
Phase Transformation and Characterization of 3D Reactive Microstructures in Nanoscale Al/Ni Multilayers

 , ,
, , 
 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Analysis Methods
3. Results
3.1. Microstructural Investigation of the Parent Layer
3.1.1. Morphology on Flat Wafer
3.1.2. Morphology on Needles
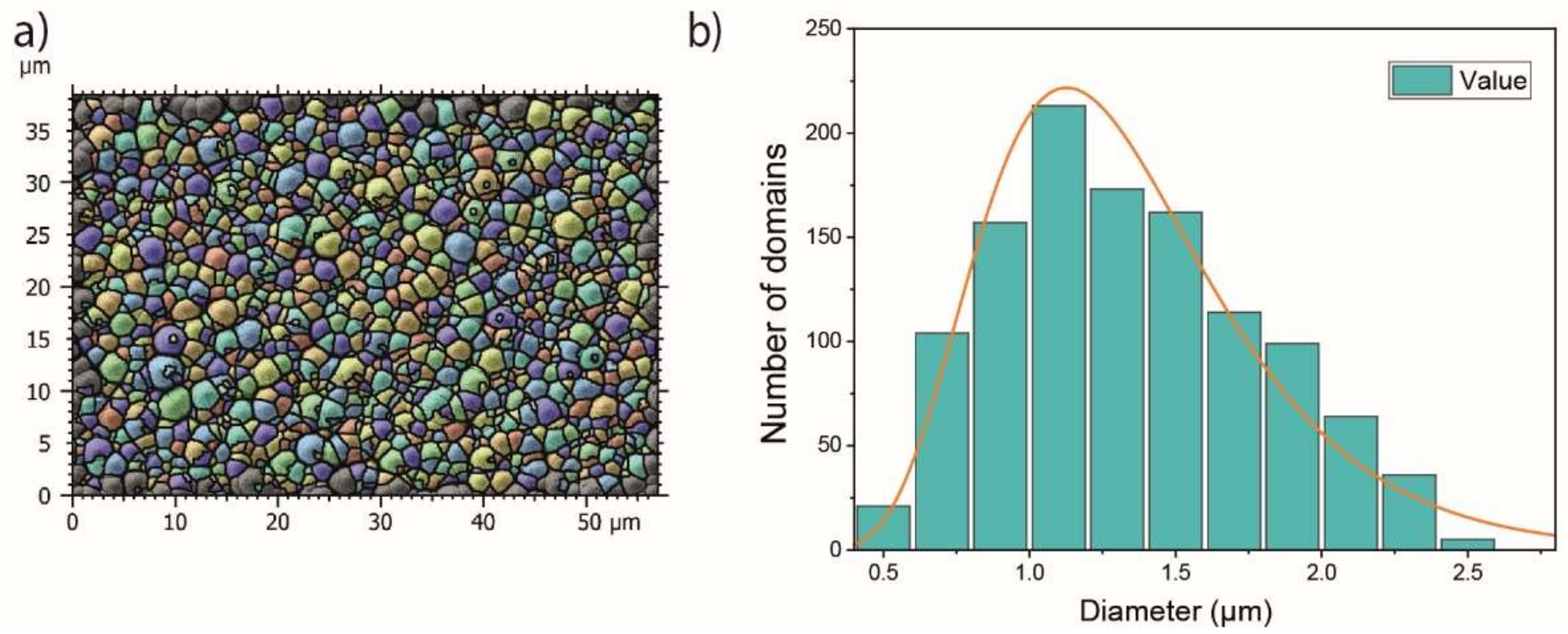
3.2. Size and Geometrical Analysis
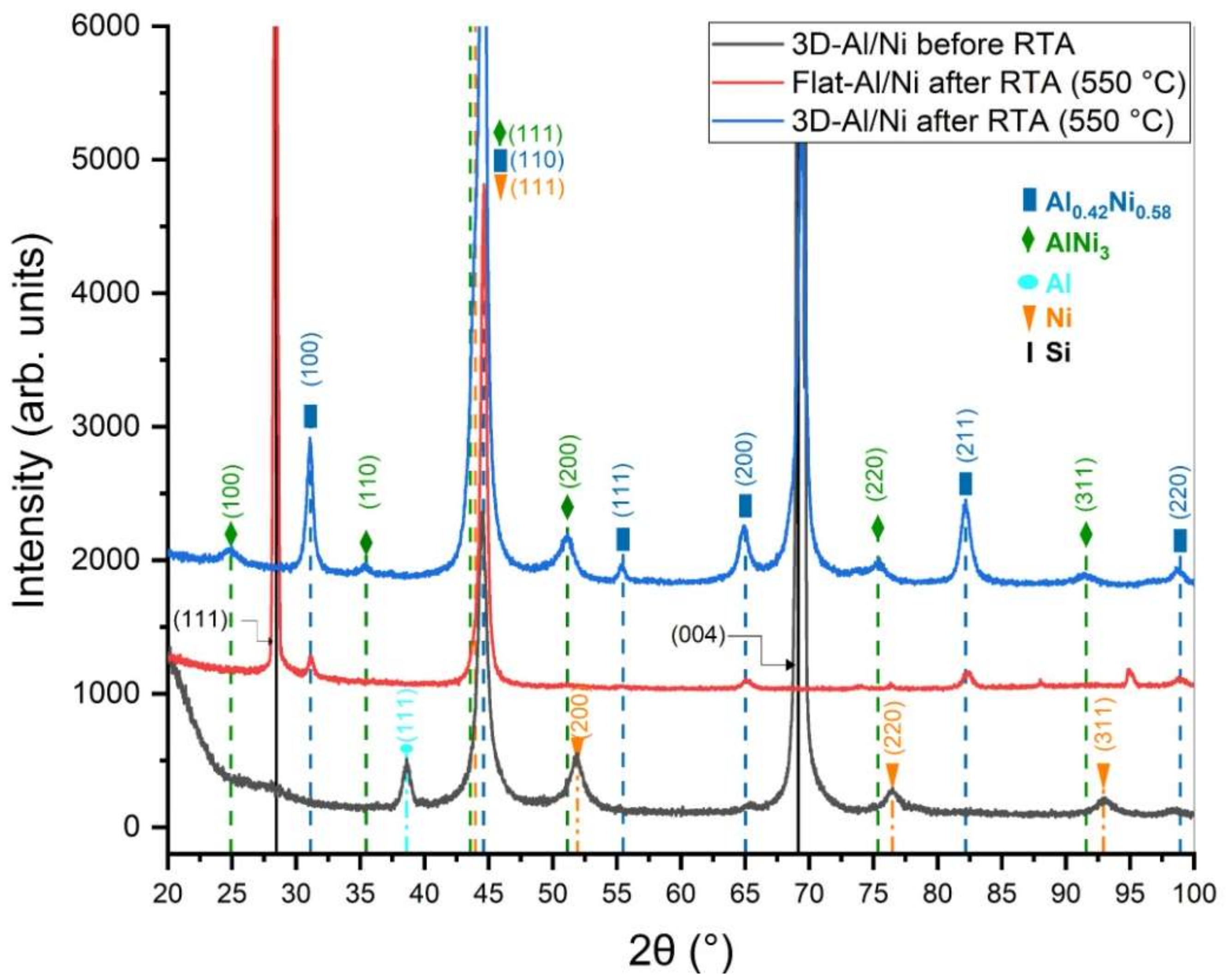
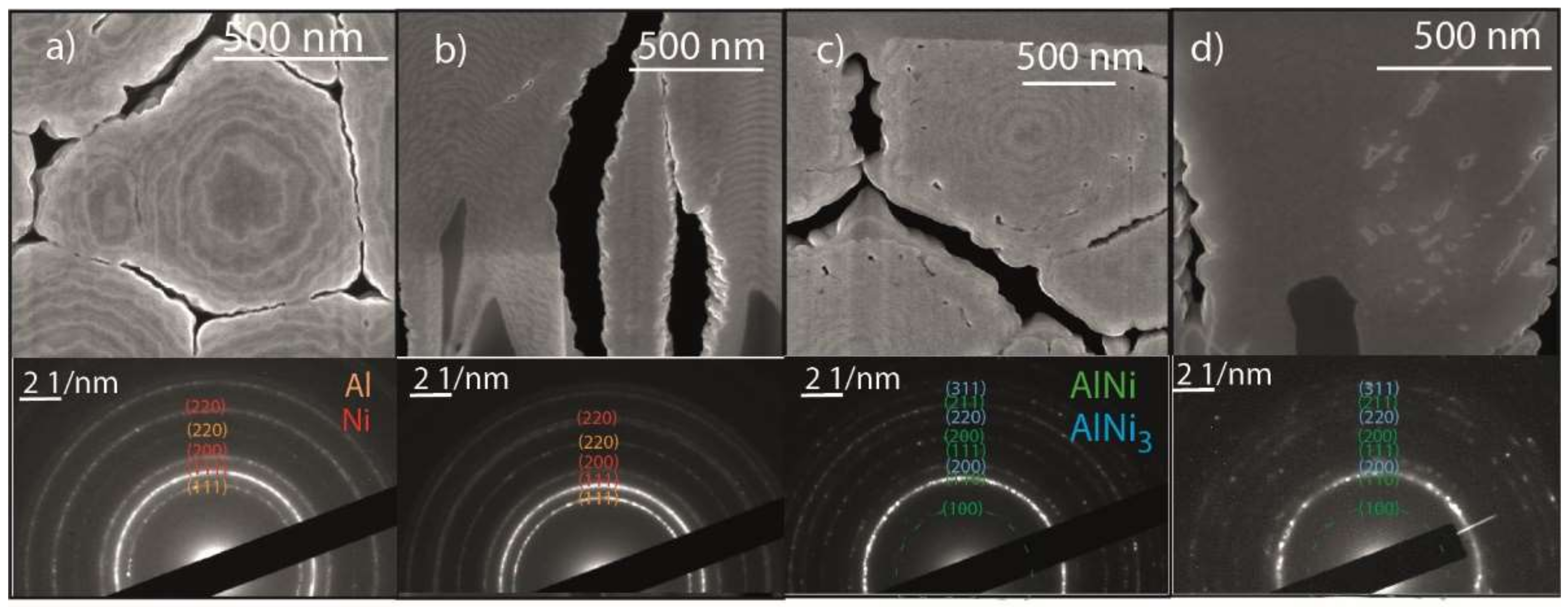
3.3. Characterization of the Microstructure after RTA
3.4. DSC
4. Discussion
4.1. Influence of the Black Si Surface on the Growth of the Multilayers
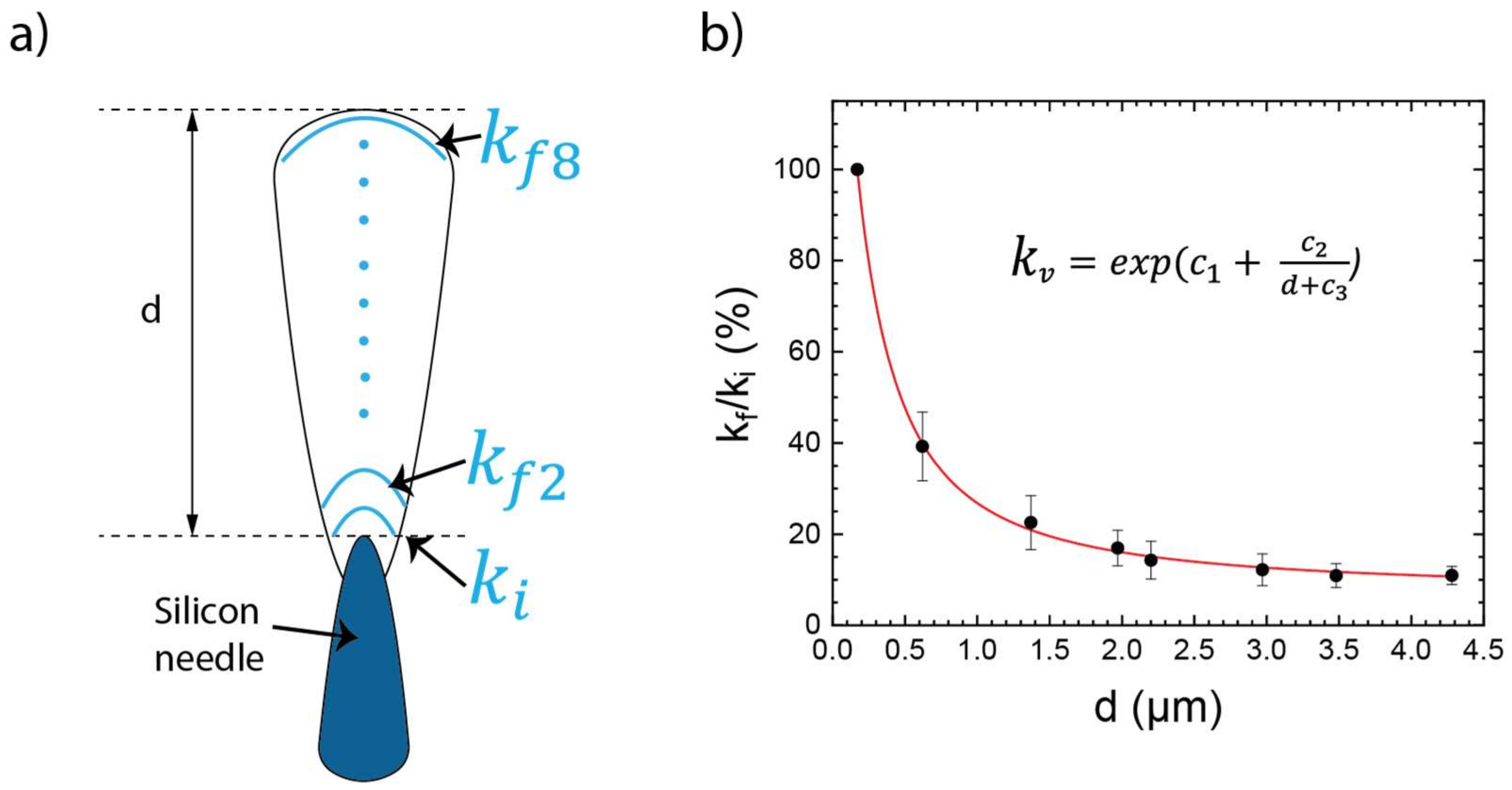
4.2. Effect of the Curvature of Al/Ni Multilayers on the Phase Transformation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Weihs, T.P. Metallic Films for Electronic, Optical and Magnetic Applications: Fabrication and Characterization of Reactive Multilayer Films and Foils; Elsevier: Amsterdam, The Netherlands, 2014; pp. 160–243. ISBN 978-0-85709-057-7. [Google Scholar]
