
Fe2O3 Nanowire Flux Enabling Tungsten Inert Gas Welding of High-Manganese Steel Thick Plates with Improved Mechanical Properties



Abstract
:1. Introduction
2. Experimental Details
2.1. Base Material Properties
2.2. Sample Size and Welding Parameters
2.3. Fluxes Preparation and A-TIG Welding Process
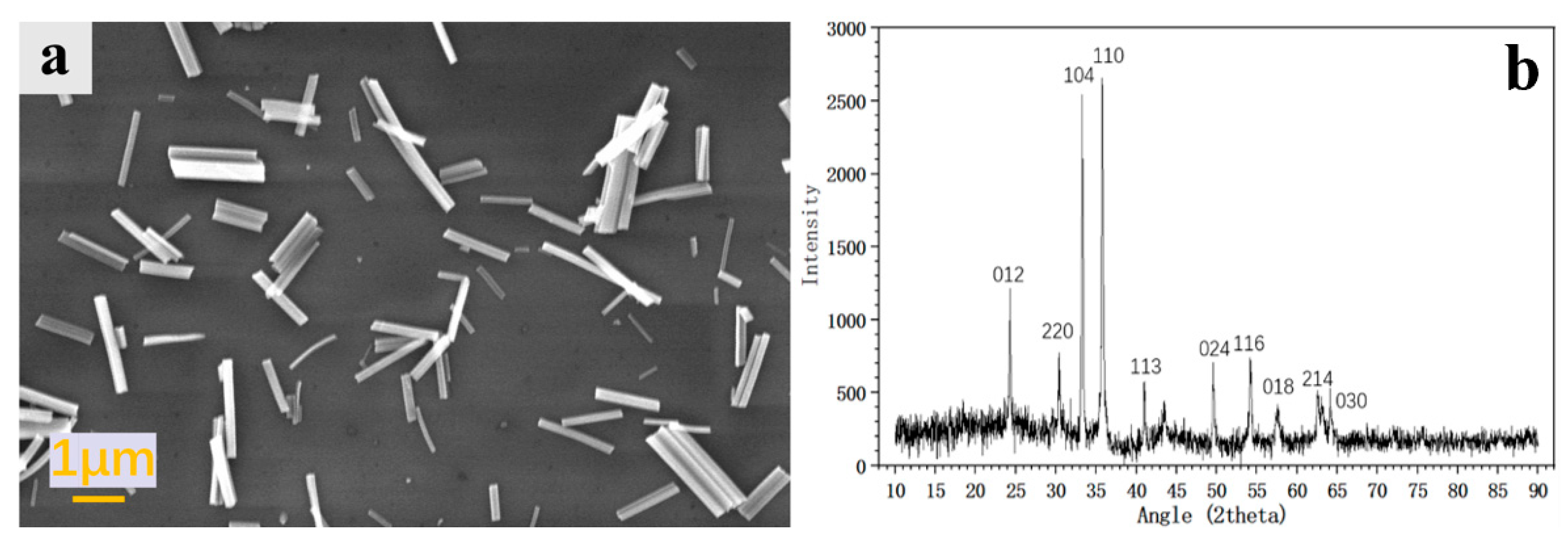
2.3.1. Nanoscale Fe2O3 Synthesis
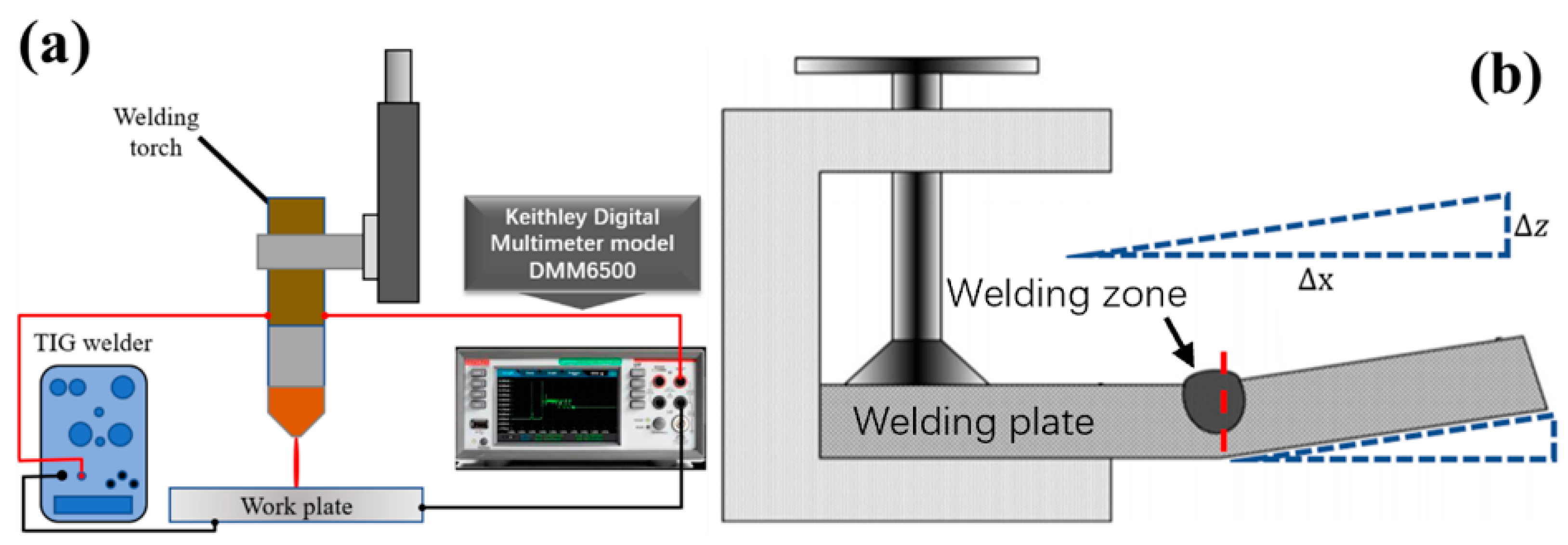
2.3.2. A-TIG Welding Process
2.4. Measurement of Arc Voltage and Angular Distortion
3. Results and Discussion
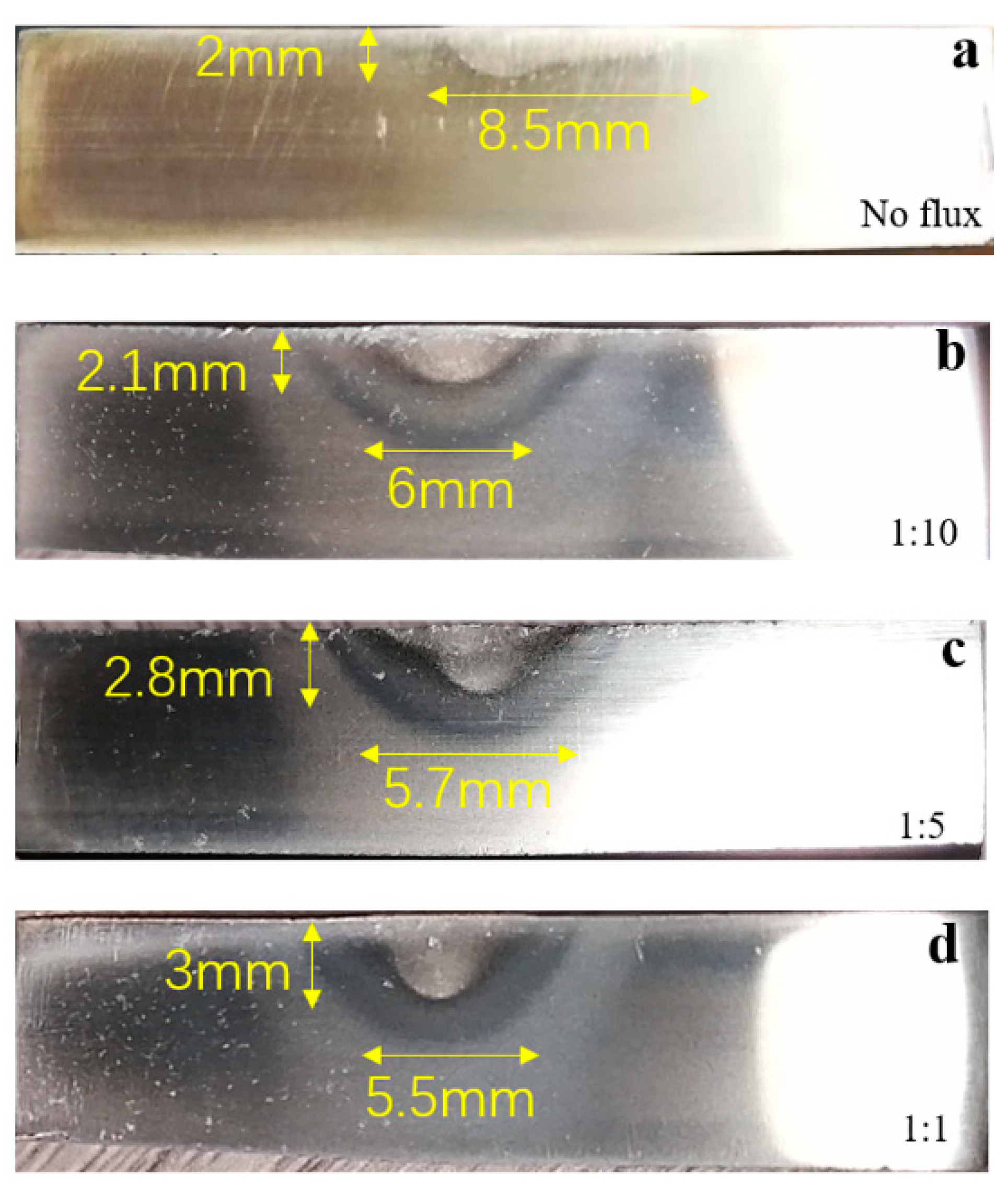
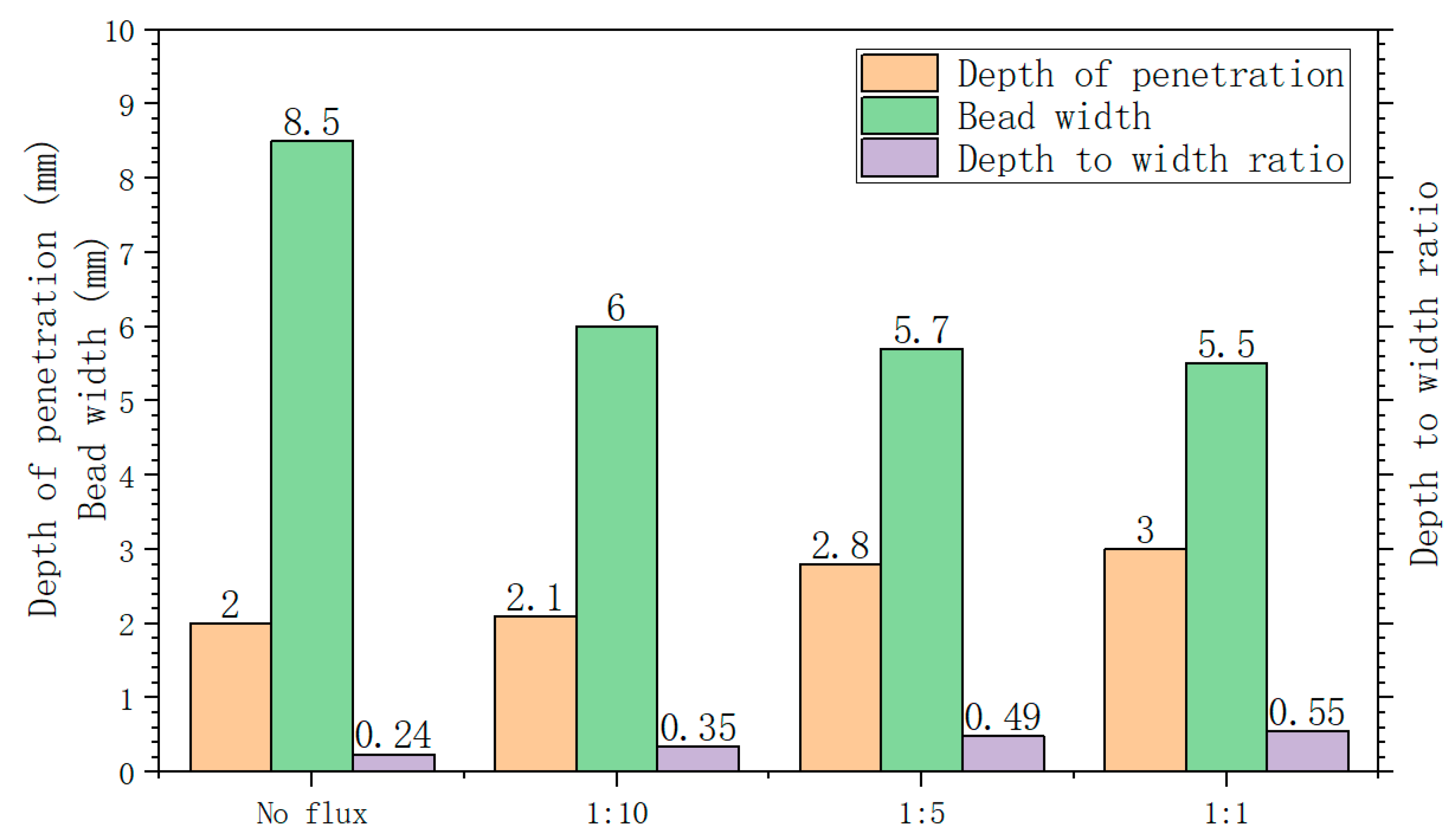
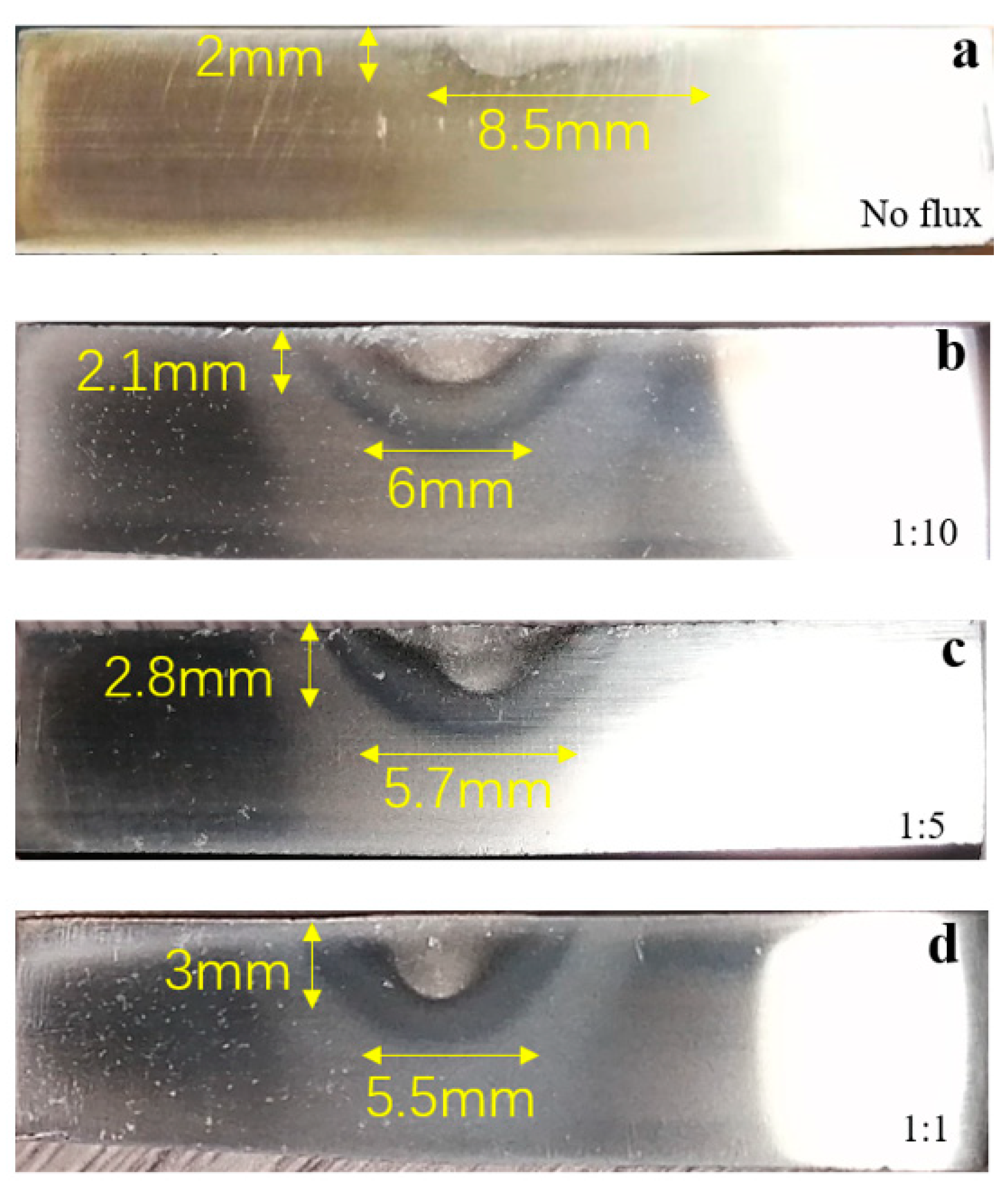
3.1. Effects of Fluxes Concentration on Weld Bead Geometry
3.2. Effects of Fluxes Composition on Weld Bead Geometry
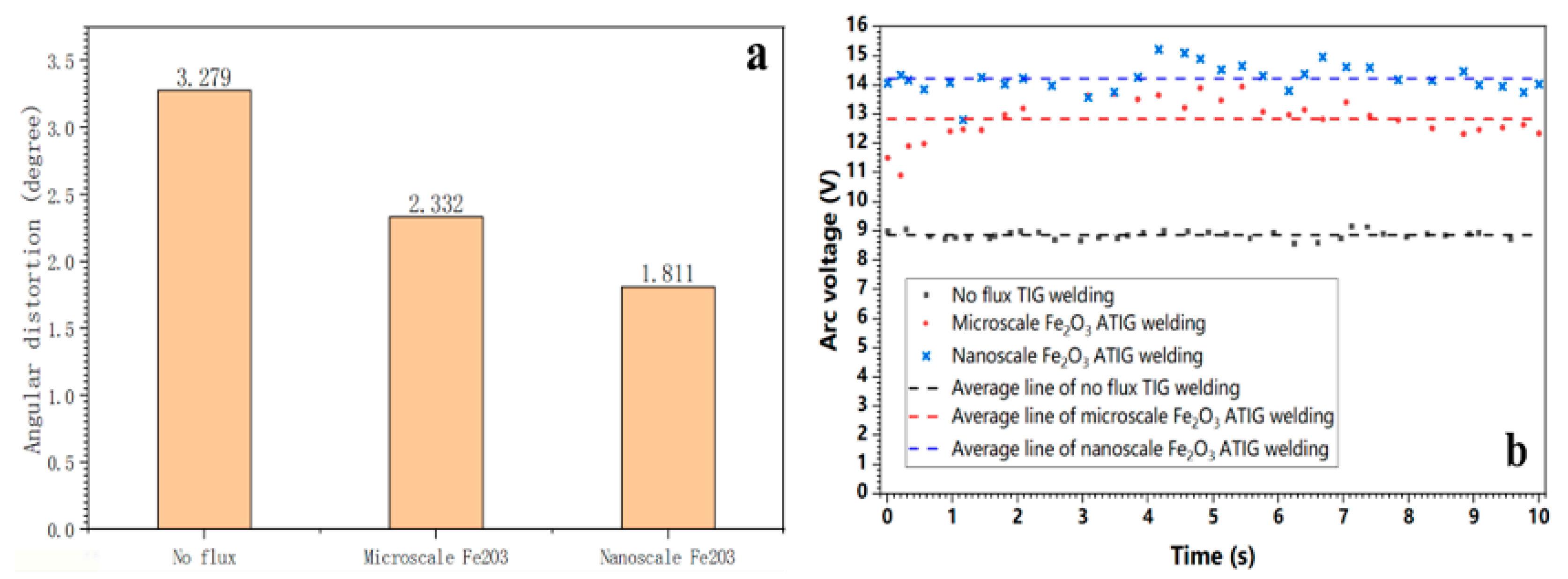
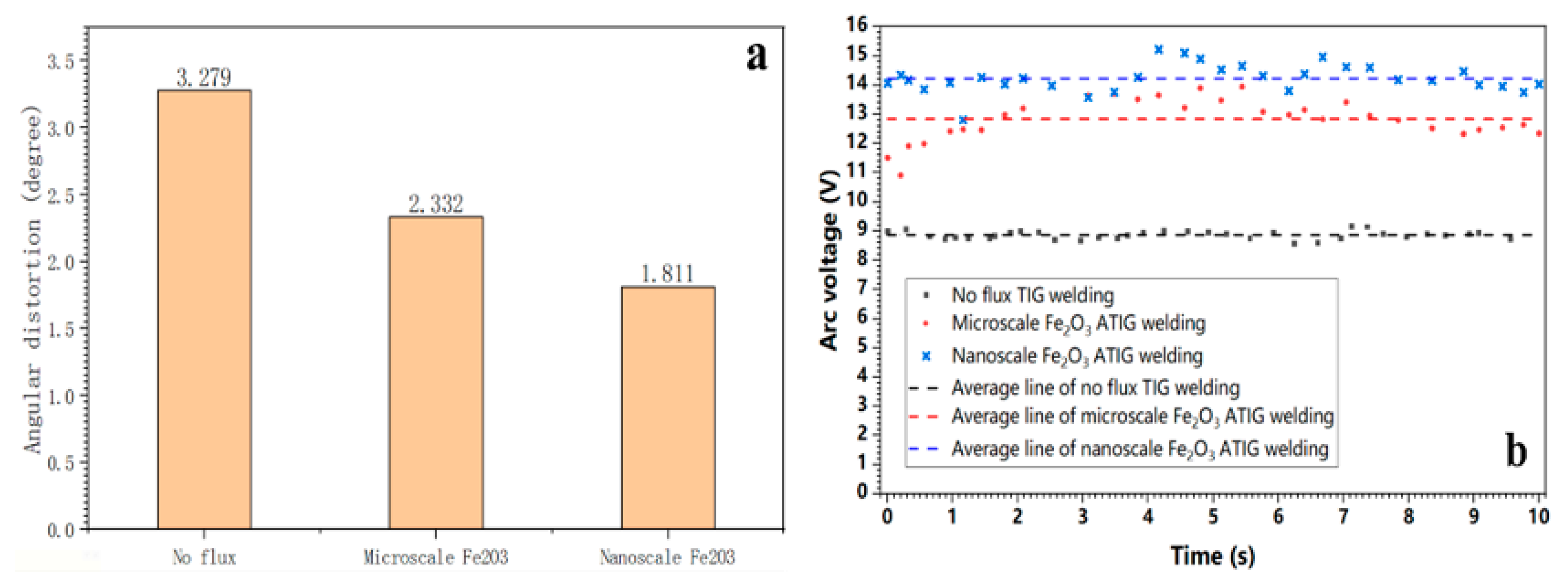
3.3. Effects of Flux on Angular Distortion and Heat Input
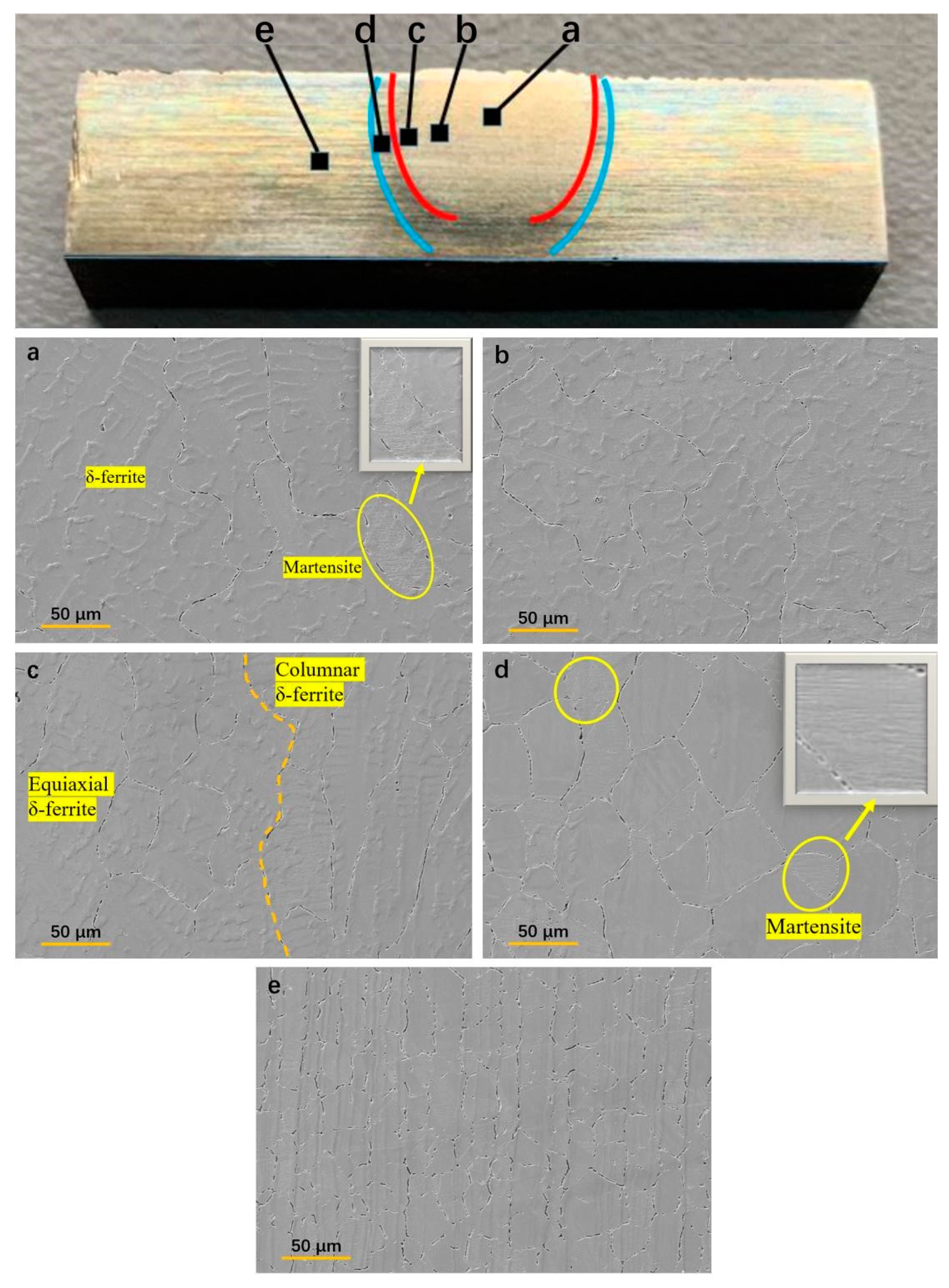
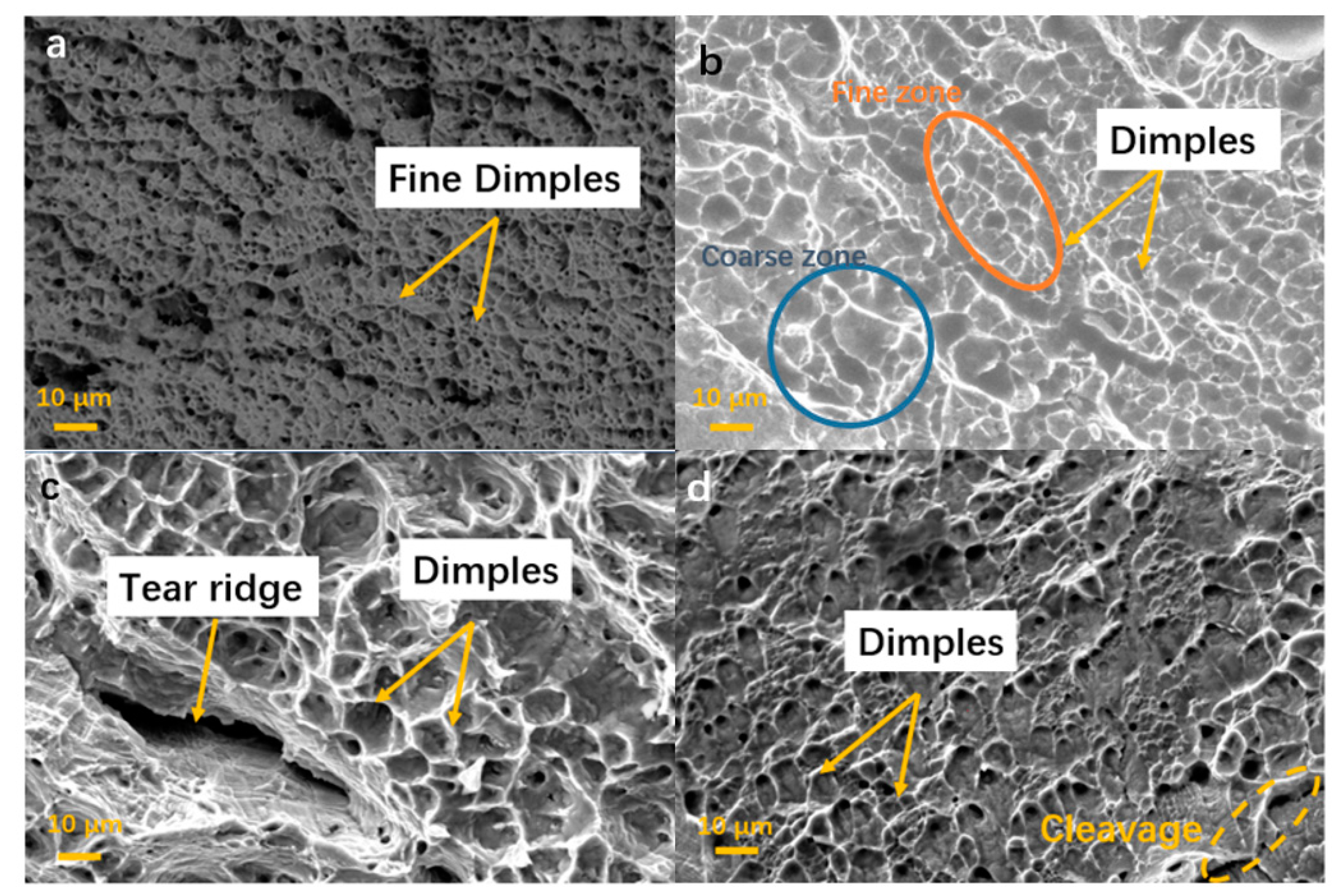
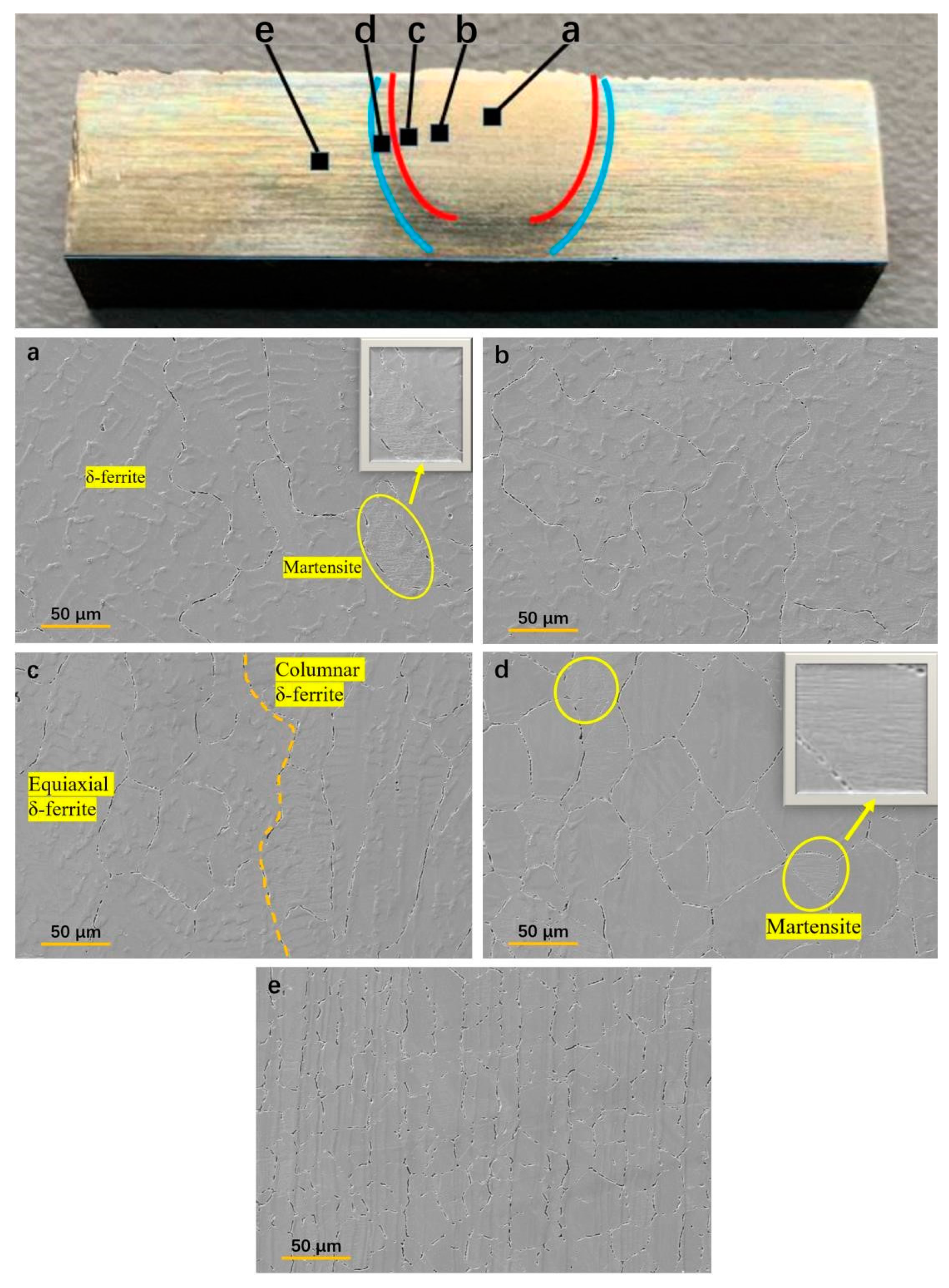
3.4. Microstructure Evolution
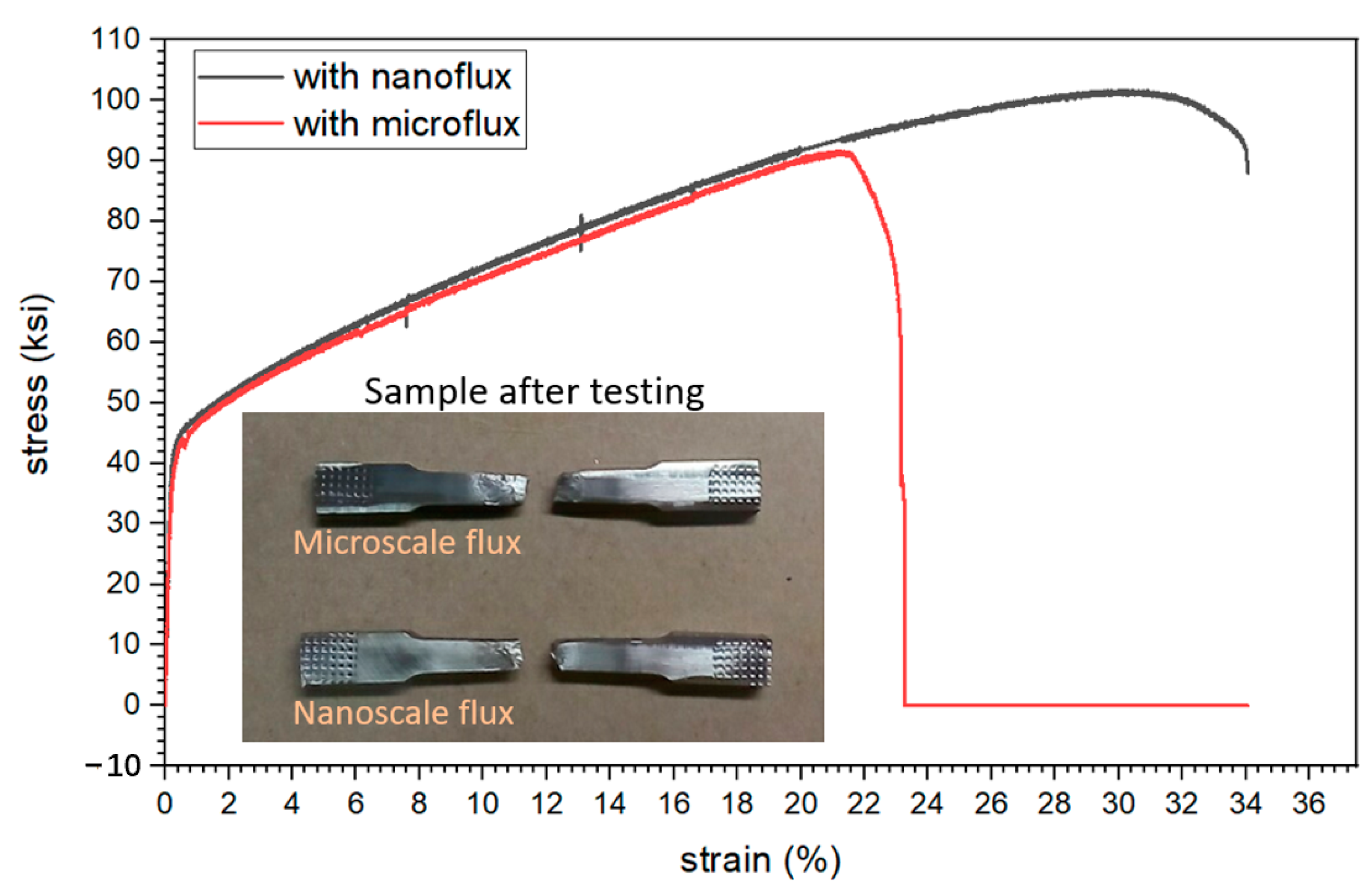
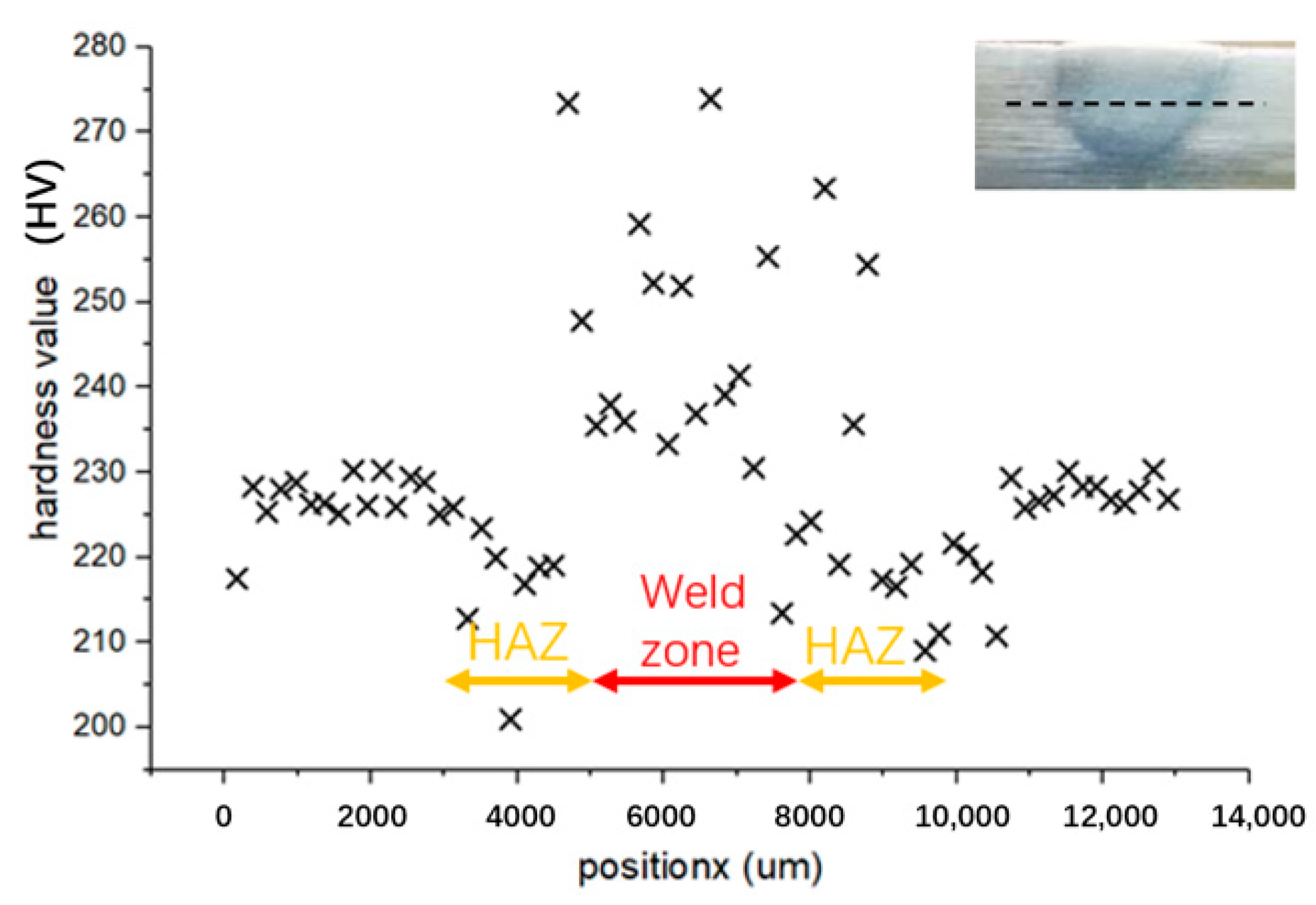
3.5. Mechanical Properties
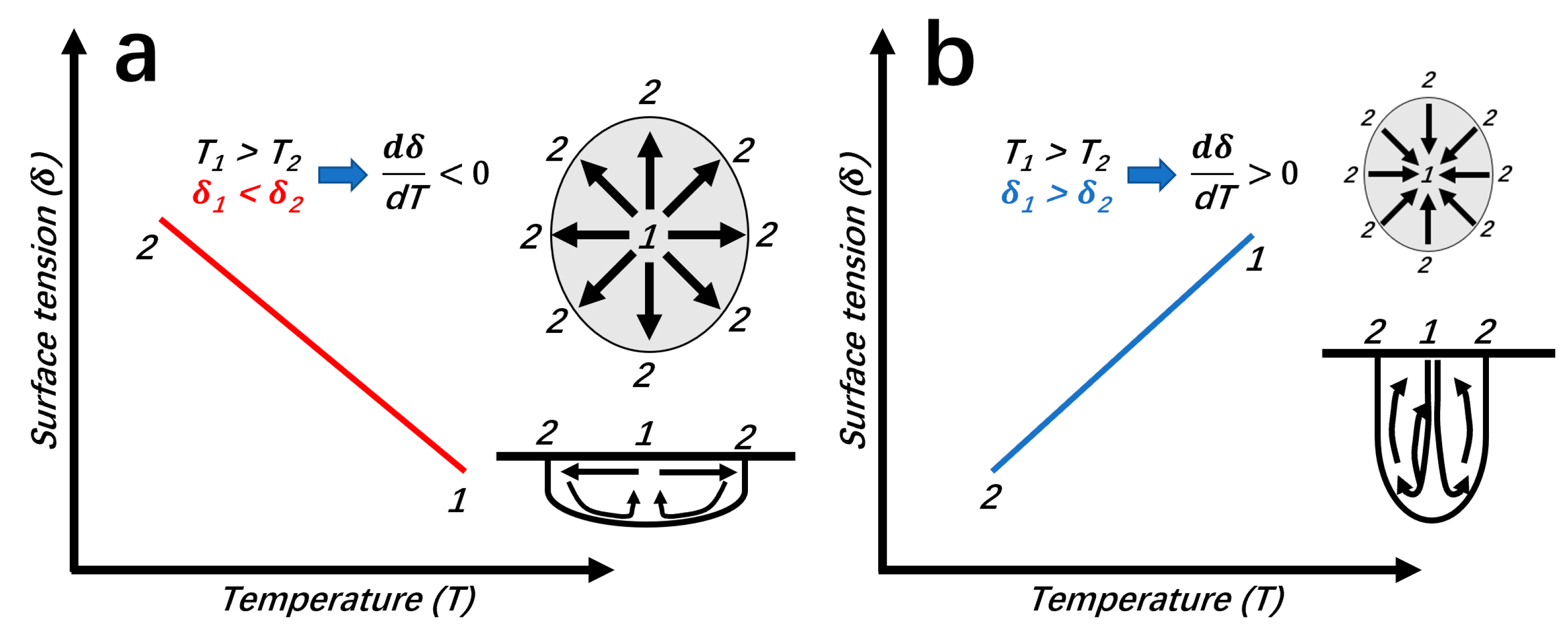
3.6. Mechanism on Nanowire Flux Activated TIG Welding
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Singh, A.K.; Dey, V.; Rai, R.N. Techniques to improveweld penetration in TIG welding (A review). Mater. Today Proc. 2017, 4, 1252–1259. [Google Scholar] [CrossRef]
- Nguyen, V.N.; Nguyen, Q.M.; Huang, S.-C. Microstructure and mechanical properties of butt joints between stainless steel SUS304L and aluminum alloy A6061-T6 by TIG welding. Materials 2018, 11, 1136. [Google Scholar] [CrossRef] [Green Version]
