
Scheduling the Process of Robot Welding of Thin-Walled Steel Sheet Structures under Constraint


Abstract
1. Introduction
1.1. Industrial Robots Utilization
1.2. Robotic Tasks Scheduling
- Comprehensive production scheduling: In this case, mainly the proper scheduling of all production tasks with special emphasis on the workstations constituting a manufacturing cell is considered, and the goal criterion becomes the task execution time or manufacturing costs [10];
- Scheduling of specific tasks performed by robots: A strictly defined process is analyzed, taking into account aspects of the robot kinematics, process requirements, or the collisions between the robot and the elements of the workstations constituting a manufacturing cell [5].
1.3. Existing Work Discussion
2. Problem of Robotic Welding under Constraint
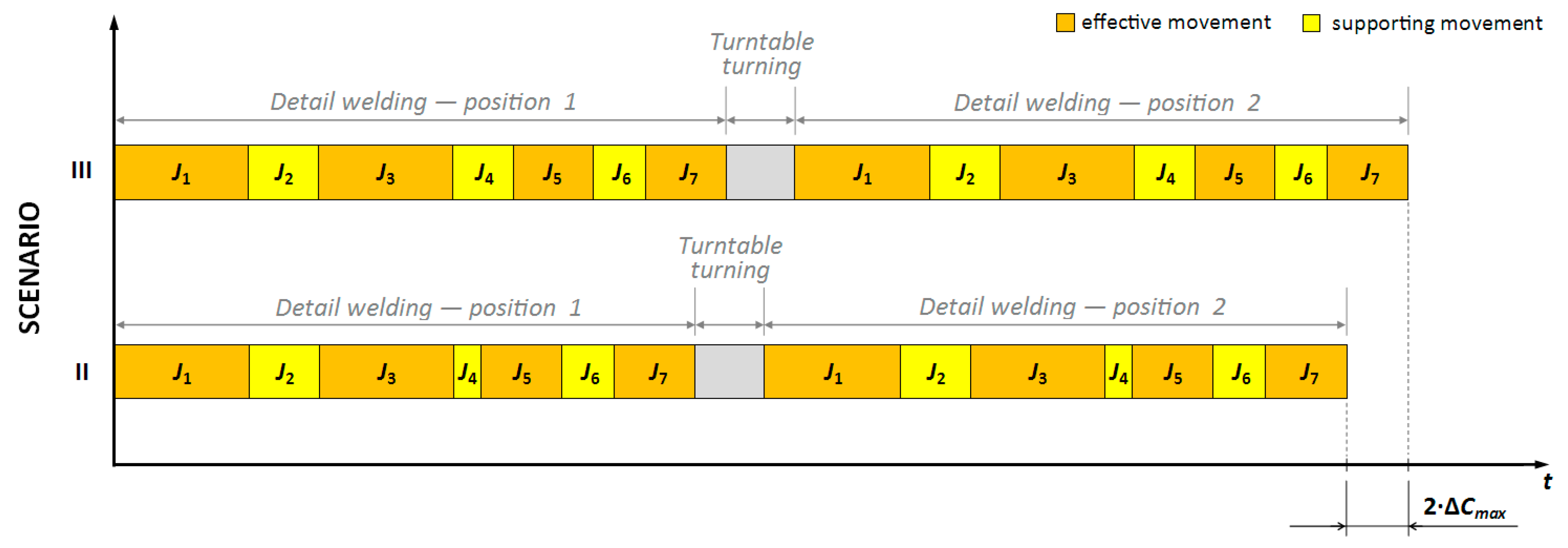
- Effective movements (effective tasks)—during which the robot performs the target work—welding.
- Supporting movements (supporting tasks)—during which the robot moves between the effective tasks (between performing successive welds).