- Adams, D. Reactive multilayers fabricated by vapor deposition: A critical review. Thin Solid Film. 2015, 576, 98–128. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Besnoin, E.; Duckham, A.; Spey, S.J.; Reiss, M.E.; Knio, O.M.; Weihs, T.P. Joining of stainless-steel specimens with nanostructured Al/Ni foils. J. Appl. Phys. 2004, 95, 248–256. [Google Scholar] [CrossRef]
- Theodossiadis, G.D.; Zaeh, M.F. In-situ investigation of the thermal reaction properties of multilayered aluminum–nickel nanofoils. Prod. Eng. Res. Devel. 2017, 11, 373–381. [Google Scholar] [CrossRef]
- Grieseler, R.; Welker, T.; Müller, J.; Schaaf, P. Bonding of low temperature co-fired ceramics to copper and to ceramic blocks by reactive aluminum/nickel multilayers. Phys. Status Solidi (A) 2012, 209, 512–518. [Google Scholar] [CrossRef]
- Zhu, Y.; Geng, J.; Wang, F.; Yan, S.; Zhao, P.; Meng, Q.; Wang, J.; Wu, Q. Preparation of Al/Ni Reactive Multilayer Foils and its Application in Thermal Battery. Z. Anorg. Allg. Chem. 2020, 646, 200–206. [Google Scholar] [CrossRef] [Green Version]