- Chandrasekhar, N.; Ragavendran, M.; Ravikumar, R.; Vasudevan, M.; Murugan, S. Optimization of hybrid laser–TIG welding of 316LN stainless steel using genetic algorithm. Mater. Manuf. Process. 2017, 32, 1094–1100. [Google Scholar] [CrossRef]
- Singh, S.R.; Khanna, P. A-TIG (activated flux tungsten inert gas) welding:–A review. Mater. Today Proc. 2021, 44, 808–820. [Google Scholar] [CrossRef]
- Zou, Y.; Xu, Y.; Hu, Z.; Gu, X.; Peng, F.; Tan, X.; Chen, S.; Han, D.; Misra, R.; Wang, G. Austenite stability and its effect on the toughness of a high strength ultra-low carbon medium manganese steel plate. Mater. Sci. Eng. A 2016, 675, 153–163. [Google Scholar] [CrossRef]
- Saeed-Akbari, A.; Imlau, J.; Prahl, U.; Bleck, W. Derivation and variation in composition-dependent stacking fault energy maps based on subregular solution model in high-manganese steels. Metall. Mater. Trans. A 2009, 40, 3076–3090. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, Y.; Qin, X. Some aspects of high manganese twinning-induced plasticity (TWIP) steel, a review. Acta Metall. Sin. 2013, 26, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Mahlami, C.S.; Pan, X. An Overview on high manganese steel casting. In Proceedings of the World Foundry Congrees 2014, Bilbao, Spain, 19–21 May 2014; pp. 1–10. [Google Scholar]
- Haase, C.; Kremer, O.; Hu, W.; Ingendahl, T.; Lapovok, R.; Molodova, D.A. Equal-channel angular pressing and annealing of a twinning-induced plasticity steel: Microstructure, texture, and mechanical properties. Acta Mater. 2016, 107, 239–253. [Google Scholar] [CrossRef]
- Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar]
