1. Introduction
Austenitic stainless steel 304L (AISI 304L) possesses excellent forming and welding characteristics, which has led to its broad application in industries such as automotive, shipbuilding and marine, material handling equipment, automotive parts, as well as construction materials [
1]. AISI 304L is widely used in various thickness in the fabrication industry and in many cases requires contour machining to achieve complex and complicated profiles. However, AISI 304L is a difficult-to-cut material due to its high alloying content (i.e., chromium and nickel), low thermal conductivity, high ductility, and low machinability level [
1]. Therefore, when cutting AISI 304L, it can be challenging to choose an alternative to achieve precise cutting without compromising metallurgical properties. Although various non-conventional technologies have been applied to cut stainless steel, such as a laser beam machines; this technology often has a high thermal distortion that alters metallurgical properties of the workpiece [
2]. Abrasive waterjet machining (AWJM) is one of these advanced technologies that has been a popular method for cutting metallic and heat-sensitive materials due to several advantages, such as the absence of heat-affected zone (HAZ) and no changes in material properties [
3]. AWJM can cut both hard and delicate materials with a wide range of thicknesses with a very low machining force, preventing the destruction of the properties of the target workpiece [
4]. Moreover, whilst AWJM is also considered environmentally friendly and sustainable as it does not omit any hazardous vapours; hence, AWJM produces waste abrasives that affect the environment. Accordingly, recycling or reusing of these abrasives has the potential to resolve ecological issues and concerns relating to AWJ application [
5,
6,
7].
Abrasive waterjet machining is comprised of several input process parameters that ultimately determine the efficiency and quality of the machining processes. These parameters are generally categorised as hydraulic, abrasives, cutting and mixing, and acceleration [
8]. Whilst AWJM demonstrates capability in cutting difficult-to-machine materials, they still experience some challenges. There have been reported issues in material response to AWJM concerning its behaviour, such as kerf tapering and low material removal, since the beginning of its applications. Kerf taper is the tapering angle generated during the AWJM process associated with the variation of kerf widths, which involves cut width of the material at the top and bottom [
9,
10]. Further, materials like AISI 304L have a relatively low material removal rate due to their relative machinability. The material removal rate in an AWJM for ductile materials like stainless steel is facilitated by a combination of cutting wear and deformation wear mechanism [
9]. This involves determining the quantity of removed material from the workpiece per unit time, where the literature reveals that varied studies have been conducted on the effects of different parameters on the quality and efficiency of abrasive waterjet cutting performance. Therefore, an appropriate combination of AWJM input parameters, such as waterjet pressure, traverse speed, and mass rate of abrasive particles is important to achieve the required machining efficiency and material surface qualities [
3]. For instance, Miao, et al. [
11] studied quality defects such as kerf taper, cutting residue, and striation in AWJ cutting of AISI 304. Their study postulated that decreasing the jet energy is the cause of quality defects. Mohamad et al. [
12] investigated the kerf taper angle generated in AWJ cutting of AISI 1090 mild steel with results indicating that the ratio of kerf taper increases at a higher level of standoff distance. They established that abrasive particles have higher kinetic energy at higher standoff distance leading to wider kerf taper angles; moreover, these particles gradually lose their kinetic energy as it moves towards from jet entry up to the exit. Kavya et al. [
