
Research on Temperature Compensation Method in Crankshaft Online Measurement System


Abstract
:Featured Application
Abstract
1. Introduction
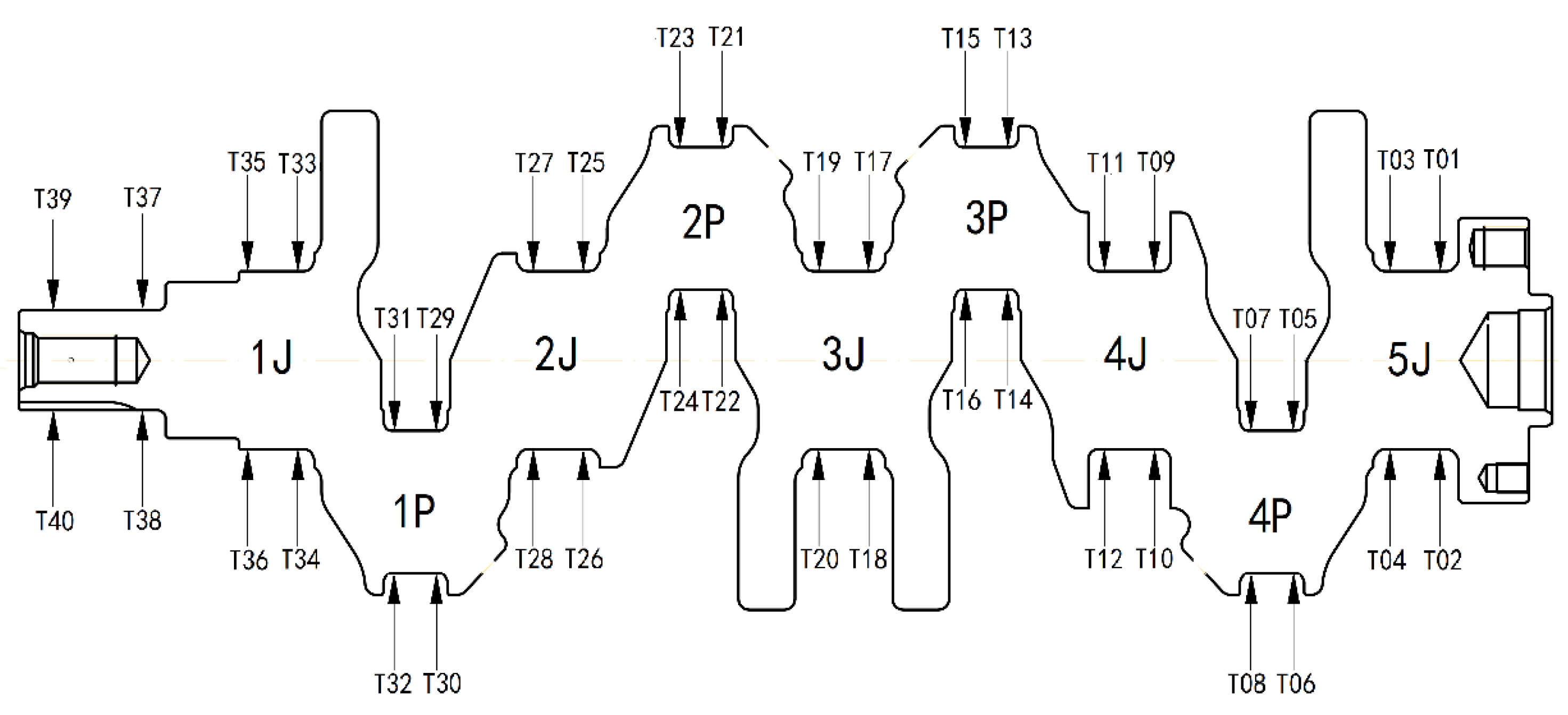
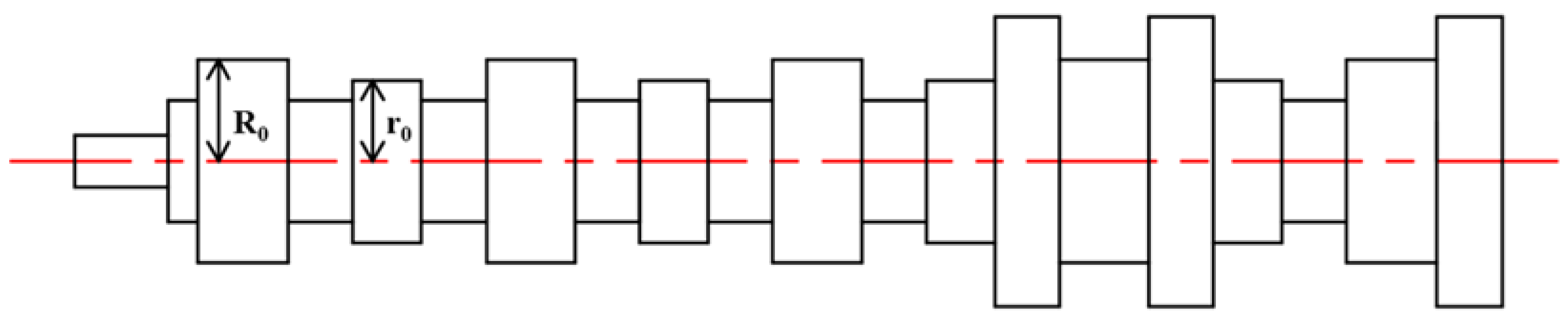
2. Temperature Compensation Method for Crankshaft Online Measurement
2.1. Overall Framework
2.2. Temperature Compesaiton Method
- Measurement of main journal under ideal conditions
- 2.
- The deviation value of LVDT probe supposed in Section 3
- 3.
- Temperature compensation of calibration part and test part
- 4.
- Overall temperature compensation for crankshaft measurement
3. Compensation Method for LVDT Based on IDA-BP Neural Network
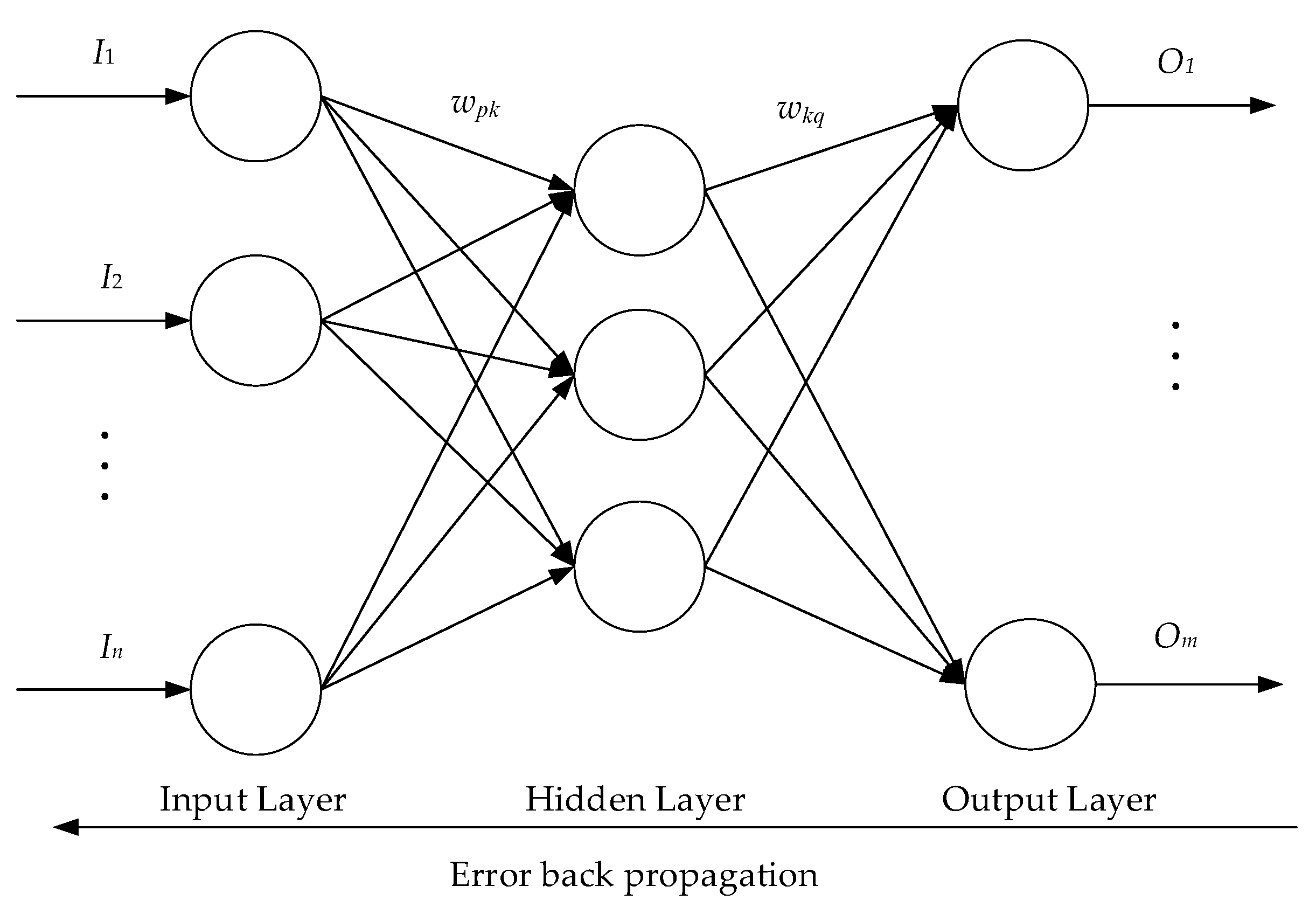
3.1. BP Neural Network
3.2. Dragonfly Algorithm
3.2.1. Fundamental Theory of Dragonfly Algorithm
- 1.
