
Atmospheric Pressure Dielectric Barrier Discharge Plasma-Enhanced Optical Contact Bonding of Coated Glass Surfaces



Abstract
:1. Introduction
2. Materials and Methods
2.1. Investigated Samples
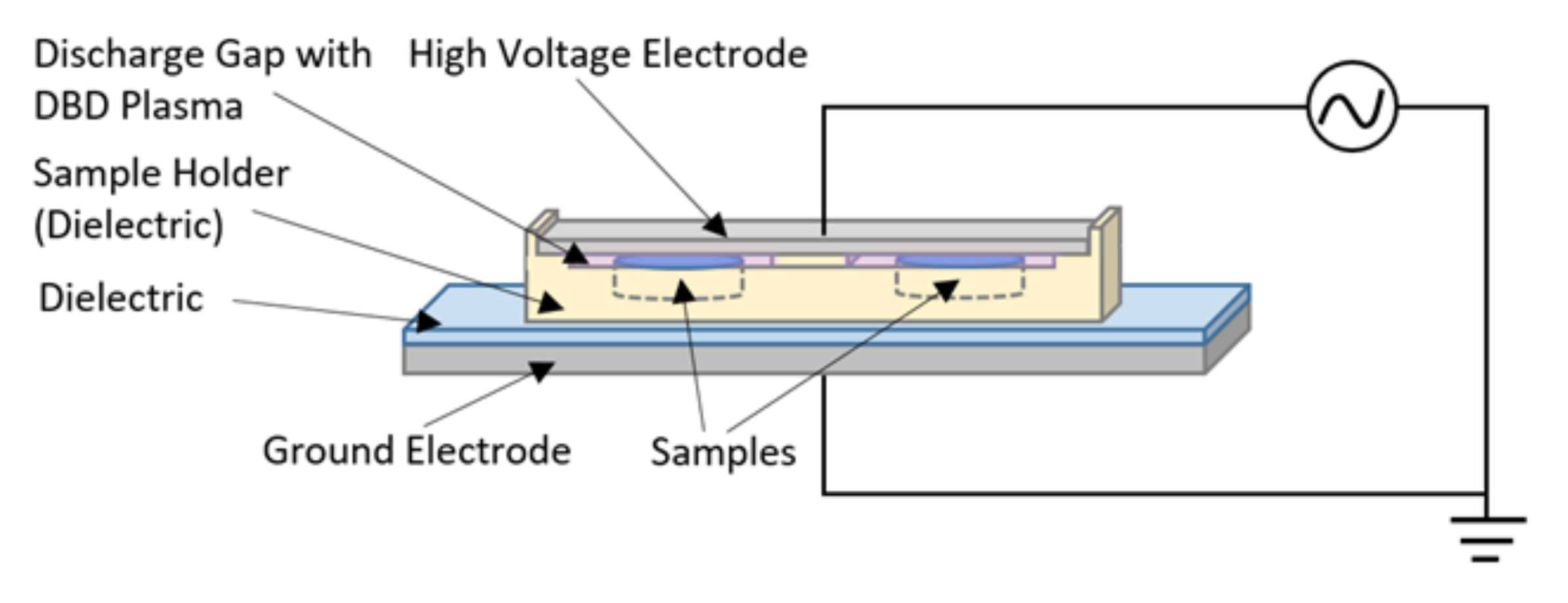
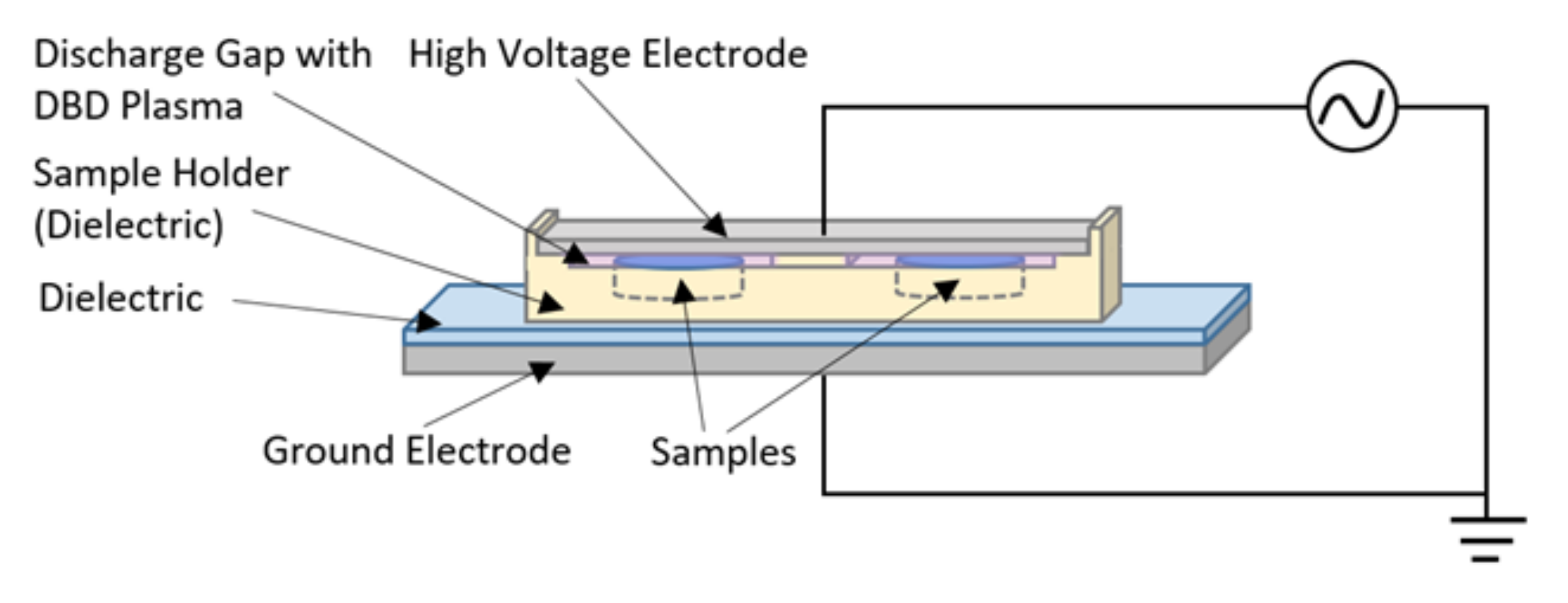
2.2. Experimental Setup and Testing
3. Results
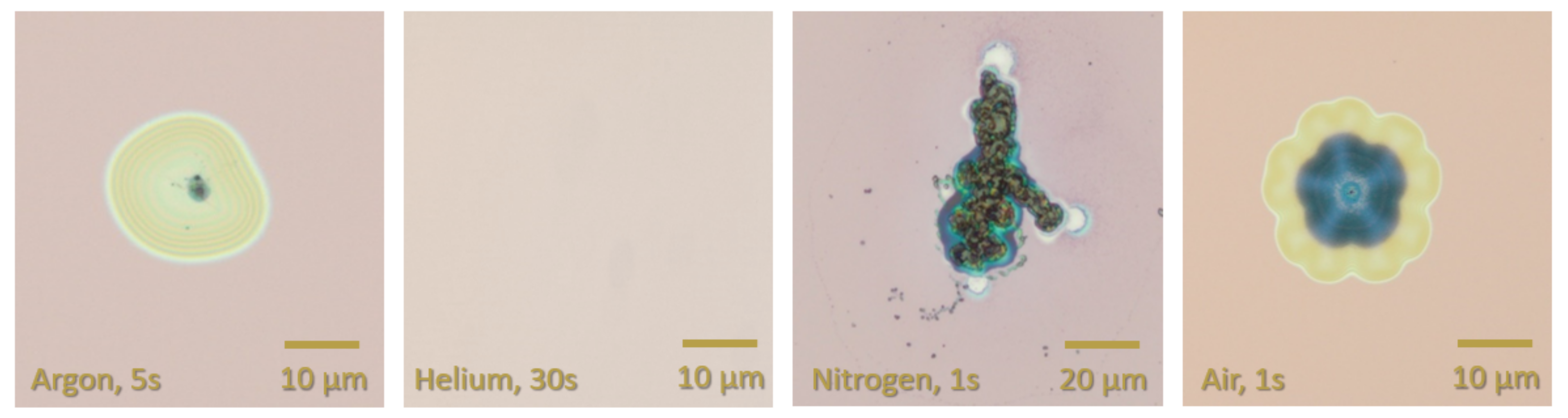
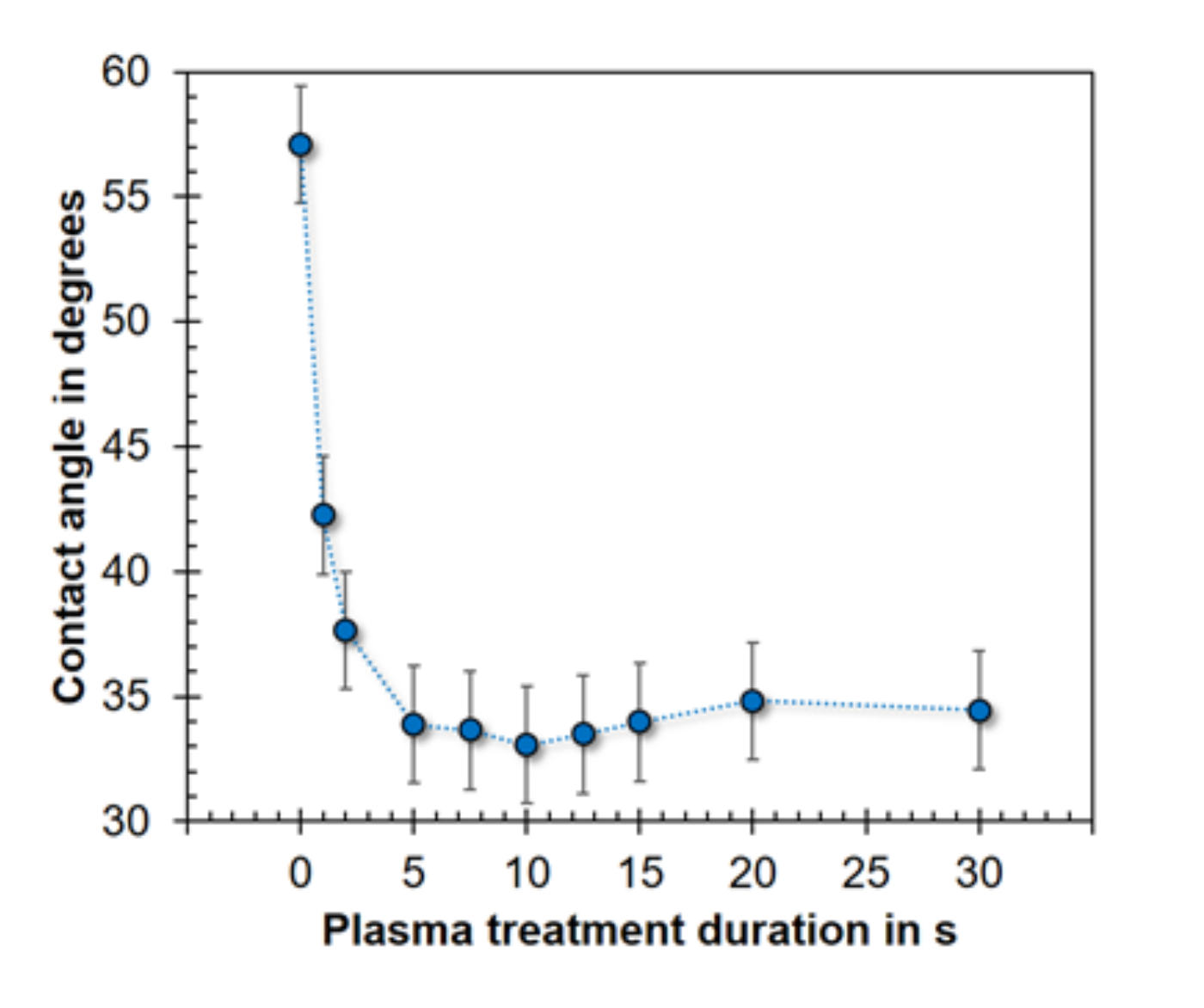
3.1. Determination of the Suitable Preparation Parameters of Coated Surfaces
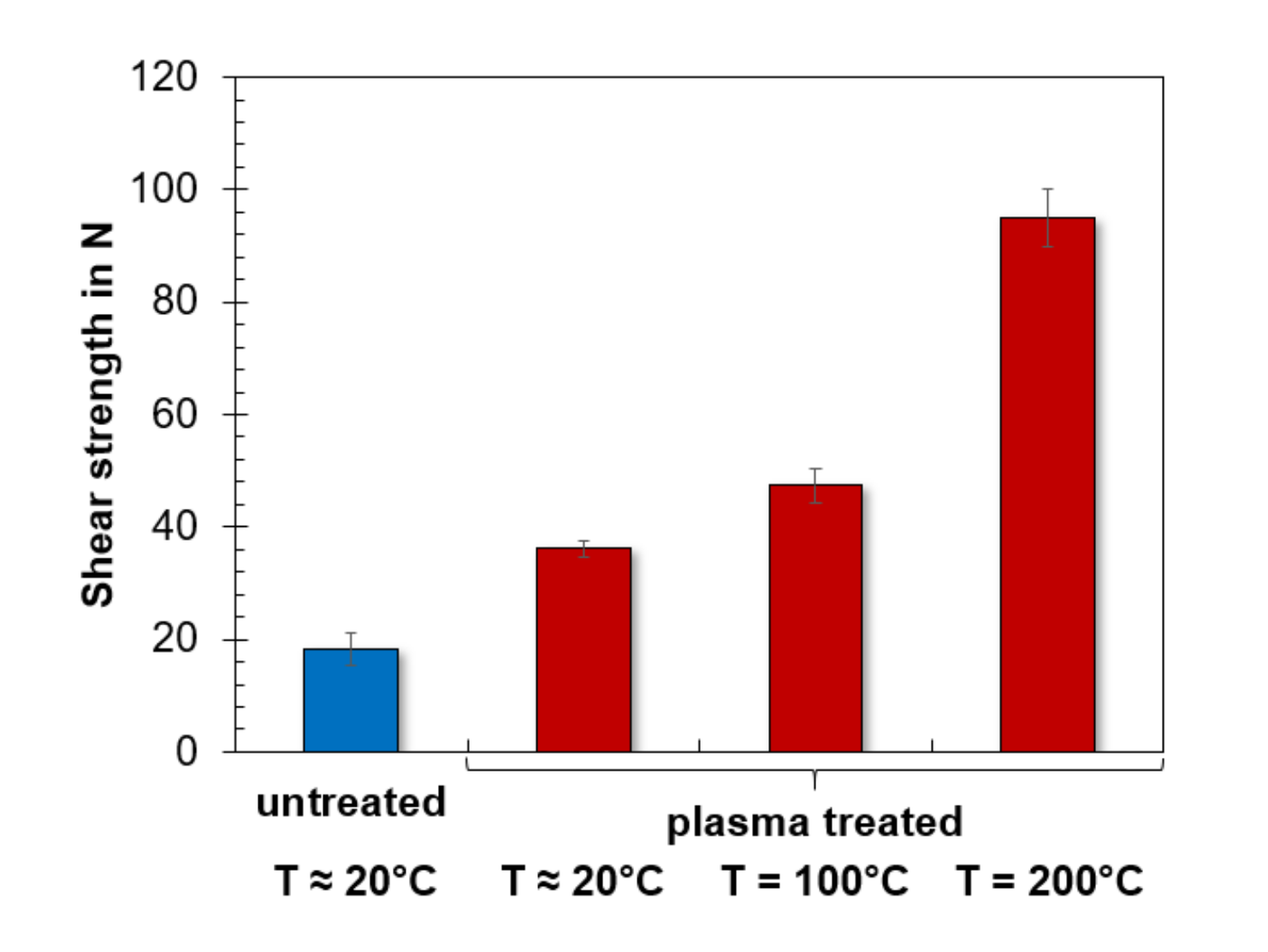
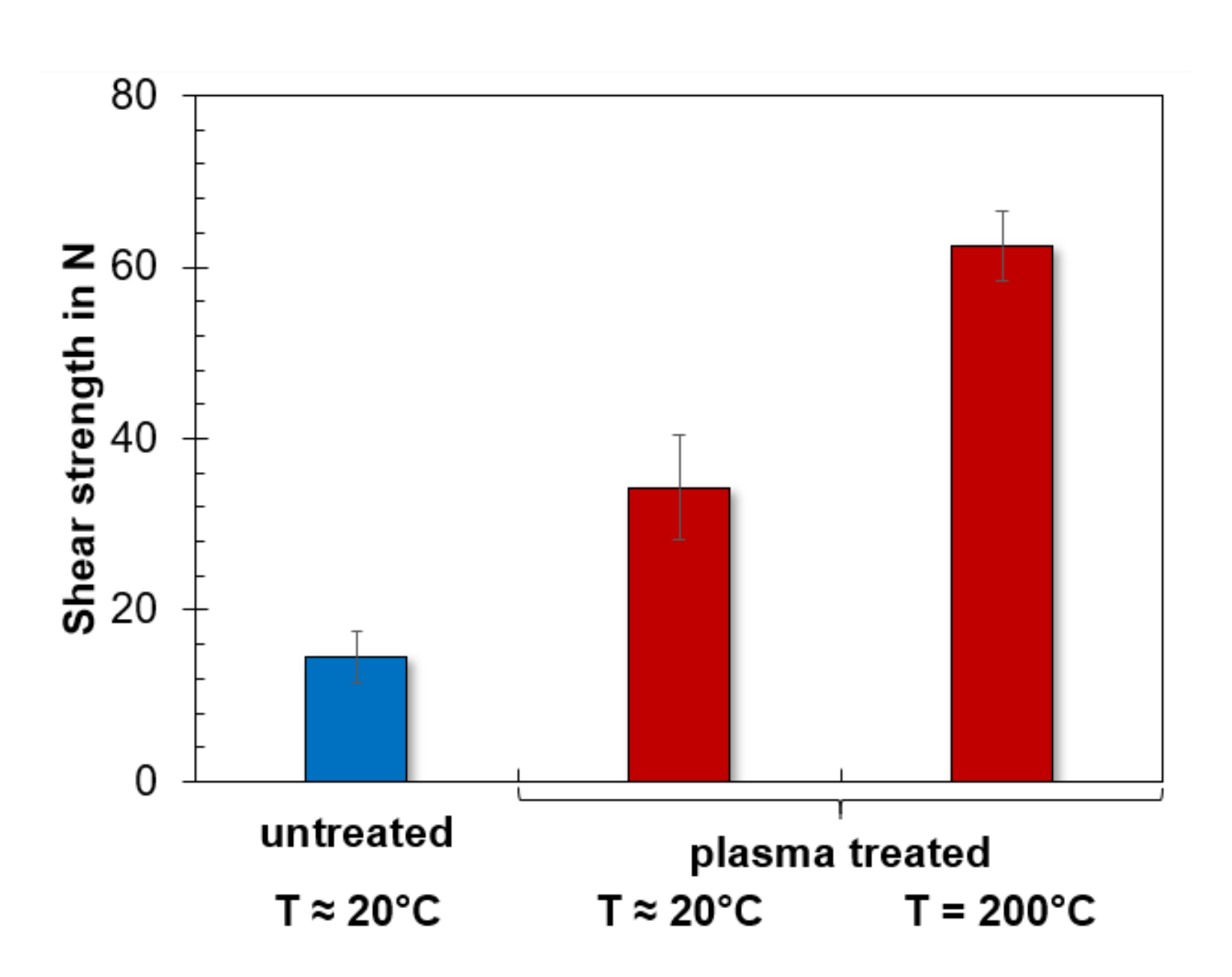
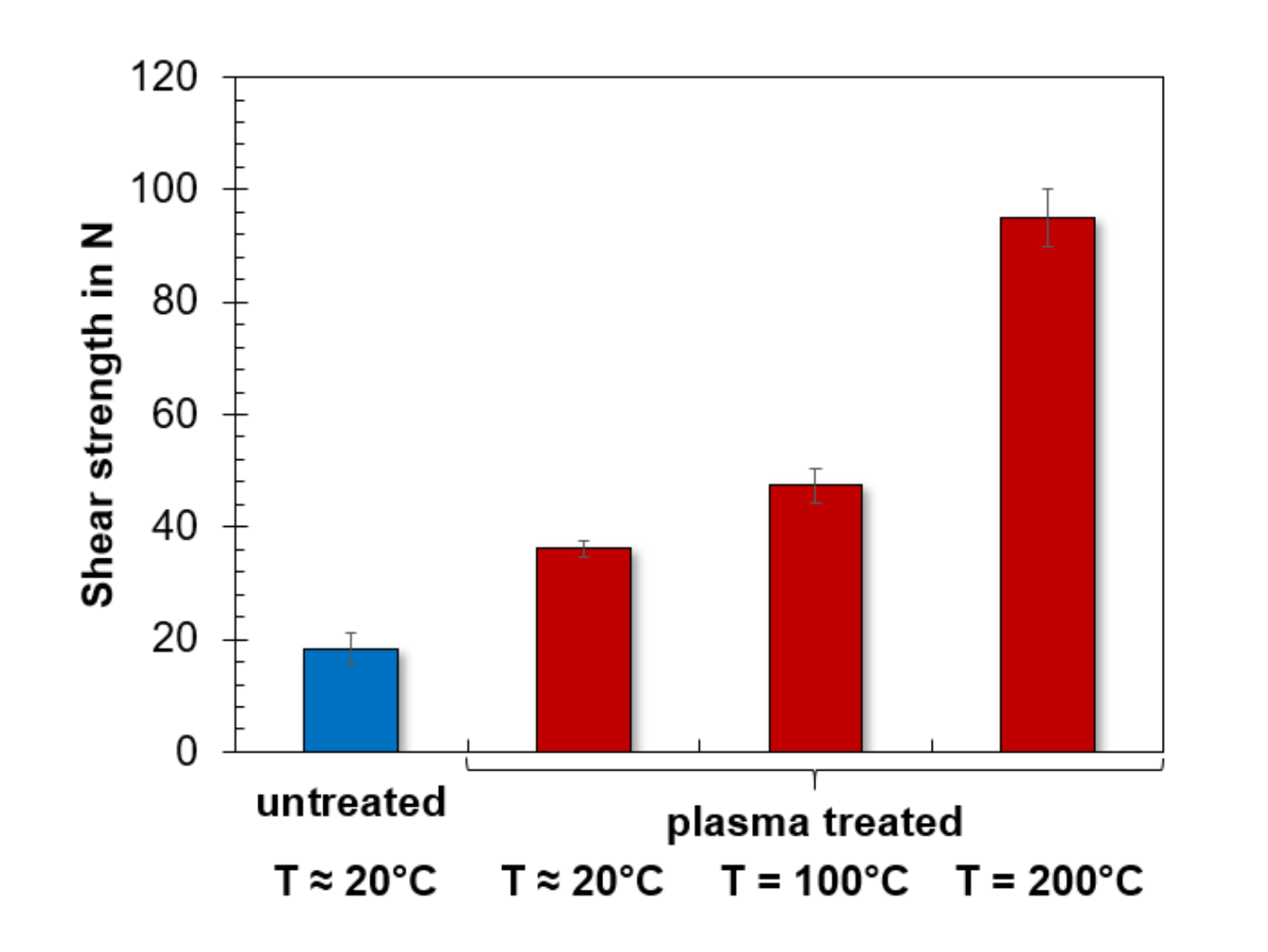
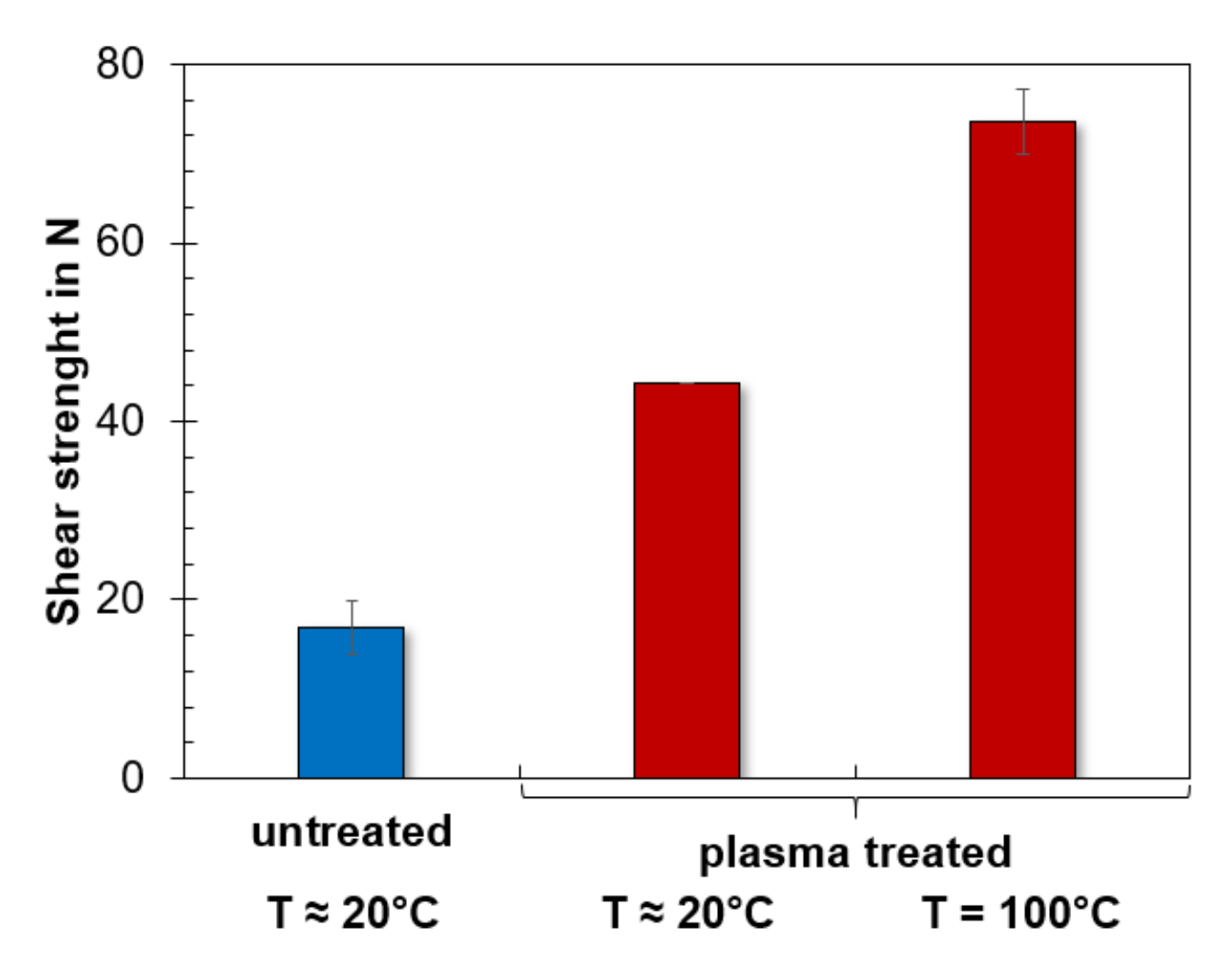
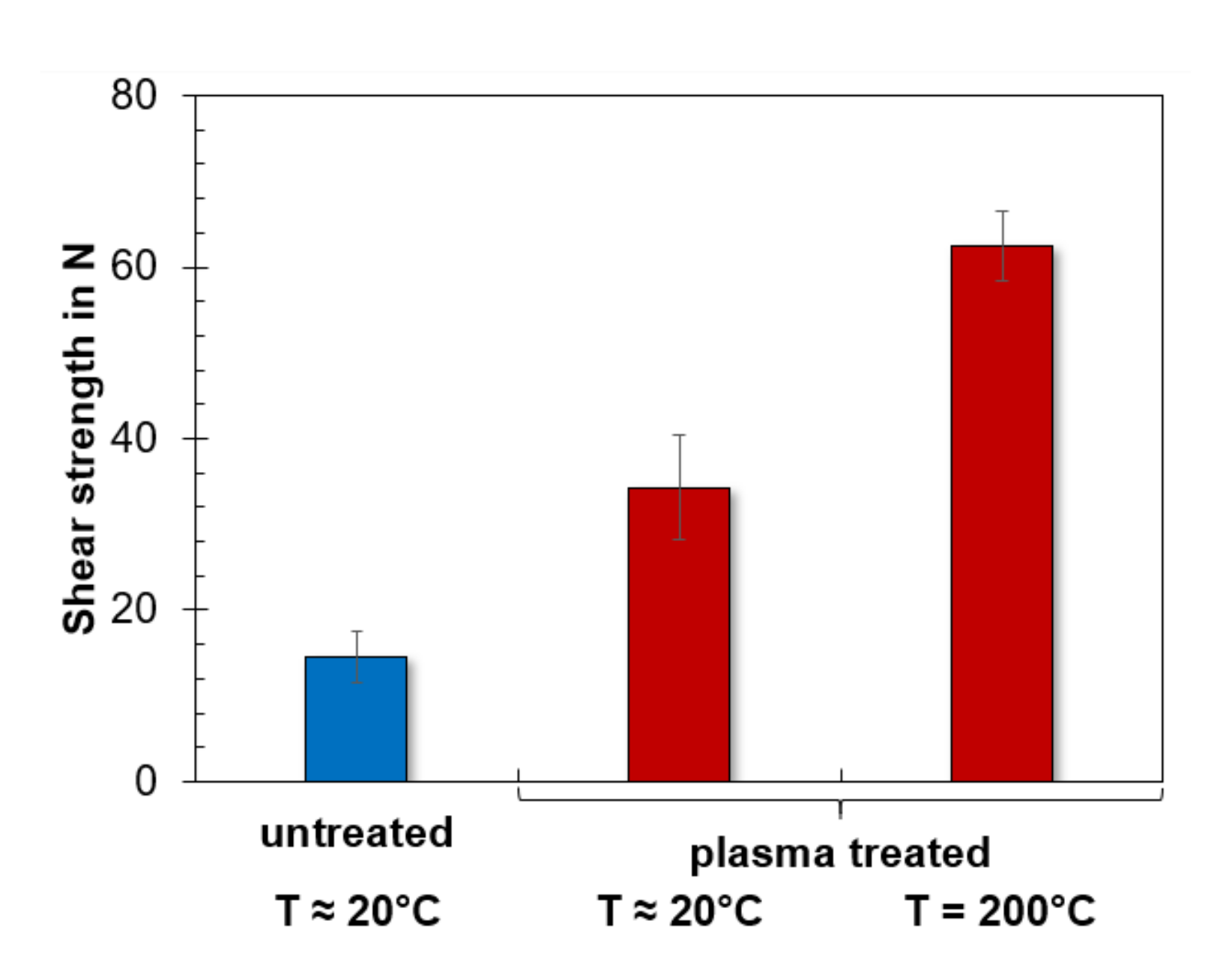
3.2. Bonding Tests
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Haisma, J.; Spierings, G.A.C.M. Contact bonding, including direct-bonding in a historical and recent context of materials science and technology, physics and chemistry. Mater. Sci. Eng. 2002, 37, 1–60. [Google Scholar] [CrossRef]
- Smith, H.I. Optical-Contact Bonding. J. Acoust. Soc. Am. 1965, 37, 928–929. [Google Scholar] [CrossRef]
- Greco, V.; Marchesini, F.; Molesini, G. Optical contact and van der Waals interactions: The role of surface topography in determining the bonding strength of thick glass plates. J. Opt. A 2001, 3, 85–88. [Google Scholar] [CrossRef]