- Sabzi, M.; Farzam, M. Hadfield manganese austenitic steel: A review of manufacturing processes and properties. Mater. Res. Express 2019, 6, 1065c2. [Google Scholar] [CrossRef]
- Sasaki, T.; Watanabe, K.; Nohara, K.; Ono, Y.; Kondo, N.; Sato, S. Physical and mechanical properties of high manganese non-magnetic steel and its application to various products for commercial use. Trans. Iron Steel Inst. Jpn. 1982, 22, 1010–1020. [Google Scholar] [CrossRef]
- Takahashi, H.; Shindo, Y.; Kinoshita, H.; Shibayama, T.; Ishiyama, S.; Fukaya, K.; Eto, M.; Kusuhashi, M.; Hatakeyama, T.; Sato, I. Mechanical properties and damage behavior of non-magnetic high manganese austenitic steels. J. Nucl. Mater. 1998, 258, 1644–1650. [Google Scholar] [CrossRef]
- Ma, B.; Li, C.; Zheng, J.; Song, Y.; Han, Y. Strain hardening behavior and deformation substructure of Fe–20/27Mn–4Al–0.3 C non-magnetic steels. Mater. Des. 2016, 92, 313–321. [Google Scholar] [CrossRef]
- Roshan, J.; Sankaranarayanan, S.R.; Babu, S.P.K. Recent advancements in manganese steels—A review. Mater. Today Proc. 2020, 27, 2852–2858. [Google Scholar]
- Yoo, J.; Han, K.K.; Choi, J. Evaluation of solidification cracking susceptibility of Fe–18Mn–0· 6C steel welds. Sci. Technol. Weld. Join. 2014, 19, 514–520. [Google Scholar] [CrossRef]
- García-García, V.; Mejía, I.; Reyes-Calderón, F. Comparative study on weldability of Ti-containing TWIP and AISI 304L austenitic steels through the autogenous-GTAW process. Int. J. Adv. Manuf. Technol. 2018, 98, 2365–2376. [Google Scholar] [CrossRef]
- Khan, P.A.A.; Debroy, T.; David, S.A. Laser Beam Welding of High-Manganese Stainless Steels-Examination of Alloying Element Loss and Microstructural Changes. Weld. J. 1988, 67, 1–7. [Google Scholar]
