
Are We Able to Print Components as Strong as Injection Molded?—Comparing the Properties of 3D Printed and Injection Molded Components Made from ABS Thermoplastic


Abstract
:Featured Application
Abstract
1. Introduction
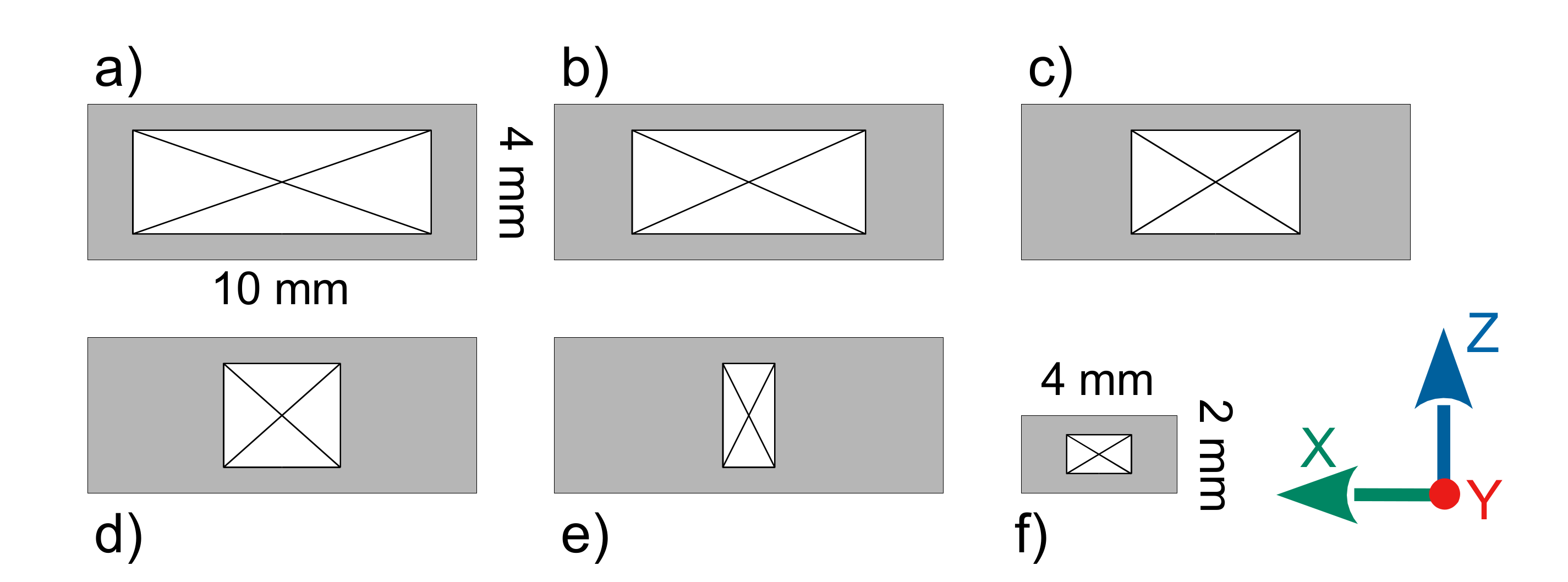
2. Materials and Methods
- -
- print speed 40 mm/s,
- -
- head temperature 280 °C,
- -
- nozzle diameter 0.4 mm,
- -
- table temperature 110 °C.
- -