- Homayouini, S.M.; Vasili, M.R.; Hong, T.S. Bonding Technbologies in Manufacturing Engineering. In Somprehensive Materials Processing; Saleem, H., Ed.; Elsevier Science: Amsterdam, The Netherlands, 2014; pp. 237–246. [Google Scholar]
- Farrens, S.N.; Dekker, J.R.; Smith, J.K.; Roberds, B.E. Chemical Free Room Temperature Wafer to Wafer Direect Bonding. J. Electrochem. Soc. 1995, 142, 3949–3955. [Google Scholar] [CrossRef]
- Suni, T.; Henttinen, K.; Suni, I.; Mäkinen, J. Effects of Plasma Activation on Hydrophilic Bonding of Si and SiO2 Wafers. J. Electrochem. Soc. 2002, 149, 348–351. [Google Scholar] [CrossRef]
- Gösele, U.; Tong, Q.-Y. Semiconductor Wafer Bonding. Annu. Rev. Mater. Sci. 1998, 28, 215–241. [Google Scholar] [CrossRef] [Green Version]
- Zhuravlev, L.T. The surface chmistry of amorphous silica. Zhuravlev model. Colloid Surf. A 2000, 173, 1–38. [Google Scholar] [CrossRef] [Green Version]
- Amirfeiz, P.; Bengtsson, S.; Bergh, M.; Zhangellini, E.; Börjesson, L. Formation of Silicon Structures by Plasma-Activated Wafer Bonding. J. Electrochem. Soc. 2000, 147, 2693. [Google Scholar] [CrossRef]
- Turner, T.; Casnedi, P. Novel bonding technology improves optical assemblies. EuroPhotonics 2013, 2013, 27–29. [Google Scholar]