13] reported that the most influential parameters for MRR in AWJM of Al7075-TiB2 were traverse speed and abrasive mass flow rate. In their study, traverse speed is the most influential factor in achieving higher volumetric MRR. Ishfaq et al. [
14] studied how traverse speed and abrasive mass flow rate are significant parameters for material removal rate, where traverse speed is considered the most influencing factor on AWJM of stainless-clad steel workpieces. Babu et al. [
15] concluded that a slower feed rate allows more abrasives to strike the material and its jet does not drop much of its energy during the machining process, resulting in a lower kerf taper angle and surface roughness on abrasive waterjet cutting of AISI 1018 with 5 mm thickness. Thakkar et al. [
16] investigated the effect of traverse speed, abrasive mass flow rate, and standoff distance on material removal rate in abrasive waterjet cutting of mild steel. Their experimental results showed that a higher traverse speed and abrasive mass flow rate increased the material removal rate. Moreover, a higher traverse speed has been shown to decrease kerf taper in AWJM straight line of AISI 304 [
17]. Traverse speed regulates the quality of cut surfaces generated by AWJM applications, measured in mm/min [
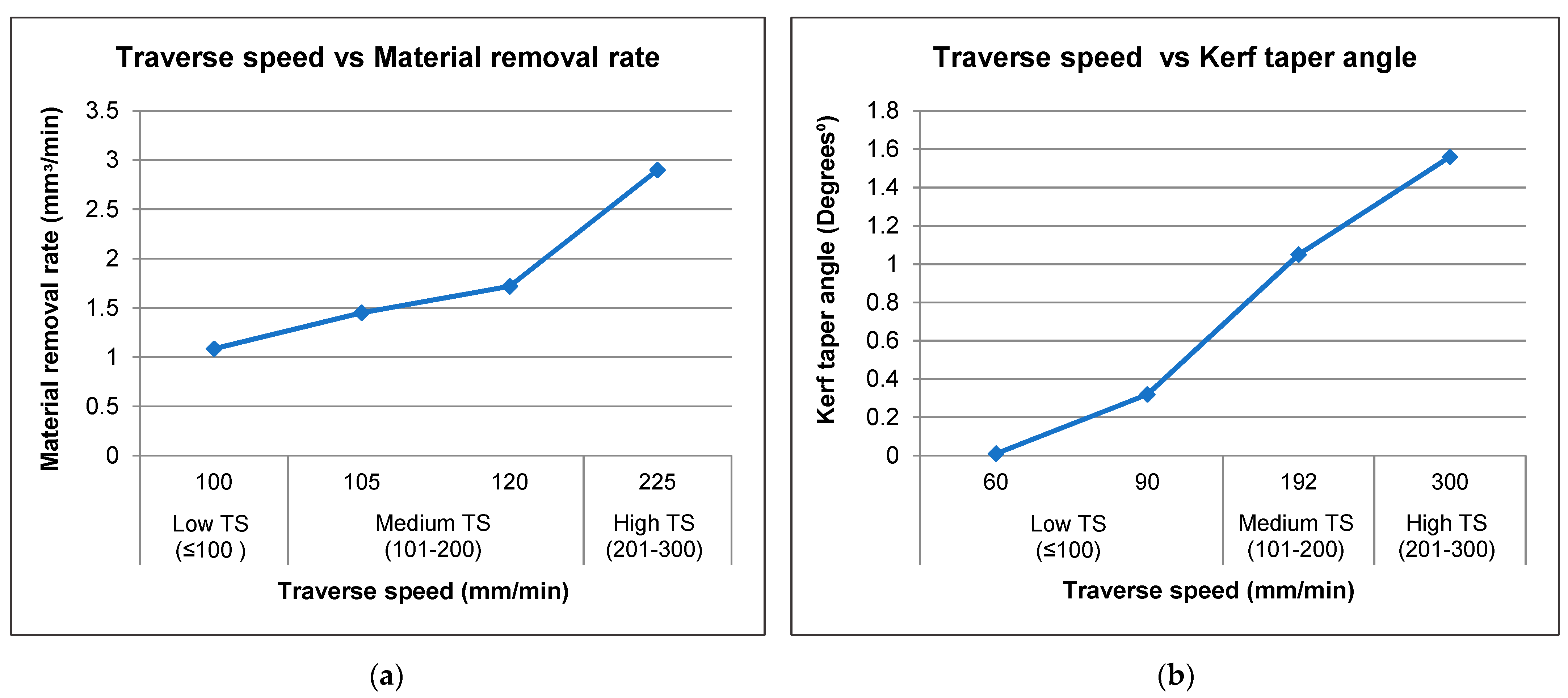
3]. Challenges of material reactions to AWJM have been investigated since the inception of this technique, where they continue to be studied, with regards to performance, including low material removal rate and distorted kerf geometries when employing varied traverse speed levels. A summary of experimental results obtained from several reviewed studies that investigated the impact of traverse speed on MRR and KTA in different metals in AWJM i.e., TRIP steel sheets, AISI 304, AISI 1018 and Inconel 600 is given in
Figure 1 [
8,
15,
18,
19,
20,
21,
22].
It is evident from
Figure 1 that a lower kerf taper angle can be attained by utilising a lower traverse speed, whereas a higher rate of material removal can be obtained by increasing traverse speed. Accordingly, traverse speed is directly proportional to the material removal rate but inversely proportional to kerf taper [
23]. Previous studies have applied specific material thicknesses in their AWJM experiments. However, in stainless steel fabrication industries, cutting involves different thicknesses for product formation, where it is necessary to investigate the influence of material thickness in precise AWJ cutting. Khan et al. [
22] conducted machinability study in cutting low alloy steel of different thicknesses (5, 10, 15, 20 mm). Their experiments reported that material thickness impacts machine performance, including aspects of material removal rate, surface roughness, and kerf wall inclination. Further, their study showed that increasing the thickness of the material requires a higher traverse speed and water jet pressure in order to achieve better results. Additionally, Kechagias et al. [
8] investigated the influence of sheet thickness, nozzle diameter, standoff distance, and traverse speed to kerf geometry and surface roughness in AWJM of transformation-induced plasticity (TRIP) sheet steel with varied thickness of 0.9 and 1.25 mm. They concluded that for higher thickness material, decreased kerf width and roughness can be achieved by applying a low standoff distance, a lower rate of traverse speed, and by using a smaller nozzle diameter. This could be due to the combination of high-level standoff distance and high rate traverse speed that effectively lower the contact time of abrasive particles within the cutting process.