- material temperature 170 °C,
- -
- mold temperature 40 °C,
- -
- pressure 100 MPa.
3. Results
4. Discussion
5. Conclusions
- -
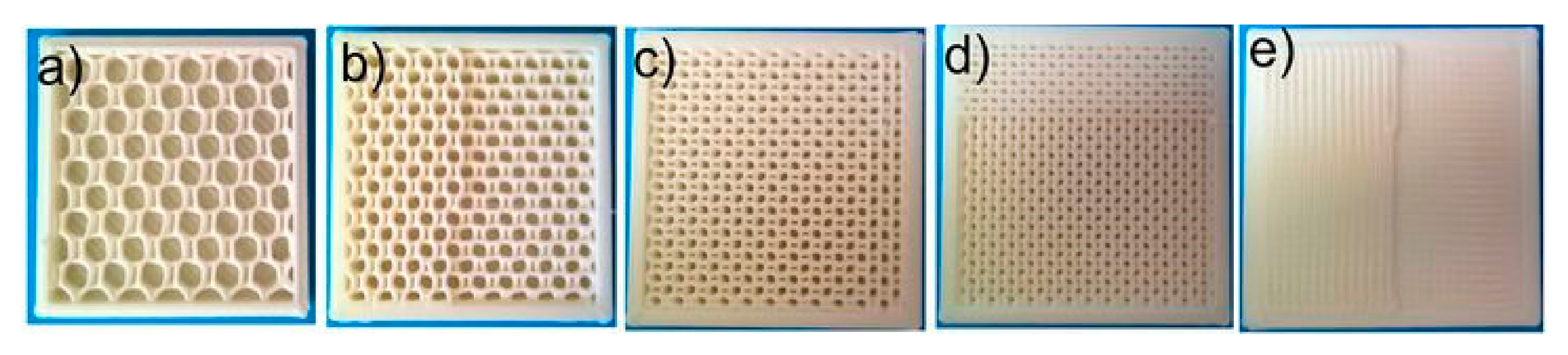
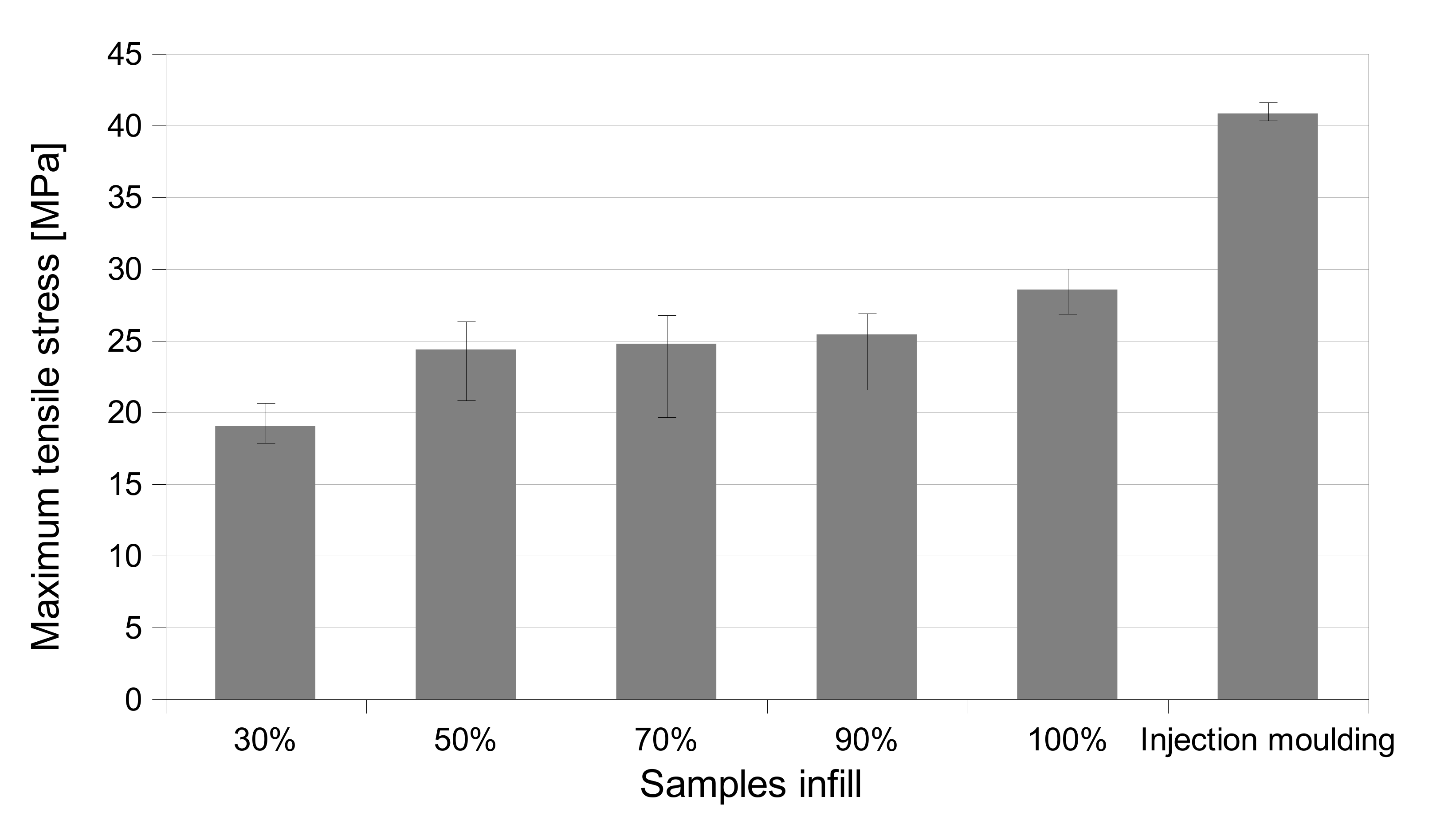
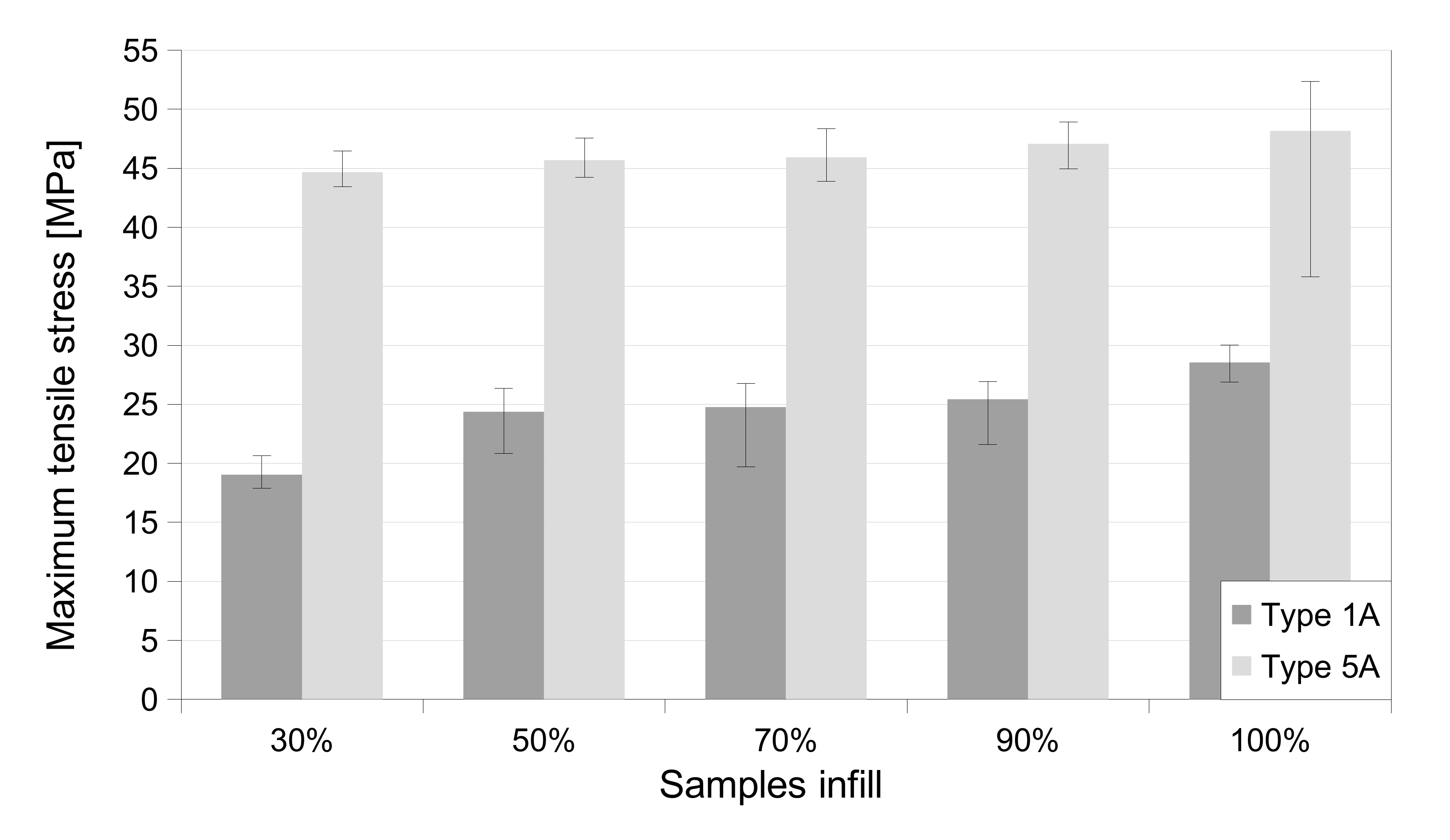
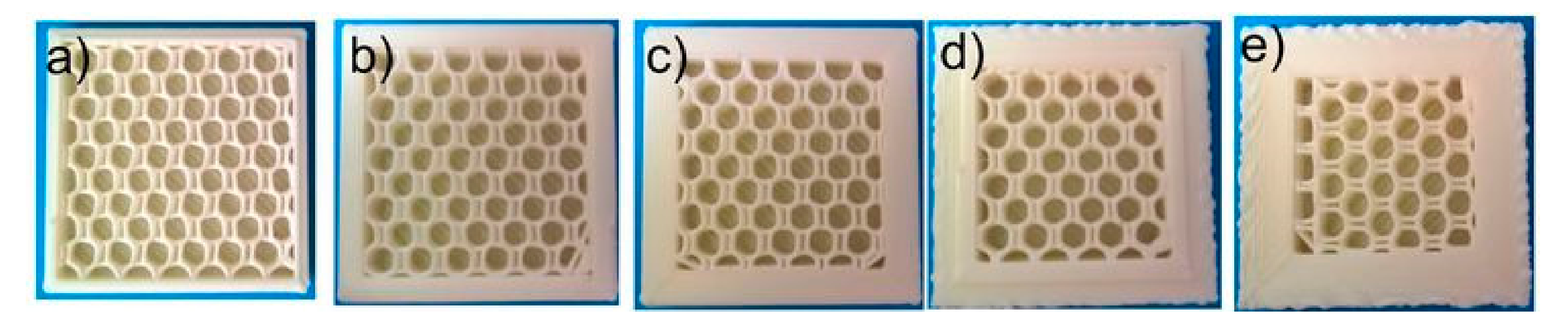
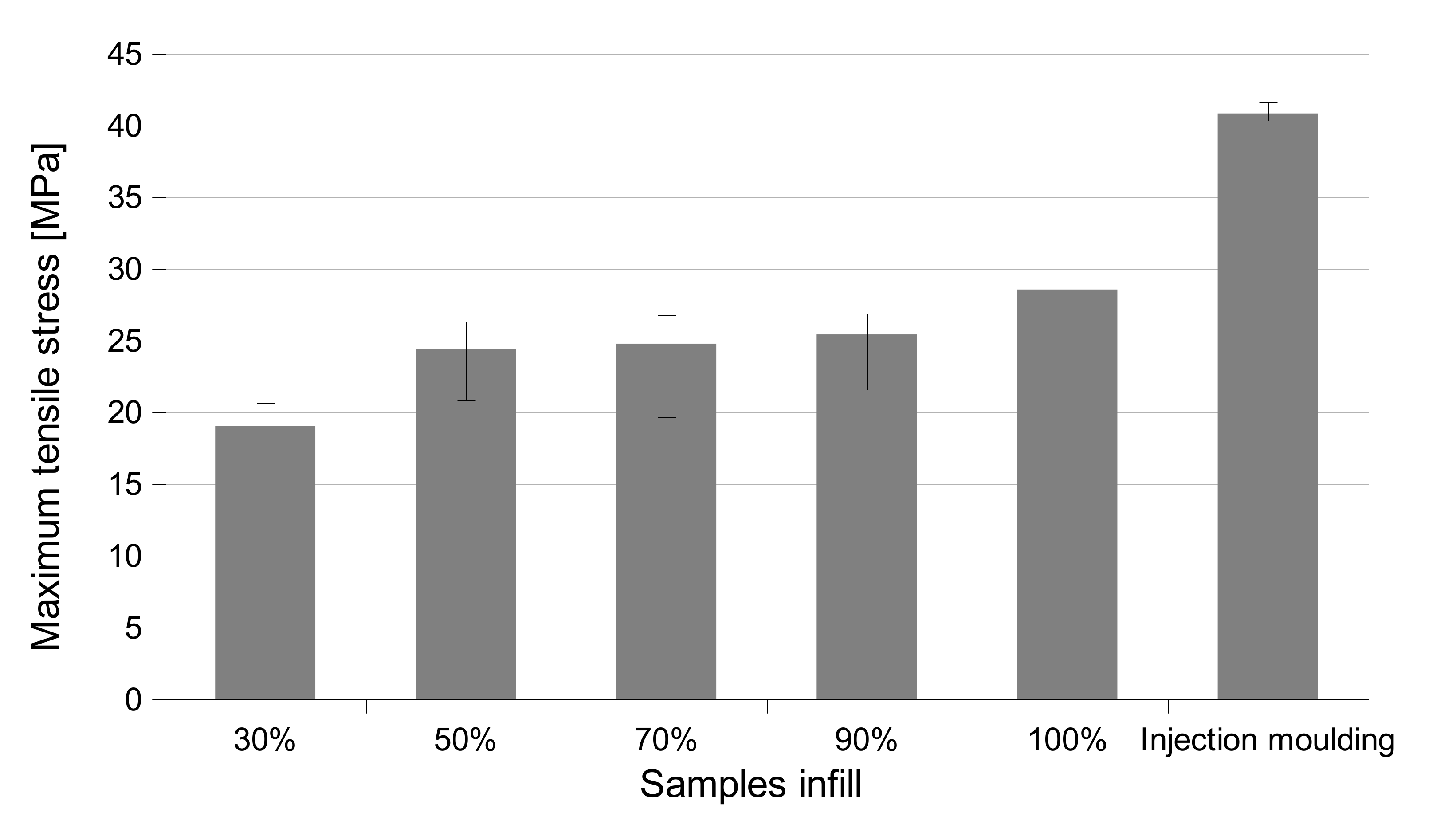
- The density of the infill has little effect on the strength of the element. Increasing the