2. Preventive Maintenance and Contemporary Real Solutions Using the Total Productive Maintenance (TPM) Methodology
Maintenance optimisation and standardisation take advantage of recommendations from the TMP, i.e., total productive maintenance (TPM), established by Seichi Nakajima, Japan, after WWII. It is founded on eight pillars [
1]. TPM is the process of maximizing equipment effectiveness through the active involvement of all supporting departments. The goal of TPM is to improve overall productivity by optimizing equipment availability.
The classic version of the TPM methodology is very general and it has been modified for the needs of this article We will primarily focus on planned maintenance, including a proposal of innovation of the whole methodology and its real implementation and verification in an international industrial plant. TPM is built on the 5S methodology, which helps organize and standardize facility procedures, leading to many benefits for both production and workplace quality.
Four significant benefits of total productive maintenance [
1]
.
With carefully planned and scheduled maintenance, equipment is extremely well maintained. Additionally, TPM empowers all plant personnel to take ownership of their machines and maintenance is a positive investment for them. Since TPM makes maintenance personal, assets are better cared for.
- 2.
Reduced equipment downtime
More planned maintenance means fewer failures. By implementing proactive maintenance activities, downtime events are minimized
- 3.
Lower manufacturing costs.
As overall equipment efficiency (OEE) increases, production costs are also minimized. Higher productivity leads to higher profits and reduced spending on equipment stoppage time and repairs.
- 4.
Strengthened workplace safety
Because TPM is built on the 5S foundation, the workplace is systematically organized and cleaned. The steps in the 5S method—sort, straighten, shine, standardize, and sustain—uncover underlying problems and challenges to maintaining the work environment.
Three significant challenges of total productive maintenance for organizations are [
1]
:
Cultural change. Adjusting an organization’s culture around the principles of TPM may sound like a big, abstract concept.
Wasteful inventories.
Neglecting continuous improvement and performance management.
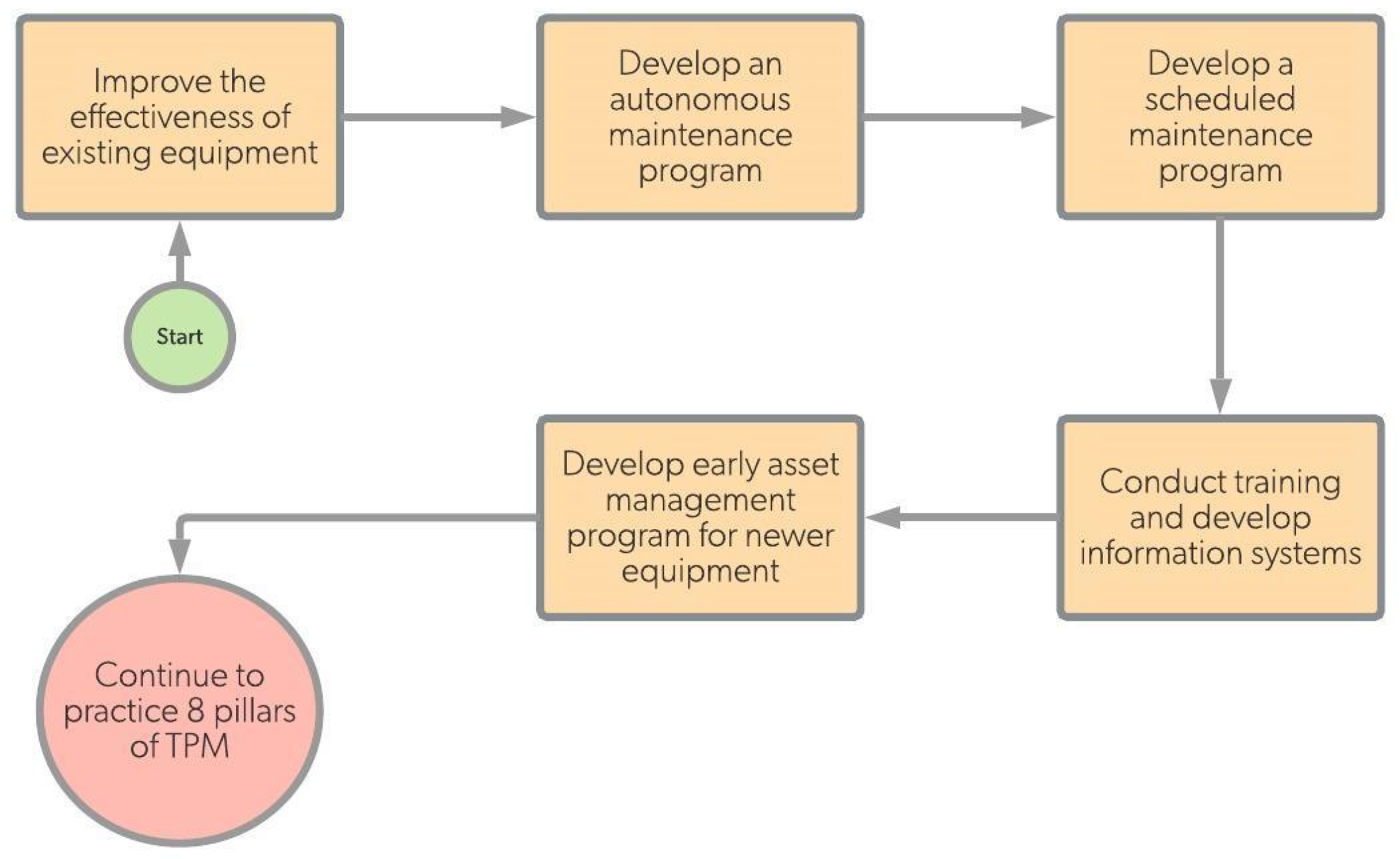
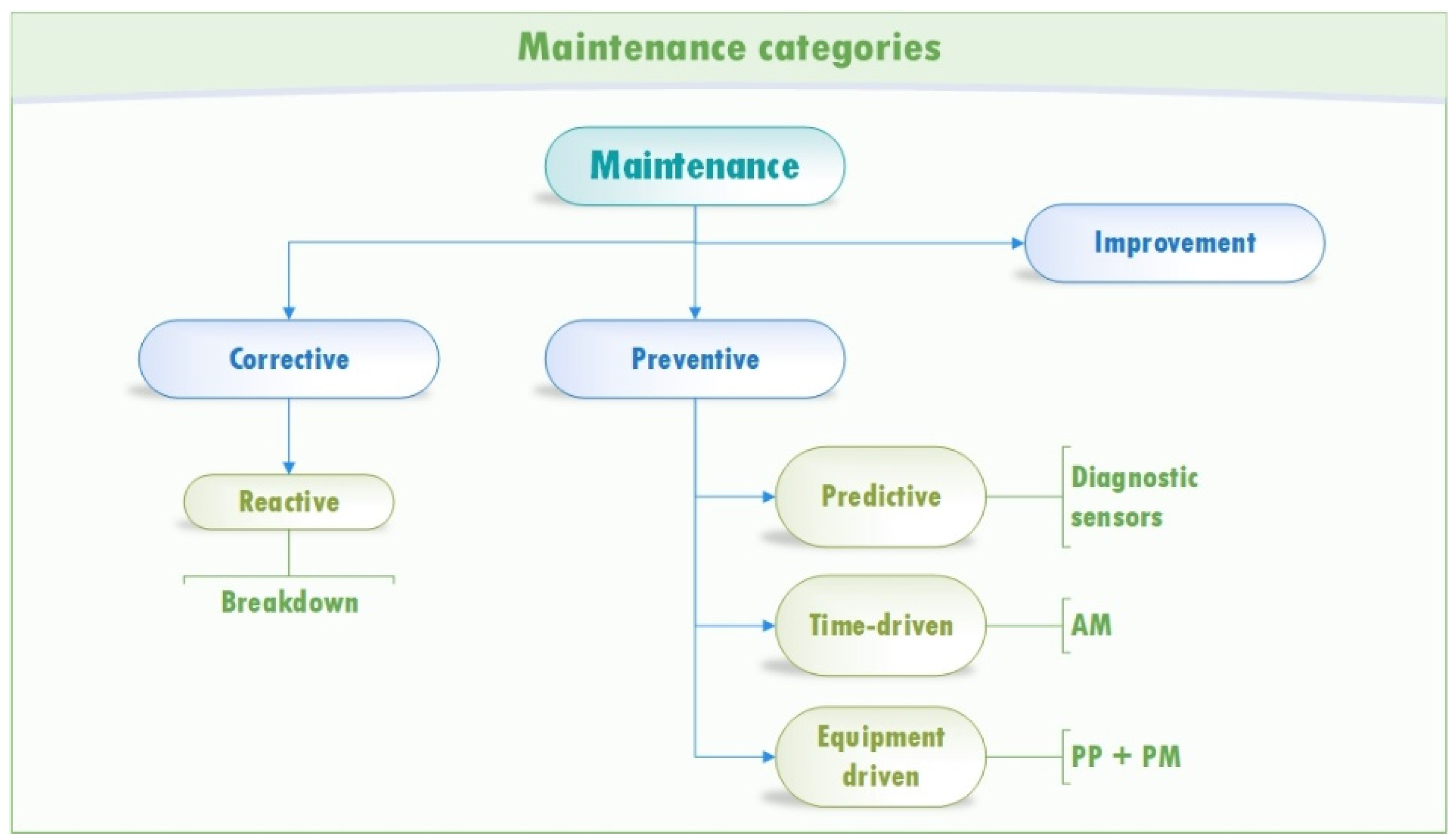
TPM is an innovative concept in the manufacturing industry that evolved from the idea of preventive maintenance to adopt practices of productive maintenance, maintenance prevention, and reliability engineering, see
Figure 2. What we now refer to as TPM, has become an ingenious approach to achieve overall equipment effectiveness by involving the workforce behind the machines (i.e., the operators) [
1].
The innovative measures solve the issue of the concerned methodology regarding the management of preventive maintenance. Therefore, the primary objective is to present such an innovative solution to preventive maintenance management, together with a novel approach to this problem area.