- Separation represents the static collision avoidance that individuals follow to avoid collision with other individuals in the neighborhood; its mathematical model is as follows:
- 2.
- Alignment means the individual’s velocity matching between other neighboring individuals in the same group. The alignment is expressed as follows:where Vj shows the velocity of the j-th neighboring individual.
- 3.
- Cohesion indicates the tendency of individuals toward the center of the swarms’ group. It is defined as follows:
- 4.
- Attraction towards food source is calculated by:where Fi represents the food source of the i-th individual and P+ shows the position of the food source.
- 5.
- Distraction outwards the enemies is modeled mathematically by:where Ei denotes the position of the enemy of the i-th individual and shows the position of the enemy.
3.2.2. Elite Strategy
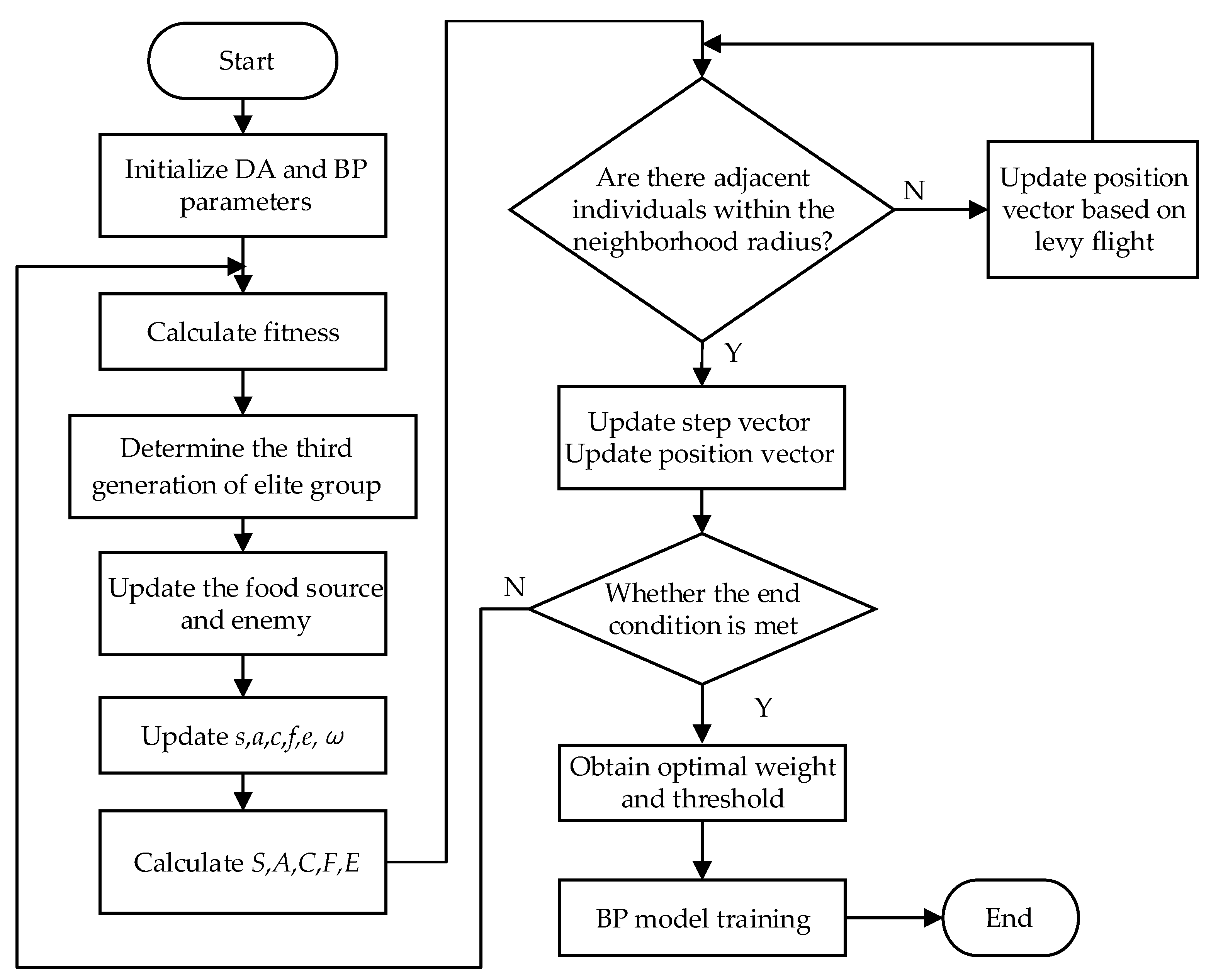
3.2.3. Improved Dragonfly Algorithm
- Read the sample data, generate training set and test set, and perform normalization processing.
- Initialization. Initialize BP neural network: the number of neurons in the input layer, hidden layer, and output layer, the weight w, the threshold φ. Initialize algorithm parameters: dragonfly algorithm population size N, the maximum number of iterations M, spatial dimension l, inertial weight Δω, field radius r, five behavior weights s, a, c, f, e.
- Sort weight w and threshold φ of BP network to form a row vector (w, φ). Generate the initial position P according to the value range of weight and threshold, at the same time, initial step vector ΔP is also generated randomly.
- Calculate the fitness of individual dragonfly when the number of iterations t is less than the maximum number of iterations. Rank dragonflies from best to worst and pick the first n to form the first generation of elite groups. Determine the boundary according to Equation (19). Use elite strategy to find the first one to determine three generations of dragonfly elite groups.
- Through the fitness value of individual, excellent dragonfly individual of previous and current generations is obtained. Find the current best individual and worst individual. Consider the best individual as food and the worst individual as an external enemy.
- Update the five behavior weights s, a, c, f, e, and weights ω. Use the Formulas (9)–(13) to readjust the values of S, A, C, F, and E.