infill density improves the strength, but not so much: it is suggested to use 90% infill density.
- -
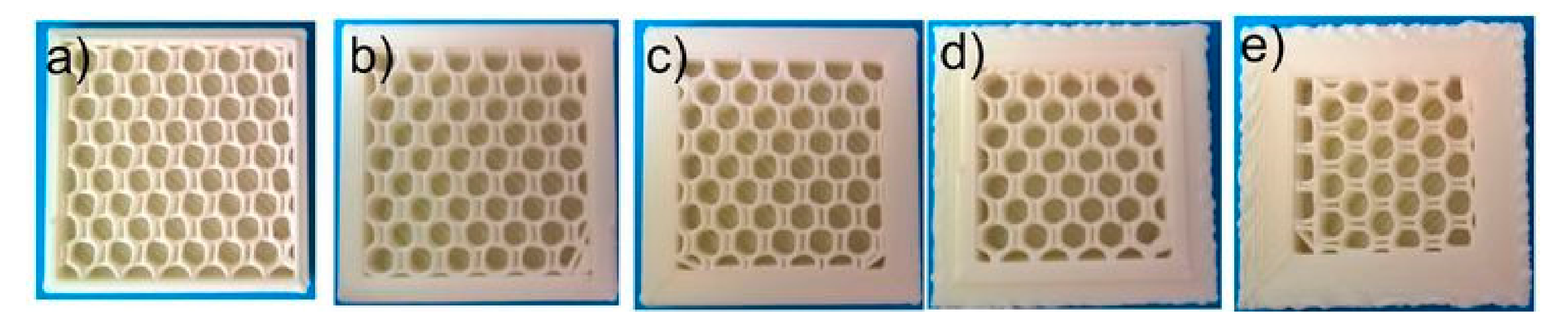
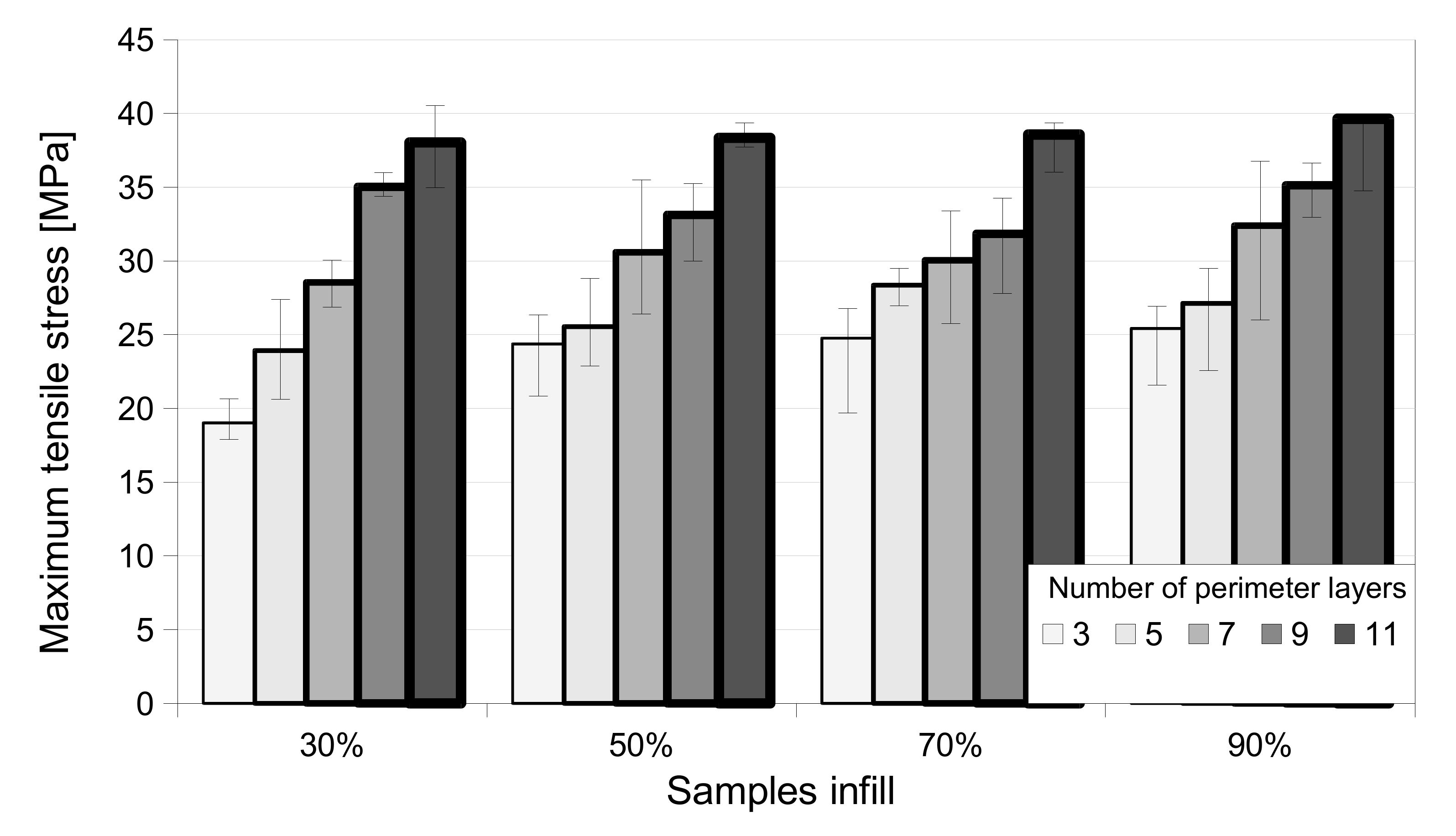
- The number of contour layers significantly influences the strength, and increasing them directly leads to an increase in mechanical strength. However, this parameter has its limits, and we must distinguish the cross-section geometry