
Internet of Nonthermal Food Processing Technologies (IoNTP): Food Industry 4.0 and Sustainability






Abstract
1. Introduction
Literature Review
2. Principles of Industry 4.0
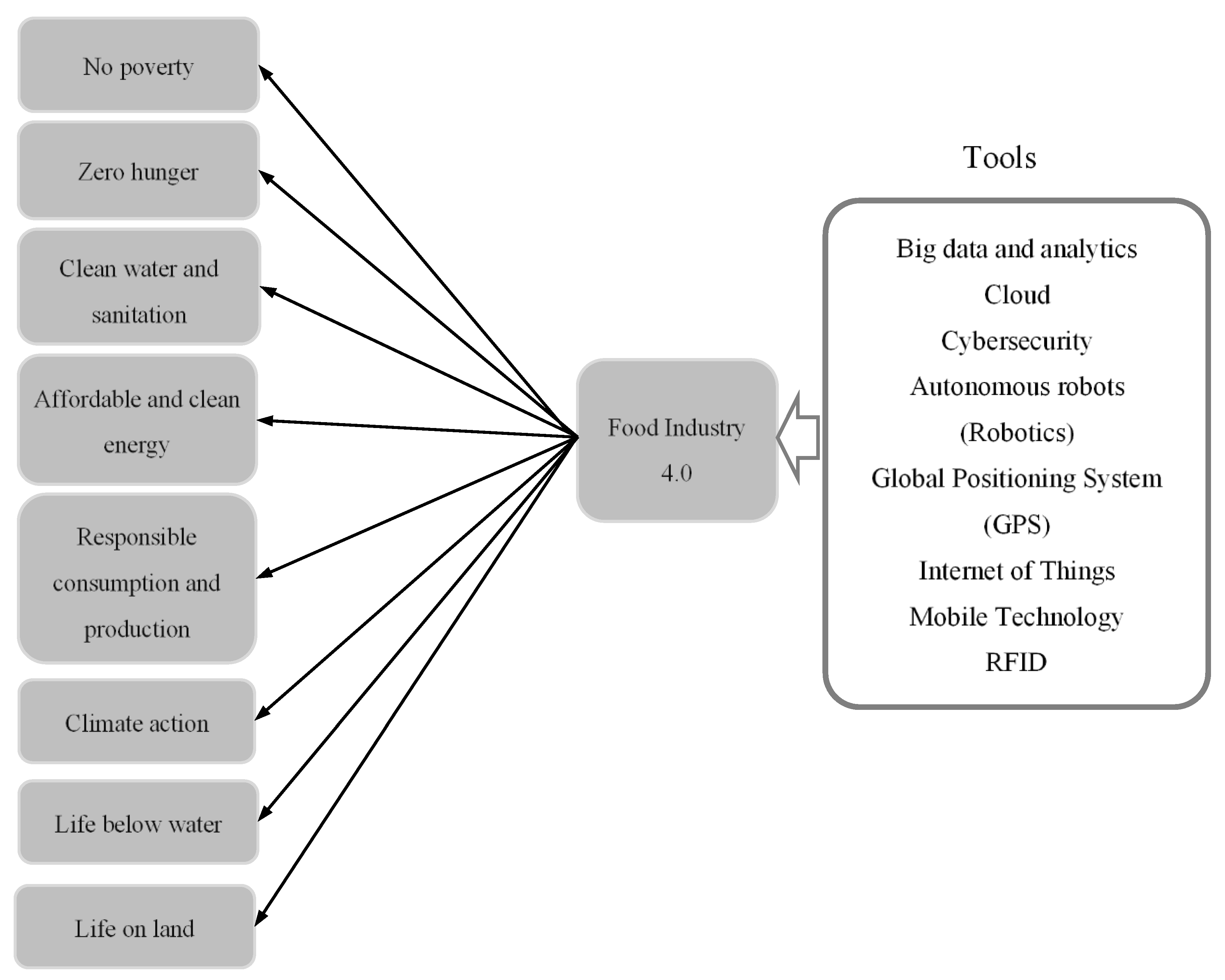
2.1. Food Industry 4.0: Principles
2.2. Use of New Methods for Harvesting, Preservation, Transformation, and Extraction
3. Tools-Industry 4.0
3.1. Artificial Intelligence (AI)
3.2. Industry of Things (IoT) and Industrial Internet of Things (IIoT)
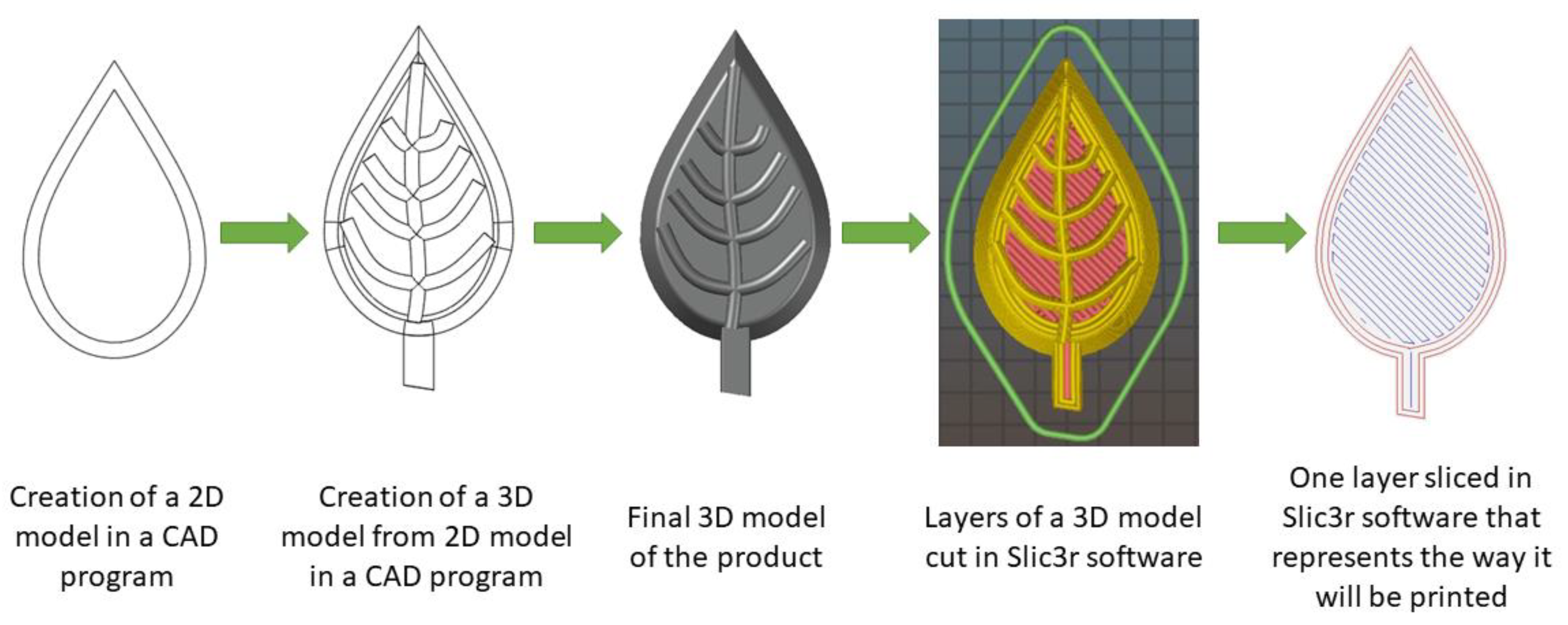
3.3. Additive Technologies
3.3.1. D Food Printing Methods
Extrusion-Based Printing
Selective Sintering Printing
Binder Jetting
Inkjet Printing
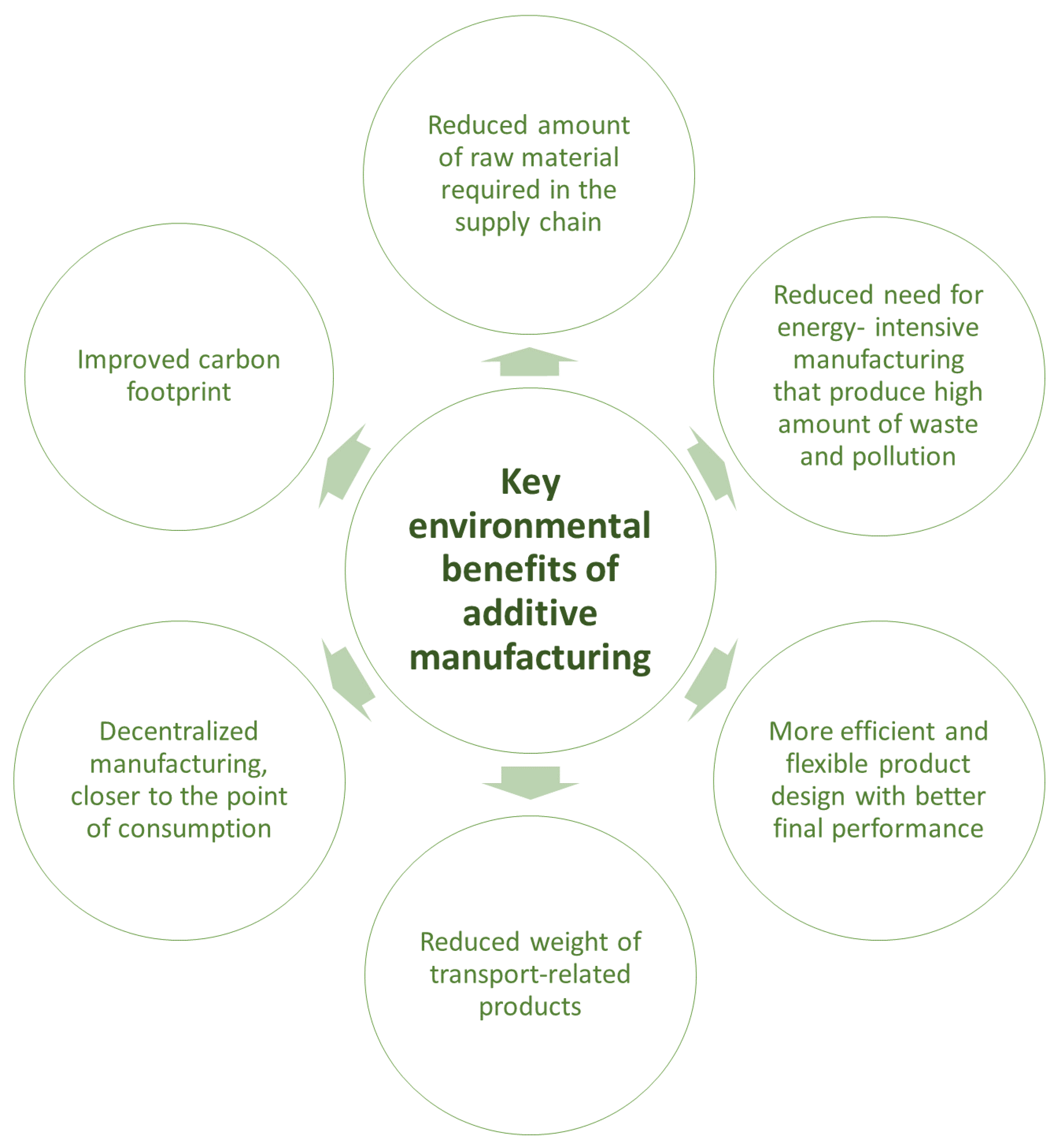
3.3.2. Sustainability of Additive Manufacturing
3.4. Big Data
3.5. Smart Sensors
3.6. Smart Factories
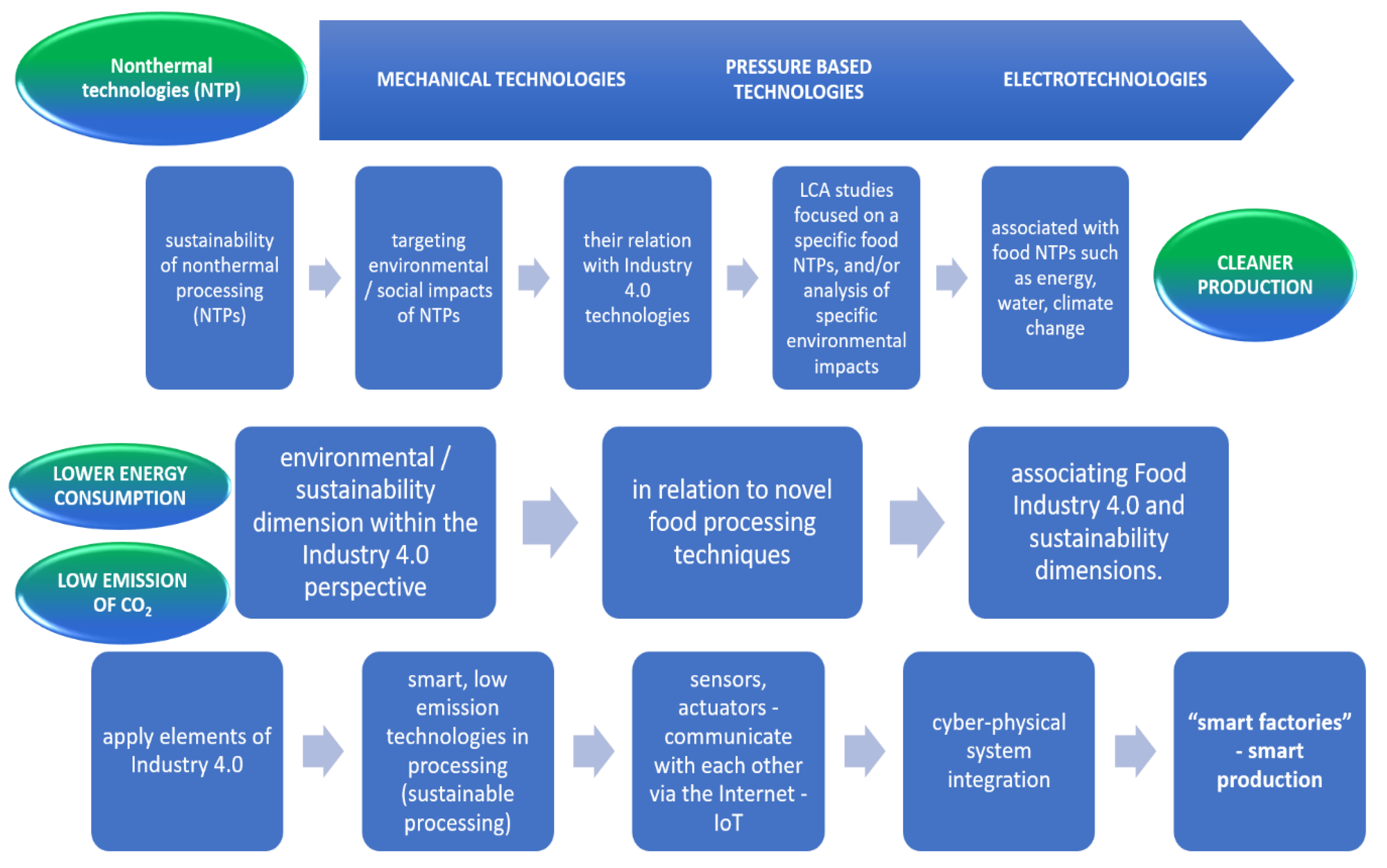
4. Sustainability of NTPs in Industry 4.0
5. Conclusions and Future Trends
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Picart-Palmade, L.; Cunault, C.; Chevalier-Lucia, D.; Belleville, M.P.; Marchesseau, S. Potentialities and limits of some non-thermal technologies to improve sustainability of food processing. Front. Nutr. 2019, 5, 130. [Google Scholar] [CrossRef]
- Stasiulaitiene, I.; Martuzevicius, D.; Abromaitis, V.; Tichonovas, M.; Baltrusaitis, J.; Brandenburg, R.; Pawelec, A.; Schwock, A. Comparative life cycle assessment of plasma-based and traditional exhaust gas treatment technologies. J. Clean. Prod. 2016, 112, 1804–1812. [Google Scholar] [CrossRef]
- Cacace, F.; Bottani, E.; Rizzi, A.; Vignali, G. Evaluation of the economic and environmental sustainability of high pressure processing of foods. Innov. Food Sci. Emerg. Technol. 2020, 60. [Google Scholar] [CrossRef]
- Djekic, I.; Pojić, M.; Tonda, A.; Putnik, P.; Bursać Kovačević, D.; Režek-Jambrak, A.; Tomasevic, I. Scientific Challenges in Performing Life-Cycle Assessment in the Food Supply Chain. Foods 2019, 8, 301. [Google Scholar] [CrossRef] [PubMed]
- Jambrak, A.R.; Donsì, F.; Paniwnyk, L.; Djekic, I. Impact of Novel Nonthermal Processing on Food Quality: Sustainability, Modelling, and Negative Aspects. J. Food Qual. 2019, 2019, 2171375. [Google Scholar] [CrossRef]
- Wang, L. Energy efficiency technologies for sustainable food processing. Energy Effic. 2014, 7, 791–810. [Google Scholar] [CrossRef]
- von der Gracht, H.A. Consensus measurement in Delphi studies. Review and implications for future quality assurance. Technol. Forecast. Soc. Chang. 2012, 79, 1525–1536. [Google Scholar] [CrossRef]