The primary purpose of maintenance is to keep production and other equipment operational and prevent or minimise outages caused by conventional and unconventional failures. Such outages cause unexpected financial costs, either for their removal or due to interruption of planned production [
2].
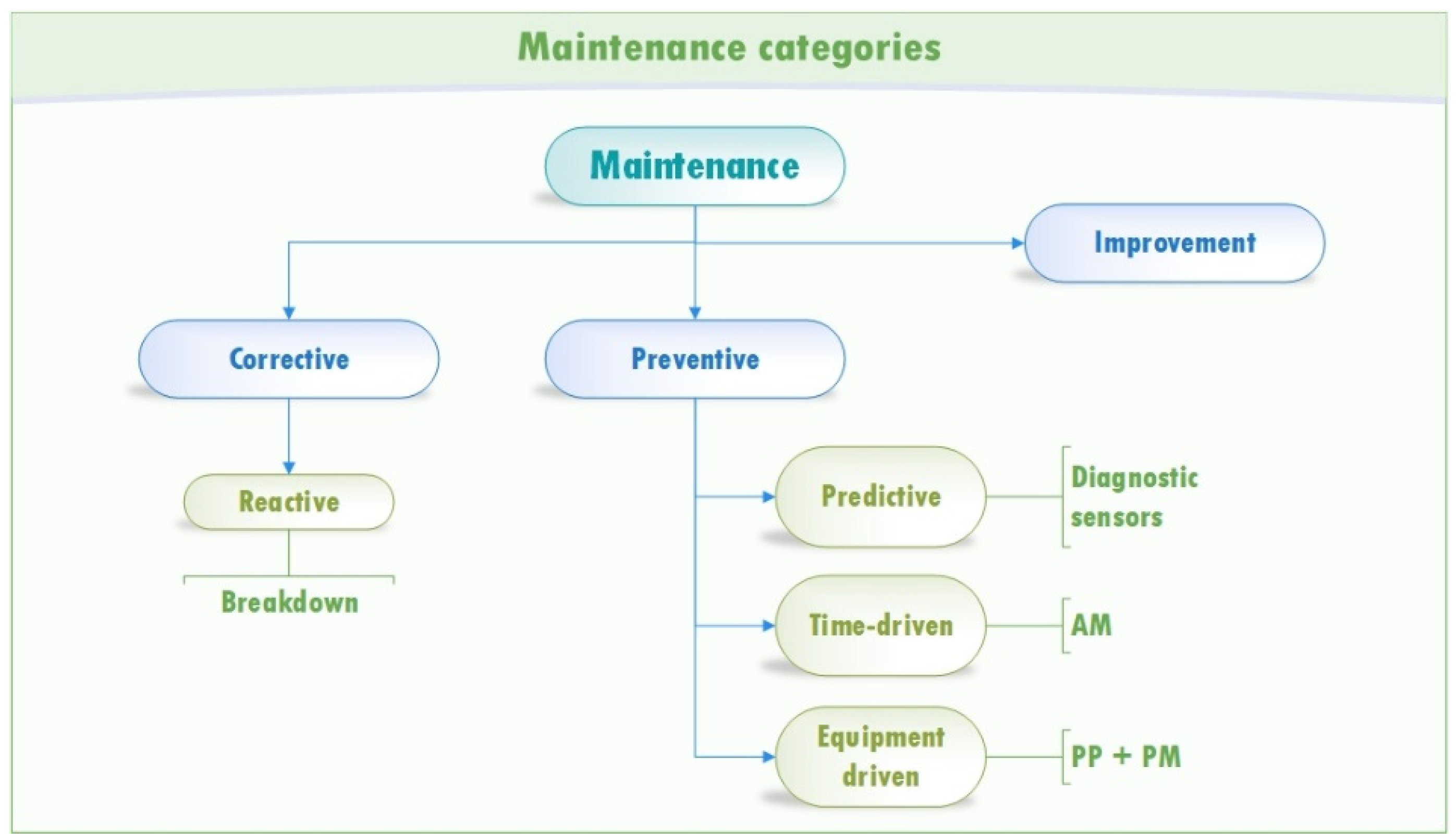
Global optimisation of equipment maintenance results in minimisation of operational costs, decrease in production equipment failures and an increase in production potential. The objective of effective maintenance is to reduce undesired, accidental and unexpected anomalies, so-called reactive maintenance, and to substitute them by planned downtimes, so-called preventive maintenance. Correct maintenance of production equipment affects its failures, i.e., increase its productivity. Preventive maintenance is a time-driven process that is repeated in intervals of the same length. A series of activities are performed to keep the equipment operational and prevent unexpected anomalies. As mentioned above, this concerns a proactive approach to maintenance management, attempting to minimise the occurrence of unexpected equipment failures—reactive maintenance.
The abbreviation TPM symbolises effectively the functional maintenance of production equipment. It concerns a wide range of activities, tools, and processes. Such a complex approach to effective maintenance management results in a decrease both in repair costs of the production equipment and in losses incurred by equipment downtimes caused by a failure. The following publications present the TPM methodology implemented into production processes or research in combination with other methods.
Santos et al. [
3] present the benefits achieved in the ergonomics process management with the use of the TPM methodology in Tucuruí Hydropower Plant. The results of the ergonomic actions demonstrated a 12% reduction over the absenteeism rate due to musculoskeletal disorders.
Butlewski et. al. [
4] describes the use of TPM pillars: focused improvement, autonomous maintenance, planned maintenance, quality maintenance, early equipment management and training and education, along with their implementation for the purposes of fatigue management. Among the various techniques used as part of TPM, the techniques that allow better control over the welfare and safety of workers are highlighted. These methods proved particularly useful in fatigue management.
Lu et. al. [
5] shows how during the production, the continuous operation of the machine increases the probability of failure, and the repair work can eliminate the failure. For each order, they derive some useful lemmas and develop an optimal algorithm to schedule jobs within it. Then, given the order assignment and sequence in the manufacturers, they propose a dynamic programming algorithm to make the decision on the maintenance planning. Subsequently, the investigated problem is proved to be NP-hard; thus, they propose a hybrid discrete black hole algorithm and variable neighbourhood search (DBH-VNS) approach to solve the integrated problem. Some improvements are integrated into the proposed algorithm to obtain competitive results, which include a discrete encoding-based population updating scheme, the modified neighbourhoods, and the VNS-based local search. Finally, they conduct computational experiments which demonstrate the effectiveness and validity of the proposed hybrid metaheuristic.
The active preventive maintenance approach for complex equipment is proposed in [
6]. Firstly, a novel PSS operation model was developed, where complex equipment is offered as a part of PSS (product-service system) and under exclusive control by the providers. Then, a solution of equipment preventive maintenance based on the operation mode was designed. A deep neural network was trained to predict the remaining effective life of the key components, and thereby, it can pre-emptively assess the health status of equipment.
When implementing the TPM concept for optimising maintenance processes, it was found that difficulties are encountered not so much in the introduction as in the permanent application of TPM. In particular, the production staff have to be convinced of the usefulness of TPM. TPM was successfully established with the aid of audits and staff training, which was proven by the positive development of the audit marks and by staff-opinion polls. Within five years TPM was successfully implemented by private and national owners at about 50 plants predominantly in Japan, China and USA, resulting in a continuous improvement of their availability [
7].
The preventive maintenance scheduling problem is studied in [
8] on behalf of generation companies (GENCOs) with natural gas power plants, while taking into account their signed natural gas contracts and the opportunities of purchasing and selling natural gas in the spot market. They consider the uncertain prices of both natural gas and electricity in the spot market, and propose a multistage stochastic mixed integer programming (MSMIP) model seeking the optimal operations regarding maintenance outage scheduling and natural gas trading. Large-scale MSMIP problems suffer not only the curse of dimensionality, but also computational difficulties with both discrete and continuous variables at each stage. Huang et.al. [
9] leverage the progressive hedging algorithm based on scenario-based decomposition to solve large MSMIP problems. The solutions obtained from the algorithm exhibit promising quality under their numerical studies. In order to improve the cost-efficiency of the serial production lines, a deep reinforcement learning-based approach is proposed to obtain PM policy. A novel modelling method for the serial production line is adopted during the learning process. A reward function is proposed based on system production loss evaluation. The algorithm based on the Double Deep Q-Network is applied to learn the PM policy.
The TPM methodology is widely used in practice as evidenced by the following publications [
10,
11,
12,
13,
14,
15,
16,
17,
18].
Each of the above works operate with the classic TPM methodology, but our approach has adjusted the individual parameters of the methodology and completely new ones have been delivered, thus creating a unique methodology that can be used in industry.