- Mujica, L.; Weber, S.; Thomy, C.; Vollertsen, F. Microstructure and mechanical properties of laser welded austenitic high manganese steels. Sci. Technol. Weld. Join. 2009, 14, 517–522. [Google Scholar] [CrossRef]
- Martin, D.; Daamen, M.; Hirt, G. Laser beam welding of high manganese TWIP steels produced by twin roll strip casting. In Proceedings of the Extended Abstract: 2nd International Conference on High Manganese Steel, Aachen, Germany, 31 August 2014. [Google Scholar]
- Lun, N.; Saha, D.; Macwan, A.; Pan, H.; Wang, L.; Goodwin, F.; Zhou, Y.; Lun, N.; Saha, D.; Macwan, A.; et al. Microstructure and mechanical properties of fibre laser welded medium manganese TRIP steel. Mater. Des. 2017, 131, 450–459. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.; Robson, J.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2020, 117, 100752. [Google Scholar]
- Singh, K.; Singh, G.; Singh, H. Review on friction stir welding of magnesium alloys. J. Magnes. Alloys 2018, 6, 399–416. [Google Scholar] [CrossRef]
- Singh, V.P.; Patel, S.K.; Ranjan, A.; Kuriachen, B. Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: A critical review. J. Mater. Res. Technol. 2020, 9, 6217–6256. [Google Scholar] [CrossRef]
- Chen, G.; Zhang, S.; Zhu, Y.; Yang, C.; Shi, Q. Thermo-mechanical analysis of friction stir welding: A review on recent advances. Acta Metall. Sin. 2020, 33, 3–12. [Google Scholar] [CrossRef] [Green Version]
- Morisada, Y.; Fujii, H.; Xukun, N. Development of simplified active flux tungsten inert gas welding for deep penetration. Mater. Des. 2014, 54, 526–530. [Google Scholar] [CrossRef]