- Santos, J.; Muñoz-Villamizar, A.; Ormazábal, M.; Viles, E. Using problem-oriented monitoring to simultaneously improve productivity and environmental performance in manufacturing companies. Int. J. Comput. Integr. Manuf. 2019, 32, 183–193. [Google Scholar] [CrossRef]
- FAO. E FAO Regional Conference for Asia and the Pacific Bytes to Sustain Our Bites: Leveraging Digital Agriculture For Sustainable Development Goals (SDGs). In Proceedings of the FAO Regional Conference for Asia and the Pacific, APRC/20/9, Thimphu, Bhutan, 1–4 September 2020. [Google Scholar]
- Ras, E.; Wild, F.; Stahl, C.; Baudet, A. Bridging the skills gap of workers in industry 4.0 by human performance augmentation tools—Challenges and roadmap. In Proceedings of the 10th International Conference on PErvasive Technologies Related to Assistive Environments, Island of Rhodes, Greece, 21–23 June 2017; Volume Part F128530, pp. 428–432. [Google Scholar]
- Gusmão Caiado, R.G.; Leal Filho, W.; Quelhas, O.L.G.; Luiz de Mattos Nascimento, D.; Ávila, L.V. A literature-based review on potentials and constraints in the implementation of the sustainable development goals. J. Clean. Prod. 2018, 198, 1276–1288. [Google Scholar] [CrossRef]
- ISO. ISO 14040:2006 Environmental Management—Life Cycleassessment—Principles and Framework; Technical Committee: ISO/TC 207/SC 5 Life Cycle Assessment: ICS: 13.020.10 Environmental Management 13.020.60 Product Life-Cycles; ISO: Geneva, Switzerland, 2006. [Google Scholar]
- Belaud, J.P.; Prioux, N.; Vialle, C.; Sablayrolles, C. Big data for agri-food 4.0: Application to sustainability management for by-products supply chain. Comput. Ind. 2019, 111, 41–50. [Google Scholar] [CrossRef]
- Latino, M.E.; Corallo, A.; Menegoli, M. From Industry 4.0 to Agriculture 4.0: How Manage Product Data in Agri-Food Supply Chain for Voluntary Traceability, A Framework Proposed. Innovators Network of Innovative Entities View Project KHIRA-Knowledge Based Holistic Integrated Research Approach View Project; World Academy of Science, Engineering and Technology: Istanbul, Turkey, 2018. [Google Scholar]
- Zambon, I.; Cecchini, M.; Egidi, G.; Saporito, M.G.; Colantoni, A. Revolution 4.0: Industry vs. Agriculture in a Future Development for SMEs. Processes 2019, 7, 36. [Google Scholar] [CrossRef]
- Chemat, F.; Rombaut, N.; Meullemiestre, A.; Turk, M.; Perino, S.; Fabiano-Tixier, A.-S.; Abert-Vian, M. Review of Green Food Processing techniques. Preservation, transformation, and extraction. Innov. Food Sci. Emerg. Technol. 2017. [Google Scholar] [CrossRef]
- Artificial Intelligence: A Modern Approach: Russell, Stuart, Norvig, Peter: 8601419506989. Available online: Amazon.com (accessed on 15 December 2020).