The literature to date indicates that AWJM experiments and studies have been used specifically in relation to cutting straight line profiles, with only limited investigations regarding the machining of complicated shapes, such as curves with differing radii. Further, the cutting of complex geometries is more frequently applied in manufacturing industries than straight-slit or linear cutting [
24]. Due to the taper and deceleration of a jet inside the kerf, challenges such as deformation of the material during the machining process can arise, particularly when cutting corners and curvature [
25]. Therefore, this research gap requires further investigation.
AWJM is extensively used in the metal fabrication industry due to its capability to generate contours. This technology can produce contours due to their unidirectional cutting path system [
26]. In addition, contour cutting is much more commonly applied rather than straight-slit cutting for metal product formation. Contour cutting involves various convex and concave arcs that make the process more challenging when compared to linear cutting. To achieve precision in contour cutting, proper management of the process parameters are essential. In this research, austenitic stainless steel grade 304L material is utilised to examine the performance of abrasive waterjet contour-cutting. Key variables, such as material thickness and traverse speed, were considered in addressing issues relating to the differing radii of curvature, acute edges, and straight cutting path of AWJM.
2. Materials and Methods
In this work, AISI 304L was investigated. Austenitic stainless steel grades, such as 304L, are characterised as the most corrosion-resistant among other steel grades with high formability, ductility, and weldability because they contain a high percentage of chromium and nickel content [
1]. This is the reason behind gaining higher volumes in a variety of manufacturing settings. This rising market demand has led to further studies aimed at achieving greater efficiency in the quality of cut during the machining process of abrasive watejet.
The chemical composition and mechanical properties of AISI 304L are detailed in
Table 1. The material thicknesses applied within this study were 4, 8, and 12 mm, with a uniform gap to observe the relative differences in AWJM behaviour towards this material. This experiment was conducted on an abrasive waterjet contour-cutting operation to investigate the impacts of traverse speed.
An abrasive waterjet machine, model OMAX MAXIEM 1515, was used for contour cutting of the AISI 304L material. The machine has a built-in PC-based CAD/CAM with many distinct programming features including: adjustment of cutting model; six levels of quality; estimating the time needed for machining; generating data and reports; forming and tracking several sites, and rotating, ascending, reversing, and counterpoising. The specifications of the machine are further detailed in
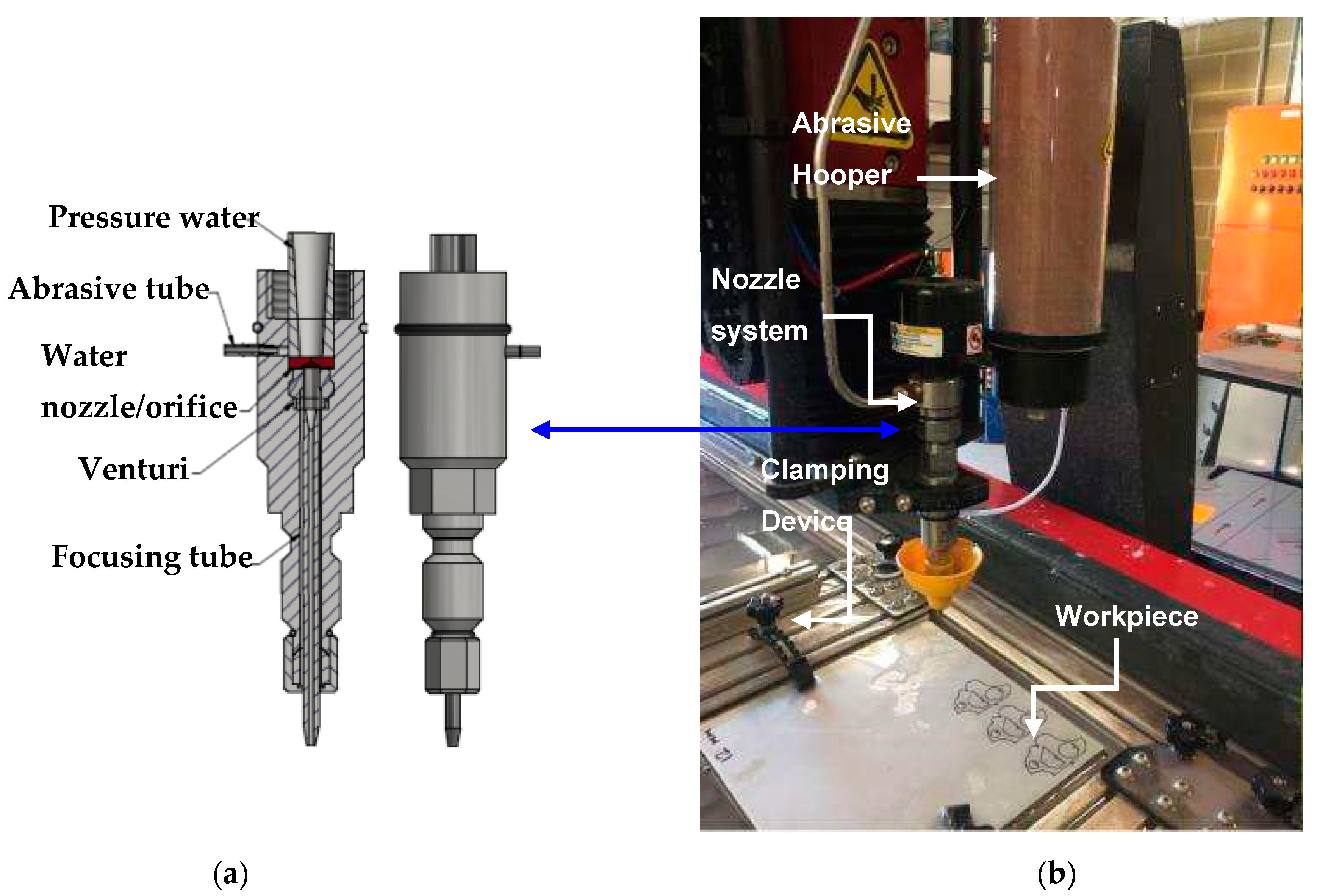
Table 2 and the corresponding set-up for experiments is illustrated in
Figure 2 [
23].
As presented in