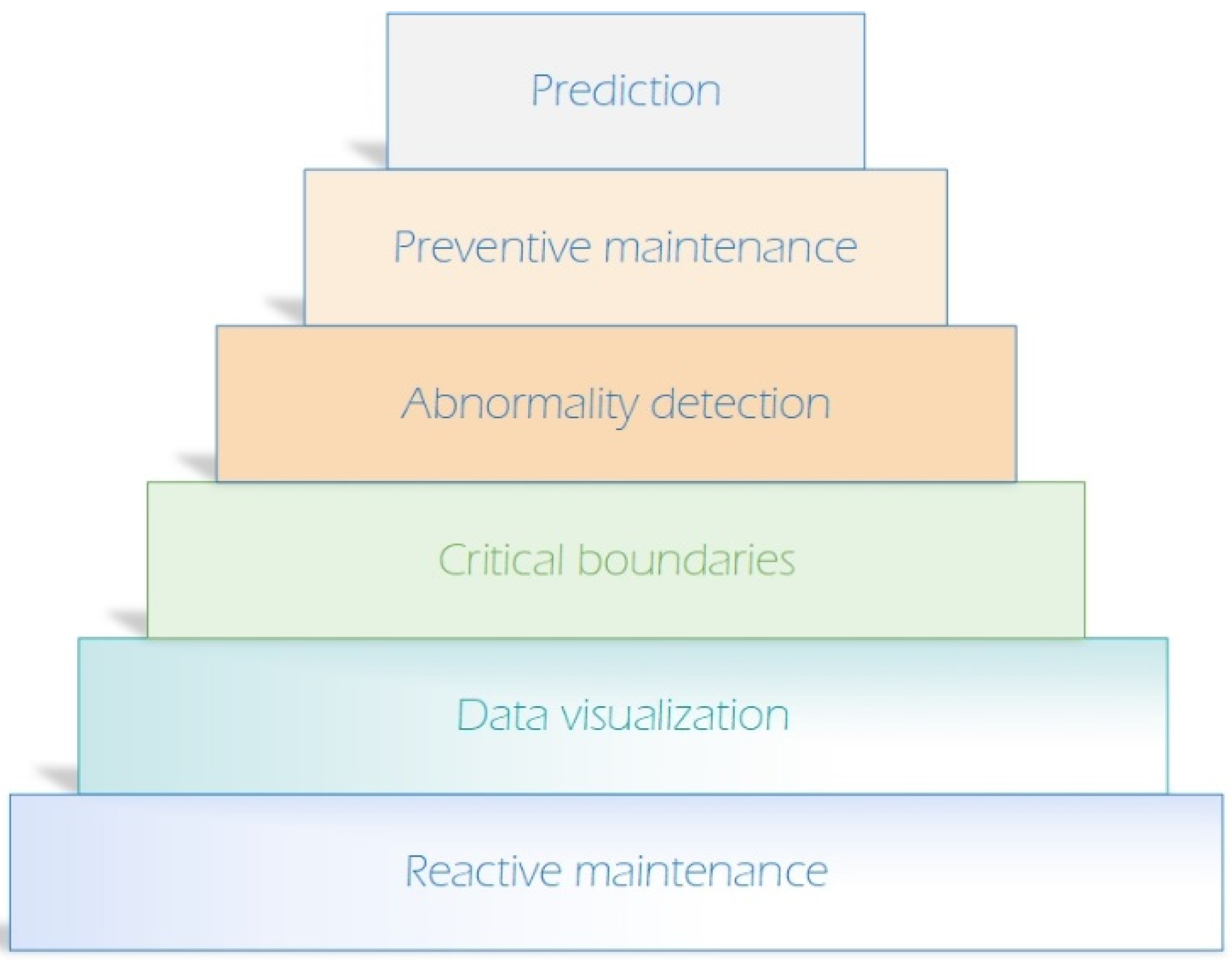
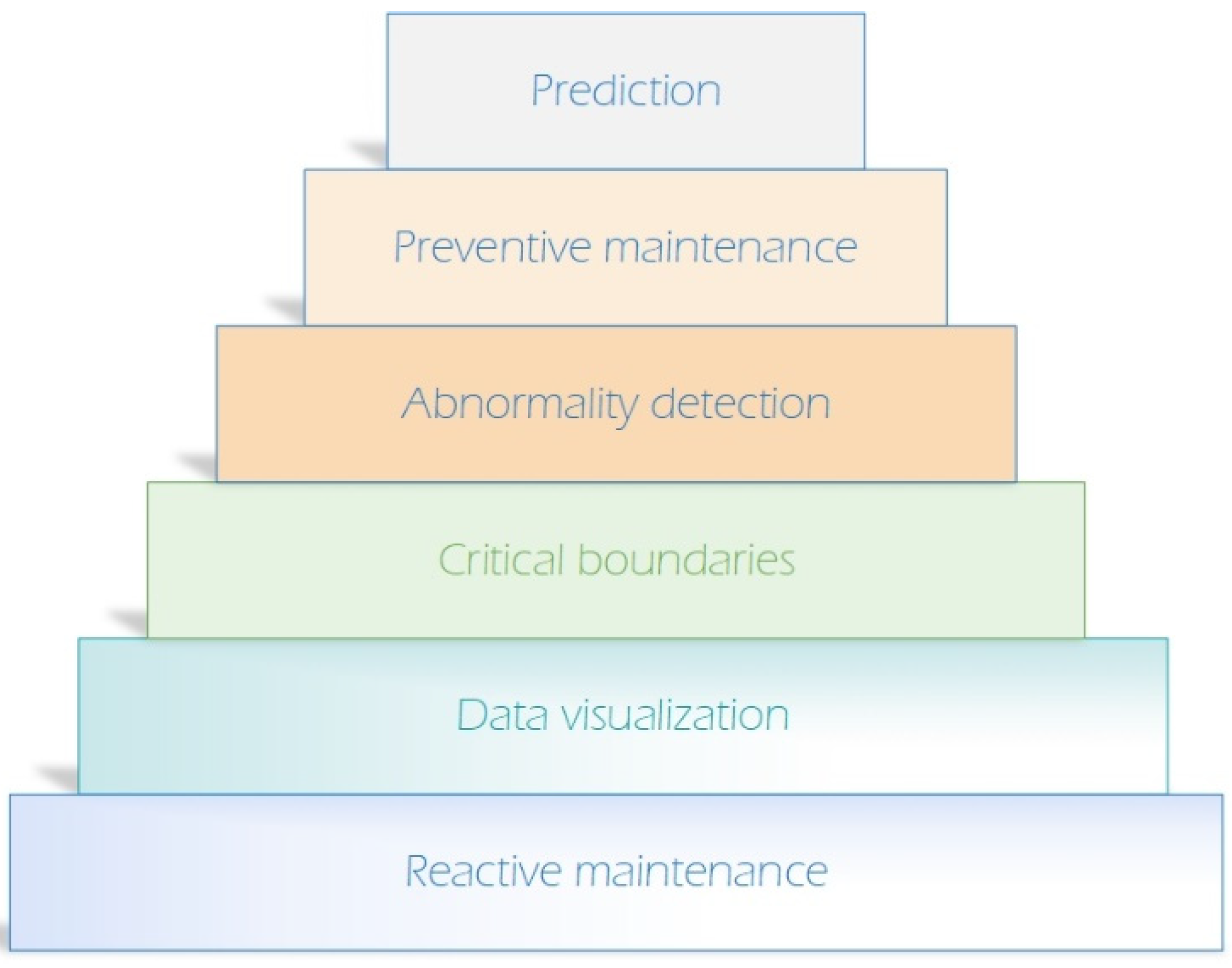
In the TPM methodology, preventive maintenance (
Figure 3) is located at the top of the maintenance management right after the most complex method regarding implementation, namely predictive maintenance, which tries to predict future conditions.
Preventive maintenance objectives:
Reduction of equipment failures—number and length of a failure, reduction of equipment start-ups;
Reduction of abnormalities—equipment conditions indirectly affecting equipment operation;
Reduction of costs—scrap, components.
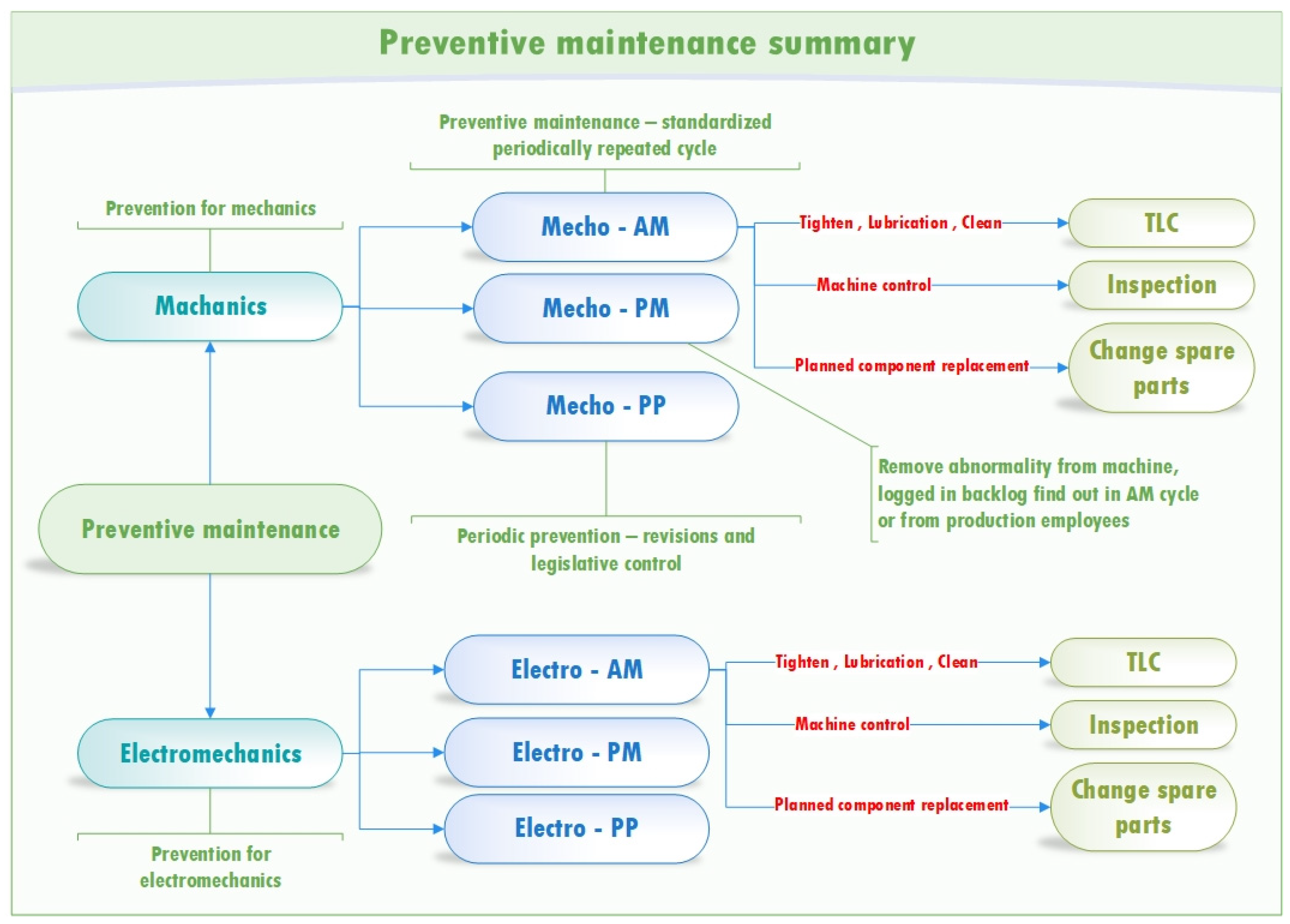
The following text will discuss preventive maintenance as a whole, although there is a basic division according to the specialist/technician performing the maintenance:
Electromechanical preventive maintenance requires a legal permit as the person performing such maintenance has to be a holder of a licence to work with such equipment.