- Mai, C.; Li, M.; Yang, S. Low temperature direct bonding of silica glass via wet chemical surface activation. RSC Adv. 2015, 5, 42721–42727. [Google Scholar] [CrossRef]
- Elliffe, E.J.; Bogenstahl, J.; Deshpande, A.; Hough, J.; Killow, C.; Reid, S.; Robertson, D.; Rowan, S.; Ward, H.; Cagnoli, C. Hydroxide-catalysis bonding for stable optical systems for space. Class. Quant. Grav. 2005, 22, 257–267. [Google Scholar] [CrossRef] [Green Version]
- Kalkowski, G.; Risse, S.; Rothhardt, C.; Rhode, M.; Eberhardt, R. Optical contacting of low-expansion materials. In Proceedings of the SPIE Optical Engineering + Applications, San Diego, CA, USA, 27 September 2011; Volume 8126, p. 8126F1. [Google Scholar]
- Eichler, M.; Hennecke, P.; Nagel, K.; Gabriel, M.; Klages, C.-P. Plasma Activation as a Pretreatment Tool for Low-Temperature Direct Wafer Bonding in Microsystems Technology. J. Electrochem. Soc. 2013, 50, 265–276. [Google Scholar] [CrossRef]
- Eichler, M.; Michel, B.; Hennecke, P.; Gabriel, M.; Klages, C.-P. Low-Temperature Direct Bonding of Borosilicate, Fused Silica, and Functional Coatings. J. Electrochem. Soc. 2010, 33, 339–348. [Google Scholar] [CrossRef]