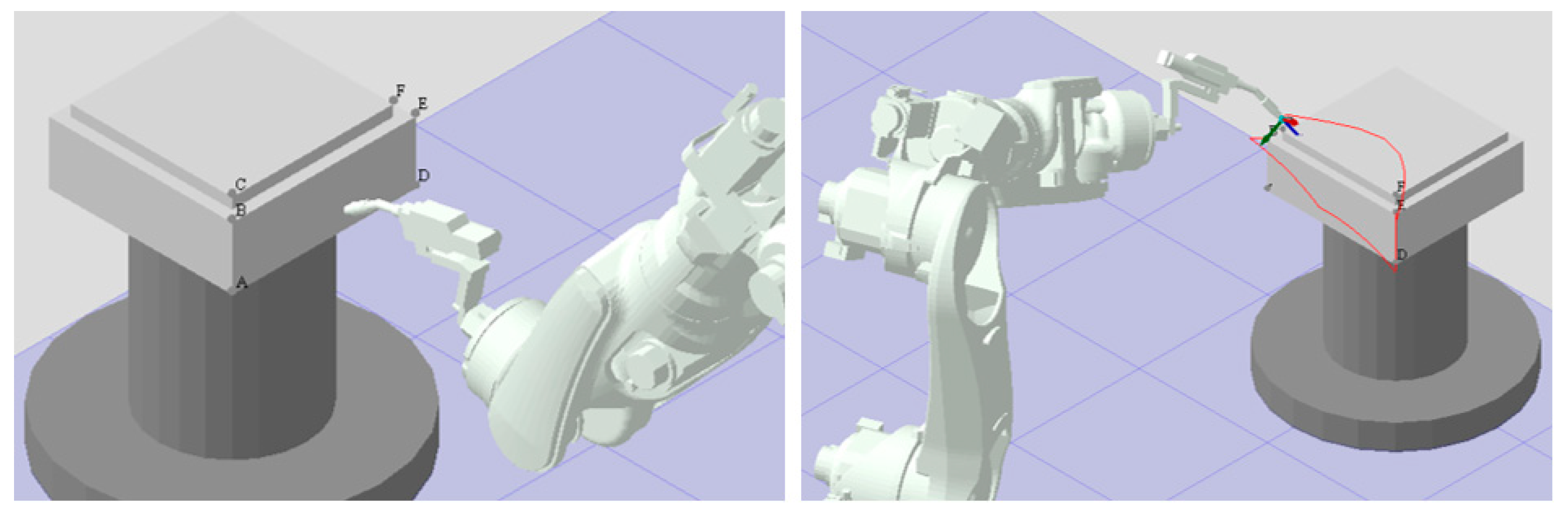
- The box is placed on a turntable so that one of the walls is parallel to the base of the robot, and the operation is performed in two positions—in one position, the overall joints of the two corners are made (Figure 2).
- In order to stiffen the structure, the wall joints must be manufactured first (section AB and DE in Figure 2), and the direction is arbitrary.
- The flange connections are to be made last in the given position (sections BC and EF in Figure 2), and due to the possibility of corner burns, they must be made in the “top-down” direction—e.g., from point C to point B.
- After completing the connections, the table with the part is rotated by 180° in order to make opposite connections in the second position.
3. Scheduling Tasks of a Welding Robot
3.1. Objectives
3.2. Mathematical Model of the Issue
- —number of machines,
- —precedence constraints,
- —makespan (objective criterion).
- Set defining the number of tasks (robot movements):
- Set defining the number of machines:
- Set defining the order in which the robot effector is moved between each point:
- —order in which the segment is travelled,
- —point designation.