Mechanical maintenance is not generally subject to legal directives, although there are exceptions, such as work in heights.
The work division within preventive maintenance results in three interconnected levels according to logical usage, specifically performed activities.
Preventive maintenance should incorporate standardised working procedures which help keep equipment operational. However, there are problems arising from situations that are indirectly related to other factors of production plants, such as:
Lack of human capacity—ineffective preventive maintenance planning;
Lack of funds—ineffective component replacement;
Lack of time—ineffective work planning;
Unorganised work—ineffective work management.
Our innovative approach to preventive maintenance management strives to minimise or reduce all of the aforementioned factors.
4. Innovation of the TPM Methodology Regarding the Division of Preventive Maintenance
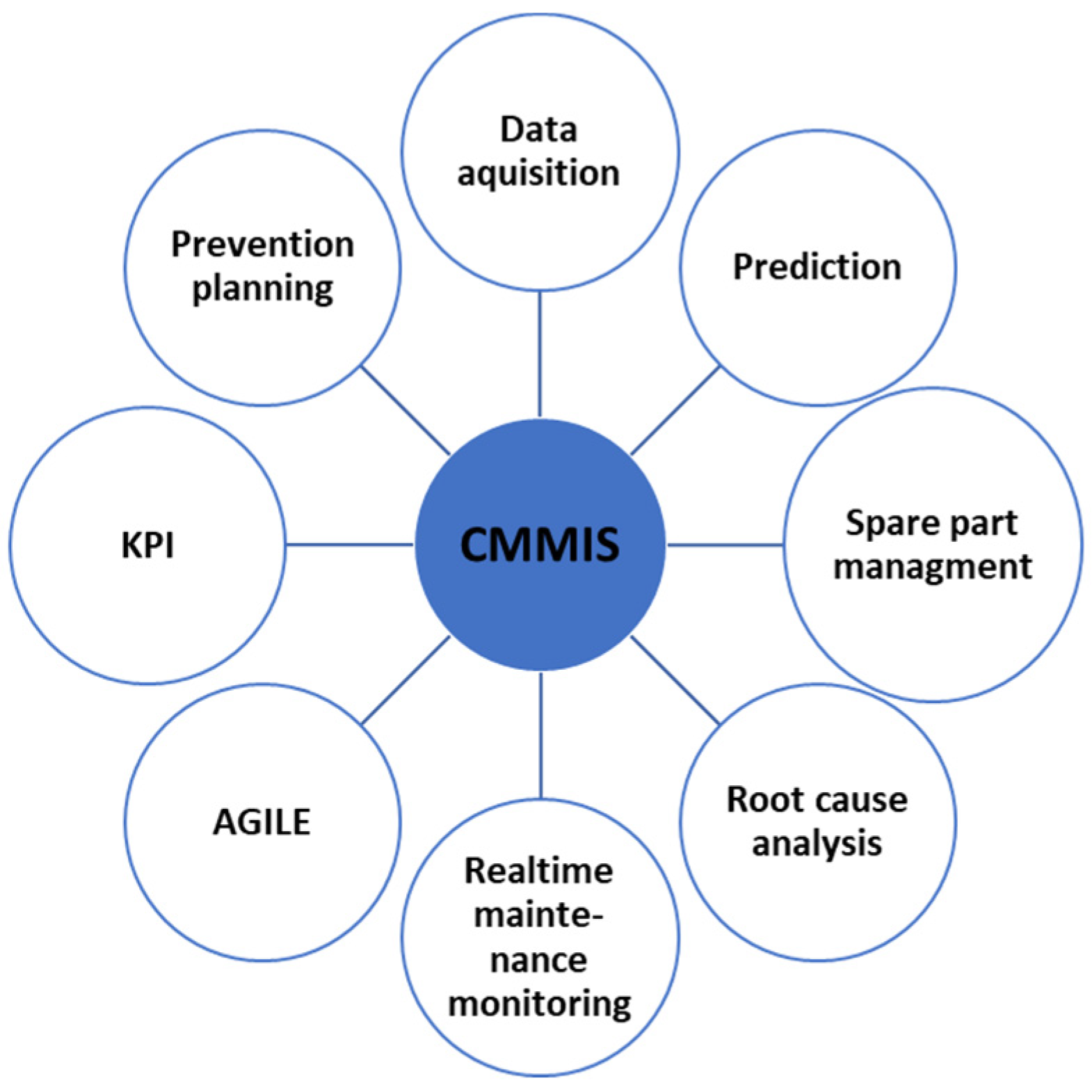
The authors introduce preventive maintenance modification, whose grounds stem from the TPM methodology and its recommendations. Similarly, the TPM methodology was innovated, deployed and verified on the real operation of the ITT company (section of brake pad production) in the Czech Republic. The whole concept of the innovated methodology was implemented only on the production equipment. The main production equipment was presses (17 pieces) and then secondary equipment such as grinders, sanding mechanisms, scorching rays and more. The total number of devices was 97. In order to be able to handle the whole process of implementing the new TPM methodology, we designed and implemented our own Mpoint information system, which played the role of CMMIS in the ITT company. The system was fully implemented throughout the production plant and more than 200 users (operation of production equipment) worked with it.
The proposed approach is completely unique and the innovative TPM methodology can be implemented in various industrial companies to increase production and maintenance efficiency. For this reason, the results cannot yet be compared with other approaches. However, it has been adapted to rising trends and primary to the implementation of information systems within Industry 4.0 and digitalisation. In this case, we present the proposed innovative way of preventive maintenance division into three logical units, which interconnect their usage, specifically performed activities. The system is controlled and fully implemented using CMMIS. Execution of individual preventive maintenance operations is registered in touch panels and stored in a data warehouse. Planned checks and other functions mentioned below are performed through a web interface in the cloud-web application.
Basic division of preventive maintenance into blocks, see
Figure 5:
Periodically repeated preventive maintenance—time-driven: AM (autonomous maintenance);
Fixing findings—finding-driven: PM (preventive maintenance);
Legislative preventive maintenance—legislation-driven: PP (periodic prevention).
Downtimes of individual equipment is controlled by block AM, i.e., time-driven, when each piece of production equipment is out of operation after the same periods of time based on its predefined priority. Equipment is thus divided into categories; each category is out of operation for different lengths of time on different days so that workforce and workdays would be distributed effectively. This results in a decrease in redundant preventive maintenance of less utilised equipment as well as in needed workforce capacity. When a machine is out of operation for preventive maintenance, all three blocks are usually executed, although the AM block is the only compulsory one (as it is time-driven and is executed every time the machine is out of operation in the given period according to the priority). The AM block standardised operations are executed, and it is hard-planned. Unlike AM, the PP block is expiration-driven, so it is performed only when the period expires, which can differ from the predefined period; therefore, it is always performed in the last AM block before the final expiry. The PM block is driven by findings on the equipment and is planned only if any finding is registered and needs to be removed. The authors proposed this division because individual blocks differ in the operations being executed, and it is unnecessary to always execute all blocks. Therefore, the AM block is rather of a check nature, when the equipment is carefully checked, and only assistive TLC (tighten, lubricate and clean) activities are undertaken, which helps keep the equipment operational in a standard mode. This block does not include any extensive repairs or replacements. The problem of the original TPM methodology was a tendency to remove findings instead of equipment check, which resulted in immersing into one particular problem and neglecting other activities. This issue was eliminated by the cancellation of any unplanned equipment repairs within preventive maintenance. All repairs, i.e., removal of abnormalities, is planned and executed only in the PM block. This is grounded in the fact that equipment in the stage of preventive maintenance is operational; therefore, it is not necessary to perform an unplanned repair. The same problem occurred with parts replacement. There might be a situation when a part needs to be replaced as its working hours/lifetime were not observed. This is resolved by the PP block where maintenance is planned based on expiry, i.e., lifetime of the part. It is important to mention that this block concerns the key and costly parts only. Replacement of very cheap, regular, or easy-to-replace parts is executed in the AM block. The last piece of important information is that individual blocks distinguish whether they are designed for electromechanics or mechanics. This is reflected in standardised processes in the AM block or assigned removals of findings in the PM block.