- Kakani, V.; Nguyen, V.H.; Kumar, B.P.; Kim, H.; Pasupuleti, V.R. A critical review on computer vision and artificial intelligence in food industry. J. Agric. Food Res. 2020, 2, 100033. [Google Scholar] [CrossRef]
- Di Vaio, A.; Boccia, F.; Landriani, L.; Palladino, R. Artificial intelligence in the agri-food system: Rethinking sustainable business models in the COVID-19 scenario. Sustainability 2020, 12, 4851. [Google Scholar] [CrossRef]
- Misra, N.N.; Dixit, Y.; Al-Mallahi, A.; Bhullar, M.S.; Upadhyay, R.; Martynenko, A. IoT, big data and artificial intelligence in agriculture and food industry. IEEE Internet Things J. 2020. [Google Scholar] [CrossRef]
- Goyache, F.; Bahamonde, A.; Alonso, J.; Lopez, S.; Del Coz, J.J.; Quevedo, J.R.; Ranilla, J.; Luaces, O.; Alvarez, I.; Royo, L.J.; et al. The usefulness of artificial intelligence techniques to assess subjective quality of products in the food industry. Trends Food Sci. Technol. 2001, 12, 370–381. [Google Scholar] [CrossRef]
- Funes, E.; Allouche, Y.; Beltrán, G.; Jiménez, A. A Review: Artificial Neural Networks as Tool for Control Food Industry Process. J. Sens. Technol. 2015, 5, 28–43. [Google Scholar] [CrossRef]
- Garcia-Esteban, J.A.; Curto, B.; Moreno, V.; Gonzalez-Martin, I.; Revilla, I.; Vivar-Quintana, A. A digitalization strategy for quality control in food industry based on Artificial Intelligence techniques. In Proceedings of the IEEE 16th International Conference on Industrial Informatics, INDIN 2018, Porto, Portugal, 18–20 July 2018; Institute of Electrical and Electronics Engineers Inc.: New York, NY, USA, 2018; pp. 221–226. [Google Scholar]
- Talaviya, T.; Shah, D.; Patel, N.; Yagnik, H.; Shah, M. Implementation of artificial intelligence in agriculture for optimisation of irrigation and application of pesticides and herbicides. Artif. Intell. Agric. 2020, 4, 58–73. [Google Scholar] [CrossRef]
- Helmy, M.; Smith, D.; Selvarajoo, K. Systems biology approaches integrated with artificial intelligence for optimized metabolic engineering. Metab. Eng. Commun. 2020, 11, e00149. [Google Scholar] [CrossRef]
- Iqbal, J.; Khan, Z.H.; Khalid, A. Prospects of robotics in food industry. Food Sci. Technol. 2017, 37, 159–165. [Google Scholar] [CrossRef]
- Jung, J.; Maeda, M.; Chang, A.; Bhandari, M.; Ashapure, A.; Landivar-Bowles, J. The potential of remote sensing and artificial intelligence as tools to improve the resilience of agriculture production systems. Curr. Opin. Biotechnol. 2021, 70, 15–22. [Google Scholar] [CrossRef] [PubMed]