- Determine whether there are other dragonflies within the radius of the field. If there are neighboring individuals within the neighborhood radius, use the Formulas (14) and (15) to update the individual position vector P and step vector ΔP; if there is no neighbor in the current individual radius, use the Formula (16) to update the individual position vector P.
- Determine whether the termination condition is met, and if it is satisfied, stop the operation; otherwise return to step 4 to continue the iteration.
- The optimal individual position P of IDA is recorded, as the weight w and threshold φ of the BP neural network.
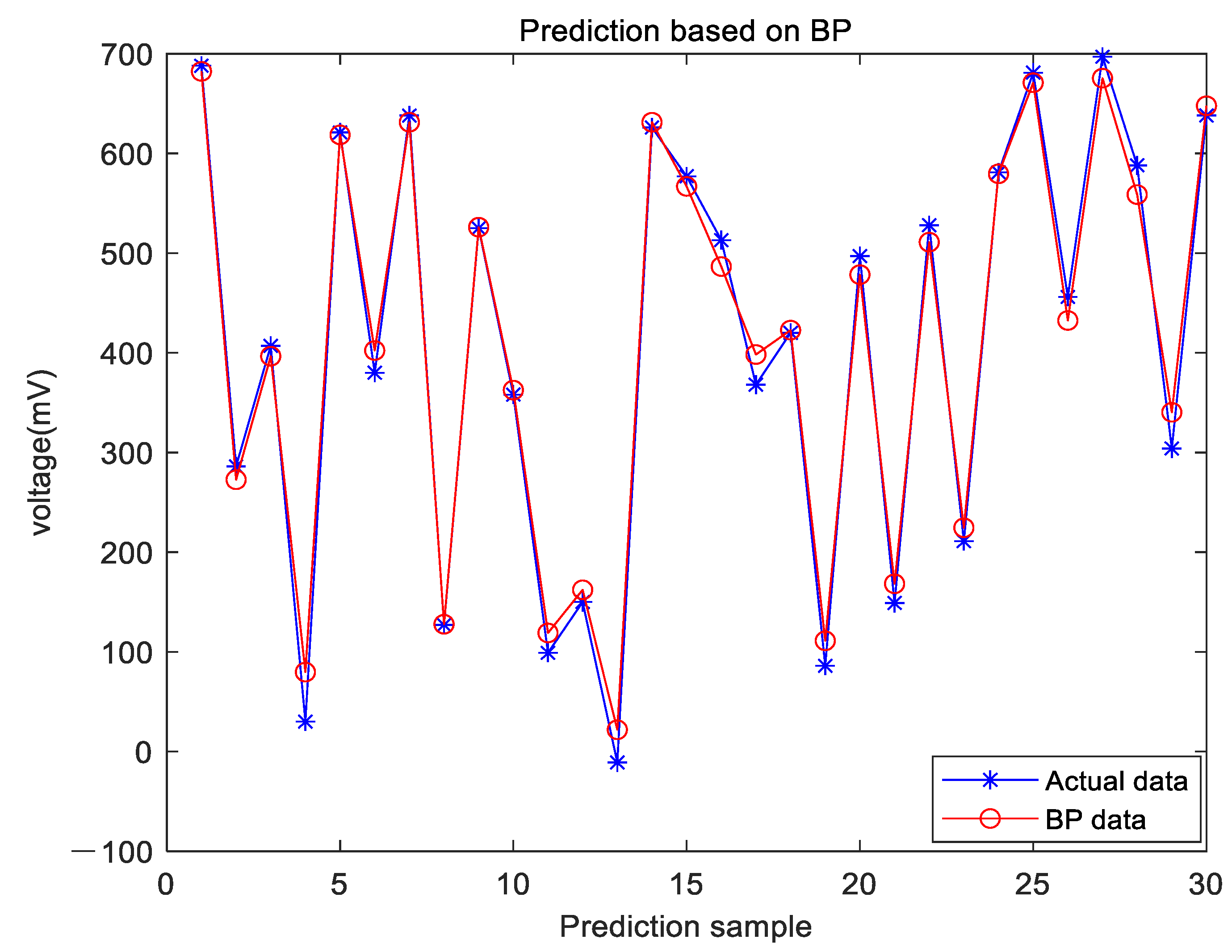
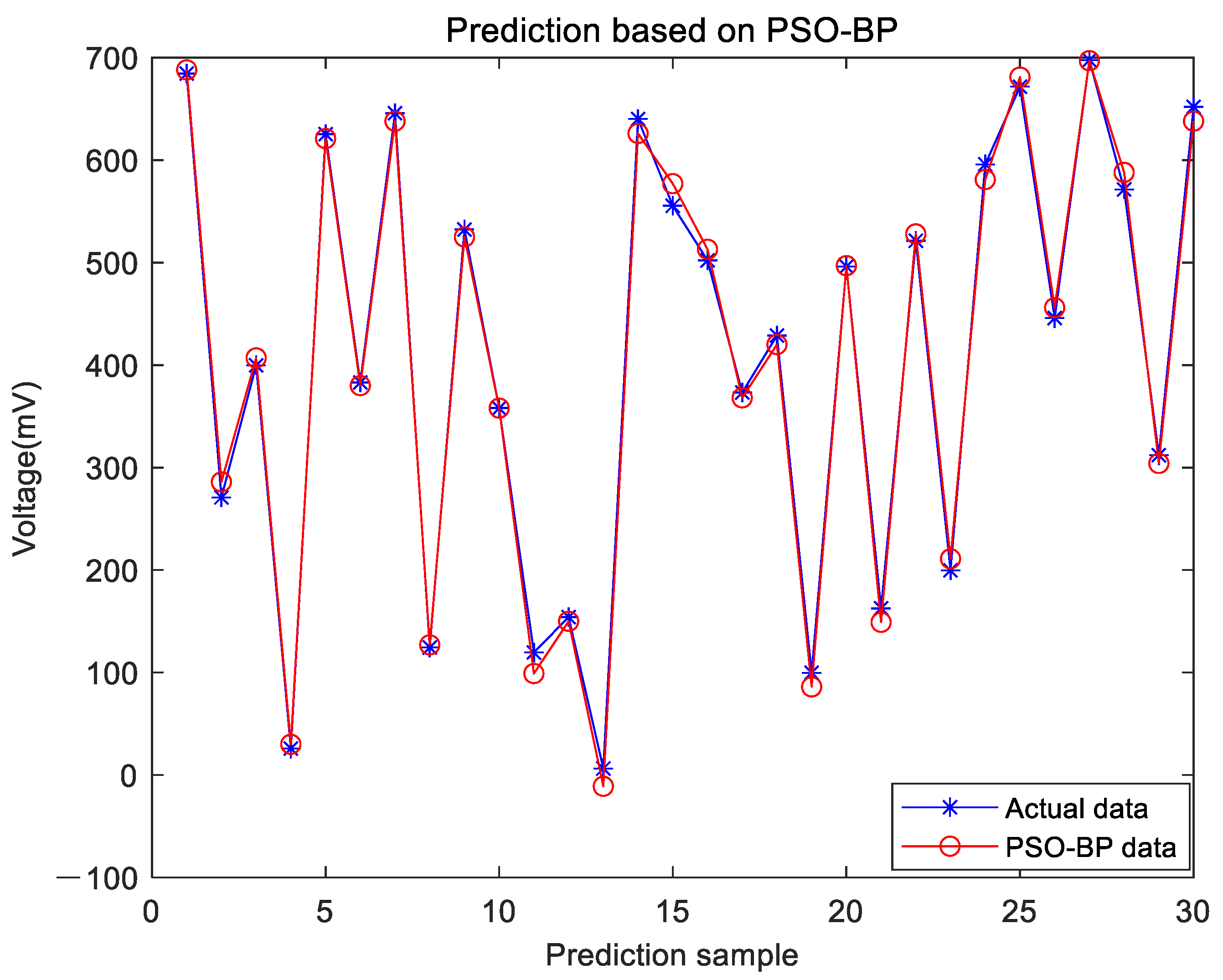
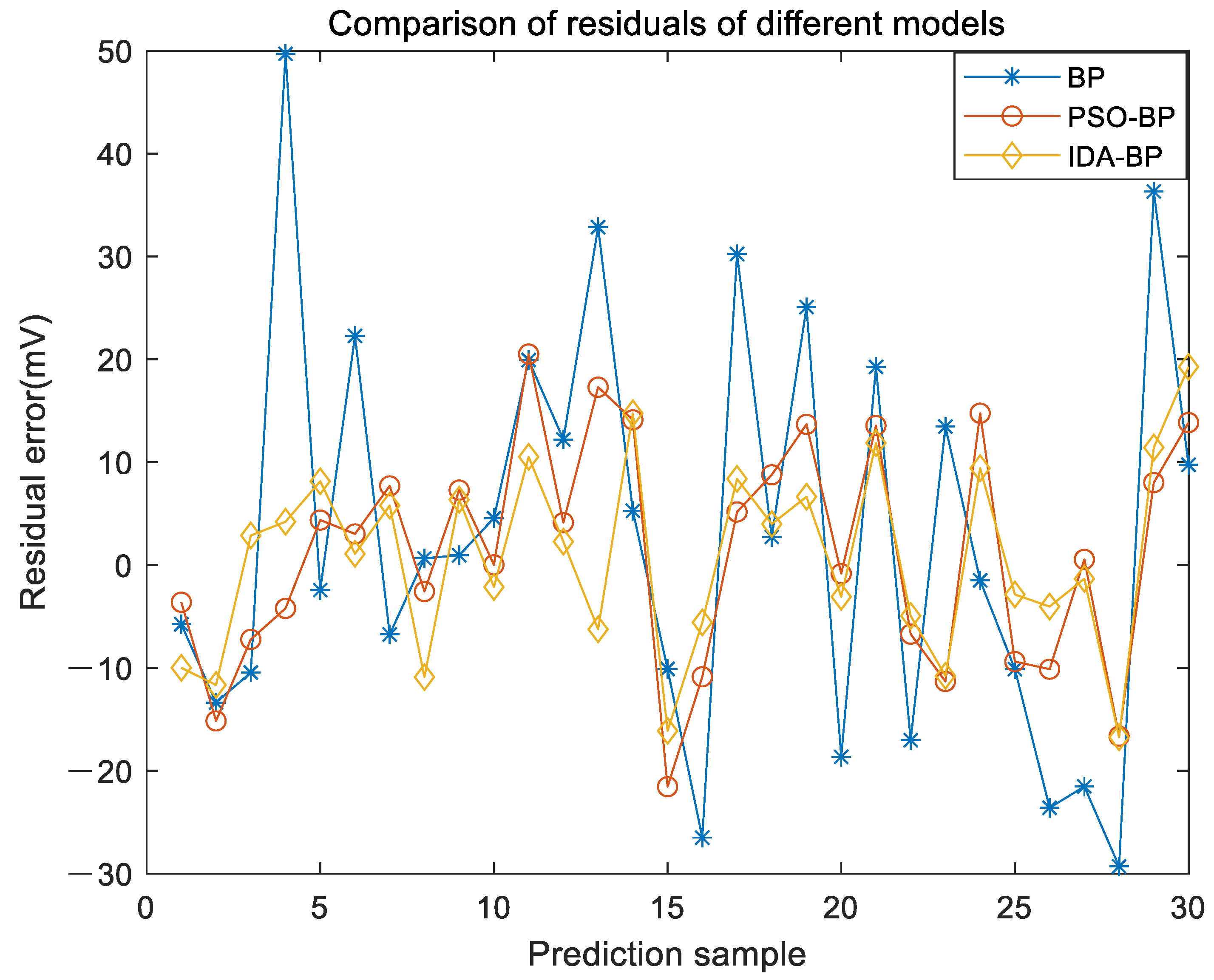