4.1. Standardisation of Processes
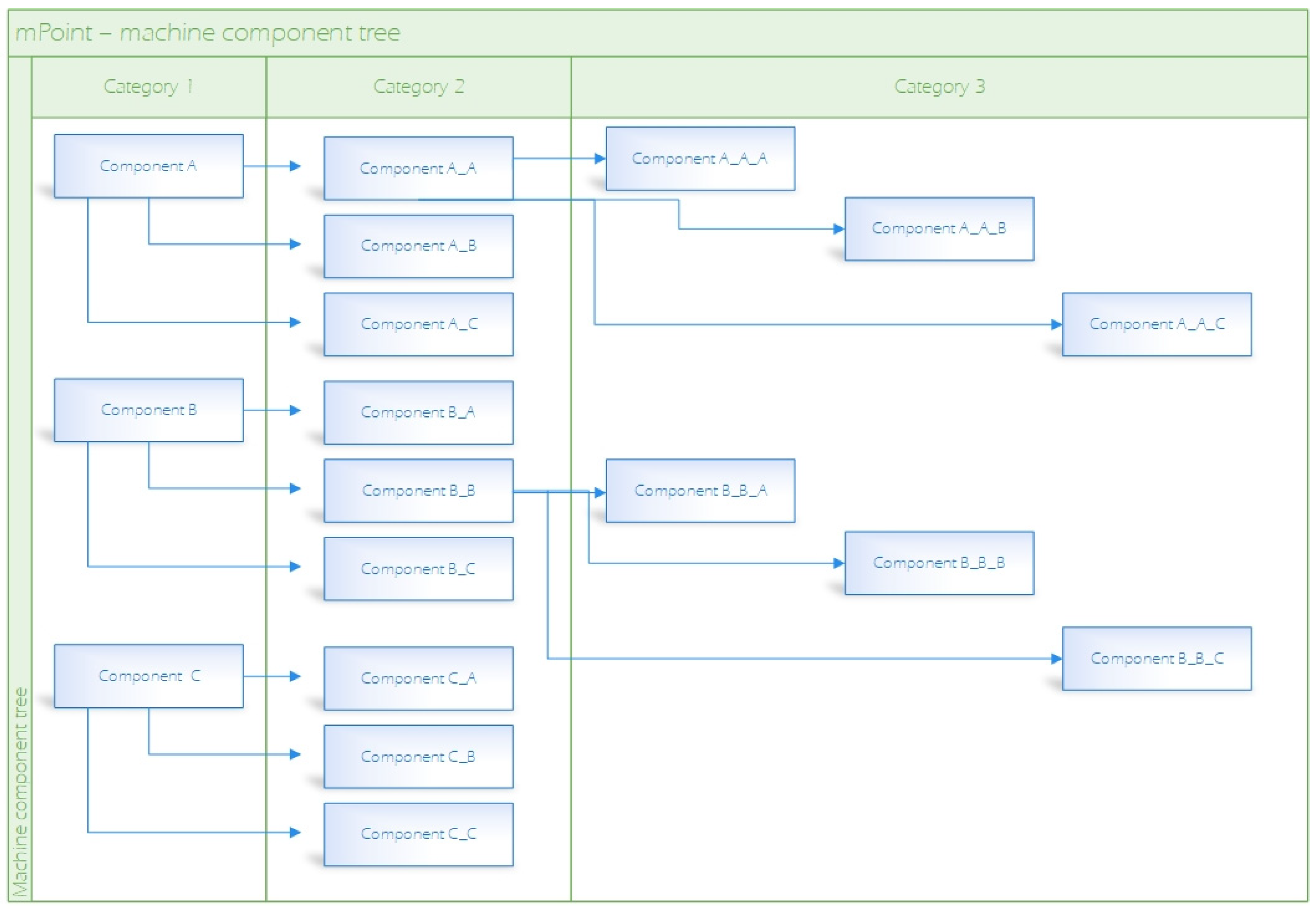
All processes in individual AM blocks of the preventive maintenance are systematically standardised and made more effective based on failures and abnormalities. All failures in reactive maintenance on production equipment are registered in a machine component tree—equipment internal components breakdown. Then, individual components are divided according to the failure frequency in reactive maintenance (
Figure 6), and the frequency number places them into the standard of the AM block execution. Thus, individual processes of the AM block of preventive maintenance are controlled in real time according to the failure occurrence of a given component. Maintenance can then effectively react to the current situation in reaction maintenance and adjust or modify the AM standards according to the given situation.
This method also enables analyses based on incidents found during the AM block and their division according to their occurrence. Each AM block is then automatically standardised as individual steps of preventive maintenance stem from reactive maintenance. They are standardised according to the internal construction of the equipment, see the table above. All AM prevention points are stored in a database under a unique ID so that the data are historically traceable, such as:
Each point is assigned specific equipment where it will be performed, its order within the prevention sequence, a recommended time of performance, description, and type.
As mentioned above, equipment is divided into areas according to its position in the production hall, where each sector is planned on one day, Monday—Sunday in 7/24 production. Regarding priority, the equipment is planned each even or odd week. Such a planning model ensures that the planning process is as effective as possible. Apart from preventive maintenance, an important factor is that the planning takes place automatically based on equipment priority, mentioned later in this text, and based on the division of the production hall into individual sectors. Sectors are areas controlled by the same group of operators. In the case of equipment downtime, operators are effectively reorganised to other workplaces. Another significant benefit is that the maintenance team working in one sector does not have to move from place to place, which saves time for transporting.
4.2. AM—Autonomous Maintenance
This concerns time-driven preventive maintenance when maintenance is performed in the same repeating cycles aiming at performing simple, standardised work procedures while looking for abnormalities that might affect future operation of the equipment and lead to a failure. The TPM methodology counts on various frequencies for equipment downtimes and preventive maintenance. The most used are weekly or monthly frequencies based on the priority of the equipment with regards to production or its load. Smaller equipment load receives an annual frequency. This results in a more effective process as it does not require the same number of people to execute preventive maintenance. Therefore, the workforce can be effectively assigned to preventive maintenance based on priority. The factors mentioned above results in the equipment classification according to the priority, which will receive the frequency of preventive maintenance.
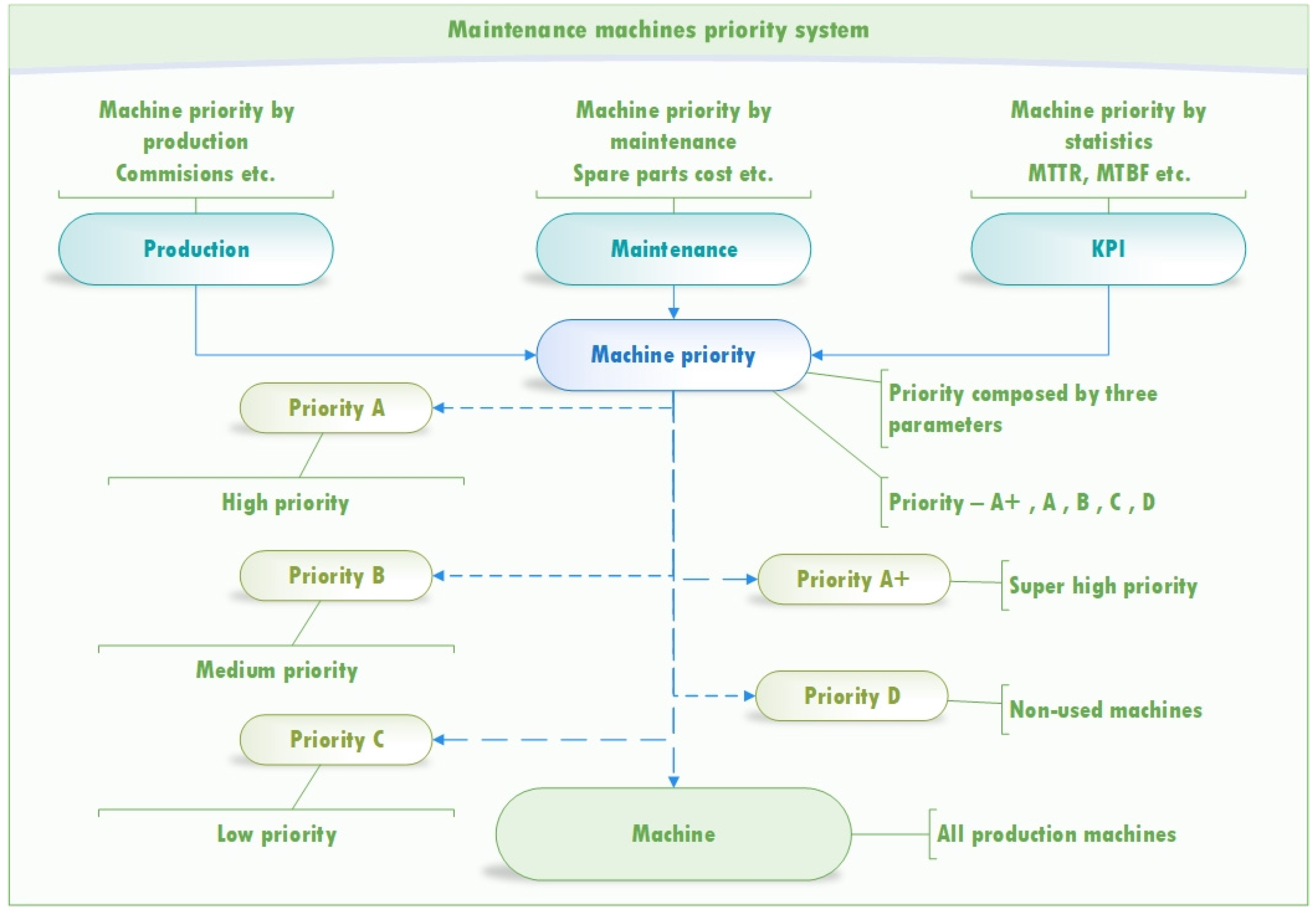
Proposed innovative solution of equipment division according to priority, see
Figure 7:
A+—extra high priority—AM prevention on a weekly basis (W-weekly);
A—high priority—AM prevention every-two-weeks basis even/odd week;
B—medium-high priority—AM prevention on a monthly basis (M-monthly);
C—low priority—AM prevention on a half-year basis (A-annually).
These parameters were determined on the basis of the production hall plan.
The individual priorities were designed based on production planning.
Figure 7 also shows a map of equipment division based on priority from the point of view of:
Production—importance of the equipment according to production planning;
Maintenance—importance of the equipment according to its complexity or components;
KPI—equipment division according to failures or abnormalities incidence.
Planning of the AM block is automatic. Equipment downtimes are planned periodically in a fixed time. If preventive maintenance is not executed, a new event is planned automatically.