- Low, Y.W.; Rainley, P.; Baine, P.; Montgomery, J.; Mitchell, S.J.N.; McNeill, D.; Gamble, H.S.; Armstrong, B.M. Application of Atmospheric Plasma for Low Temperature Wafer Bonding. J. Electrochem. Soc. 2010, 28, 385–393. [Google Scholar] [CrossRef]
- Birckigt, P.; Rothhardt, C.; Grabowski, K.; Jorke, K.; Schlegel, R.; Dreisow, F.; Kalkowski, G.; Risse, S.; Eberhardt, R. Plasma-activated direct bonding of coated optical glasses. Jpn. J. Appl. Phys. 2019, 59, SB. [Google Scholar]
- Kogelschatz, U. Dielectric-barrier Discharges: Their History, Discharge Physics, and Industrial Applications. Plasma Chem. Plasma Process. 2003, 23, 1–46. [Google Scholar] [CrossRef]
- Brandenburg, R. Dielectric barrier discharges: Progress on plasma sources and on the understanding of regimes and single filaments. J. Plasma Sources Sci. Technol. 2018, 27, 079501. [Google Scholar] [CrossRef]
- Hirschberg, J.; Omairi, T.; Mertens, N.; Helmke, A.; Emmert, S.; Viöl, W. Influence of excitation pulse duration of dielectric barrier discharges on biomedical applications. J. Phys. D Appl. Phys. 2013, 46, 165201. [Google Scholar] [CrossRef]
- Homola, T.; Matousek, J.; Kormunda, N.; Wu, L.; Cernak, M. Plasma Treatment of Glass Surfaces Using Diffuse Coplanar Surface Barrier Discharge in Ambient Air. Plasma Chem. Plasma Process. 2013, 33, 881–894. [Google Scholar] [CrossRef]