- Wang, A.; Gallino, I.; Riegler, S.S.; Lin, Y.-T.; Isaac, N.A.; Camposano, Y.H.S.; Matthes, S.; Flock, D.; Jacobs, H.O.; Yen, H.-W.; et al. Ultrafast formation of single phase B2 AlCoCrFeNi high entropy alloy films by reactive Ni/Al multilayers as heat source. Mater. Des. 2021, 206, 109790. [Google Scholar] [CrossRef]
- Knepper, R.; Snyder, M.R.; Fritz, G.; Fisher, K.; Knio, O.M.; Weihs, T.P. Effect of varying bilayer spacing distribution on reaction heat and velocity in reactive Al/Ni multilayers. J. Appl. Phys. 2009, 105, 83504. [Google Scholar] [CrossRef]
- Gavens, A.J.; Van Heerden, D.; Mann, A.; Reiss, M.E.; Weihs, T.P. Effect of intermixing on self-propagating exothermic reactions in Al/Ni nanolaminate foils. J. Appl. Phys. 2000, 87, 1255–1263. [Google Scholar] [CrossRef]
- Sen, S.; Lake, M.; Schaaf, P. Optimization of self-propagating reaction properties through Al-molar ratios in ternary Titanium-Silicon-Aluminum reactive multilayer films. Vacuum 2018, 156, 205–211. [Google Scholar] [CrossRef]
- Sen, S.; Lake, M.; Schaaf, P. Al-based binary reactive multilayer films: Large area freestanding film synthesis and self-propagating reaction analysis. Appl. Surf. Sci. 2019, 474, 243–249. [Google Scholar] [CrossRef]