- Set defining the times of individual operations:
3.3. Robot Movement Scenarios
3.4. Analysis of the Times of the Robot Movement
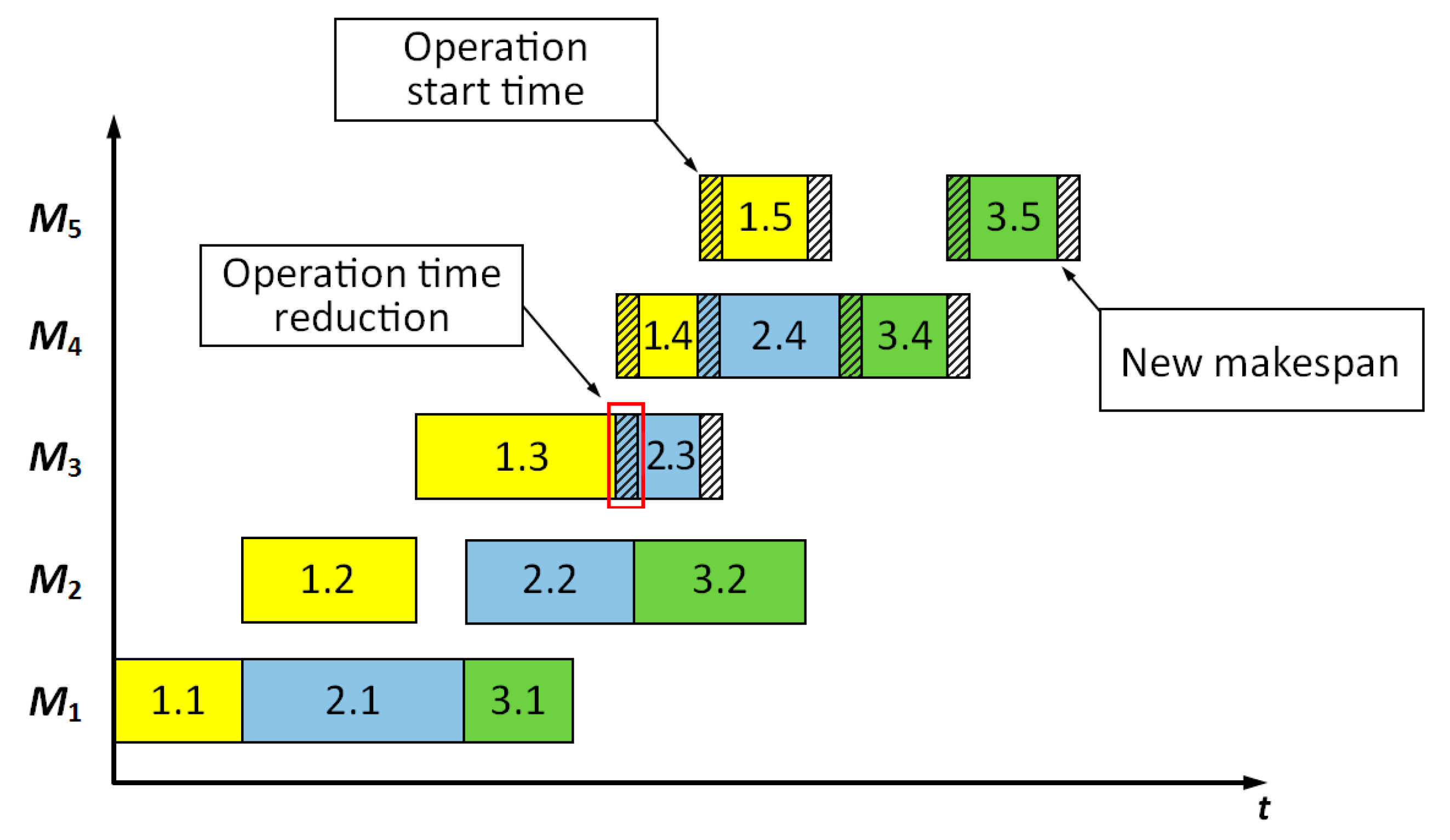
3.5. Task Scheduling of the Welding Robot
- —elongation of completion time of all jobs,
- —the task completion date in scenario III (the least favorable scenario),
- —the task completion date in scenario II (the most favorable).