- Li, H.; Zou, J.; Yao, J.; Peng, H. The effect of TIG welding techniques on microstructure, properties and porosity of the welded joint of 2219 aluminum alloy. J. Alloys Compd. 2017, 727, 531–539. [Google Scholar] [CrossRef]
- Patel, D.; Jani, S. ATIG welding: A small step towards sustainable manufacturing. Adv. Mater. Process. Technol. 2020, 1–23. [Google Scholar] [CrossRef]
- Klobčar, D.; Bizjak, M.; Simončič, S.; Lešer, V. Active flux tungsten inert gas welding of austenitic stainless steel AISI 304. Metalurgija 2016, 55, 617–620. [Google Scholar]
- Kumar, K.; Deheri, S.C.; Masanta, M. Effect of activated flux on TIG welding of 304 austenitic stainless steel. Mater. Today Proc. 2019, 18, 4792–4798. [Google Scholar] [CrossRef]
- Babbar, A.; Kumar, A.; Jain, V.; Gupta, D. Enhancement of activated tungsten inert gas (A-TIG) welding using multi-component TiO2-SiO2-Al2O3 hybrid flux. Measurement 2019, 148, 106912. [Google Scholar] [CrossRef]
- Tathgir, S.; Bhattacharya, A. Activated-TIG welding of different steels: Influence of various flux and shielding gas. Mater. Manuf. Process. 2016, 31, 335–342. [Google Scholar] [CrossRef]
- Sambherao, A.B. Use of activated flux for increasing penetration in austenitic stainless steel while performing GTAW. Int. J. Emerg. Technol. Adv. Eng. 2013, 3, 520–524. [Google Scholar]
- Dhandha, K.H.; Badheka, V.J. Effect of activating fluxes on weld bead morphology of P91 steel bead-on-plate welds by flux assisted tungsten inert gas welding process. J. Manuf. Process. 2015, 17, 48–57. [Google Scholar] [CrossRef]
- Singh, A.K.; Kumar, M.; Dey, V.; Rai, R.N. A Study to Increase Weld Penetration in P91 Steel during TIG Welding by Using Activating Fluxes. IOP Conference Series: Materials Science and Engineering; No. 1; IOP Publishing: Bristol, UK, 2017; Volume 225. [Google Scholar]