4. Experiment
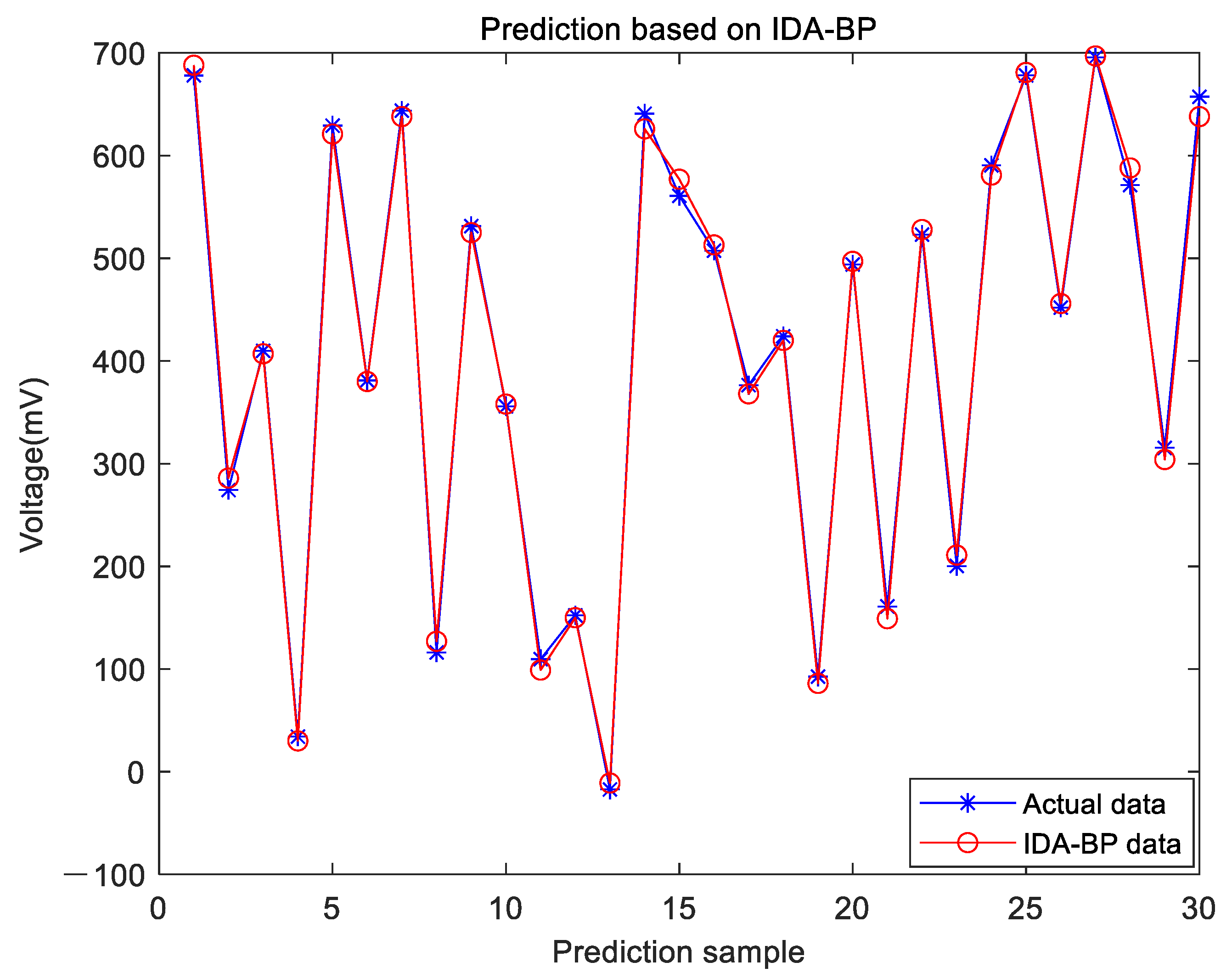
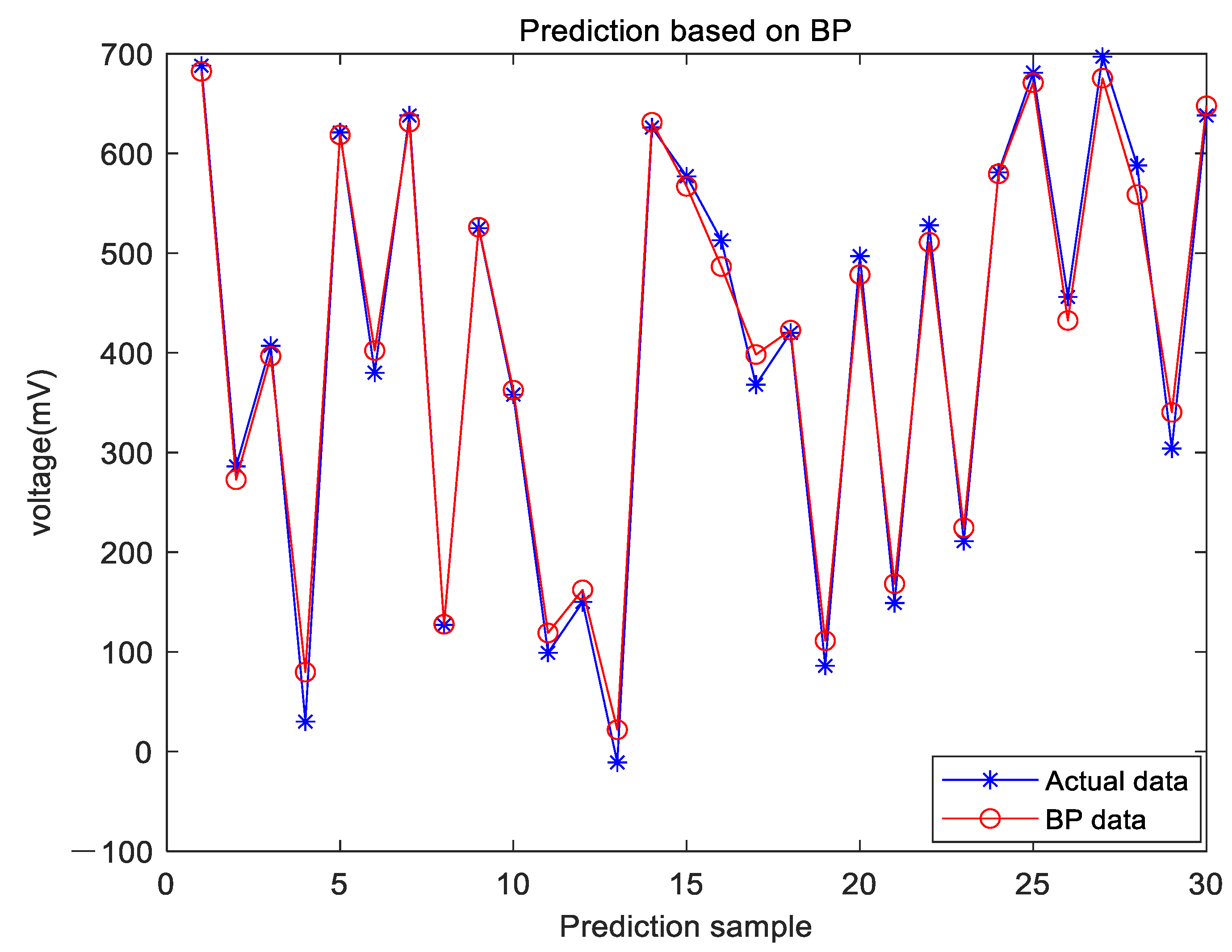
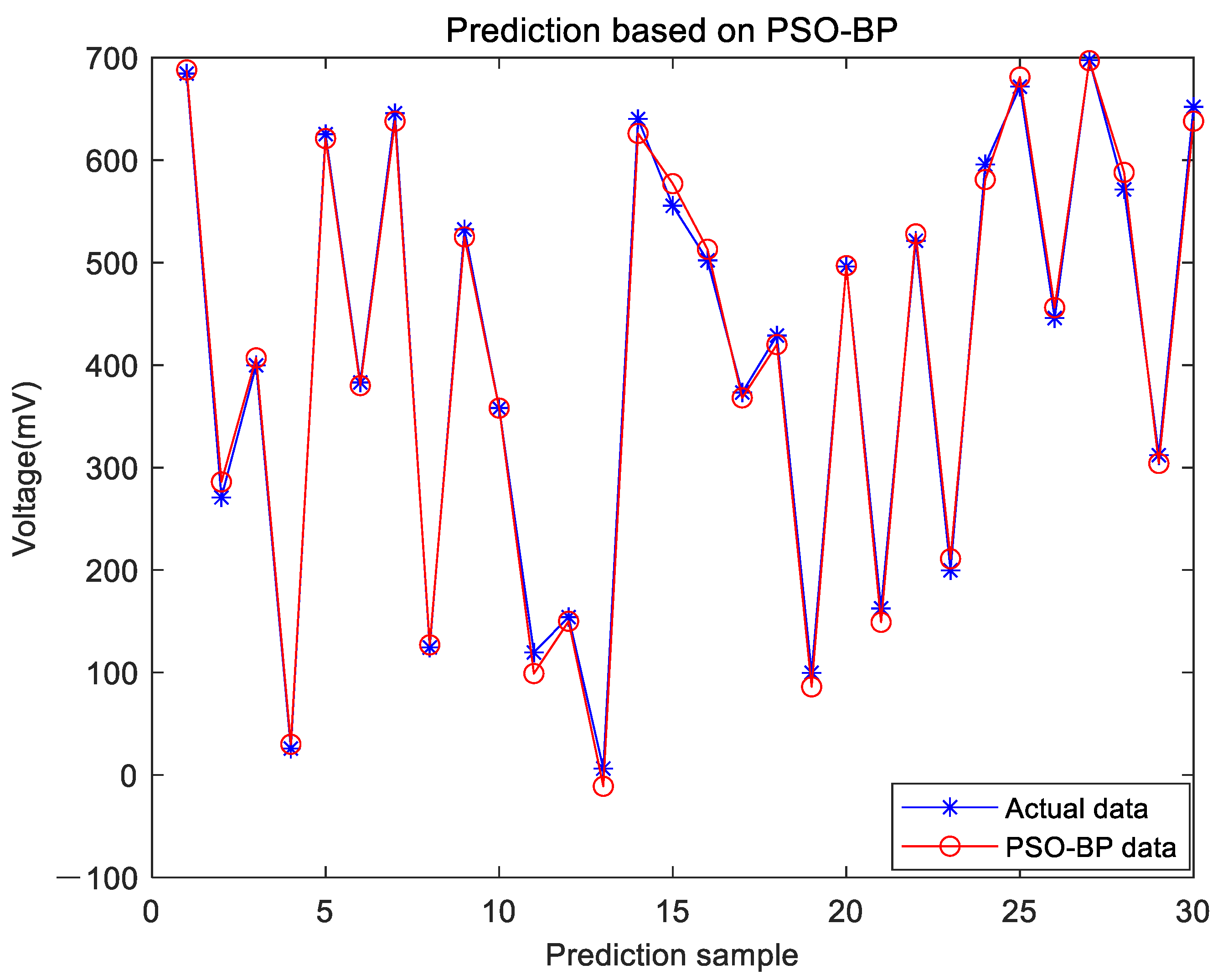
4.1. Improved DA-BP Model
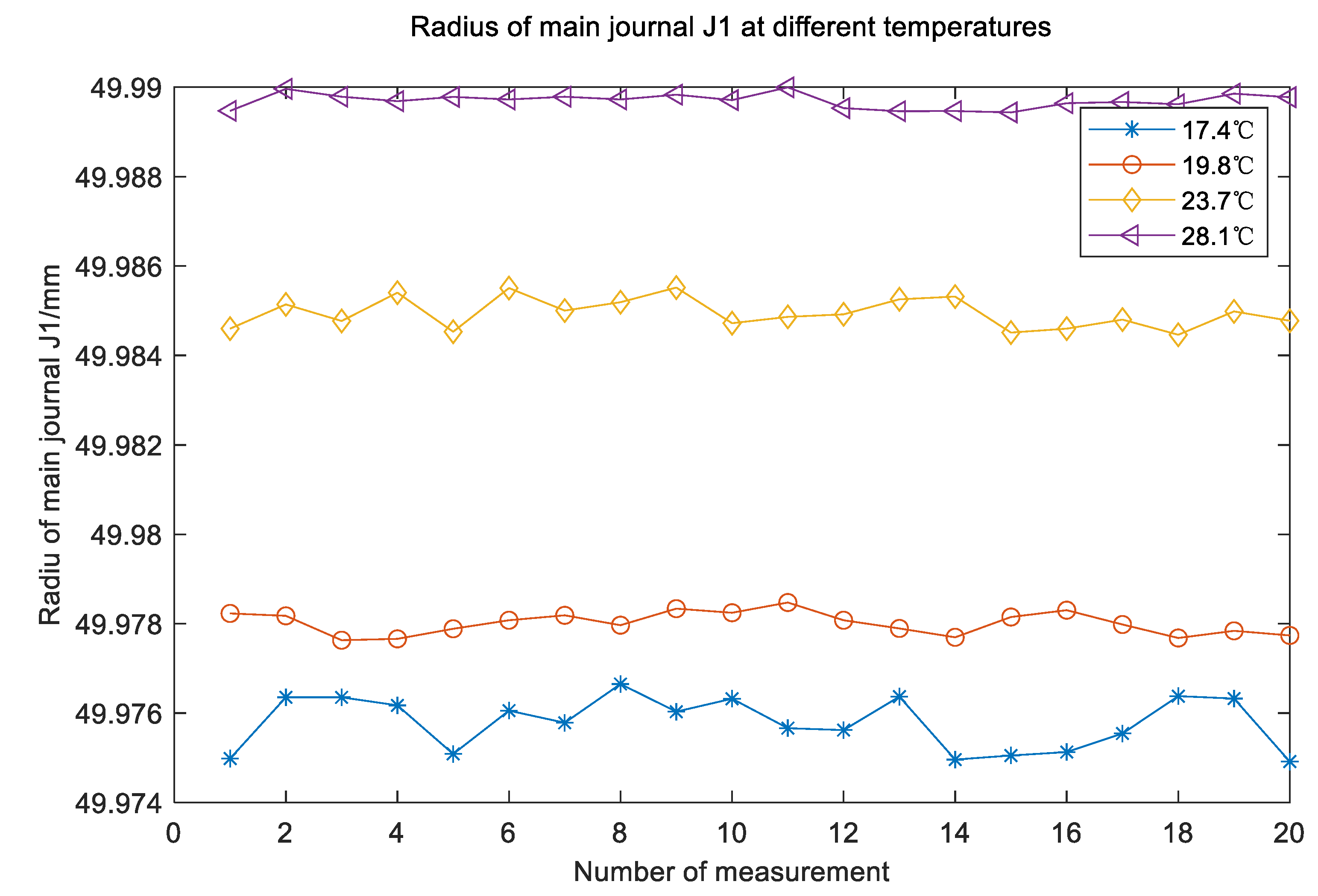
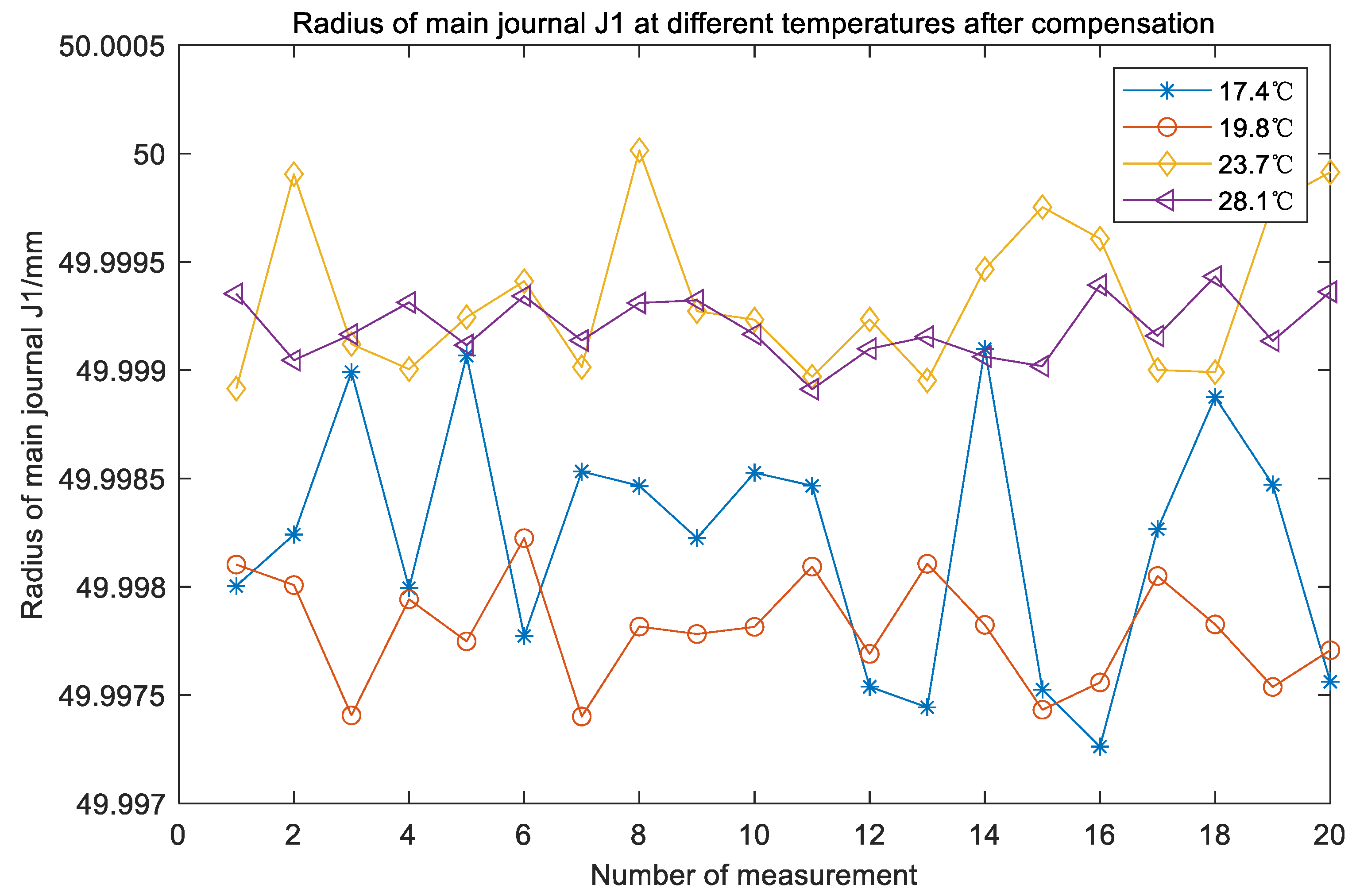
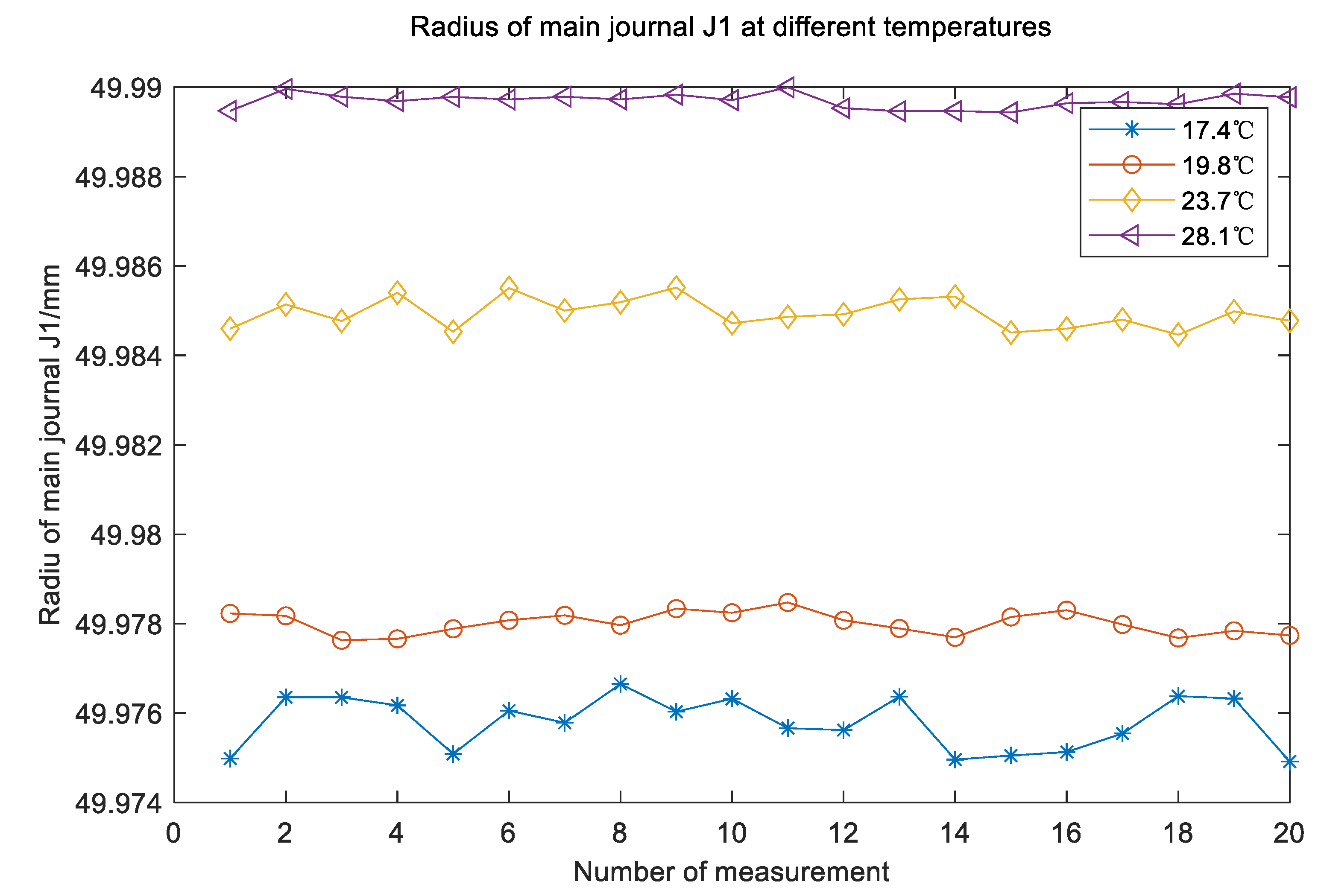
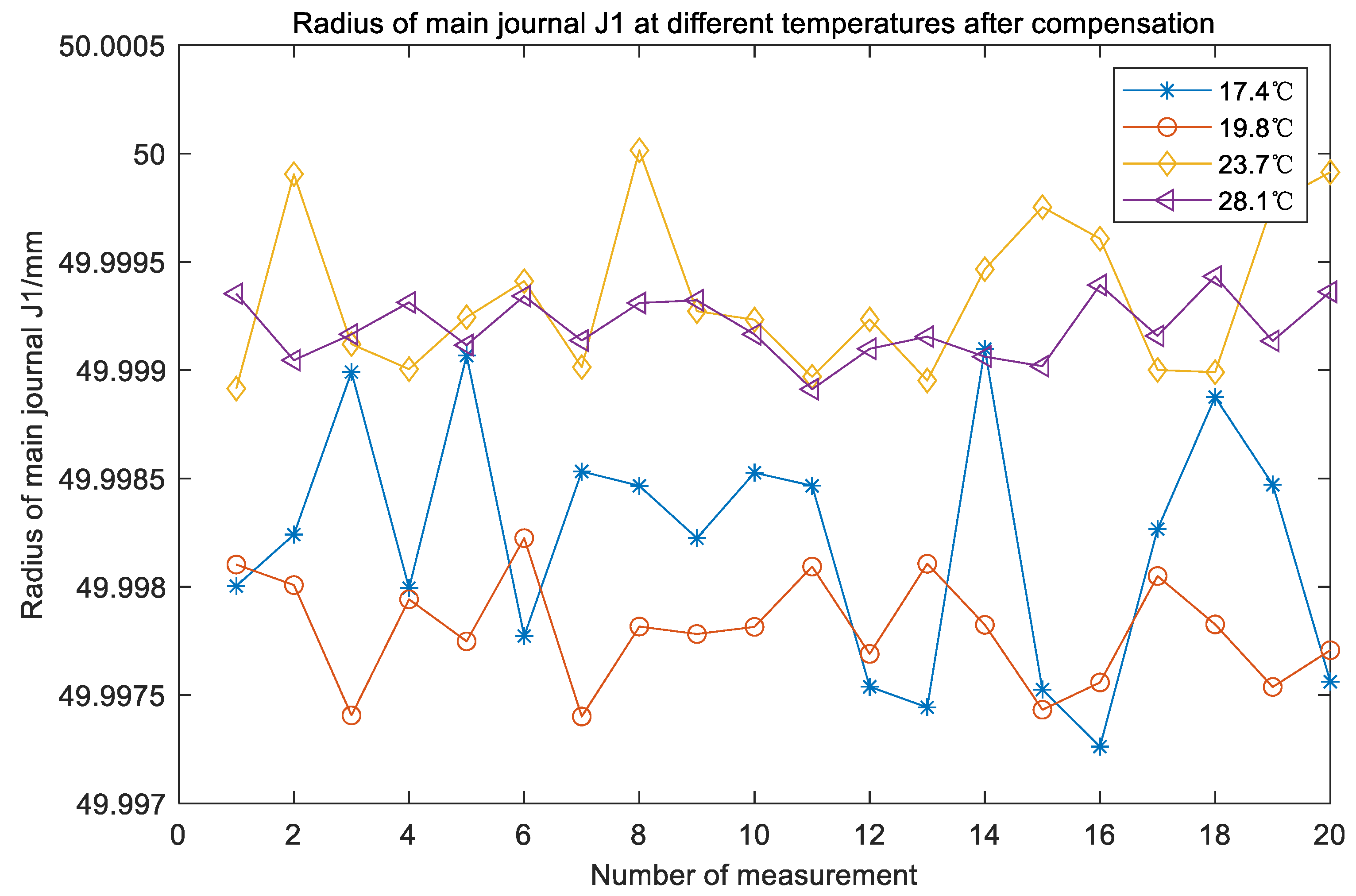
4.2. Validation of Temperature Compensation
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Z.-W.; Zhao, S.-J.; Zhao, F.-Q. Situation Analysis and Development Strategy of China’s Automotive Parts Industry. Sci. Technol. Manag. Res. 2016, 36, 104–108, 156. [Google Scholar]
- Guo, H. Design and Research of Automatic Detection System for Crankshaft of Vehicle Engine; Xi’an University of Technology: Xi’an, China, 2017. [Google Scholar]
- Fang, J.-G.; Hu, C.-H.; Pang, C.-T. Development and Application of Precision Coordinate Measuring Technology. Aeronaut. Manuf. Technol. 2015, 7, 38–41. [Google Scholar]
- Dall’Aglio, C. Apparatus and Methods for Measuring the Pins Diameter of a Crankshaft at the Place of Grinding. Available online: https://patents.google.com/patent/US6931749B2/en (accessed on 14 August 2021).