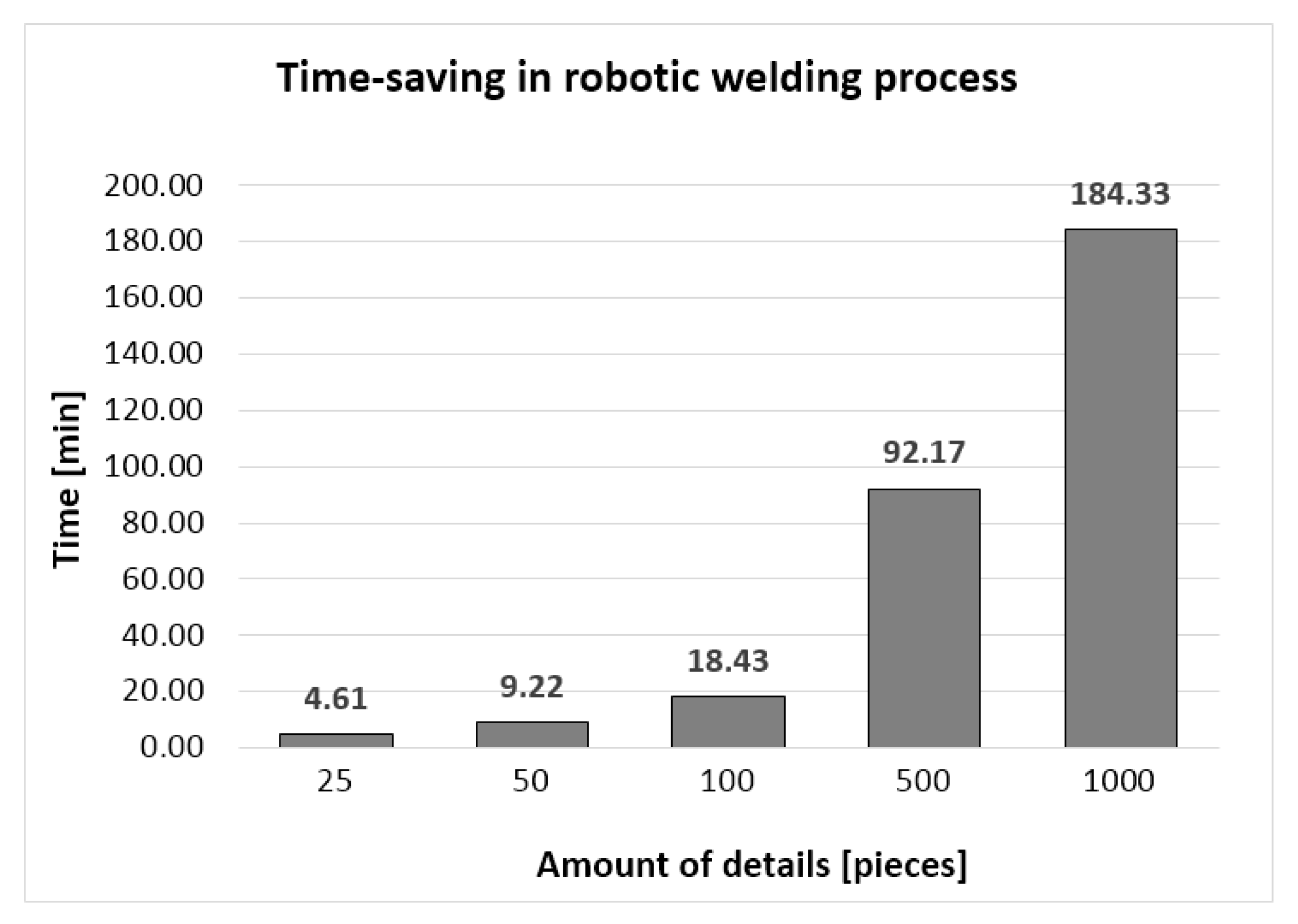
3.6. Discussion of the Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Danilczuk, W.; Gola, A. Computer-aided material demand planning using ERP systems and business intelligence technology. Appl. Comput. Sci. 2020, 16, 42–55. [Google Scholar] [CrossRef]
- Kluz, R.; Antosz, K.; Trzepiecinski, T. Forecasting the Mountability Level of a Robotized Assembly Station. In Intelligent Systems in Production Engineering and Maintenance. ISPEM 2018. Advances in Intelligent Systems and Computing; Burduk, A., Chlebus, E., Nowakowski, T., Tubis, A., Eds.; Springer: Cham, Switzerland, 2019; Volume 835. [Google Scholar] [CrossRef]
- Dawande, M.; Geismar, H.N.; Sethi, S.P.; Sriskandarajah, C. Sequencing and scheduling in robotic cells: Recent developments. J. Sched. 2005, 8, 387–426. [Google Scholar] [CrossRef]
- Czarnecka, A.; Sobaszek, Ł.; Świć, A. 2D image-based industrial robot and effector trajectory control algorithm. Appl. Comput. Sci. 2018, 14, 73–83. [Google Scholar] [CrossRef]
- Mohsin, I.; He, K.; Li, Z.; Du, R. Path planning under force control in robotic polishing of the complex curved surfaces. Appl. Sci. 2019, 9, 5489. [Google Scholar] [CrossRef]
- Miturska, I.; Rudawska, A.; Niedziałkowski, P.; Szabelski, J.; Grzesiczak, D. Selected strength aspects of adhesive lap joints and butt welded joints of various structural materials. Adv. Sci. Technol. Res. J. 2018, 12, 135–141. [Google Scholar] [CrossRef]
- Gola, A. Reliability analysis of reconfigurable manufacturing system structures using computer simulation methods. Eksploat. Niezawodn. Maint. Reliab. 2021, 21, 90–102. [Google Scholar] [CrossRef]
- Alatartsev, S. Robot Trajectory Optimization for Relaxed Effective Tasks. Ph.D. Thesis, Otto von Guericke University Magdeburg, Magdeburg, Germany, 2015. [Google Scholar]
- Zacharia, P.T.; Xidias, E.K.; Aspragathos, N.A. Task scheduling and motion planning for an industrial manipulator. Robot. Comput. Integr. Manuf. 2013, 29, 449–462. [Google Scholar] [CrossRef]
- Shabtay, D.; Arviv, K. Optimal robot scheduling to minimize the makespan in a three-machine flow-shop environment with job-independent processing times. Appl. Math. Modell. 2016, 40, 4231–4247. [Google Scholar] [CrossRef]
- Sobaszek, Ł.; Gola, A.; Świć, A. Time-based machine failure prediction in multi-machine manufacturing systems. Eksploat. Niezawodn. Maint. Reliab. 2020, 22, 52–62. [Google Scholar] [CrossRef]
- Szabelski, J. Effect of incorrect mix ratio on strength of two component adhesive Butt-Joints tested at elevated temperature. MATEC Web Conf. 2018, 244, 01019. [Google Scholar] [CrossRef]