- da Silva e Silva, N.; de Souza Farias, F.; dos Santos Freitas, M.M.; Pino Hernández, E.J.G.; Dantas, V.V.; Enê Chaves Oliveira, M.; Joele, M.R.S.P.; de Fátima Henriques Lourenço, L. Artificial intelligence application for classification and selection of fish gelatin packaging film produced with incorporation of palm oil and plant essential oils. Food Packag. Shelf Life 2021, 27, 100611. [Google Scholar] [CrossRef]
- Naranjo-Torres, J.; Mora, M.; Hernández-García, R.; Barrientos, R.J.; Fredes, C.; Valenzuela, A. A Review of Convolutional Neural Network Applied to Fruit Image Processing. Appl. Sci. 2020, 10, 3443. [Google Scholar] [CrossRef]
- Wauters, T.; Verbeeck, K.; Verstraete, P.; Vanden Berghe, G.; De Causmaecker, P. Real-world production scheduling for the food industry: An integrated approach. Eng. Appl. Artif. Intell. 2012, 25, 222–228. [Google Scholar] [CrossRef]
- Soltani-Fesaghandis, G.; Pooya, A. Design of an artificial intelligence system for predicting success of new product development and selecting proper market-product strategy in the food industry. Int. Food Agribus. Manag. Rev. 2018, 21, 847–864. [Google Scholar] [CrossRef]
- Grumezescu, A.; Holban, A.M. Engineering Tools in the Beverage Industry; Woodhead Publishing: Cambridge, UK, 2019. [Google Scholar]
- Dolci, R. IoT Solutions for Precision Farming and Food Manufacturing: Artificial Intelligence Applications in Digital Food. In Proceedings of the 2017 IEEE 41st Annual Computer Software and Applications Conference (COMPSAC), Turin, Italy, 4–8 July 2017; IEEE Computer Society: New York, NY, USA, 2017; Volume 2, pp. 384–385. [Google Scholar]
- Chun, K.-S. Why Artificial Intelligence is important for ethnic foods? J. Ethn. Foods 2018, 5, 75. [Google Scholar] [CrossRef]
- Manavalan, E.; Jayakrishna, K. A review of Internet of Things (IoT) embedded sustainable supply chain for industry 4.0 requirements. Comput. Ind. Eng. 2019, 127, 925–953. [Google Scholar] [CrossRef]
- Köbnick, P.; Velu, C.; McFarlane, D. Preparing for industry 4.0: Digital business model innovation in the food and beverage industry. Int. J. Mechatron. Manuf. Syst. 2020, 13, 59–89. [Google Scholar] [CrossRef]
- Gebhardt, A. Understanding Additive Manufacturing; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2011. [Google Scholar]
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Khanpara, P.; Tanwar, S. Additive Manufacturing: Concepts and Technologies; Springer: Cham, Switzerland, 2020; pp. 171–185. [Google Scholar]
- Liu, Z.; Zhang, M.; Bhandari, B.; Wang, Y. 3D printing: Printing precision and application in food sector. Trends Food Sci. Technol. 2017, 69, 83–94. [Google Scholar] [CrossRef]
- Baiano, A. 3D Printed Foods: A Comprehensive Review on Technologies, Nutritional Value, Safety, Consumer Attitude, Regulatory Framework, and Economic and Sustainability Issues. Food Rev. Int. 2020, 1–31. [Google Scholar] [CrossRef]