- Touileb, K.; Hedhibi, A.; Djoudjou, R.; Ouis, A.; Bouazizi, M.L. Mixing design for ATIG morphology and microstructure study of 316L stainless steel. Eng. Technol. Appl. Sci. Res. 2019, 9, 3990–3997. [Google Scholar] [CrossRef]
- Chandrasekar, G.; Kailasanathan, C.; Vasundara, M. Investigation on un-peened and laser shock peened dissimilar weldments of Inconel 600 and AISI 316L fabricated using activated-TIG welding technique. J. Manuf. Process. 2018, 35, 466–478. [Google Scholar] [CrossRef]
- Hu, A.; Janczak-Rusch, J.; Sano, T. Joining technology innovations at the macro, micro, and nano levels. Appl. Sci. 2019, 9, 3568. [Google Scholar] [CrossRef] [Green Version]
- Bridges, D.; Nielsen, B.; Zhang, L.; Zhang, S.; Xu, R.; Hu, A. Wettability, Diffusion Behaviors, and Modeling of Ni Nanoparticles and Nanowires in Brazing Inconel 718. Adv. Eng. Mater. 2020, 2001053. [Google Scholar] [CrossRef]
- Tseng, K.-H.; Chen, C.-S. Characteristics of nanoscale active oxide in enhancing penetration capability of surfactant flux assisted TIG welding. J. Nanosci. Nanotechnol. 2017, 17, 1796–1805. [Google Scholar] [CrossRef]
- Wu, J.; Xue, S.; Bridges, D.; Yu, Y.; Zhang, L.; Pooran, J.; Hill, C.; Wu, J.; Hu, A. Fe-based ceramic nanocomposite membranes fabricated via e-spinning and vacuum filtration for Cd2+ ions removal. Chemosphere 2019, 230, 527–535. [Google Scholar] [CrossRef] [PubMed]
- Ren, L.; Zhou, W.; Sun, B.; Li, H.; Qiao, P.; Xu, Y.; Wu, J.; Lin, K.; Fu, H. Defects-engineering of magnetic γ-Fe2O3 ultrathin nanosheets/mesoporous black TiO2 hollow sphere heterojunctions for efficient charge separation and the solar-driven photocatalytic mechanism of tetracycline degradation. Appl. Catal. B Environ. 2019, 240, 319–328. [Google Scholar] [CrossRef]