- Olesen, J.; Pedersen, C.-E.H.; Knudsen, M.G.; Toft, S.; Nedbailo, V.; Prisak, J.; Saha, S. Joint effect of forecasting and lot-sizing method on cost minimization objective of a manufacturer: A case study. Appl. Comput. Sci. 2020, 16, 21–36. [Google Scholar] [CrossRef]
- Yuan, Y.; Xu, H.; Yang, J. A hybrid harmony search algorithm for the flexible job shop scheduling problem. Appl. Soft Comput. 2013, 13, 3259–3272. [Google Scholar] [CrossRef]
- Sharma, P.; Jain, A. Performance analysis of dispatching rules in a stochastic dynamic job shop manufacturing system with sequence-dependent setup times: Simulation approach. CIRP J. Manuf. Sci. Technol. 2015, 110–119. [Google Scholar] [CrossRef]
- Rossit, D.A.; Vásquez, Ó.C.; Tohmé, F.; Frutos, M.; Safe, M.D. The dominance flow shop scheduling problem. Electron. Notes Discret. Math. 2018, 69, 21–28. [Google Scholar] [CrossRef]
- Caldeira, R.H.; Gnanavelbabu, A. A simheuristic approach for the flexible job shop scheduling problem with stochastic processing times. Simulation 2021, 97, 215–236. [Google Scholar] [CrossRef]
- Zhuang, Z.; Huang, Z.; Lu, Z.; Guo, L.; Cao, Q.; Qin, W. An improved artificial bee colony algorithm for solving open shop scheduling problem with two sequence-dependent setup times. Proc. CIRP 2019, 83, 563–568. [Google Scholar] [CrossRef]
- Tereshchuk, V.; Stewart, J.; Bykov, N.; Pedigo, S.; Devasia, S.; Banerjee, A.G. An efficient scheduling algorithm for multi-robot task allocvation in assembling aircraft structures. IEEE Robot. Autom. Lett. 2019, 4, 3844–3851. [Google Scholar] [CrossRef]
- Baizid, K.; Meddahi, A.; Yousnadj, A.; Chellali, R.; Khan, H.; Iqbal, J. Robotized task time scheduling and optimization based on Genetic Algorithms for non redundant industrial manipulators. In Proceedings of the 2014 IEEE International Symposium on Robotic and Sensors Environments (ROSE) Proceedings, Timisoara, Romania, 16–18 October 2014. [Google Scholar] [CrossRef]
- Focant, G.; Fontaine, B.; Steinicke, L.; Joudrier, L. A Robotics Task Scheduler–TAPAS. In Climbing and Walking Robots; Tokhi, M.O., Virk, G.S., Hossain, M.A., Eds.; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar] [CrossRef]
- Zhang, J.; Meng, Q.; Feng, X.; Shen, H. A 6-DOF robot-time optimal trajectory planning based on an improved genetic algorithm. Robot. Biomim. 2018, 5. [Google Scholar] [CrossRef]
- King, R.E.; Hodgson, T.J.; Chafee, F.W. Robot task scheduling in a flexible manufacturing cell. IIE Trans. 1993, 25, 80–87. [Google Scholar] [CrossRef]
- Gultekin, H.; Akturk, M.S.; Karasan, O.E. Scheduling in a three-machine robotic flexible manufacturing cell. Comput. Oper. Res. 2007, 34, 2463–2477. [Google Scholar] [CrossRef][Green Version]