of the samples printed with 100% infill from those printed without the infill. The travel path of the printing nozzle was similar to that of the contour layers in the first example, and in the other example, layers were printed from lines parallel to the Y and X axes.
- -
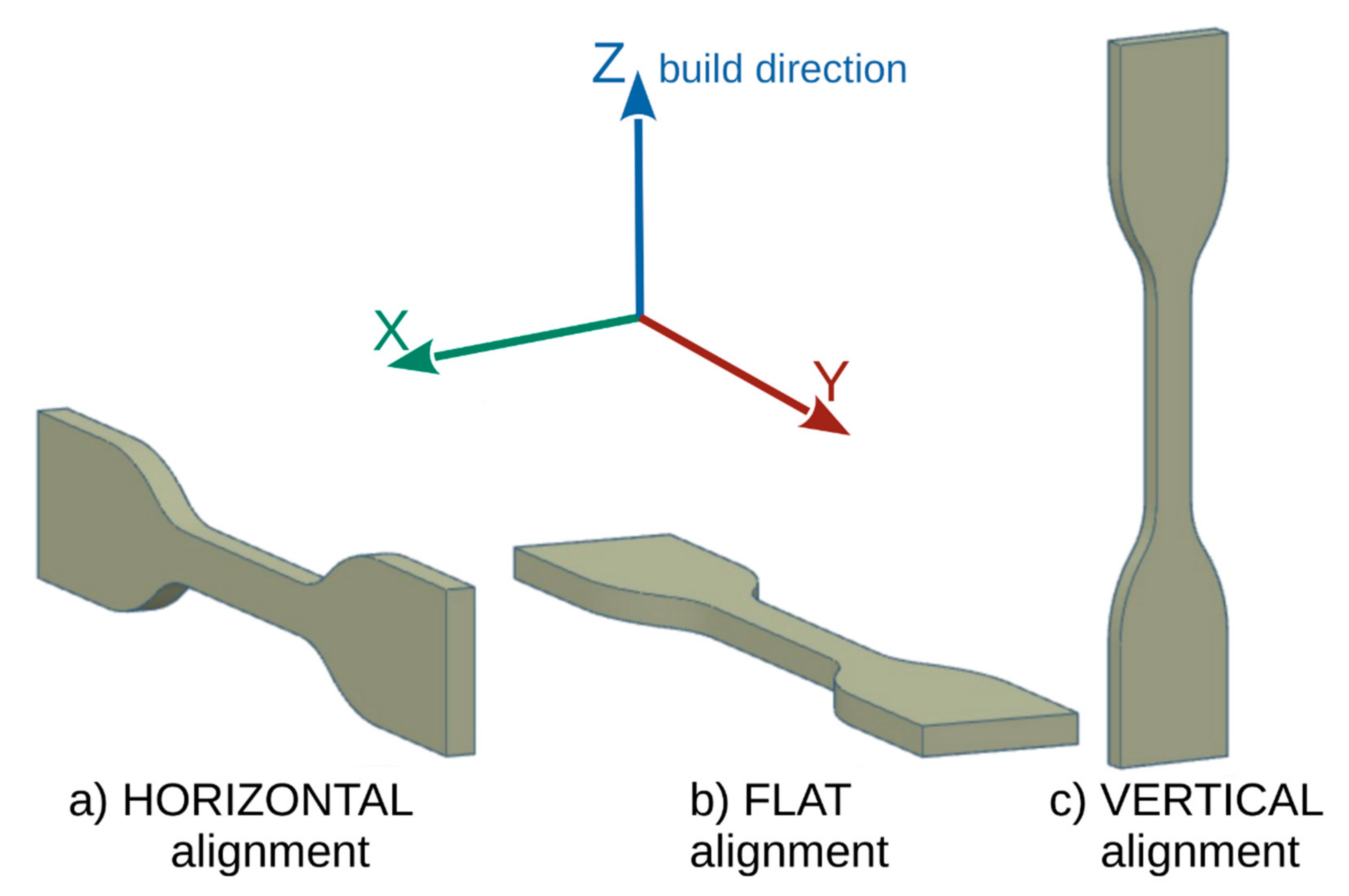
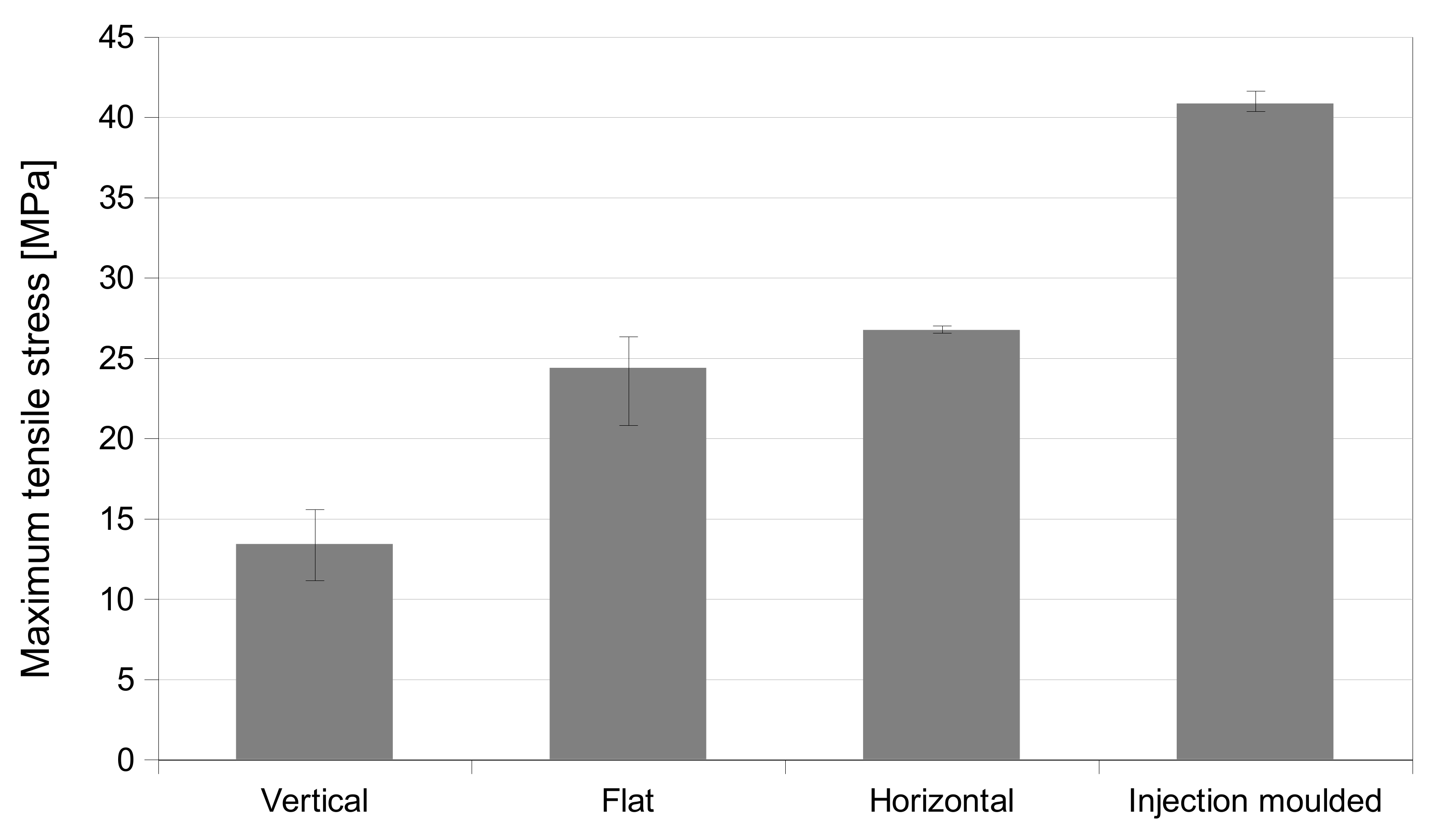
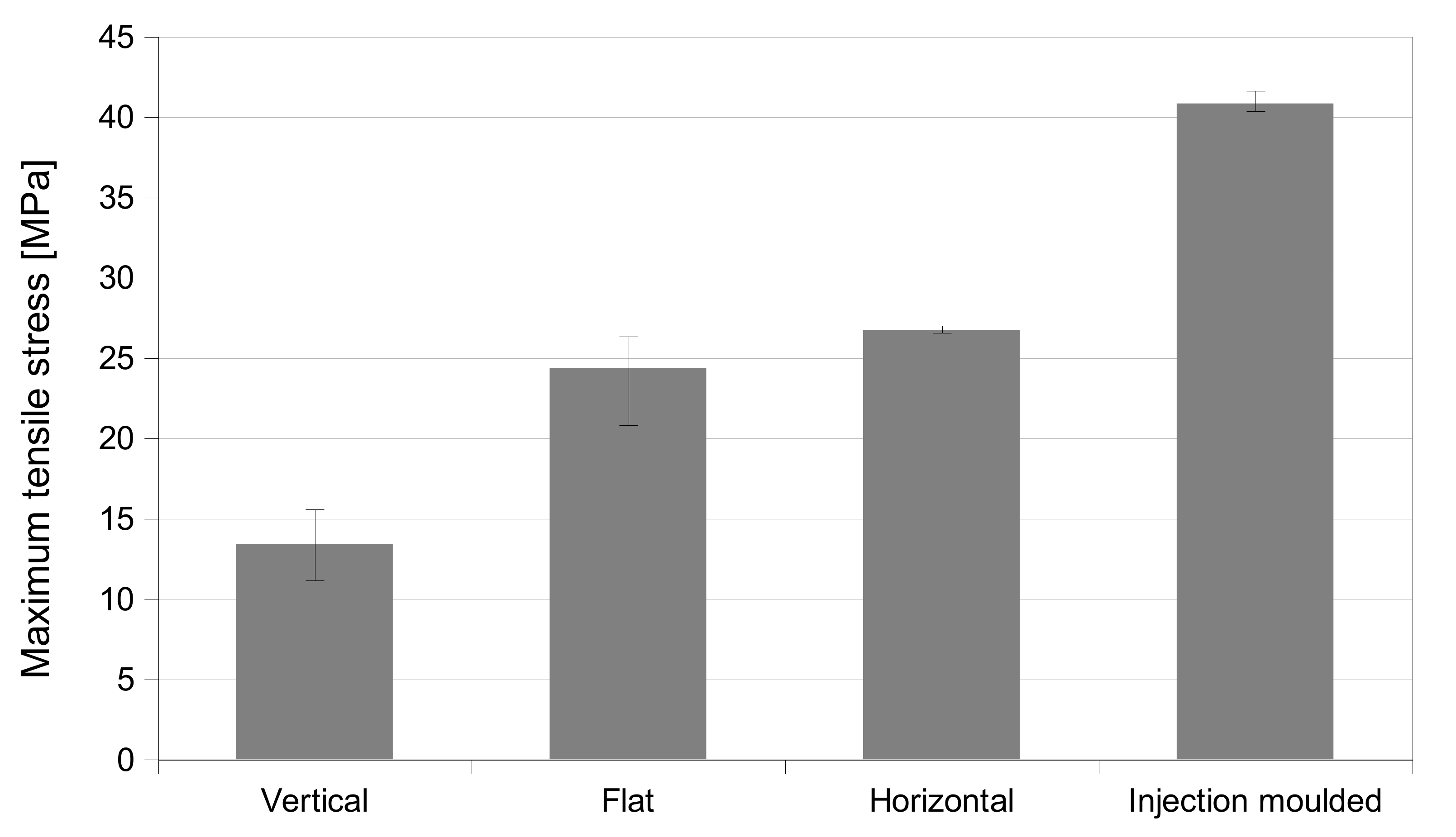
- The arrangement of the element on the table is of great importance as it influences the strength in a specific direction. The weakest parts were printed in the Z-axis orientation (vertical). It is best to print samples horizontally, most often printing in a flat orientation. The direction of forces causing the highest stresses must always be considered when designing elements and placing the design on the printer table for printing.