- Zhu, S.; Stieger, M.A.; van der Goot, A.J.; Schutyser, M.A.I. Extrusion-based 3D printing of food pastes: Correlating rheological properties with printing behaviour. Innov. Food Sci. Emerg. Technol. 2019, 58, 102214. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, H.; Zheng, B.; Xie, F.; Chen, L. Understanding the structure and rheological properties of potato starch induced by hot-extrusion 3D printing. Food Hydrocoll. 2020, 105, 105812. [Google Scholar] [CrossRef]
- Karavasili, C.; Gkaragkounis, A.; Moschakis, T.; Ritzoulis, C.; Fatouros, D.G. Pediatric-friendly chocolate-based dosage forms for the oral administration of both hydrophilic and lipophilic drugs fabricated with extrusion-based 3D printing. Eur. J. Pharm. Sci. 2020, 147, 105291. [Google Scholar] [CrossRef] [PubMed]
- Kwak, C.; Young Ryu, S.; Park, H.; Lim, S.; Yang, J.; Kim, J.; Hyung Kim, J.; Lee, J. A pickering emulsion stabilized by chlorella microalgae as an eco-friendly extrusion-based 3D printing ink processable under ambient conditions. J. Colloid Interface Sci. 2021, 582, 81–89. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Xie, F.; Chen, L.; Zheng, B. Effect of rheological properties of potato, rice and corn starches on their hot-extrusion 3D printing behaviors. J. Food Eng. 2019, 244, 150–158. [Google Scholar] [CrossRef]
- Sun, J.; Peng, Z.; Zhou, W.; Fuh, J.Y.H.; Hong, G.S.; Chiu, A. A Review on 3D Printing for Customized Food Fabrication. Procedia Manuf. 2015, 1, 308–319. [Google Scholar] [CrossRef]
- Le-Bail, A.; Maniglia, B.C.; Le-Bail, P. Recent advances and future perspective in additive manufacturing of foods based on 3D printing. Curr. Opin. Food Sci. 2020, 35, 54–64. [Google Scholar] [CrossRef]
- Kellens, K.; Mertens, R.; Paraskevas, D.; Dewulf, W.; Duflou, J.R. Environmental Impact of Additive Manufacturing Processes: Does AM Contribute to a More Sustainable Way of Part Manufacturing? Procedia CIRP 2017, 61, 582–587. [Google Scholar] [CrossRef]
- Achillas, C.; Aidonis, D.; Iakovou, E.; Thymianidis, M.; Tzetzis, D. A methodological framework for the inclusion of modern additive manufacturing into the production portfolio of a focused factory. J. Manuf. Syst. 2015, 37, 328–339. [Google Scholar] [CrossRef]
- Peng, T.; Kellens, K.; Tang, R.; Chen, C.; Chen, G. Sustainability of additive manufacturing: An overview on its energy demand and environmental impact. Addit. Manuf. 2018, 21, 694–704. [Google Scholar] [CrossRef]
- Upprinting Food—Sustainable 3D Food Printing. Available online:. Available online: https://www.upprintingfood.com/ (accessed on 15 December 2020).