Figure 2a, the abrasive waterjet machine generates high-pressure water from the pump machine, which is then driven to the nozzle system. The nozzle system includes an abrasive hopper, an orifice, a mixing chamber, and a focusing tube. The water, travelling with a high level of velocity, is forced out of the orifice in a very thin stream structure [
27]. The hopper consists of a plastic tube holding the abrasive particles and dispensing them to the cutting head, where the abrasive particles are drawn into a waterjet stream in the mixing chamber. The high-speed waterjet together with the abrasive particles are then mixed and accelerated to create an abrasive waterjet [
27].
The workpiece is secured in a clamping tool to hold it in position during machining, as shown in
Figure 2b. This is done to preclude the possibility of deflection during cutting as the abrasive loaded stream meets the surface of the workpiece. Additionally, the stable plane of the workpiece material is fixed so that the kerf profile is not disrupted.
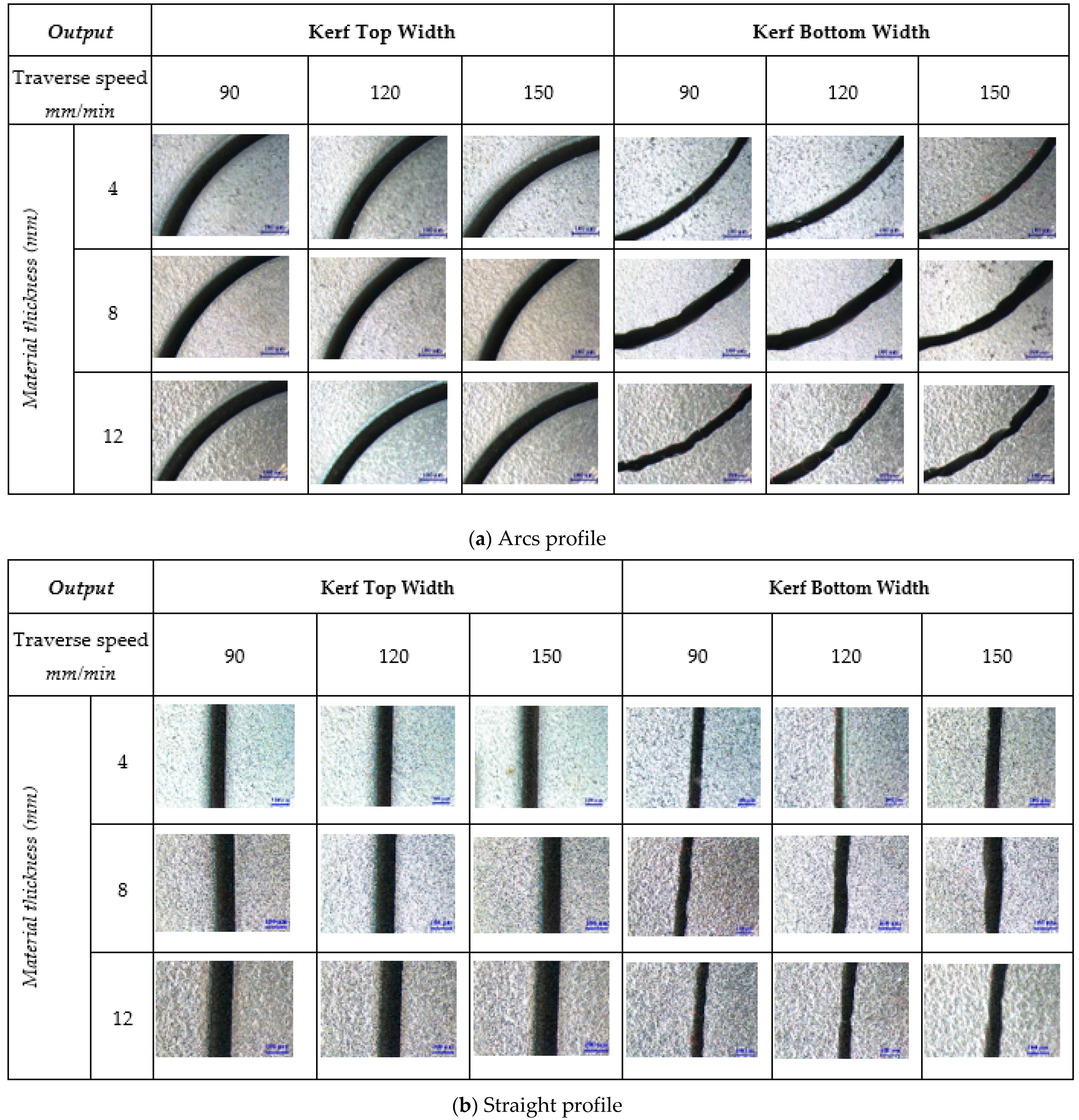
The cutting path used in this study is illustrated in
Table 3. According to Wang et al. [
28], a specified length of straight cut profile ranging from 10 to 40 mm is sufficient to achieve a stable phase of traverse speed covering the acceleration and deceleration phase. Therefore, the selected curves and arcs profile, i.e., 10–40 mm, provided evidence of high kerf taper and geometrical inaccuracies from previous investigations [
28,
29,
30,
31], demonstrating the need for further analyses using hard-to-cut materials.