- Simek, M.; Cerkan, M.; Kylian, O.; Foest, R.; Hegemann, D.; Martini, R. White paper on the future of plasma science for optics and glass. Plasma Process. Polym. 2018, 16, 881–894. [Google Scholar]
- Bucek, A.; Brablec, A.; Kovacik, D.; Stahel, P.; Cernak, M. Glass bond adhesive strength improvement by DCSBN atmospheric-pressure plasma treatment. Int. J. Adhes. Adhes. 2017, 78, 1–3. [Google Scholar] [CrossRef]
- Gerhard, C.; Mielke, G.; Brückner, S.; Wermann, O. Improving the adhesiveness of cementes glass components by DBD plasma pre-treatment at atmospheric pressure. Appl. Sci. 2019, 9, 5511. [Google Scholar] [CrossRef] [Green Version]
- Gerhard, C.; Weihs, T.; Tasche, D.; Brückner, S.; Wieneke, S.; Viöl, W. Atmospheric pressure plasma treatment of fused silica, relatedsurface and near-surface effects and applications. Plasma Chem. Plasma Process. 2013, 5, 895–905. [Google Scholar] [CrossRef]
- Gerhard, C.; Tasche, D.; Munser, N.; Dyck, H. Increase in nanosecond laser-induced damage threshold of sapphire windows by means of direct dielectric barrier discharge plasma treatment. Opt. Lett. 2017, 1, 49–52. [Google Scholar] [CrossRef] [PubMed]
- Gerhard, C.; Weihs, T.; Luca, S.; Wieneke, S.; Viöl, W. Polishing of optical media by dielectric barrier discharge inert gas plasma at atmospheric pressure. J. Eur. Opt. Soc.-Rapid 2013, 8, 13081–13085. [Google Scholar] [CrossRef] [Green Version]