- Swaminathan, P.; Grapes, M.; Woll, K.; Barron, S.C.; LaVan, D.A.; Weihs, T.P. Studying exothermic reactions in the Ni-Al system at rapid heating rates using a nanocalorimeter. J. Appl. Phys. 2013, 113, 143509. [Google Scholar] [CrossRef]
- Trenkle, J.C.; Koerner, L.J.; Tate, M.W.; Walker, N.; Gruner, S.M.; Weihs, T.P.; Hufnagel, T.C. Time-resolved X-ray microdiffraction studies of phase transformations during rapidly propagating reactions in Al/Ni and Zr/Ni multilayer foils. J. Appl. Phys. 2010, 107, 113511. [Google Scholar] [CrossRef] [Green Version]
- Blobaum, K.; Van Heerden, D.; Gavens, A.; Weihs, T. Al/Ni formation reactions: Characterization of the metastable Al9Ni2 phase and analysis of its formation. Acta Mater. 2003, 51, 3871–3884. [Google Scholar] [CrossRef]
- Liu, B.; Yu, X.; Jiang, X.; Qiao, Y.; You, L.; Wang, Y.; Ye, F. Effect of deposition substrates on surface topography, interface roughness and phase transformation of the Al/Ni multilayers. Appl. Surf. Sci. 2021, 546, 149098. [Google Scholar] [CrossRef]