The input parameters selected in this study were traverse speed and material thickness, while waterjet pressure, abrasive mass flow rate, standoff distance, abrasive type, and mesh number were held constant. Three levels of material thickness and traverse speed were applied, as shown in
Table 4. The selection of variable parameters, and the assignment of levels, was made following an intensive review of current research data. Input parameter settings were constantly redefined, due to limitations with the machine and/or constraints in effectiveness shown in previous AWJM experiments [
8,
15,
18,
19,
20,
21,
22]. The input parameters that were kept constant during the tests are shown in
Table 5.
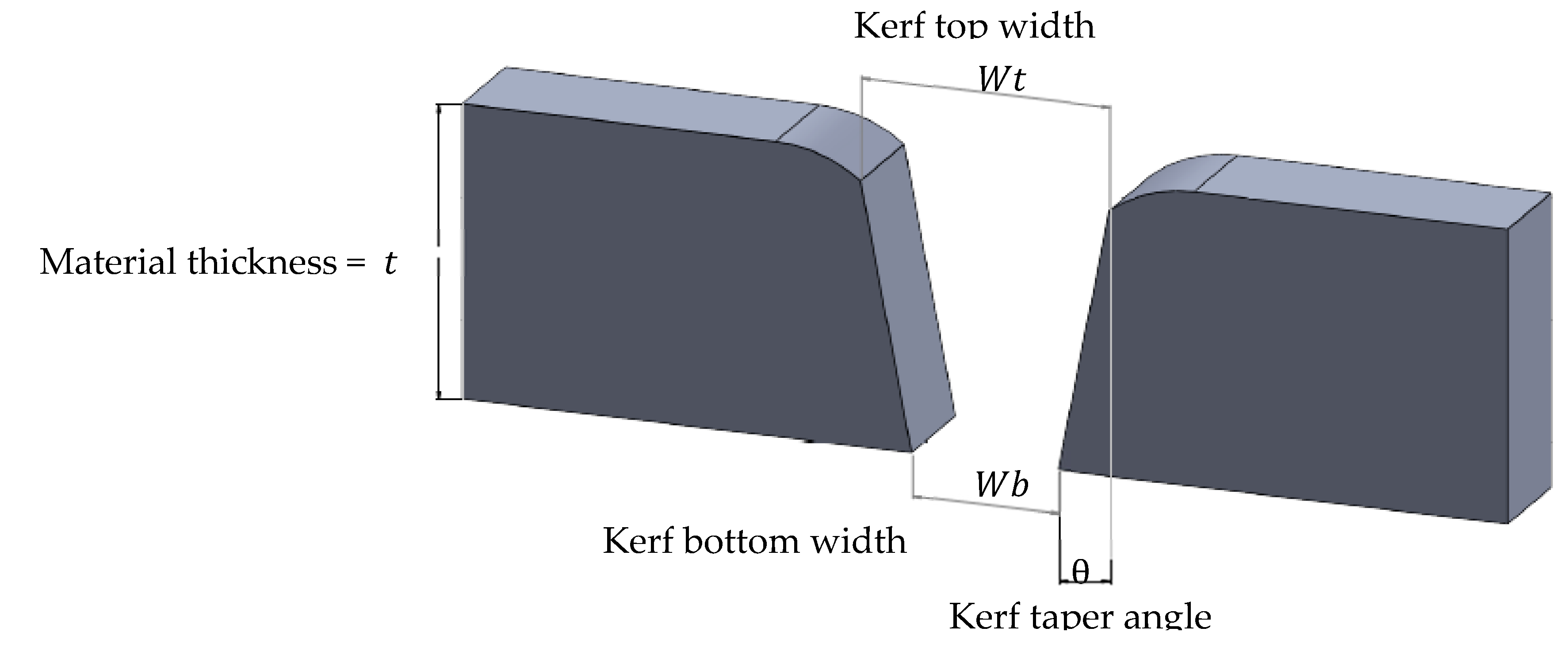
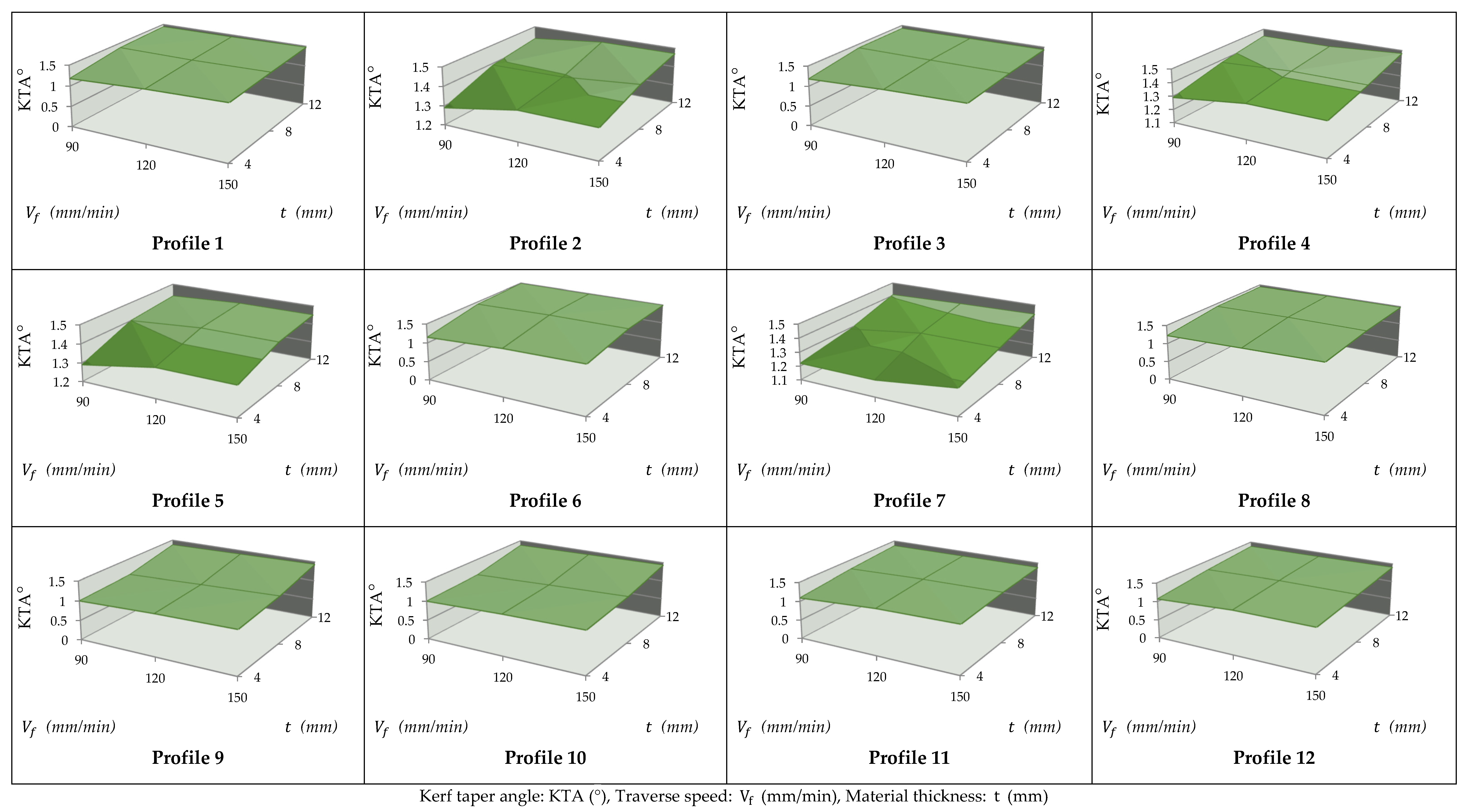
The performance of AWJM is determined by the amount of material removed from the target workpiece and by the accuracy of the geometry of the cut relying on the kerf width and taper angle [
32]. Therefore, the kerf taper angle and material removal rate have been selected for consideration as output parameters in this study. Kerf taper angle resulting from abrasive waterjet contour cutting is measured according to the proportion of the sum of kerf top width and kerf bottom and thickness of the workpiece [
10]. Kerf width refers to the ratio of entry and exit cut width. Kerf width dimensions are measured on the top as well as bottom by using an optical microscope, model LEICA M80, with a precision scale of 100 µm. Equation (1) was utilised to calculate the kerf taper angle following abrasive waterjet cutting of AISI 304L [
33]. A scheme of the applied kerf geometries is illustrated in
Figure 3 [
14].