- Ashpis, D.; Laun, M.; Griebeler, E. Progress towards Accurate Measurements of Power Consumptions of DBD Plasma Actuators. In Proceedings of the 50th AIAA Aerospace Sciences Meeting Including the New Horizons Forum and Aerospace Exposition, Nashville, TN, USA, 9–12 January 2012; Volume 0823. [Google Scholar]
- Massines, F.; Gherhardi, N.; Naudé, N.; Ségur, P. Glow and Townsend dielectric barrier discharge in various atmosphere. Plasma Phys. Control. Fusion 2005, 47, B577. [Google Scholar] [CrossRef]
- Massines, F.; Gherhardi, N.; Naudé, N.; Ségur, P. Recent advances in the understanding of homogenoeous dielectric barrier discharges. Eur. Phys. J. Appl. Phys. 2009, 47, 22805. [Google Scholar]
- Perisse, F.; Menecier, S.; Duffour, E.; Vacher, D.; Monier, G.; Destrebecq, J.-F.; Czarniak, P.; Gorski, J.; Wilkovski, J. MDF treatment with a Dielectric Barrier Discharge (DBD) torch. Int. J. Adhes. Adhes. 2017, 79, 18–22. [Google Scholar] [CrossRef]
- Kalkowski, G.; Rohde, M.; Risse, S.; Eberhardt, R.; Tünnermann, A. Direct Bonding of Glass Substrates. J. Electrochem. Soc. 2010, 33, 349–355. [Google Scholar] [CrossRef]