- Wang, Y.; Xing, Z.; Qiao, Y.; Jiang, H.; Yu, X.; Ye, F.; Li, Y.; Wang, L.; Liu, B. Asymmetric atomic diffusion and phase growth at the Al/Ni and Ni/Al interfaces in the Al-Ni multilayers obtained by magnetron deposition. J. Alloy. Compd. 2019, 789, 887–893. [Google Scholar] [CrossRef]
- Fritz, G.M.; Joress, H.; Weihs, T.P. Enabling and controlling slow reaction velocities in low-density compacts of multilayer reactive particles. Combust. Flame 2011, 158, 1084–1088. [Google Scholar] [CrossRef]
- Bartsch, H.; Mánuel, J.M.; Grieseler, R. Influence of Nanoscaled Surface Modification on the Reaction of Al/Ni Multilayers. Technologies 2017, 5, 79. [Google Scholar] [CrossRef] [Green Version]
- Sraj, I.; Vohra, M.; Alawieh, L.; Weihs, T.P.; Knio, O.M. Self-Propagating Reactive Fronts in Compacts of Multilayered Particles. J. Nanomater. 2013, 2013, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Feng, B.; Cao, J.; Wang, Y.; Feng, J. Enhanced Adhesive Bonding Based on Surface Modification with Silicon Nanowire Arrays. ECS J. Solid State Sci. Technol. 2015, 5, P41–P46. [Google Scholar] [CrossRef]
- Miloslav, K. CrysTBox Server, [Computer software], version 1.10; Academy of Sciences of the Czech Republic: Praha, Czech Republic, 2017.