- Marcotuli, V.; Marelli, S.; Casartelli, R.; Scaccabarozzi, D.; Saggin, B.; Tarabini, M. Compensation of Temperature Effects on an Automatic System for Diameter Measurement. In Proceedings of the 2020 IEEE International Workshop on Metrology for Industry 4.0 & IoT, Roma, Italy, 3–5 June 2020; pp. 283–287. [Google Scholar]
- Zhu, H.-T.; Wang, K.; Wang, Z.-Y. Temperature Effect on Rail Gauge Measurement Error and its Compensation Method When Using Track Inspection Instrument. Railw. Stand. Des. 2014, 58, 21–24. [Google Scholar]
- Das, S.; Das, D.P.; Behera, S.K. Enhancing the linearity of LVDT by two-stage functional link artificial neural network with high accuracy and precision. In Proceedings of the 2013 IEEE 8th Conference on Industrial Electronics and Applications (ICIEA), Melbourne, VIC, Australia, 19–21 June 2013; IEEE: Melbourne, Australia, 2013; pp. 1358–1363. [Google Scholar]
- Chen, G.; Zhang, B.; Liu, P.; Ding, H. An Adaptive Analog Circuit for LVDT‘s Nanometer Measurement Without Losing Sensitivity and Range. IEEE Sens. J. 2015, 15, 2248–2254. [Google Scholar] [CrossRef]
- Petchmaneelumka, W.; Koodtalang, W.; Riewruja, V. Simple Technique for Linear-Range Extension of Linear Variable Differential Transformer. IEEE Sens. J. 2019, 19, 5045–5052. [Google Scholar] [CrossRef]
- Pramanik, C.; Islam, T.; Saha, H. Temperature compensation of piezoresistive micro-machined porous silicon pressure sensor by ANN—ScienceDirect. Microelectron. Reliab. 2006, 46, 343–351. [Google Scholar] [CrossRef]
- Ma, C.; Zhao, L.; Mei, X.; Shi, H.; Yang, J. Thermal error compensation of high-speed spindle system based on a modified BP neural network. Int. J. Adv. Manuf. Technol. 2017, 89, 3071–3085. [Google Scholar] [CrossRef]
- Wu, J.; Cheng, Y.-M.; Liu, C.; Lee, I.-K.; Cha, J.-S.; Huang, W.-L. A BP Neural Network Based on Improved PSO for Increasing Current Efficiency of Copper Electrowinning. J. Electr. Eng. Technol. 2021, 16, 1297–1304. [Google Scholar] [CrossRef]
- Zhu, C.; Zhang, J.; Liu, Y.; Ma, D.; Li, M.; Xiang, B. Comparison of GA-BP and PSO-BP neural network models with initial BP model for rainfall-induced landslides risk assessment in regional scale: A case study in Sichuan, China. Nat. Hazards 2020, 100, 173–204. [Google Scholar] [CrossRef]
- Gu, P.; Zhu, C.M.; Wu, Y.Y.; Mura, A. Energy Consumption Prediction Model of SiCp/Al Composite in Grinding Based on PSO-BP Neural Network. Solid State Phenom. 2020, 305, 163–168. [Google Scholar] [CrossRef]
- Mirjalili, S. Dragonfly algorithm: A new meta-heuristic optimization technique for solving single-objective, discrete, and multi-objective problems. Neural Comput. Appl. 2016, 27, 1053–1073. [Google Scholar] [CrossRef]
- Yasen, M.; Al-Madi, N.; Obeid, N. Optimizing Neural Networks using Dragonfly Algorithm for Medical Prediction. In Proceedings of the 2018 8th International Conference on Computer Science and Information Technology (CSIT), Amman, Jordan, 11–12 July 2018; IEEE: Amman, Jordan, 2018; pp. 71–76. [Google Scholar]
- Zhu, Z.-D. Principle of Temperature Compensation and its Application in Detecting Appliances between Inter-working Procedure. Tool Eng. 2008, 42, 95–98. [Google Scholar]
- Yang, S.-X. Research on Thermal Expansion of Mechanical Parts. Ph.D. Thesis, Hefei University of Technology, Hefei, China, 2017. [Google Scholar]
- Rolling Bearings—Tolerances—Part 2: Measuring and Gauging Principles and Methods(ISO 1132-2:2001); International Standards Organization: Geneva, Switzerland, 2001.
- Meraihi, Y.; Ramdane-Cherif, A.; Acheli, D.; Mahseur, M. Dragonfly algorithm: A comprehensive review and applications. Neural Comput. Appl. 2020, 1–22. [Google Scholar] [CrossRef]
- Rahman, C.M.; Rashid, T.A. Dragonfly Algorithm and Its Applications in Applied Science Survey. Comput. Intell. Neurosci. 2019, 2019, 9293617. [Google Scholar] [CrossRef] [PubMed]
- Eberhart, R.; Kennedy, J. A new optimizer using particle swarm theory. In Proceedings of the MHS’95, Sixth International Symposium on Micro Machine and Human Science, Nagoya, Japan, 4–6 October 1995; IEEE: Nagoya, Japan, 1995; pp. 39–43. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Algorithm | BP | PSO-BP | IDA-BP |
|---|---|---|---|
| MSE | 398.5531 | 118.954 | 83.6031 |
| RMSE | 19.9638 | 10.9066 | 9.1435 |
| Residual error/mV | 3.2468 | 1.3944 | 0.6930 |
| Temperature | 17.4 °C | 19.8 °C | 23.7 °C | 28.1 °C |
|---|---|---|---|---|
| 1 | 49.9750 | 49.9782 | 49.9846 | 49.9895 |
| 2 | 49.9763 | 49.9776 | 49.9851 | 49.9898 |
| 3 | 49.9762 | 49.9777 | 49.9848 | 49.9897 |
| 4 | 49.9751 | 49.9779 | 49.9854 | 49.9898 |
| 5 | 49.9761 | 49.9781 | 49.9845 | 49.9897 |
| 6 | 49.9758 | 49.9783 | 49.9855 | 49.9897 |
| 7 | 49.9766 | 49.9781 | 49.9852 | 49.9896 |
| 8 | 49.9760 | 49.9779 | 49.9855 | 49.9895 |
| 9 | 49.9763 | 49.9782 | 49.9847 | 49.9895 |
| 10 | 49.9761 | 49.9780 | 49.9849 | 49.9894 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, T.; Qian, X.; Lou, P. Research on Temperature Compensation Method in Crankshaft Online Measurement System. Appl. Sci. 2021, 11, 7558. https://doi.org/10.3390/app11167558
Gu T, Qian X, Lou P. Research on Temperature Compensation Method in Crankshaft Online Measurement System. Applied Sciences. 2021; 11(16):7558. https://doi.org/10.3390/app11167558
Chicago/Turabian StyleGu, Tingting, Xiaoming Qian, and Peihuang Lou. 2021. "Research on Temperature Compensation Method in Crankshaft Online Measurement System" Applied Sciences 11, no. 16: 7558. https://doi.org/10.3390/app11167558
APA StyleGu, T., Qian, X., & Lou, P. (2021). Research on Temperature Compensation Method in Crankshaft Online Measurement System. Applied Sciences, 11(16), 7558. https://doi.org/10.3390/app11167558