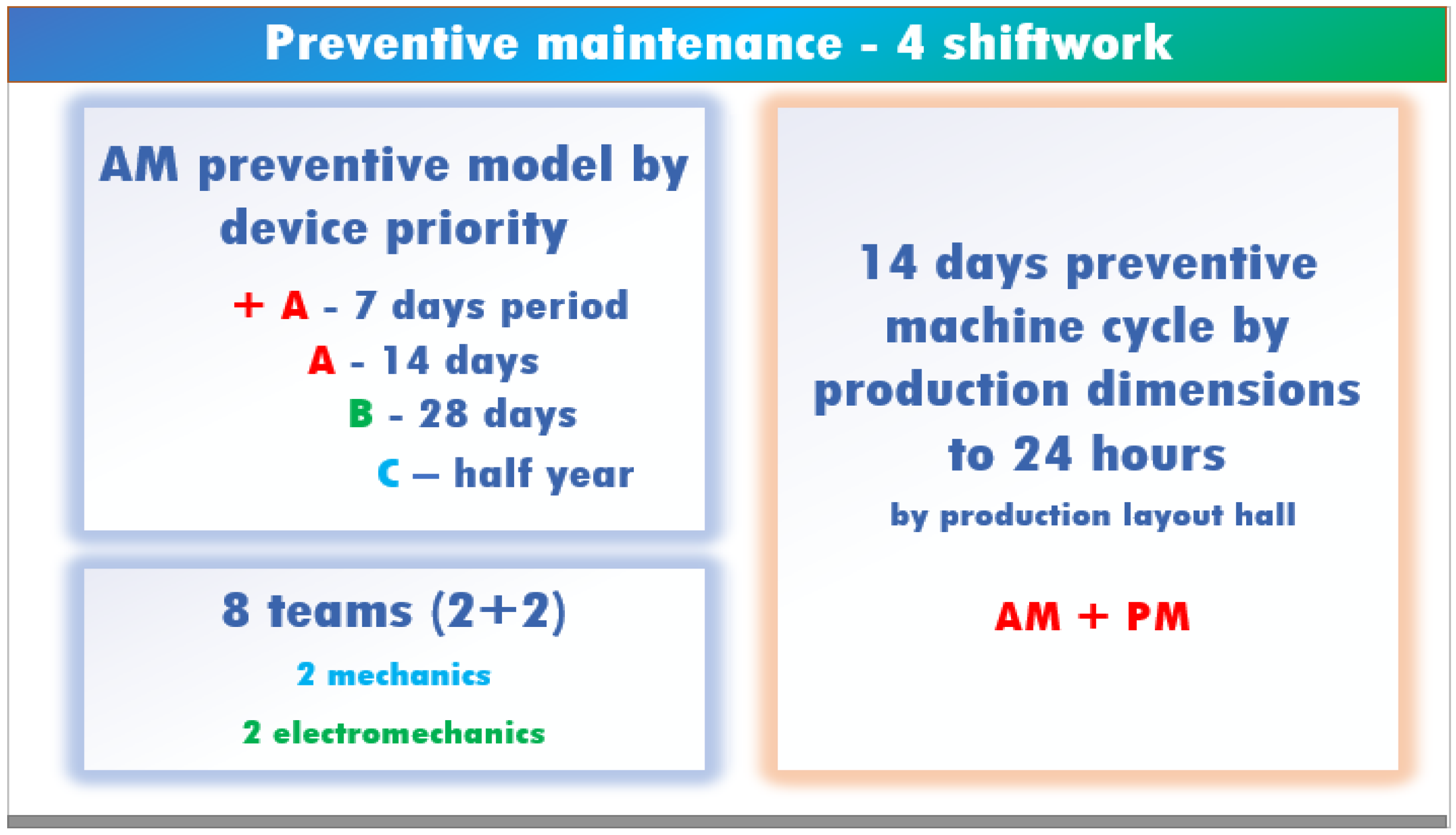
Figure 8 shows an example of a four-shift operation, where the model is divided according to the priorities mentioned above with an effective division of the work of two electromechanics and two mechanics. It concerns a real implementation. Individual equipment downtime takes place in the given cycle for 24 h, i.e., two standard 12 h shifts. The downtime is used for preventive maintenance as well as the AM block. When a planned repair is scheduled, the PM block is also executed; in the case of expiration, the PP block as well. We will focus on this block, which results from autonomous prevention since the standardised procedure includes activities known from autonomous prevention, i.e., so-called TLC activities.
Proposed TLC activities (proposed part of the innovated methodology):
Tightening—loosening is statistically the second most frequent cause of equipment failure;
Lubrication—critically worn places must be regularly lubricated;
Cleaning—failure occurrence can be caused by dirt in 50%.
It is important to mention that the working procedure of the AM block is standardised, unchangeable, and registered into the working instruction. Each change to this standard must be approved and registered. This leads to a more effective and faster process of preventive maintenance when all the downtime is used with no delays.
TLC activities, inspection, component replacement;
Finding and their registering—non-standard conditions of equipment components.
The AM block of preventive maintenance is thus divided into two parts. The first part incorporates standardised processes according to TLC, then the second one incorporates a check for findings. Those are registered and stored in a findings database, see
Figure 9. Each finding has its own ID number, date, category, description, and person who registered it. Findings are solved within the process of PM, i.e., findings removal.
4.3. Preventive Maintenance (PM)—Removing Findings
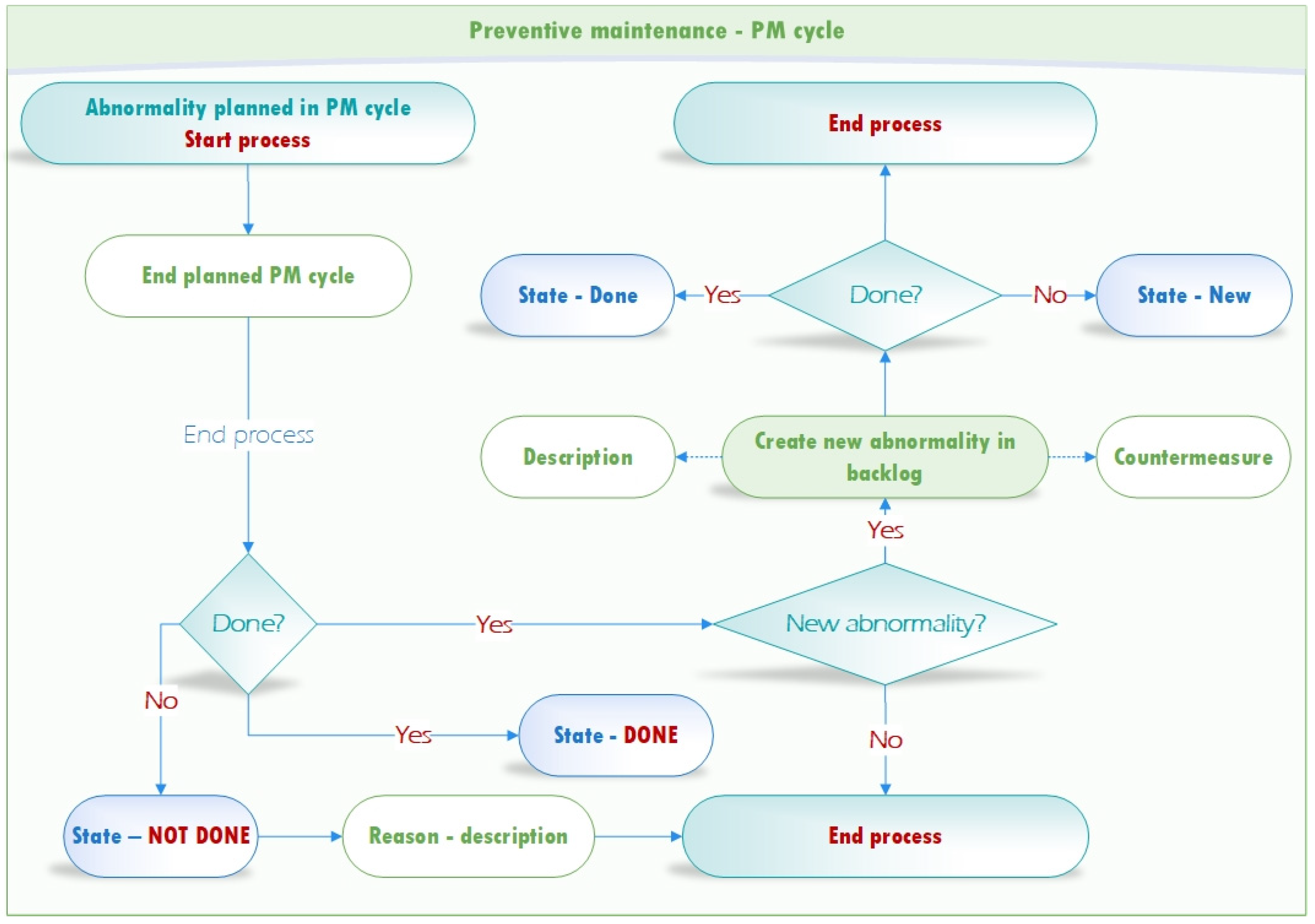
The primary objective/purpose of this block is to remove findings that occurred during the AM block of preventive maintenance and which are stored in the database. Such findings are abnormalities of the equipment which either indirectly influence its operation, e.g., decrease in effectivity, or might lead to a failure, i.e., reactive maintenance. The objective is to remove such findings as soon as possible, thus preventing a failure. This block is findings-driven, so if there are no findings registered, the block is skipped in the preventive maintenance cycle. The only compulsory block is the AM block. If we have a global look at removing findings, a finding is registered during the AM block execution.
When planning the PM block, the managing worker selects findings in the database that will be removed during the next preventive maintenance, see
Figure 10. When being removed, information about this removal, solution description, countermeasures to prevent further occurrence, date, and worker who executed it, is stored. Such information enables findings traceability, which can reveal the root cause of their occurrence. Findings can be repeated, or they can be common across production equipment, and historical information can lead to a more effective solution to remove or prevent them, see
Figure 11.
4.4. Traceability
This term relates to the abnormalities occurrence in production equipment. All findings are registered in the database and traceable back in time, which can help reveal the root cause. Findings can be repeated or they can be common across production equipment, and historical information can lead to a more effective solution to remove or prevent them. The registered finding in the database contains information about the date and time, name of the operator or maintenance worker, and additional information, such as description and countermeasures to be taken. Another step consists in planning to remove the abnormality within the PM block of preventive maintenance, again with information about the date and time of the planned removal. The last step is the removal itself, when the worker registers the date and time of the removal, name of the worker, and the solution taken.