- Śmigiel, S.; Zungor, F.; Purtul, H.; Inaloz, I. Task scheduling algorithms for multi robot environment. Zesz. Naukowe Telekomun. Elektron. 2014, 18, 33–45. [Google Scholar]
- Zanlongo, S.A.; Abodo, F.; Long, P.; Padir, T.; Bobadilla, L. Multi-robot scheduling and path-planning for non-overlapping operator attention. In Proceedings of the Second IEEE International Conference on Robotic Computing (IRC), Laguna Hills, CA, USA, 31 January–2 February 2018; pp. 87–94. [Google Scholar] [CrossRef]
- Ericsson, M.; Nylén, P. A look at the optimization of robot welding speed based on process modelling. Weld. J. 2007, 86, 238–244. [Google Scholar]
- Akanksha. List-based task scheduling algorithm for distributed computing system using artificial intelligence. In Intelligent Systems Design and Applications. ISDA 2018 2018. Advances in Intelligent Systems and Computing; Abraham, A., Cherukuri, A., Melin, P., Gandhi, N., Eds.; Springer: Cham, Switzerland, 2019; Volume 941. [Google Scholar] [CrossRef]
- Witkowski, T.; Antczak, A.; Antczak, P. Random and evolution algorithms of the tasks scheduling and of the production scheduling. In Proceedings of the IEEE International Conference on Fuzzy Systems, Budapest, Hungary, 25–29 July 2004; Volume 2, pp. 727–732. [Google Scholar] [CrossRef]
- Sands, T. Development of deterministic artificial intelligence for unmanned underwater vehicles (UUV). J. Mar. Sci. Eng. 2020, 8, 578. [Google Scholar] [CrossRef]
- Balasekaran, G.; Jayakumar, S.; Pérez de Prado, R. An intelligent task scheduling mechanism for autonomous vehicles via deep learning. Energies 2021, 14, 1788. [Google Scholar] [CrossRef]
- Antosz, K.; Pasko, L.; Gola, A. The use of artificial intelligence methods to assess the effectiveness of lean maintenance concept implementation in manufacturing enterprises. Appl. Sci. 2020, 10, 7922. [Google Scholar] [CrossRef]
- Das, S.D.; Bain, V.; Rakshit, P. Energy optimized robot arm path planning using differential evolution in dynamic environment. In Proceedings of the Second International Conference on Intelligent Computing and Control Systems (ICICCS), Madurai, India, 14–15 June 2018; pp. 1267–1272. [Google Scholar] [CrossRef]
- Rubio, F.; Valero, F.; Suñer, J.L.; Mata, V. A Comparison of Algorithms for Path Planning of Industrial Robots. In Proceedings of EUCOMES 08; Ceccarelli, M., Ed.; Springer: Dordrecht, Germany, 2009. [Google Scholar] [CrossRef]