- Vidyarthy, R.S.; Dwivedi, D.K. Microstructural and mechanical properties assessment of the P91 A-TIG weld joints. J. Manuf. Process. 2018, 31, 523–535. [Google Scholar] [CrossRef]
- Sakthivel, T.; Vasudevan, M.; Laha, K.; Parameswaran, P.; Chandravathi, K.; Mathew, M.; Bhaduri, A. Comparison of creep rupture behaviour of type 316L (N) austenitic stainless-steel joints welded by TIG and activated TIG welding processes. Mater. Sci. Eng. A 2011, 528, 6971–6980. [Google Scholar] [CrossRef]
- van Anh, N.; Tashiro1, S.; van Hanh, B.; Tanaka, M. Experimental investigation on the weld pool formation process in plasma keyhole arc welding. J. Phys. D Appl. Phys. 2017, 51, 015204. [Google Scholar] [CrossRef]
- Ngo Huu, M.; Nguyen Van, A.; Nguyen Van, T.; Tran Hai, D.; Nguyen Van, T.; Nguyen Tien, D.; Nguyen, T.H. Material flow behavior on weld pool surface in plasma arc welding process considering dominant driving forces. Appl. Sci. 2020, 10, 3569. [Google Scholar] [CrossRef]
- Mills, K.C.; Keene, B.J.; Brooks, R.F.; Shirali, A. Marangoni effects in welding. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Eng. Sci. 1998, 356, 911–925. [Google Scholar] [CrossRef]
- Lu, S.; Fujii, H.; Sugiyama, H.; Tanaka, M.; Nogi, K. Weld penetration and Marangoni convection with oxide fluxes in GTA welding. Mater. Trans. 2002, 43, 2926–2931. [Google Scholar] [CrossRef] [Green Version]
- Anming, H. (Ed.) Laser Micro-Nano-Manufacturing and 3D Microprinting; Springer International Publishing AG: New York, NY, USA, 2020. [Google Scholar]