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The Role of Additive Manufacturing in the Era of Industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Davies, F.T.; Garrett, B. Technology for Sustainable Urban Food Ecosystems in the Developing World: Strengthening the Nexus of Food–Water–Energy–Nutrition. Front. Sustain. Food Syst. 2018, 2, 84. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, H.-S.; Yang, J.-H.; Wang, K.-S. Industry 4.0: A way from mass customization to mass personalization production. Adv. Manuf. 2017, 5, 311–320. [Google Scholar] [CrossRef]
- Brettel, M.; Friederichsen, N.; Keller, M.; Rosenberg, M. How virtualization, decentralization and network building change the manufacturing landscape: An Industry 4.0 Perspective. Int. J. Mech. Ind. Sci. Eng. 2014, 8, 37–44. [Google Scholar]
- De Mauro, A.; Greco, M.; Grimaldi, M. A formal definition of Big Data based on its essential features. Libr. Rev. 2016, 65, 122–135. [Google Scholar] [CrossRef]
- Rezek Jambrak, A.; Vukusic, T.; Donsi, F.; Paniwnyk, L.; Djekic, I. Three Pillars of Novel Nonthermal Food Technologies: Food Safety, Quality, and Environment. J. Food Qual. 2018, 2018, 8619707. [Google Scholar] [CrossRef]
- Castelo-Branco, I.; Cruz-Jesus, F.; Oliveira, T. Assessing Industry 4.0 readiness in manufacturing: Evidence for the European Union. Comput. Ind. 2019, 107, 22–32. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Zhang, D.; Li, D.; Zhang, C. Towards smart factory for industry 4.0: A self-organized multi-agent system with big data based feedback and coordination. Comput. Netw. 2016, 101, 158–168. [Google Scholar] [CrossRef]
- Djekic, I.; Mujčinović, A.; Nikolić, A.; Jambrak, A.R.; Papademas, P.; Feyissa, A.H.; Kansou, K.; Thomopoulos, R.; Breisen, H.; Kavallieratos, N.G.; et al. Cross-European initial survey on the use of mathematical models in food industry. J. Food Eng. 2019, 261, 109–116. [Google Scholar] [CrossRef]
- Lucato, W.C.; Pacchini, A.P.T.; Facchini, F.; Mummolo, G. Model to evaluate the Industry 4.0 readiness degree in Industrial Companies. IFAC-PapersOnLine 2019, 52, 1808–1813. [Google Scholar] [CrossRef]
- Aheleroff, S.; Xu, X.; Lu, Y.; Aristizabal, M.; Pablo Velásquez, J.; Joa, B.; Valencia, Y. IoT-enabled smart appliances under industry 4.0: A case study. Adv. Eng. Inform. 2020, 43, 101043. [Google Scholar] [CrossRef]
- Yong, W.; Shuaishuai, L.; Li, L.; Minzan, L.; Ming, L.; Arvanitis, K.G.; Georgieva, C.; Sigrimis, N. Smart Sensors from Ground to Cloud and Web Intelligence. IFAC-PapersOnLine 2018, 51, 31–38. [Google Scholar] [CrossRef]
- Oliveira, T.; Morais, S. New Generation of Electrochemical Sensors Based on Multi-Walled Carbon Nanotubes. Appl. Sci. 2018, 8, 1925. [Google Scholar] [CrossRef]
- Krzysztof ROMAN, K.; Borek, K.; Mazur, K.; Jan WARDAL, W. The measurements of PM 2.5 dust concentration by using an inte-grated optical sensor. Branch Warsaw 2020. [Google Scholar] [CrossRef]
- Koyun, A.; Ahlatcolu, E.; Koca, Y. Biosensors and Their Principles. In A Roadmap of Biomedical Engineers and Milestones; InTech: London, UK, 2012. [Google Scholar]
- Perumal, V.; Hashim, U. Advances in biosensors: Principle, architecture and applications. J. Appl. Biomed. 2014, 12, 1–15. [Google Scholar] [CrossRef]
- Smart, A.; Crew, A.; Doran, O.; Hart, J.P. Studies Towards the Development of a Novel, Screen-Printed Carbon-Based, Biosensor for the Measurement of Polyunsaturated Fatty Acids. Appl. Sci. 2020, 10, 7779. [Google Scholar] [CrossRef]
- Nikoleli, G.-P.; Siontorou, C.G.; Nikolelis, M.-T.; Bratakou, S.; Bendos, D.K. Recent Lipid Membrane-Based Biosensing Platforms. Appl. Sci. 2019, 9, 1745. [Google Scholar] [CrossRef]
- Braik, M.; Barsan, M.M.; Dridi, C.; Ben Ali, M.; Brett, C.M.A. Highly sensitive amperometric enzyme biosensor for detection of superoxide based on conducting polymer/CNT modified electrodes and superoxide dismutase. Sens. Actuators B Chem. 2016, 236, 574–582. [Google Scholar] [CrossRef]
- Maleki, N.; Kashanian, S.; Maleki, E.; Nazari, M. A novel enzyme based biosensor for catechol detection in water samples using artificial neural network. Biochem. Eng. J. 2017, 128, 1–11. [Google Scholar] [CrossRef]
- Ye, Y.; Ji, J.; Sun, Z.; Shen, P.; Sun, X. Recent advances in electrochemical biosensors for antioxidant analysis in foodstuff. TrAC Trends Anal. Chem. 2020, 122, 115718. [Google Scholar] [CrossRef]
- Rawal, R.; Chawla, S.; Pundir, C.S. Polyphenol biosensor based on laccase immobilized onto silver nanoparticles/multiwalled carbon nanotube/polyaniline gold electrode. Anal. Biochem. 2011, 419, 196–204. [Google Scholar] [CrossRef] [PubMed]
- Ibarra-Escutia, P.; Gómez, J.J.; Calas-Blanchard, C.; Marty, J.L.; Ramírez-Silva, M.T. Amperometric biosensor based on a high resolution photopolymer deposited onto a screen-printed electrode for phenolic compounds monitoring in tea infusions. Talanta 2010, 81, 1636–1642. [Google Scholar] [CrossRef] [PubMed]
- Gomes, S.A.S.S.; Nogueira, J.M.F.; Rebelo, M.J.F. An amperometric biosensor for polyphenolic compounds in red wine. Biosens. Bioelectron. 2004, 20, 1211–1216. [Google Scholar] [CrossRef] [PubMed]
- Mahbub, M. A smart farming concept based on smart embedded electronics, internet of things and wireless sensor network. Internet Things 2020, 9, 100161. [Google Scholar] [CrossRef]