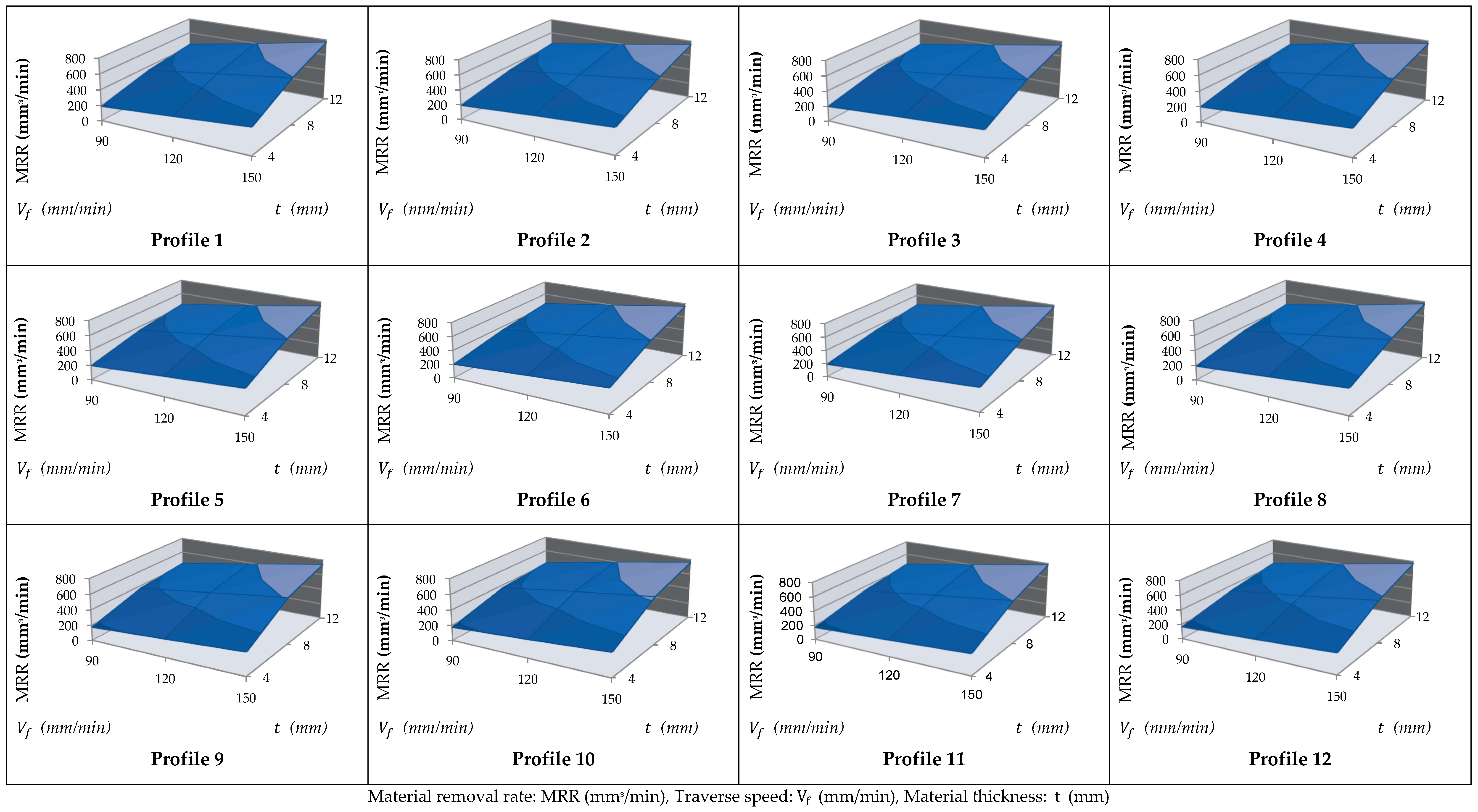
The material removal rate, which is the volume of material removed from the material per unit of time, is measured by kerf width, traverse speed, and depth of cut. The material removal rate was calculated using Equation (2) [
32]:
wherein:
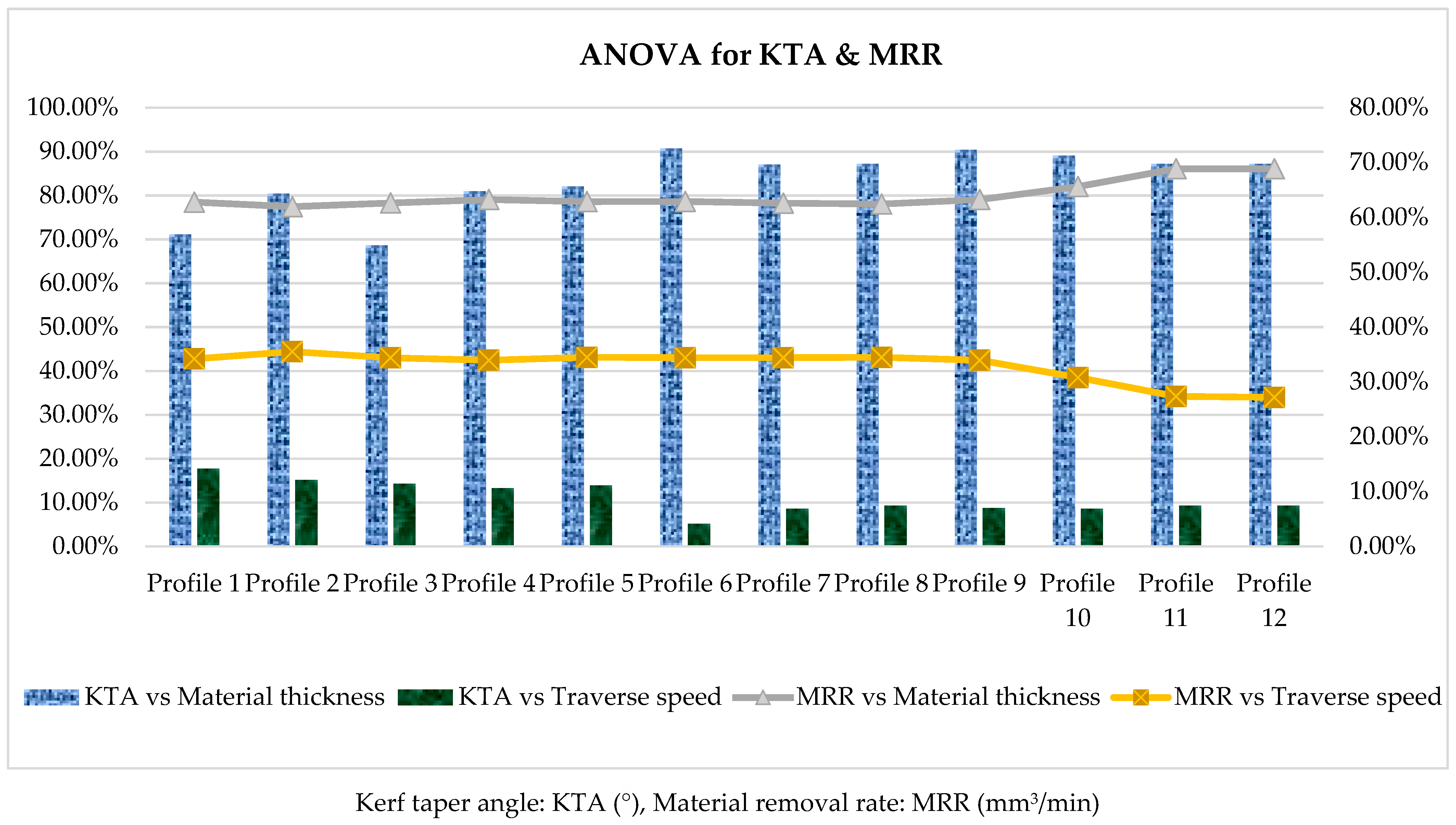
Finally, analysis of variance (ANOVA) was applied to quantify the influence of the selected variable parameters. The ANOVA was employed to identify the significant effect of input parameters and their corresponding levels [
34]. ANOVA was performed with a confidence interval of 95%, which has typically been applied in several related studies. The confidence interval determines how precise the estimated statistics are, whereby a 95% confidence interval denotes a 5% chance of having an incorrect estimation [
35,
36]. The percentage contribution assesses the effect of each input parameter on the output, where
p-values estimated at more than 0.05 or 5%, are considered insignificant [
37].






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