- -
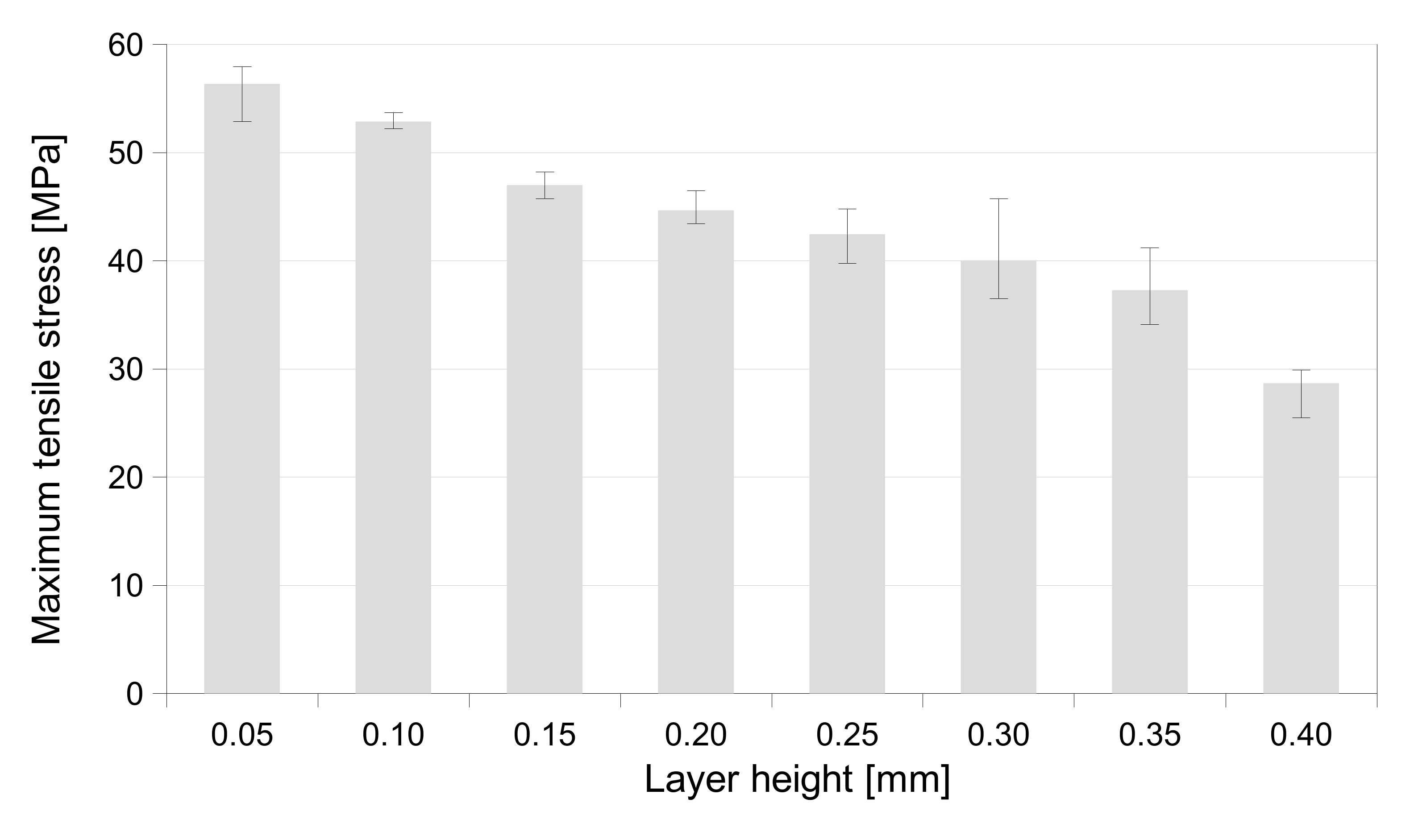
- The height of the layer in the Z-axis determines its strength. The low height of the layer produces very durable parts. However, they influence the economic factor of printing time.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sauer, M.J. Evaluation of the Mechanical Properties of 3D Printed Carbon Fiber Composites; South Dakota State University: Brookings, SD, USA, 2018; Available online: https://openprairie.sdstate.edu/etd/2436 (accessed on 1 June 2021).
- Bagsik, A.; Schöppner, V. Mechanical properties of fused deposition modeling parts manufactured with ULTEM*9085. In Proceedings of the 69th Annual Technical Conference of the Society of Plastics Engineers, Boston, MA, USA, 1–5 May 2011; pp. 1–5. [Google Scholar]
- Afrose, M.F.; Masood, S.H.; Iovenitti, P.; Nikzad, M.; Sbarski, I. Effects of part build orientations on fatigue behaviour of FDM-processed PLA material. Prog. Addit. Manuf. 2016, 1, 21–28. [Google Scholar] [CrossRef]
- Uddin, M.S.; Sidek, M.F.R.; Faizal, M.A.; Ghomashchi, R.; Pramanik, A. Evaluating mechanical properties and failure mechanisms of fused deposition modeling acrylonitrile butadiene styrene parts. J. Manuf. Sci. Eng. 2017, 139, 081018. [Google Scholar] [CrossRef]
- Syamsuzzaman, M.; Mardi, N.A.; Fadzil, M.; Farazila, Y. Investigation of layer thickness effect on the performance of low-cost and commercial fused deposition modelling printers. Mater. Res. Innov. 2014, 18, S6-485–S6-489. [Google Scholar] [CrossRef]
- Johansson, F. Optimizing Fused Filament Fabrication 3D Printing for Durability: Tensile Properties and Layer Bonding; Blekinge Institute of Technology: Karskruna, Sweden, 2016; Available online: https://www.diva-portal.org/smash/get/diva2:940935/FULLTEXT02.pdf (accessed on 1 June 2021).