- Meier, J.; Mauser, W.; Hank, T.; Bach, H. Assessments on the impact of high-resolution-sensor pixel sizes for common agricultural policy and smart farming services in European regions. Comput. Electron. Agric. 2020, 169, 105205. [Google Scholar] [CrossRef]
- Bresnahan, P.J.; Wirth, T.; Martz, T.; Shipley, K.; Rowley, V.; Anderson, C.; Grimm, T. Equipping smart coasts with marine water quality IoT sensors. Results Eng. 2020, 5, 100087. [Google Scholar] [CrossRef]
- Huang, X.; Li, Z.; Zou, X.; Shi, J.; Elrasheid Tahir, H.; Xu, Y.; Zhai, X.; Hu, X. A low cost smart system to analyze different types of edible Bird’s nest adulteration based on colorimetric sensor array. J. Food Drug Anal. 2019, 27, 876–886. [Google Scholar] [CrossRef]
- de Macêdo, I.Y.L.; Garcia, L.F.; Oliveira Neto, J.R.; de Siqueira Leite, K.C.; Ferreira, V.S.; Ghedini, P.C.; de Souza Gil, E. Electroanalytical tools for antioxidant evaluation of red fruits dry extracts. Food Chem. 2017, 217, 326–331. [Google Scholar] [CrossRef]
- Beshai, H.; Sarabha, G.; Rathi, P.; Alam, A.; Deen, M. Freshness Monitoring of Packaged Vegetables. Appl. Sci. 2020, 10, 7937. [Google Scholar] [CrossRef]
- Langmann, R.; Stiller, M. The PLC as a Smart Service in Industry 4.0 Production Systems. Appl. Sci. 2019, 9, 3815. [Google Scholar] [CrossRef]
- Oztemel, E.; Gursev, S. Literature review of Industry 4.0 and related technologies. J. Intell. Manuf. 2020, 31, 127–182. [Google Scholar] [CrossRef]
- Xu, L.D.; Xu, E.L.; Li, L. Industry 4.0: State of the art and future trends. Int. J. Prod. Res. 2018, 56, 2941–2962. [Google Scholar] [CrossRef]
- Salah, B.; Abidi, M.H.; Mian, S.H.; Krid, M.; Alkhalefah, H.; Abdo, A. Virtual reality-based engineering education to enhance manufacturing sustainability in industry 4.0. Sustainability 2019, 11, 1477. [Google Scholar] [CrossRef]
- Muller, J.M.; Kiel, D.; Voigt, K.I. What drives the implementation of Industry 4.0. The role of opportunities and challenges in the context of sustainability. Sustainability 2018, 10, 247. [Google Scholar]
- Stock, T.; Seliger, G. Opportunities of sustainable manufacturing in industry 4.0. Procedia Cirp 2016, 40, 536–541. [Google Scholar] [CrossRef]
- Miranda, J.; Ponce, P.; Molina, A.; Wright, P. Sensing, smart and sustainable technologies for Agri-Food 4.0. Comput. Ind. 2019, 108, 21–36. [Google Scholar] [CrossRef]
- FAO. FAO and the 17 Sustainable Development Goals; The Food and Agriculture Organization of the United Nations: Rome, Italy, 2015. [Google Scholar]
- Bai, C.; Dallasega, P.; Orzes, G.; Sarkis, J. Industry 4.0 technologies assessment: A sustainability perspective. Int. J. Prod. Econ. 2020, 229, 107776. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Djekic, I.; Tomasevic, I. Role of Sustainable Quality in the Food Chain. In Zero Hunger; Leal Filho, W., Azul, A.M., Brandli, L., Özuyar, P.G., Wall, T., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 1–10. ISBN 978-3-319-69626-3. [Google Scholar]
- Djekic, I.; Tomasevic, I. Role of Potable Water in Food Processing. In Clean Water and Sanitation; Leal Filho, W., Azul, A.M., Brandli, L., Lange Salvia, A., Wall, T., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 1–10. ISBN 978-3-319-95845-3. [Google Scholar]
- Djekic, I.; Petrovic, J.; Božičković, A.; Djordjevic, V.; Tomasevic, I. Main environmental impacts associated with production and consumption of milk and yogurt in Serbia—Monte Carlo approach. Sci. Total Environ. 2019, 695, 133917. [Google Scholar] [CrossRef]
- Griggs, D.; Stafford-Smith, M.; Gaffney, O.; Rockström, J.; Öhman, M.C.; Shyamsundar, P.; Steffen, W.; Glaser, G.; Kanie, N.; Noble, I. Sustainable development goals for people and planet. Nature 2013, 495, 305–307. [Google Scholar] [CrossRef] [PubMed]
- Morrar, R.; Arman, H.; Mousa, S. The fourth industrial revolution (Industry 4.0): A social innovation perspective. Technol. Innov. Manag. Rev. 2017, 7, 12–20. [Google Scholar] [CrossRef]
- Dalenogare, L.S.; Benitez, G.B.; Ayala, N.F.; Frank, A.G. The expected contribution of Industry 4.0 technologies for industrial performance. Int. J. Prod. Econ. 2018, 204, 383–394. [Google Scholar] [CrossRef]
- Rüßmann, M.; Lorenz, M.; Gerbert, P.; Waldner, M.; Justus, J.; Engel, P.; Harnisch, M. Industry 4.0: The future of productivity and growth in manufacturing industries. Bost. Consult. Gr. 2015, 9, 54–89. [Google Scholar]
- Hospido, A.; Davis, J.; Berlin, J.; Sonesson, U. A review of methodological issues affecting LCA of novel food products. Int. J. Life Cycle Assess. 2010, 15, 44–52. [Google Scholar] [CrossRef]
- Wernet, G.; Bauer, C.; Steubing, B.; Reinhard, J.; Moreno-Ruiz, E.; Weidema, B. The ecoinvent database version 3 (part I): Overview and methodology. Int. J. Life Cycle Assess. 2016, 21, 1218–1230. [Google Scholar] [CrossRef]
- Solangi, Y.A.; Tan, Q.; Mirjat, N.H.; Ali, S. Evaluating the strategies for sustainable energy planning in Pakistan: An integrated SWOT-AHP and Fuzzy-TOPSIS approach. J. Clean. Prod. 2019, 236, 117655. [Google Scholar] [CrossRef]
- Sharma, L.; Pandey, S. Recovery of resources from end-of-life passenger cars in the informal sector in India. Sustain. Prod. Consum. 2020, 24, 1–11. [Google Scholar] [CrossRef]
- Nara, E.O.B.; da Costa, M.B.; Baierle, I.C.; Schaefer, J.L.; Benitez, G.B.; do Santos, L.M.A.L.; Benitez, L.B. Expected impact of industry 4.0 technologies on sustainable development: A study in the context of Brazil’s plastic industry. Sustain. Prod. Consum. 2021, 25, 102–122. [Google Scholar] [CrossRef]