- Behrens, J.K.; Stepanova, K.; Babuska, R. Simultaneous task allocation and motion scheduling for complex tasks executed by multiple robots. In Proceedings of the IEEE International Conference on Robotics and Automation (ICRA), Paris, France, 31 May–31 August 2020; pp. 11443–11449. [Google Scholar] [CrossRef]
- Hassani, I.; Maalej, I.; Rekik, C. Robot path planning with avoiding obstacles in known environment using free segments and turning points algorithm. Math. Probl. Eng. 2018, 2018. [Google Scholar] [CrossRef]
- Jánoš, R.; Hajduk, M.; Semjon, J.; Šidlovská, L. Design of hybrid mobile service robot. Appl. Mech. Mater. 2013, 245, 255–260. [Google Scholar] [CrossRef]
- Ong, S.C.W.; Wei, S.; Hsu, D.; Sun, W. Planning under uncertainty for robotic tasks with mixed observability. Int. J. Robot. Res. 2010, 29, 1053–1068. [Google Scholar] [CrossRef]
- Wang, X.-W.; Min, Y.; Gu, X.-S. Multi-objective path optimization for arc welding robot based on discrete DN multi-objective particle swarm optimization. Int. J. Adv. Robot. Syst. 2019, 1–10. [Google Scholar] [CrossRef]
- Salazar, P.; Torres, G.; Olivares, M.; Sariego, P. A Vision based system for industrial robotic welding path correction. In Proceedings of the Second International Congress on Automation in the Mining Industry, Automining 2010, Santiago, Chile, 10–12 November 2010. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, B.; Sun, J.; Yang, L.; Yu, H. Spot-welding path planning method for curved surface workpiece of body-in-white based on memetic algorithm. Int. J. Adv. Manuf. Technol. 2021. [Google Scholar] [CrossRef]
- Zhang, W.; Dong, Z.; Liu, Z. Present situation and development trend of welding robot. In Proceedings of the 2017 2nd International Conference on Materials Science, Machinery and Energy Engineering (MSMEE 2017), Dalian, China, 13–14 May 2017; pp. 933–936. [Google Scholar] [CrossRef]
- Wang, X.; Xue, L.; Yan, Y.; Gu, X. Welding robot collision-free path optimization. Appl. Sci. 2017, 7, 89. [Google Scholar] [CrossRef]
- Kubit, A.; Trzepieciński, T.; Krasowski, B.; Slota, J.; Spišák, E. Strength analysis of a rib-stiffened GLARE-based thin-walled structure. Materials 2020, 13, 2929. [Google Scholar] [CrossRef]
- Flodr, J.; Lehner, P.; Krejsa, M. Experimental and numerical evaluation of clinch connections of thin-walled building structures. Sustainability 2020, 12, 5691. [Google Scholar] [CrossRef]
- Rzeszut, K.; Garstecki, A. Thin-walled structures with slotted connections stability problems. Thin-Walled Struct. 2011, 49, 674–681. [Google Scholar] [CrossRef]
- Pircher, M.; Berry, P.A.; Ding, X.; Bridge, R.Q. The shape of circumferential weld-induced imperfections in thin-walled steel silos and tanks. Thin-Walled Struct. 2001, 39, 999–1014. [Google Scholar] [CrossRef]