- Kiński, W.; Pietkiewicz, P.; Nalepa, K.; Miąskowski, W. Tensile strength comparison of composite specimens printed in FDM technology with specimens printed from PLA. Mechanik 2017, 90, 615–617. [Google Scholar] [CrossRef] [Green Version]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núnez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Rybachuk, M.; Mauger, C.A.; Fiedler, T.; Öchsner, A. Anisotropic mechanical properties of fused deposition modeled parts fabricated by using acrylonitrile butadiene styrene polymer. J. Polym. Eng. 2017, 37, 699–706. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical behaviour of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Upadhyay, K.; Dwivedi, R.; Singh, A.K. Determination and comparison of the anisotropic strengths of fused deposition modeling P400 ABS. In Advances in 3D Printing & Additive Manufacturing Technologies; Wimpenny, D.I., Pandey, P.M., Kumar, L.J., Eds.; Springer: Singapore, 2017; pp. 9–28. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of layer thickness and raster angle on the mechanical properties of 3D-printed PEEK and a comparative mechanical study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef] [PubMed]
- Tanoto, Y.Y.; Anggono, J.; Budiman, W.; Philbert, K.V. Strength and Dimension Accuracy in Fused Deposition Modeling: A Comparative Study on Parts Making Using ABS and PLA Polymers. Rekayasa Mesin 2020, 11, 69–76. [Google Scholar] [CrossRef]
- Górski, F.; Wichniarek, R.; Kuczko, W.; Zawadzki, P.; Buń, P. Strength of ABS parts produced by Fused Deposition Modelling technology–a critical orientation problem. Adv. Sci. Technol. Res. J. 2015, 9, 12–19. [Google Scholar] [CrossRef] [Green Version]
- Hossain, M.S.; Ramos, J.; Espalin, D.; Perez, M.; Wicker, R. Improving tensile mechanical properties of FDM-manufactured specimens via modifying build parameters. In Proceedings of the International Solid Freeform Fabrication Symposium: An Additive Manufacturing Conference, Austin, TX, USA, 12 August 2013; Volume 2013, pp. 380–392. [Google Scholar]
- Sheth, S.; Taylor, R.M.; Adluru, H. Numerical investigation of stiffness properties of FDM parts as a function of raster orientation. In Proceedings of the Solid Freeform Fabrication Symposium: An Additive Manufacturing Conference, Austin, TX, USA, 7–9 August 2017; pp. 1112–1120. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
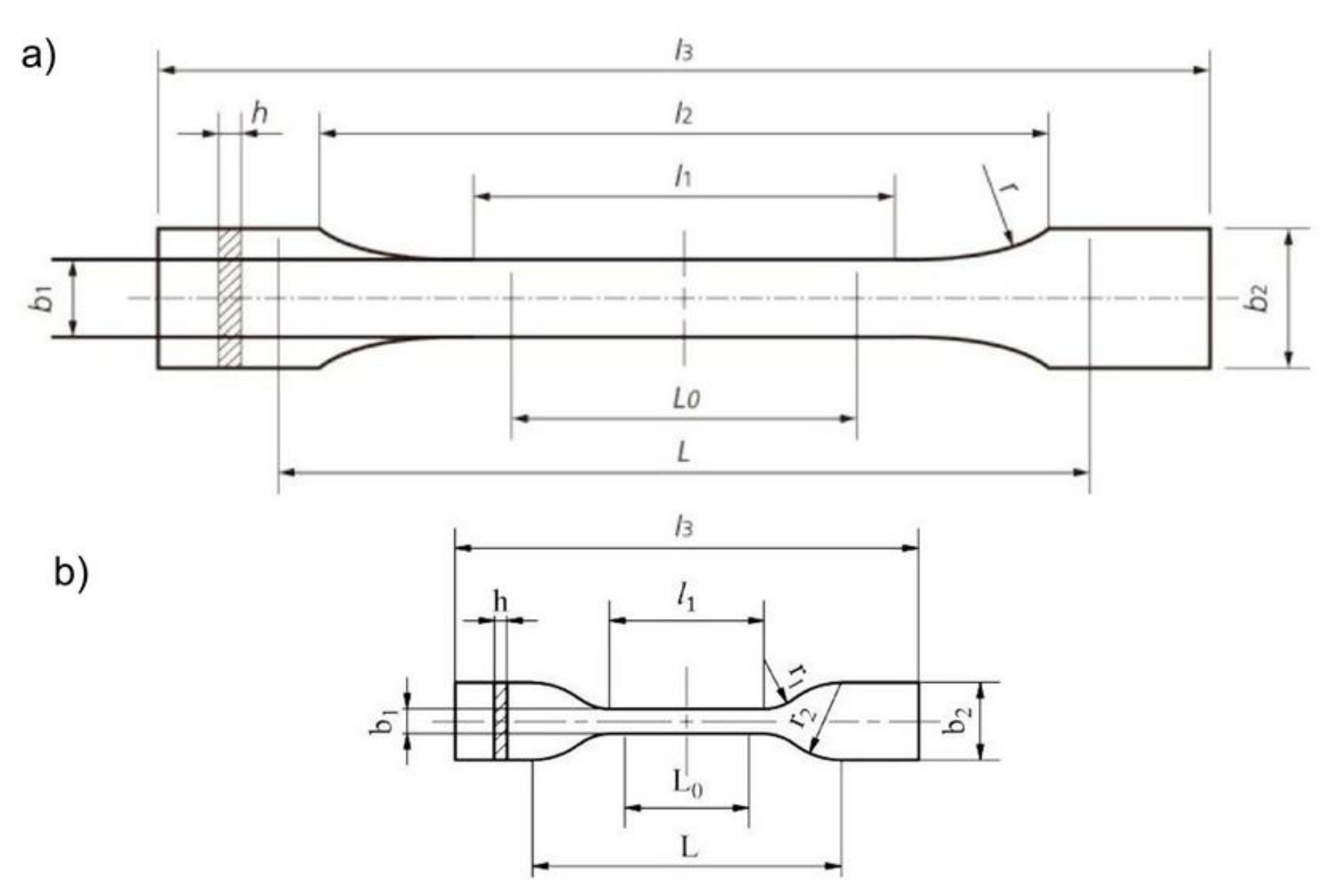
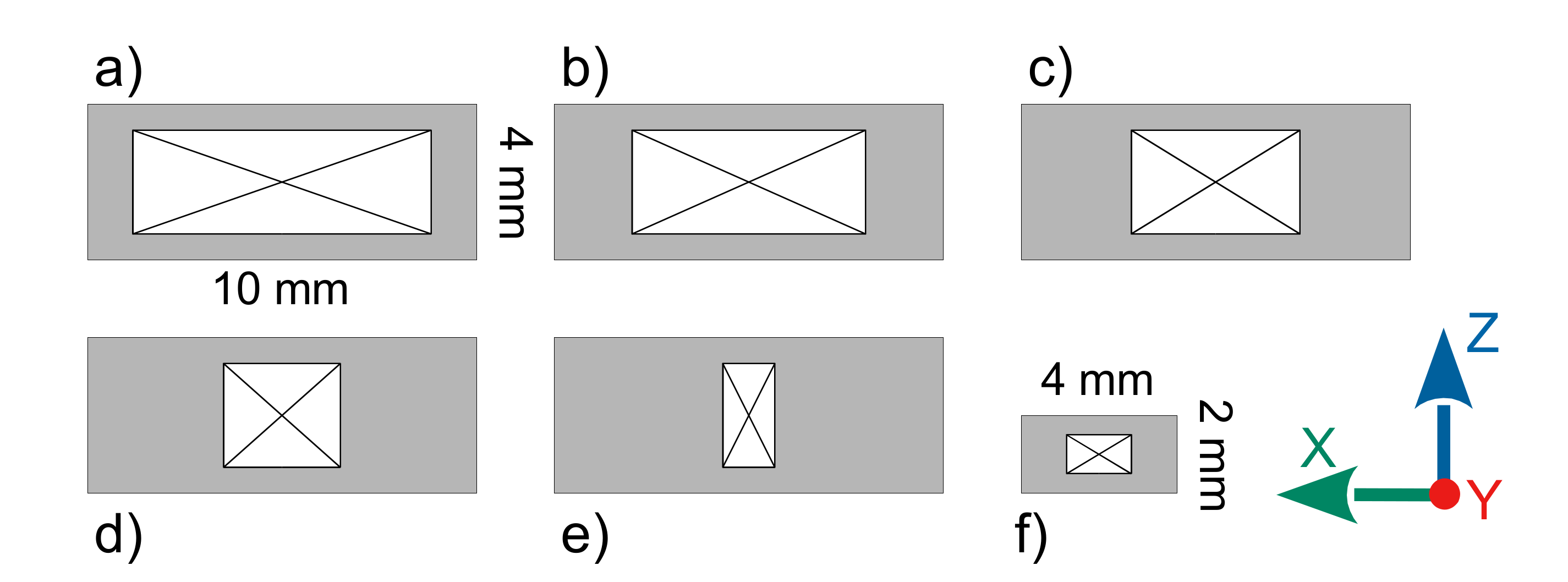
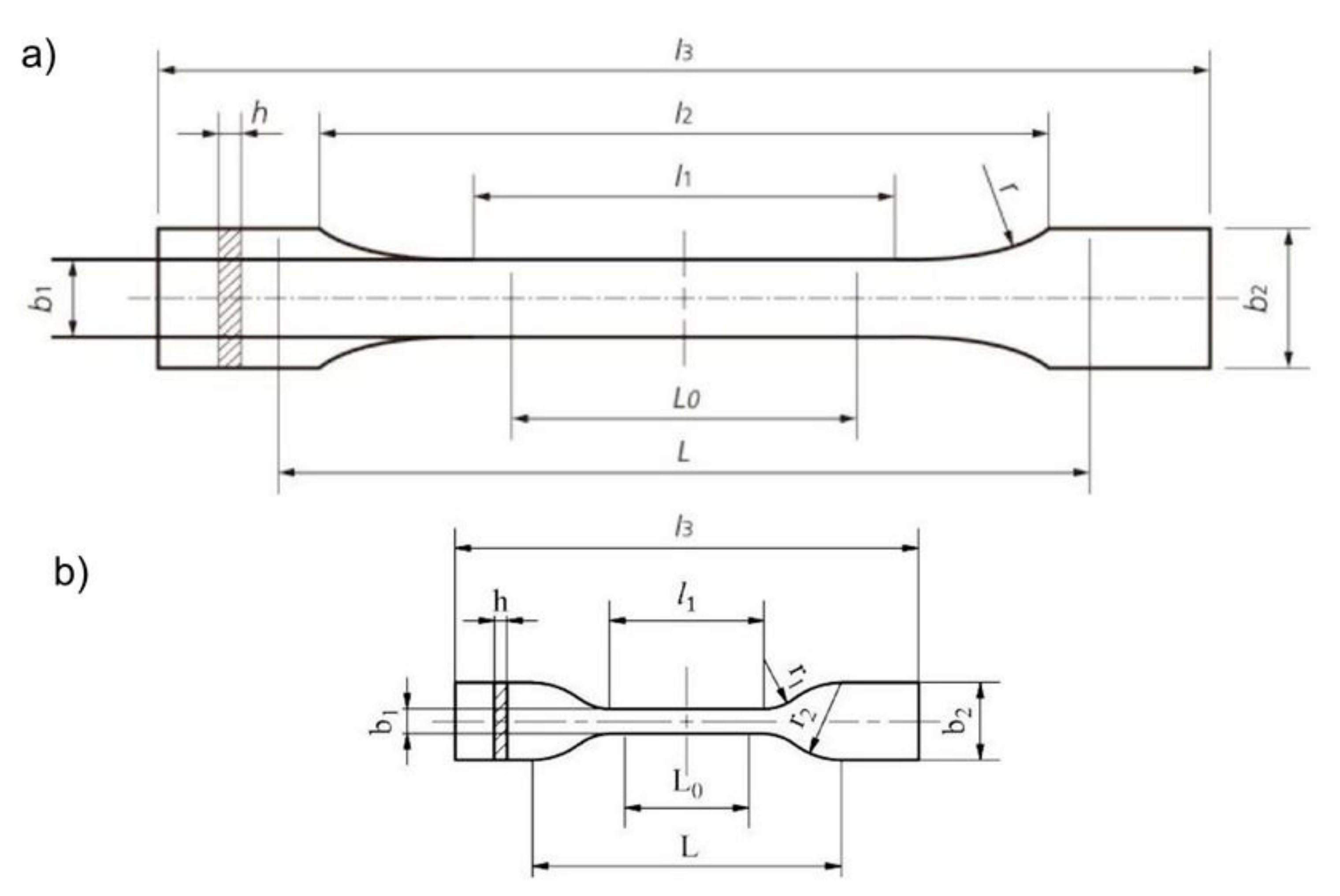
| Parameter Name | Type 1A | Type 5A |
|---|---|---|
| l3–overall length | ≥150 mm | ≥75 mm |
| l2-parallel length | 105 mm | - |
| l1– narrow section length | 80.0 ± 0.2 mm | 25.0 ± 1 mm |
| r-radius | 60 mm | - |