- MountainsMap, [computer software], version 7.4.9391; Digital Surf: Besançon, France, 2020.
- Diffrac.EVA, [computer software], version 5.2; Brucker AXS: Karlsruhe, Germany, 2019.
- Salvalaglio, M.; Backofen, R.; Voigt, A. Thin-film growth dynamics with shadowing effects by a phase-field approach. Phys. Rev. B 2016, 94, 235432. [Google Scholar] [CrossRef]
- Bales, G.S.; Bruinsma, R.; Eklund, E.A.; Karunasiri, R.P.U.; Rudnick, J.; Zangwill, A. Growth and Erosion of Thin Solid Films. Science 1990, 249, 264–268. [Google Scholar] [CrossRef]
- Bales, G.S.; Zangwill, A. Macroscopic model for columnar growth of amorphous films by sputter deposition. J. Vac. Sci. Technol. A 1991, 9, 145–149. [Google Scholar] [CrossRef]
- Bergmann, R.B.; Bill, A. On the origin of logarithmic-normal distributions: An analytical derivation, and its application to nucleation and growth processes. J. Cryst. Growth 2008, 310, 3135–3138. [Google Scholar] [CrossRef] [Green Version]
- Bill, A.; Bergmann, R. Development of the Grain Size Distribution during the Crystallization of an Amorphous Solid. Mater. Res. Soc. 2011, 1308. [Google Scholar] [CrossRef]
- Gates-Rector, S.; Blanton, T. The Powder Diffraction File: A quality materials characterization database. Powder Diffr. 2019, 34, 352–360. [Google Scholar] [CrossRef] [Green Version]
- Ustinov, A.; Demchenkov, S. Influence of metastable Al9Ni2 phase on the sequence of phase transformations initiated by heating of Al/Ni multilayer foils produced by EBPVD method. Intermetallics 2017, 84, 82–91. [Google Scholar] [CrossRef]
- Lopez, G.A.; Sommadossi, S.; Zieba, P.; Gust, W.; Mittemeijer, E. Kinetic behaviour of diffusion-soldered Ni/Al/Ni interconnections. Mater. Chem. Phys. 2003, 78, 459–463. [Google Scholar] [CrossRef]
- Edelstein, A.S.; Everett, R.; Richardson, G.Y.; Qadri, S.B.; Altman, E.I.; Foley, J.C.; Perepezko, J.H. Intermetallic phase formation during annealing of Al/Ni multilayers. J. Appl. Phys. 1994, 76, 7850–7859. [Google Scholar] [CrossRef] [Green Version]
- You, Y.Z.; Kim, D. Influence of incidence angle and distance on the structure of aluminium nitride films prepared by reactive magnetron sputtering. Thin Solid Film. 2007, 515, 2860–2863. [Google Scholar] [CrossRef]
- Bishop, N.; Walker, J.; DeRoo, C.; Liu, T.; Tendulkar, M.; Cotroneo, V.; Hertz, E.N.; Kradinov, V.; Schwartz, E.D.; Reid, P.B.; et al. Thickness distribution of sputtered films on curved substrates for adjustable X-ray optics. J. Astron. Telesc. Instrum. Syst. 2019, 5, 021005. [Google Scholar] [CrossRef] [Green Version]
- Broadway, D.M.; Platonov, Y.Y.; Gomez, L.A. Achieving desired thickness gradients on flat and curved substrates. In Proceedings of the SPIE’s International Symposium on Optical Science, Engineering, and Instrumentation, Denver, CO, USA, 18–23 July 1999; Volume 3766, pp. 262–275. [Google Scholar] [CrossRef]