- Aline, L.S.; Dalpian, G.M. Cobalt-doped ZnO nanocrystals: Quantum confinement and surface effects from ab initio methods. Phys. Chem. Chem. Phys. 2013, 15, 15863–15868. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (Mass %) | ||||||||
|---|---|---|---|---|---|---|---|---|
| C | Mn | P | S | Si | Cr | Cu | B | N |
| 0.35–0.55 | 22.5–25.5 | ≤0.03 | ≤0.01 | 0.1–0.5 | 0.3–0.4 | 0.3–0.7 | ≤0.005 | ≤0.05 |
| Tensile properties | ||||||||
| Yield strength | Tensile strength | Elongation | ||||||
| 480 Mpa | 850 Mpa | 50% | ||||||
| Process Parameters | Value |
|---|---|
| Electrode type | 2% thoriated (W with 2% thorium) |
| Electrode diameter | 2.4 mm |
| Electrode angle | 45° |
| Welding current | 200 A |
| Welding speed | 120 mm/min; 60 mm/min |
| Arc length | 3 mm |
| Shielding gas/flow rate | 99.99% Pure Argon/10 L min−1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Hu, A. Fe2O3 Nanowire Flux Enabling Tungsten Inert Gas Welding of High-Manganese Steel Thick Plates with Improved Mechanical Properties. Appl. Sci. 2021, 11, 5052. https://doi.org/10.3390/app11115052
Zhang L, Hu A. Fe2O3 Nanowire Flux Enabling Tungsten Inert Gas Welding of High-Manganese Steel Thick Plates with Improved Mechanical Properties. Applied Sciences. 2021; 11(11):5052. https://doi.org/10.3390/app11115052
Chicago/Turabian StyleZhang, Lingyue, and Anming Hu. 2021. "Fe2O3 Nanowire Flux Enabling Tungsten Inert Gas Welding of High-Manganese Steel Thick Plates with Improved Mechanical Properties" Applied Sciences 11, no. 11: 5052. https://doi.org/10.3390/app11115052
APA StyleZhang, L., & Hu, A. (2021). Fe2O3 Nanowire Flux Enabling Tungsten Inert Gas Welding of High-Manganese Steel Thick Plates with Improved Mechanical Properties. Applied Sciences, 11(11), 5052. https://doi.org/10.3390/app11115052