| r1-radius | - | 8.0 ± 0.5 mm |
| r2-radius | - | 12.5 ± 1 mm |
| b2–grips width | 20.0 ± 0.2 mm | 12.5 ± 1 mm |
| b1–gauge width | 10.0 ± 0.2 mm | 4.0 ± 0.1 mm |
| h-thickness | 4.0 ± 0.2 mm | 2.0 ± 0.2 mm |
| L0–gauge length | 50.0 ± 0.2 mm | 20.0 ± 0.5 mm |
| L–distance between grips | 115.0 ± 1 mm | 50.0 ± 2 mm |
| (FDM) Vertical | (FDM) Flat | (FDM) Horizontal | Injection Molded | |
|---|---|---|---|---|
| Tensile strength [MPa] | 13.39 | 24.36 | 26.73 | 40.82 |
| In relation to injection molding | 33% | 60% | 65% | - |
| 30% | 50% | 70% | 90% | 100% | Injection Molded | |
|---|---|---|---|---|---|---|
| Tensile strength [MPa] | 19.01 | 24.26 | 24.76 | 25.41 | 28.35 | 40.82 |
| In relation to injection molding | 47% | 59% | 61% | 62% | 69% | - |
| In relation to 100% infill density | 67% | 86% | 87% | 90% | - | - |
| Number of Perimeter Layers | FDM 30% | FDM 50% | FDM 90% | |
|---|---|---|---|---|
| 3 | Tensile strength [MPa] | 19.01 | 24.36 | 25.41 |
| In relation to injection molding | 47% | 60% | 62% | |
| 5 | Tensile strength [MPa] | 24.61 | 25.53 | 31.69 |
| In relation to injection molding | 60% | 63% | 78% | |
| 7 | Tensile strength [MPa] | 28.54 | 30.58 | 32.38 |
| In relation to injection molding | 70% | 74% | 79% | |
| 9 | Tensile strength [MPa] | 33.12 | 35.02 | 35.12 |
| In relation to injection molding | 81% | 86% | 86% | |
| 11 | Tensile strength [MPa] | 38.03 | 38.34 | 39.63 |
| In relation to injection molding | 93% | 94% | 97% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Podsiadły, B.; Skalski, A.; Rozpiórski, W.; Słoma, M. Are We Able to Print Components as Strong as Injection Molded?—Comparing the Properties of 3D Printed and Injection Molded Components Made from ABS Thermoplastic. Appl. Sci. 2021, 11, 6946. https://doi.org/10.3390/app11156946
Podsiadły B, Skalski A, Rozpiórski W, Słoma M. Are We Able to Print Components as Strong as Injection Molded?—Comparing the Properties of 3D Printed and Injection Molded Components Made from ABS Thermoplastic. Applied Sciences. 2021; 11(15):6946. https://doi.org/10.3390/app11156946
Chicago/Turabian StylePodsiadły, Bartłomiej, Andrzej Skalski, Wiktor Rozpiórski, and Marcin Słoma. 2021. "Are We Able to Print Components as Strong as Injection Molded?—Comparing the Properties of 3D Printed and Injection Molded Components Made from ABS Thermoplastic" Applied Sciences 11, no. 15: 6946. https://doi.org/10.3390/app11156946
APA StylePodsiadły, B., Skalski, A., Rozpiórski, W., & Słoma, M. (2021). Are We Able to Print Components as Strong as Injection Molded?—Comparing the Properties of 3D Printed and Injection Molded Components Made from ABS Thermoplastic. Applied Sciences, 11(15), 6946. https://doi.org/10.3390/app11156946