During the whole finding lifecycle, we can identify it—each finding has its unique ID related to other information in the data warehouse. All findings are then subject to analysis using classical techniques as well as statistical analysis methods, see
Table 1.
Thanks to traceability and subsequent analyses of root causes, we can compare the incidence of individual findings occurrence on equipment. In addition, individual findings are classified according to the area of their occurrence. Therefore, they are classified and analysed. We are also able to specify areas with a higher incidence of findings. These areas are then subject to countermeasures applied across all equipment with a similar internal structure. A model situation shows how this innovative approach helps identify the root causes of findings. Let us imagine that a finding on production equipment was registered. A managing worker can then trace back whether such a finding has already been registered before on the given or another equipment and how the situation was solved. This minimises the time to search for a suitable solution. Thus, we are able to effectively plan future events.
4.5. Periodic Prevention (PP)—Expiry-Driven Maintenance
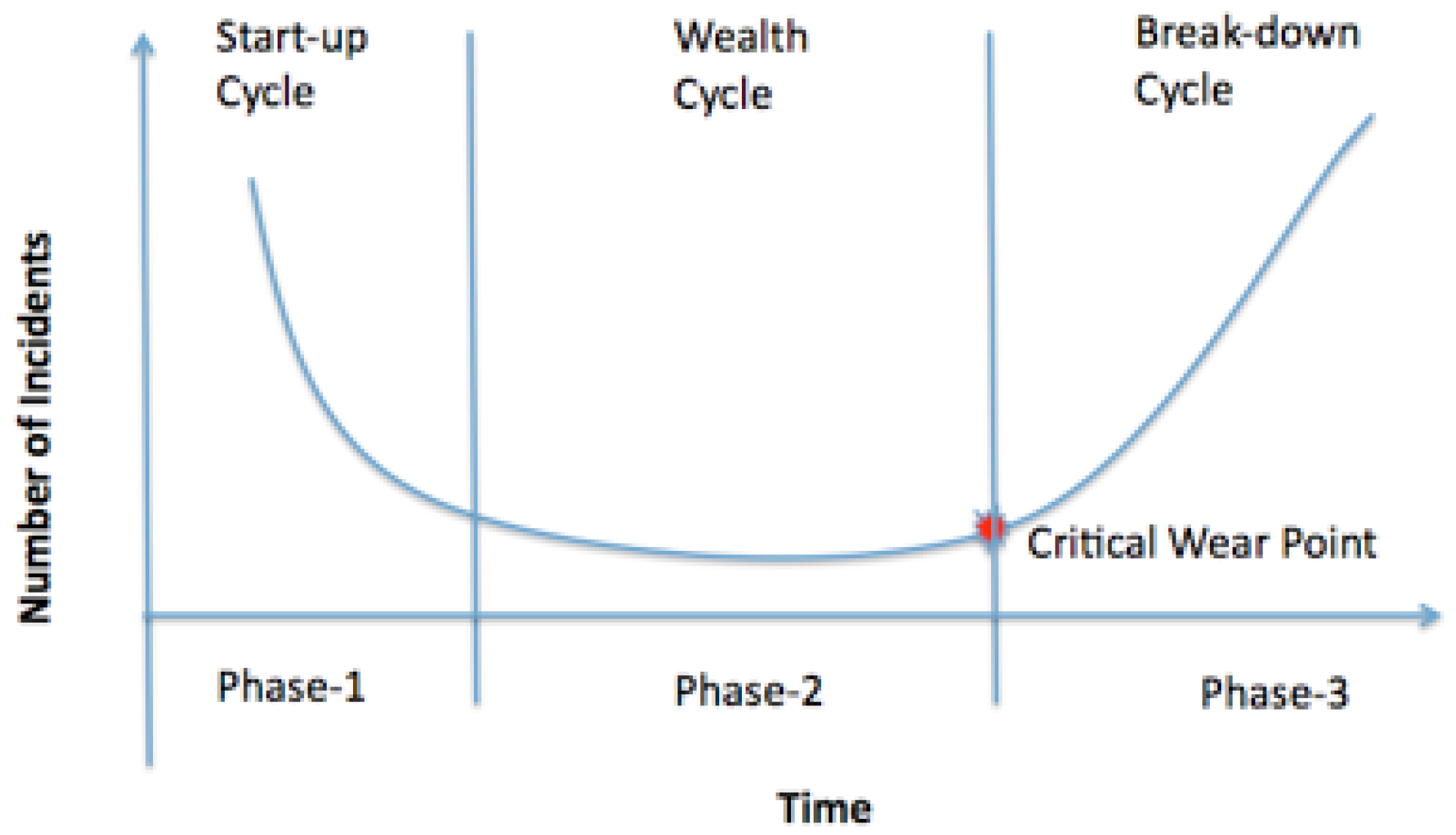
The last block, yet not the least important, of preventive maintenance is the PP block, which is expiry-driven. It concerns replacement of components that must be undertaken based on producer’s recommendation. Unlike the AM block, although it concerns a fixed time period, it is different from AM and its execution is not compulsory as it does not concern a legally-regulated expiration. Certain processes are legally-regulated, such as revisions of electrical distribution boards that must be checked annually, which is done within the PP block before the expiration. This period must not be breached and must be in compliance with the law. Other processes are prescribed by the producer that determines the part lifetime after being installed, i.e., there are so-called operating hours saying how many hours the component should be operational. This period can be extended, although with a higher risk of failure occurrence. This block overlaps with the preventive maintenance block of component replacement, the so-called PCR method—planned component replacement. This period does not state the lifetime (
Figure 12), which is calculated using MTTR (mean time to recovery, repair, respond, or resolve). This determines the average component lifetime until a failure occurs; in other words, it indicates what is the average life of the component without repairs.
The curve reveals that the most critical period in the component lifecycle is when the component is installed. Then, the curve exponentially falls, and the failure probability is very low. The component is operational until its lifetime comes to an end, which exponentially increases the probability of a failure occurrence.
5. Data Evaluation of the Implemented Innovated Methodology
We evaluated the performance of preventive maintenance as a whole as well as each block separately using exported data from our created and implemented information system (Mpoint). The Mpoint information system plays the role of CMMIS in the company ITT, which is engaged in the production of brake pads. Currently, the system is fully implemented throughout the production plant and more than 200 users work with it. The information system contains basic functionalities to support the TPM methodology. At present time, the information system is already working on the basis of the innovated TPM methodology, which is the main goal of this article. It is an effective maintenance solution based on the use of information technology and its tools.
It is able to capture and maintain maintenance data and, based on the data stored in databases, continuously analyze the data using statistical methods that we have implemented in it.
The objective is to achieve a rising curve of preventive maintenance percentage within the time series. The performance is determined as a ratio of executed and missed preventive checks.
High successfulness: 75% of executed preventive checks—green colour;
Medium successfulness: 50% to 75% of executed preventive checks—yellow colour;
Low successfulness: below 50% of executed preventive checks—red colour.
Missed preventive checks might be of several reasons: lack of workforce, time exigency of planned preventions, lack of spare parts, and absence of a specialised component. A frequent reason is also a change in the production plan, resulting in the downtime omission. On
Figure 13 and in
Table 2 you can see an immediate improvement of the result after the introduction of the new methodology.
