen Zhang, Lei Wang, Ximei Wei, Meng Wang, Yanqing Gu, and Yunxiao Cai. 2021. "Experimental Study and Simulation of the Stress Relaxation Characteristics of Machine-Harvested Seed Cotton" Applied Sciences 11, no. 21: 9959. https://doi.org/10.3390/app11219959
APA StyleWang, J., Zhang, H., Wang, L., Wei, X., Wang, M., Gu, Y., & Cai, Y. (2021). Experimental Study and Simulation of the Stress Relaxation Characteristics of Machine-Harvested Seed Cotton. Applied Sciences, 11(21), 9959. https://doi.org/10.3390/app11219959