- Dantas, T.E.T.; de-Souza, E.D.; Destro, I.R.; Hammes, G.; Rodriguez, C.M.T.; Soares, S.R. How the combination of Circular Economy and Industry 4.0 can contribute towards achieving the Sustainable Development Goals. Sustain. Prod. Consum. 2021, 26, 213–227. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| POSITIVE | NEGATIVE | |
|---|---|---|
| Strengths (S) | Weaknesses (W) | |
| INTERNAL | Potential of adjusting technological parameters: M—Selecting heating M—Volumetric heating M—Homogeneous heat treatment M—Uniformity of heating M—Selective heating U—Cavitation through high frequency sound waves U—Collision of microjets with generation of high pressure and temperature to breakdown cells U—Reduction of process times U—Mass transfer increased U—Effect on enzyme activity U—Batch or continuous operation P—Ionized gas to produce free radicals, ions, electrons, and other discharges P—Reduced energy consumption temperature P—Inactivation of pathogens H—Ultra-high pressure, or high hydrostatic pressure H—Increase mass transfer rate of liquid oil | Quality/food safety issues: M—Overheating and quality damage U—Unwanted modification of food structure and texture U—Possible modification of lipids and generation of off flavors P—Possible damage by free radicalsP—Reduce food quality P—Oxygen may cause food quality to decline H—Changing physical properties such as melting point, solubility, density, viscosity, and chemical equilibrium H—Difficulty for continuous processing |
| Opportunities (O) | Threats (T) | |
| EXTERNAL | Infrastructural and economic issues: A—Space savings in production area A—Development of new markets A—Development of new consumers groups | Financial and knowledge issues: A—Lack of experimental data needed to modelling heating and/or other technological parameters A—Need of engineering to understand the new technological processes A—Potential problems with scaling up A—Lack of qualified labor |
| Principle | Measurand |
|---|---|
| Conductometric | Resistance/conductance |
| Potentiometric | Voltage/e.m.f. |
| Capacitive | Capacitance/charge |
| Amperometric | Current |
| Calorimetric | Heat/temperature |
| Gravimetric | Mass |
| Optical | Path length/absorption |
| Resonant | Frequency |
| Fluorescent | Intensity |
| No | Stage | Challenge | Issues to Be Resolved |
|---|---|---|---|
| 1 | Scope and goal | Imprecise system boundaries | What are the boundaries of the lab scale unit? |
| 2 | Scope and goal | Unreliable functional units | Are results comparable or highly dependable on functional units (1 kg of product vs 1 treatment)? |
| 3 | Scope and goal | Inadequate data collection method | Do inconsistent methods employed (measurement, estimation, combination, re-calculation…) enhance propagation of bias? |
| 4 | Inventory analysis | Material and energy flows and waste streams | Is it possible to precisely measure all material/energy flows and outputs in a lab-scale unit? |
| 5 | Impact assessment | Choice of environmental impacts | In which environmental impacts should the result be displayed to enable comparisons? |
| 6 | Interpretation of results | Uncertainty and sensitivity | How do choice of functional unit, collection methods and inventory analysis affect chosen environmental impacts? |
| POSITIVE | NEGATIVE | |
|---|---|---|
| Strengths (S) | Weaknesses (W) | |
| INTERNAL | En—Potential for energy saving during food processing En—Optimized overall environmental performance Ec—Lower manufacturing cost Ec—Development of eco-friendly products So—Higher level of health and safety during food processing So—Better work condition for workers | Ec—Need for investments Ec—Budget need for training/research So—Resistance to change management En—Disbalance between environmental and economic benefits of some I4.0 technologies |
| Opportunities (O) | Threats (T) | |
| EXTERNAL | Ec—Better market share Ec—New business models Ec—Competitive advantage So—Higher reputation En—Striving towards “zero” pollution | Ec—Slow return of investment Ec—Food safety hazards from some I4.0 technologies Ec—Consumers skeptical about new food technologies Ec—Demand of these food products may be unpredictable Ec—Need for changing consumer buying behavior So—Lack of knowledge among workers |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Režek Jambrak, A.; Nutrizio, M.; Djekić, I.; Pleslić, S.; Chemat, F. Internet of Nonthermal Food Processing Technologies (IoNTP): Food Industry 4.0 and Sustainability. Appl. Sci. 2021, 11, 686. https://doi.org/10.3390/app11020686
Režek Jambrak A, Nutrizio M, Djekić I, Pleslić S, Chemat F. Internet of Nonthermal Food Processing Technologies (IoNTP): Food Industry 4.0 and Sustainability. Applied Sciences. 2021; 11(2):686. https://doi.org/10.3390/app11020686
Chicago/Turabian StyleRežek Jambrak, Anet, Marinela Nutrizio, Ilija Djekić, Sanda Pleslić, and Farid Chemat. 2021. "Internet of Nonthermal Food Processing Technologies (IoNTP): Food Industry 4.0 and Sustainability" Applied Sciences 11, no. 2: 686. https://doi.org/10.3390/app11020686
APA StyleRežek Jambrak, A., Nutrizio, M., Djekić, I., Pleslić, S., & Chemat, F. (2021). Internet of Nonthermal Food Processing Technologies (IoNTP): Food Industry 4.0 and Sustainability. Applied Sciences, 11(2), 686. https://doi.org/10.3390/app11020686