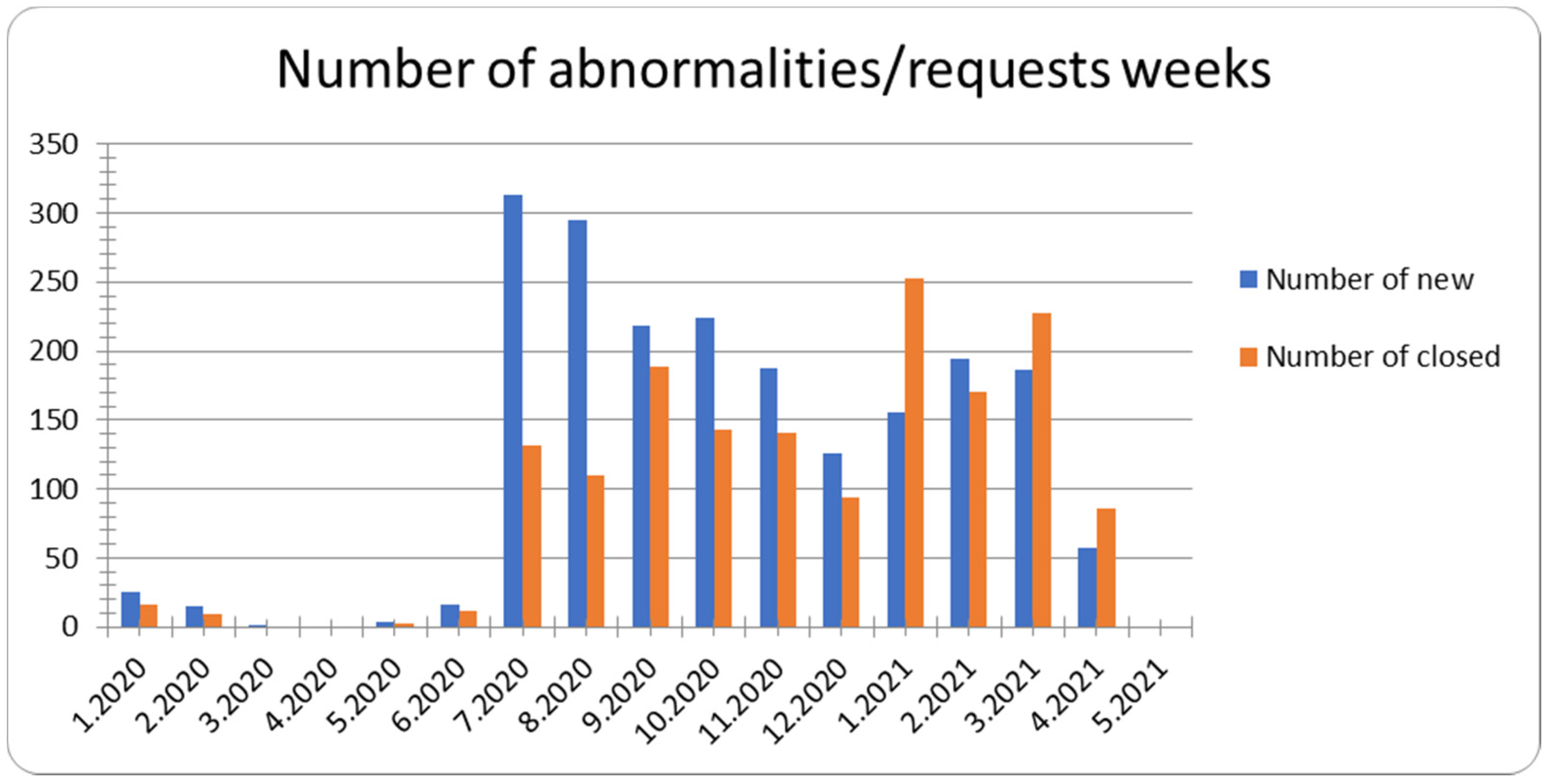
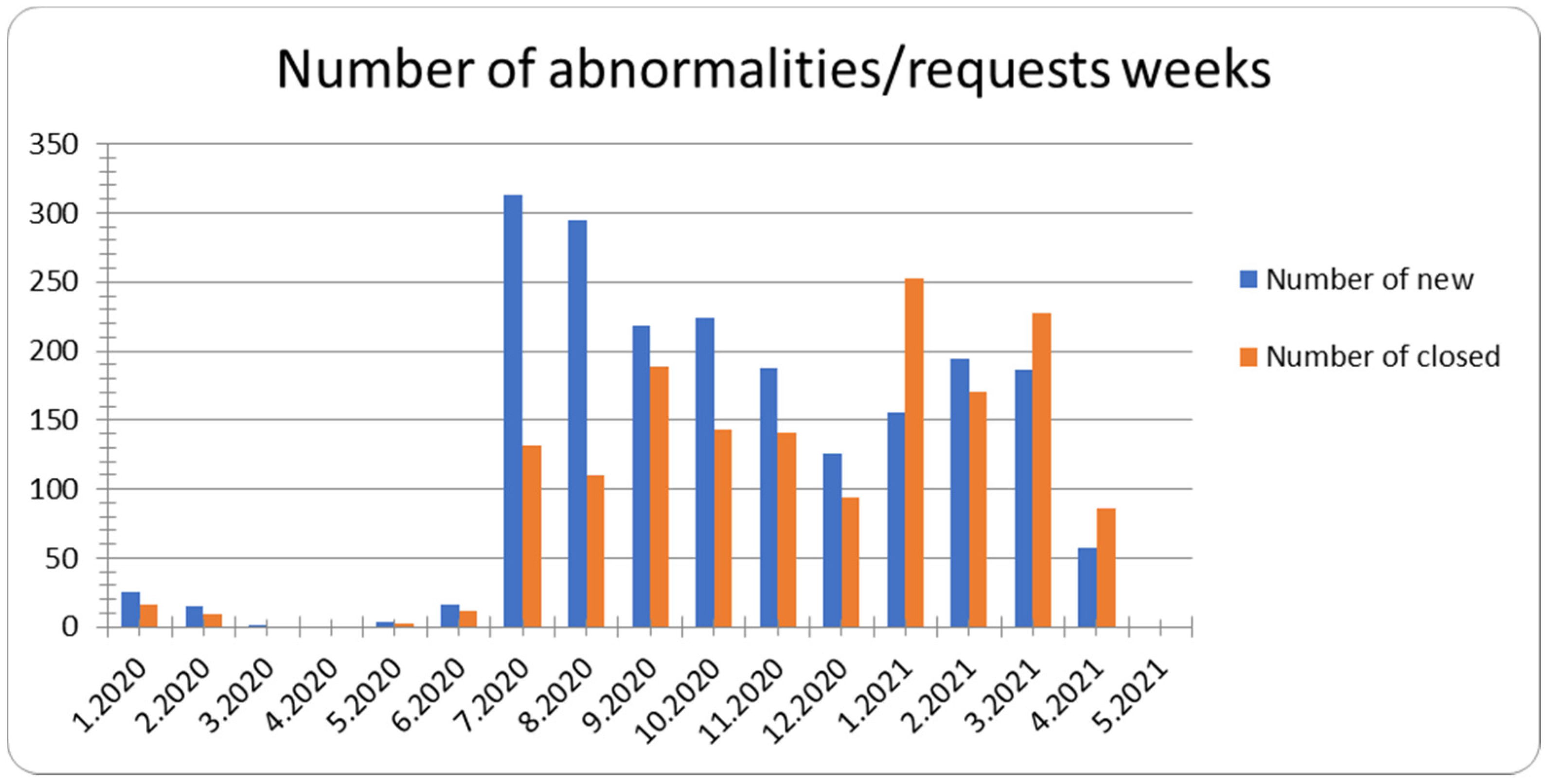
After the introduction of the aforementioned preventive maintenance management system, an enormous increase in abnormalities was seen, see
Figure 12, between July 2020 and December 2020, which was caused by the transition from dual operation to a new process built by us. Here you can see a clear improvement in the registration of individual abnormalities, which were not registered or even completely ignored before the introduction of the system. Therefore, managers have a much greater overview of critical areas of maintenance and can better respond to situations. They do not miss important information regarding the condition of production facilities.
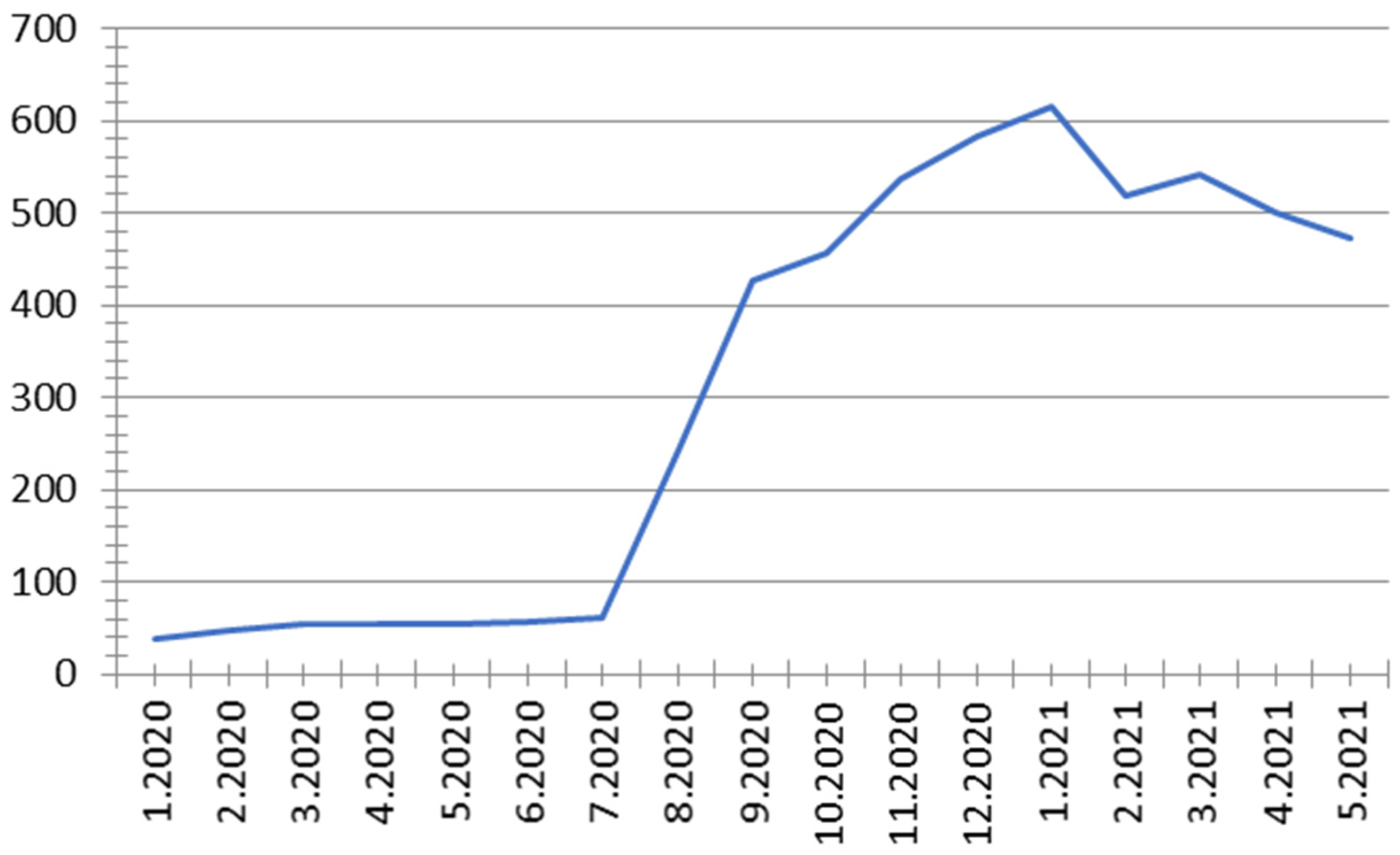
Furthermore, on the
Figure 14, a break can be seen between December 2020 and May 2021, when the system began to show a decrease in active abnormalities caused by the introduction of the system of performing the AM block of preventive maintenance. This block can eliminate some of the abnormalities that arise mainly from poor quality and unorganized regular maintenance.
It is clear from this that the innovated methodology started to work and the proposed concept was successfully implemented. The number of abnormalities has decreased significantly (January 2021 from
Figure 14), thus improving one of the main challenges of the TPM.
Furthermore, thanks to these statistics, managers are able to control the effectiveness of preventive maintenance using KPI, which is authoritative for determining the quality of maintenance. Therefore, it is quite clear that the quality of maintenance has increased rapidly since the system was introduced and can positively affect several factors of maintenance.
In January 2021, there was likely to be an improvement and overall reduction in abnormalities. Until then, the data were only monitored and in January the methodology was deployed. As already been mentioned, the objective was to achieve a rising trend in preventive maintenance execution, ideally up to 100%.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}