- Pfiffer, M.; Longuet, J.-L.; Labugère, C.; Fargin, E.; Bousquet, B.; Dussauze, M.; Lambert, S.; Cormont, P.; Neauport, J. Characterization of the polishing-induced contamination of fused silica optics. J. Am. Ceram. Soc. 2017, 100, 96–107. [Google Scholar] [CrossRef] [Green Version]
- Long, J.; Ross, D.; Tastepe, E.; Lamb, M.; Funamoto, Y.; Shima, D.; Kamimura, T.; Yamaguchi, H. Fused silica contamination layer removal using magnetic field-assisted finishing. J. Am. Ceram. Soc. 2020, 103, 3008–3019. [Google Scholar] [CrossRef]
- Gerhard, C.; Taleb, A.; Pelascini, F.; Hermann, J. Quantification of surface contamination on optical glass via sensitivity-improved calibration-free laser-induced breakdowm spectroscopy. Appl. Surf. Sci. 2021, 537, 147984–147990. [Google Scholar] [CrossRef]
- Borisenko, K.; Evangelou, E.; Zhao, Q.; Abel, E. Contact angles of diiodomethane on silicon-doped diamond-like carbon coatings in electrolyte solutions. J. Colloid Interf. Sci 2008, 326, 328–332. [Google Scholar] [CrossRef] [PubMed]
- Gerhard, C.; Tasche, D.; Uteza, O.; Hermann, J. Investigation of nonuniform surface properties of classically-manufactured fused silica windows. Appl. Opt. 2017, 26, 7427–7434. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
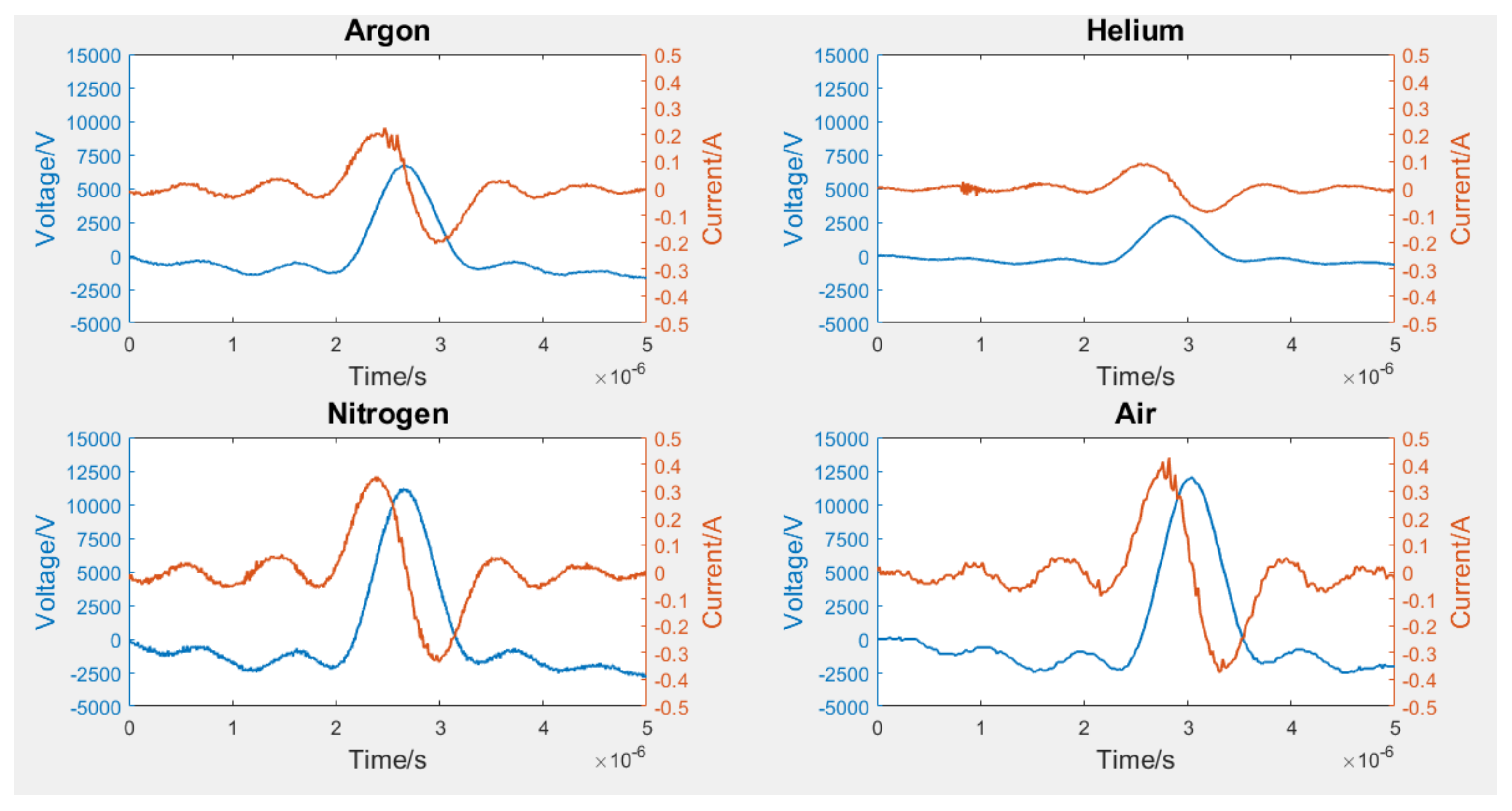
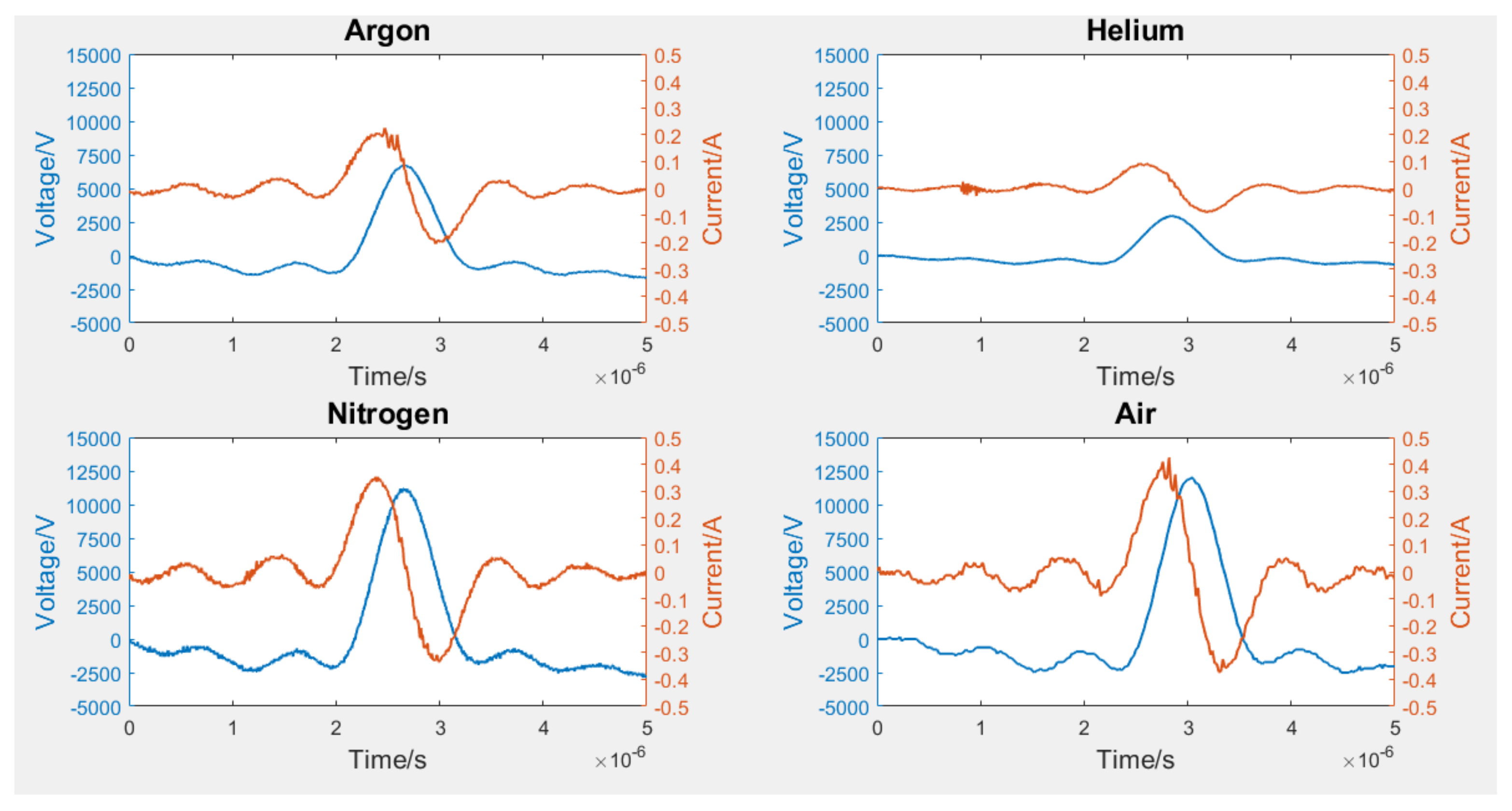