- Michaelsen, C.; Barmak, K.; Weihs, T.P. Investigating the thermodynamics and kinetics of thin film reactions by differential scanning calorimetry. J. Phys. D: Appl. Phys. 1997, 30, 3167–3186. [Google Scholar] [CrossRef] [Green Version]
- Jung, G.Y.; Jeon, W.C.; Lee, S.; Jung, S.-H.; Cho, S.G.; Kwak, S.K. Reaction characteristics of Ni–Al nanolayers by molecular dynamics simulation. J. Ind. Eng. Chem. 2018, 57, 290–296. [Google Scholar] [CrossRef]
- Takata, Y.; Haneda, H.; Mitsuhashi, T.; Wada, Y. Evaluation of thermal diffusivity for thin gold films using femtosecond laser excitation technique. Appl. Surf. Sci. 2002, 189, 227–233. [Google Scholar] [CrossRef]
- Lugo, J.M.; Oliva, A.I. Thermal Properties of Metallic Films at Room Conditions by the Heating Slope. J. Thermophys. Heat Transf. 2016, 30, 452–460. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| d | k (1/µm) | kv (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 1 | 2 | 3 | 4 | Mean | SD | ||
| ki | 0.17 | 15.55 | 5.18 | 12.19 | 9.00 | 100 | 100 | 100 | 100 | 100 | 0 |
| kf1 | 0.62 | 5.09 | 1.91 | 4.56 | 4.51 | 32.5 | 36.8 | 37.4 | 50.1 | 39.3 | 7.518 |
| kf2 | 1.37 | 2.57 | 1.42 | 2.24 | 2.51 | 16.6 | 27.4 | 18.4 | 27.85 | 22.5 | 5.907 |
| kf3 | 1.97 | 2.06 | 1.14 | 1.77 | 1.63 | 13.3 | 21.9 | 14.5 | 18.1 | 16.9 | 3.805 |
| kf4 | 2.20 | 1.80 | 1.02 | 1.29 | 1.36 | 11.6 | 19.8 | 10.6 | 15.1 | 14.3 | 4.163 |
| kf5 | 2.97 | 1.41 | 0.86 | 1.17 | 1.22 | 9.1 | 16.5 | 9.6 | 13.6 | 12.2 | 3.499 |
| kf6 | 3.48 | 1.33 | 0.74 | 1.09 | 1.07 | 8.6 | 14.2 | 8.97 | 11.9 | 10.9 | 2.620 |
| kf7 | 4.28 | 1.27 | 0.67 | 1.01 | 0.97 | 11.9 | 12.9 | 8.2 | 10.8 | 10.9 | 2.001 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sauni Camposano, Y.H.; Riegler, S.S.; Jaekel, K.; Schmauch, J.; Pauly, C.; Schäfer, C.; Bartsch, H.; Mücklich, F.; Gallino, I.; Schaaf, P. Phase Transformation and Characterization of 3D Reactive Microstructures in Nanoscale Al/Ni Multilayers. Appl. Sci. 2021, 11, 9304. https://doi.org/10.3390/app11199304
Sauni Camposano YH, Riegler SS, Jaekel K, Schmauch J, Pauly C, Schäfer C, Bartsch H, Mücklich F, Gallino I, Schaaf P. Phase Transformation and Characterization of 3D Reactive Microstructures in Nanoscale Al/Ni Multilayers. Applied Sciences. 2021; 11(19):9304. https://doi.org/10.3390/app11199304
Chicago/Turabian StyleSauni Camposano, Yesenia Haydee, Sascha Sebastian Riegler, Konrad Jaekel, Jörg Schmauch, Christoph Pauly, Christian Schäfer, Heike Bartsch, Frank Mücklich, Isabella Gallino, and Peter Schaaf. 2021. "Phase Transformation and Characterization of 3D Reactive Microstructures in Nanoscale Al/Ni Multilayers" Applied Sciences 11, no. 19: 9304. https://doi.org/10.3390/app11199304
APA StyleSauni Camposano, Y. H., Riegler, S. S., Jaekel, K., Schmauch, J., Pauly, C., Schäfer, C., Bartsch, H., Mücklich, F., Gallino, I., & Schaaf, P. (2021). Phase Transformation and Characterization of 3D Reactive Microstructures in Nanoscale Al/Ni Multilayers. Applied Sciences, 11(19), 9304. https://doi.org/10.3390/app11199304