- Ungureanu, V.; Both, I.; Burca, M.; Radu, B.; Neagu, C.; Dubina, D. Experimental and numerical investigations on built-up cold-formed steel beams using resistance spot welding. Thin-Walled Struct. 2021, 161, 107456. [Google Scholar] [CrossRef]
- Möhring, R.H.; Skutella, M.; Stork, F. Scheduling with AND/OR Precedence Constraints. SIAM J. Comput. 2004, 33, 393–415. [Google Scholar] [CrossRef]
- Sotskov, Y.N.; Shakhlevich, N.V. NP-hardness of shop-scheduling problems with three jobs. Discret. Appl. Math. 1995, 59, 237–266. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scenario | Movement Sequence * | |
|---|---|---|
| Part I—Walls Jointing | Part II—Flange Jointing | |
| I | ABe–BDs–DEe | ECs–CBe–BFs–FEe |
| II | ABe–BDs–DEe | EFs–FEe–ECs–CBe |
| III | ABe–BEs–EDe | DCs–CBe–BFs–FEe |
| IV | ABe–BEs–EDe | DFs–FEe–ECs –CB e |
| Type of Movement | Segments | Designations | Time [s] |
|---|---|---|---|
| effective | AB, DE, ED | tAB, tDE, tED | 22.50 |
| CB, FE | tCB, tFE | 13.50 | |
| supporting | BD | tBD | 12.10 |
| BE | tBE | 11.88 | |
| DC | tDC | 10.27 | |
| DF | tDF | 5.89 | |
| EC, BF | tEC, tBF | 8.89 | |
| EF | tEF | 4.52 |
| Scenario | Time of the Operation [s] | [s] | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| I | tAB = 22.50 | tBD = 12.10 | tDE = 22.50 | tEC = 8.89 | tCB = 13.50 | tBF = 8.89 | tFE = 13.50 | 72.00 | 29.88 | 101.88 |
| II | tAB = 22.50 | tBD = 12.10 | tDE = 22.50 | tEF = 4.52 | tFE = 13.50 | tEC = 8.89 | tCB = 13.50 | 72.00 | 25.51 | 97.51 |
| III | tAB = 22.50 | tBE = 11.88 | tED = 22.50 | tDC = 10.27 | tCB = 13.50 | tBF = 8.89 | tFE = 13.50 | 72.00 | 31.04 | 103.04 |
| IV | tAB = 22.50 | tBE = 11.88 | tED = 22.50 | tDF = 5.89 | tFE = 13.50 | tEC = 8.89 | tCB = 13.50 | 72.00 | 26.66 | 98.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sobaszek, Ł.; Świć, A. Scheduling the Process of Robot Welding of Thin-Walled Steel Sheet Structures under Constraint. Appl. Sci. 2021, 11, 5683. https://doi.org/10.3390/app11125683
Sobaszek Ł, Świć A. Scheduling the Process of Robot Welding of Thin-Walled Steel Sheet Structures under Constraint. Applied Sciences. 2021; 11(12):5683. https://doi.org/10.3390/app11125683
Chicago/Turabian StyleSobaszek, Łukasz, and Antoni Świć. 2021. "Scheduling the Process of Robot Welding of Thin-Walled Steel Sheet Structures under Constraint" Applied Sciences 11, no. 12: 5683. https://doi.org/10.3390/app11125683
APA StyleSobaszek, Ł., & Świć, A. (2021). Scheduling the Process of Robot Welding of Thin-Walled Steel Sheet Structures under Constraint. Applied Sciences, 11(12), 5683. https://doi.org/10.3390/app11125683