| Electrical Parameter | Argon | Helium | Nitrogen | Air |
|---|---|---|---|---|
| Frequency/kHz | 8.85 | 7.50 | 21.05 | 25.05 |
| Voltage/kV | 5.25 | 2.95 | 11.00 | 11.95 |
| Current/mA | 0.20 | 0.10 | 0.35 | 0.40 |
| Average Power/W | 0.20 | 0.14 | 5.37 | 7.72 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neumann, J.; Brückner, S.; Viöl, W.; Gerhard, C. Atmospheric Pressure Dielectric Barrier Discharge Plasma-Enhanced Optical Contact Bonding of Coated Glass Surfaces. Appl. Sci. 2021, 11, 6755. https://doi.org/10.3390/app11156755
Neumann J, Brückner S, Viöl W, Gerhard C. Atmospheric Pressure Dielectric Barrier Discharge Plasma-Enhanced Optical Contact Bonding of Coated Glass Surfaces. Applied Sciences. 2021; 11(15):6755. https://doi.org/10.3390/app11156755
Chicago/Turabian StyleNeumann, Josephine, Stephan Brückner, Wolfgang Viöl, and Christoph Gerhard. 2021. "Atmospheric Pressure Dielectric Barrier Discharge Plasma-Enhanced Optical Contact Bonding of Coated Glass Surfaces" Applied Sciences 11, no. 15: 6755. https://doi.org/10.3390/app11156755
APA StyleNeumann, J., Brückner, S., Viöl, W., & Gerhard, C. (2021). Atmospheric Pressure Dielectric Barrier Discharge Plasma-Enhanced Optical Contact Bonding of Coated Glass Surfaces. Applied Sciences, 11(15), 6755. https://doi.org/10.3390/app11156755