
Sustainability-Based Analysis of Conventional to High-Speed Machining of Al 6061-T6 Alloy

 ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Analysis of Experimental Data: Conventional Speed Machining (CSM)
3.1. Specific Cutting Energy (SCE)
3.2. Surface Finish
3.3. Confirmatory Experiments
4. Analysis of Experimental Data: Transitional Speed Machining (TSM)
4.1. Specific Cutting Energy (SCE)
4.2. Surface Finish
4.3. Confirmatory Experiments
5. Analysis of Experimental Data: High-Speed Machining (HSM)
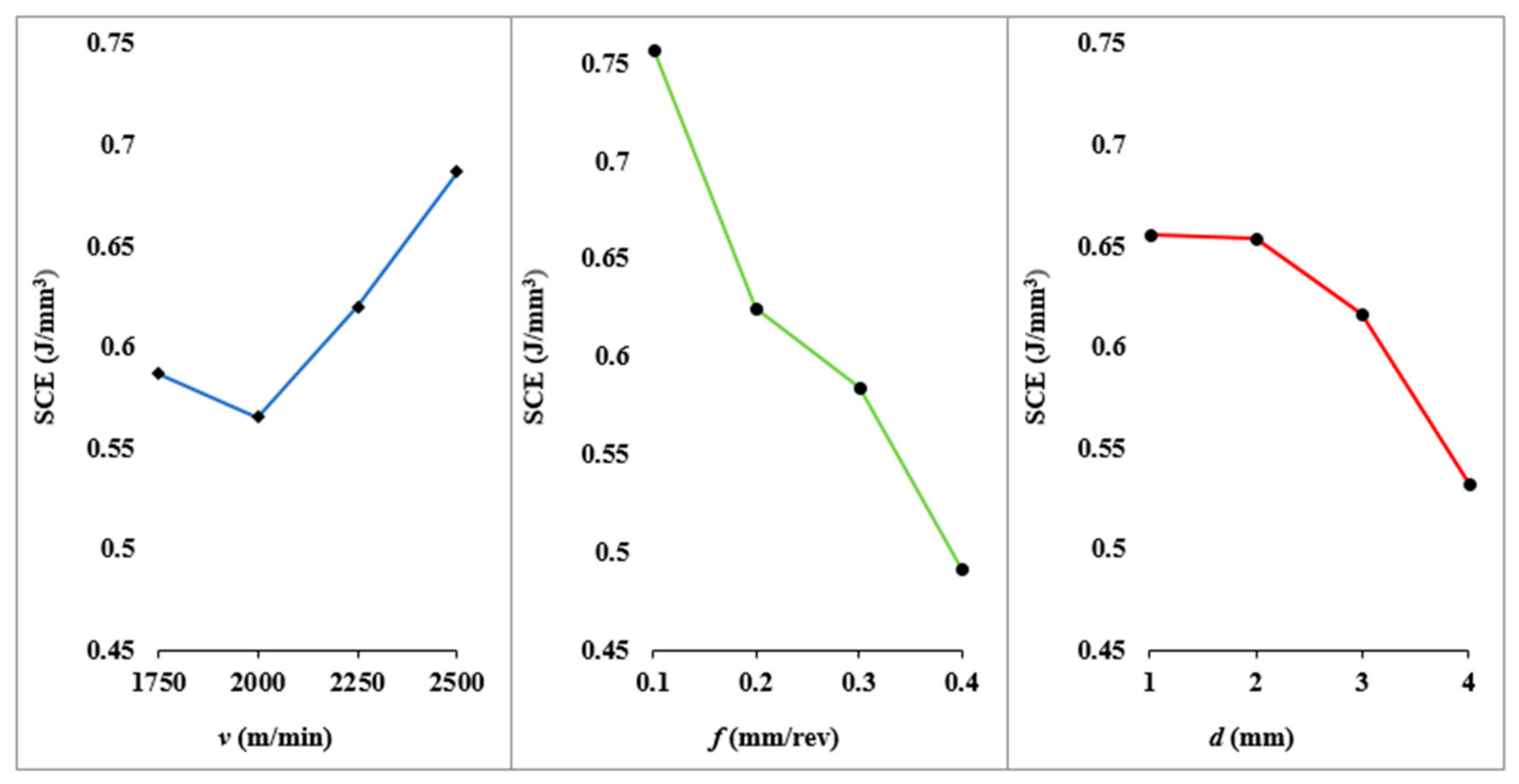
5.1. Specific Cutting Energy (SCE)
5.2. Surface Finish
5.3. Confirmatory Experiments
6. Consolidated Results
7. Conclusions
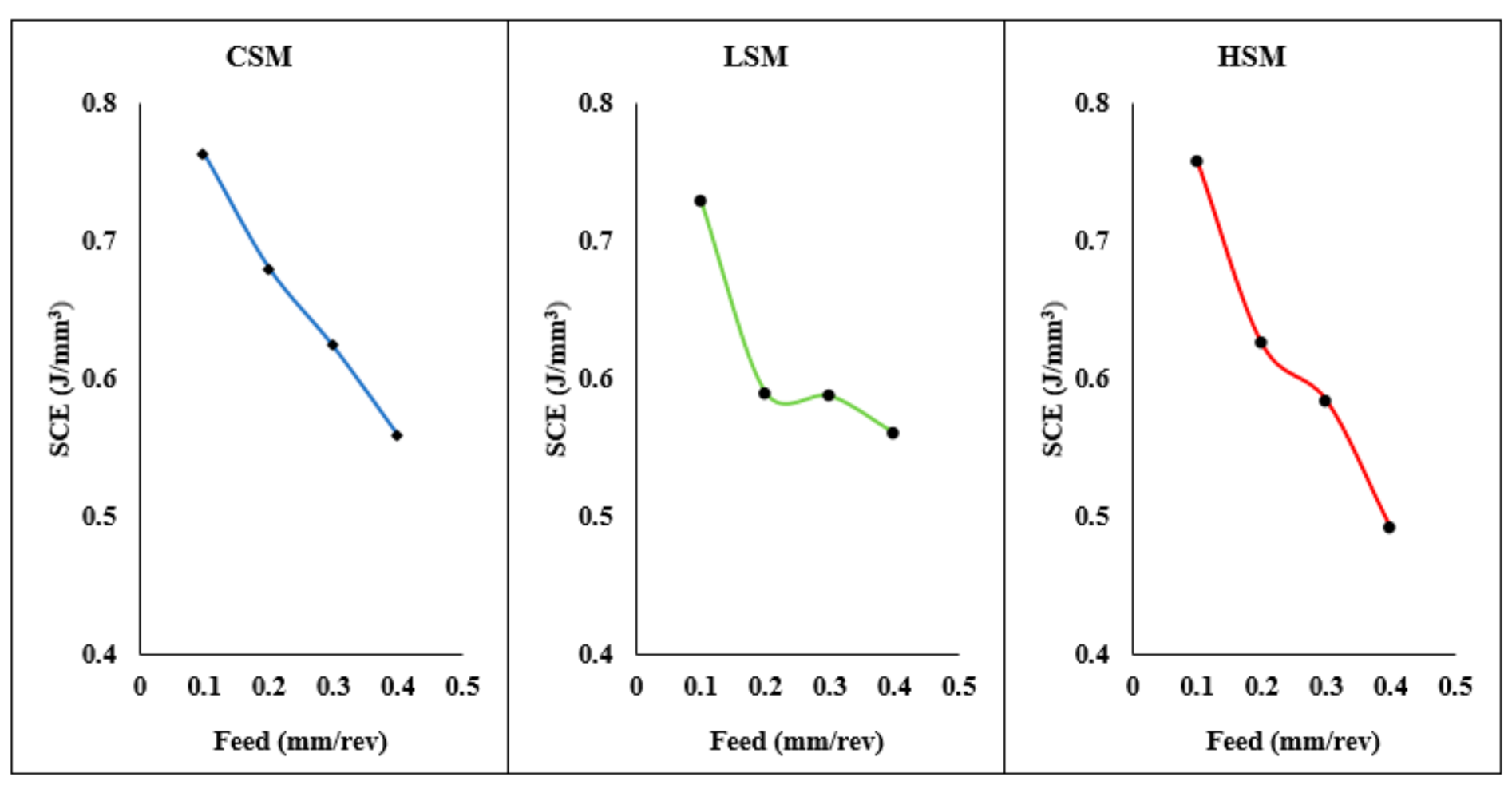
- All cutting parameters have been found to be statistically significant for SCE in the three studied machining regions.
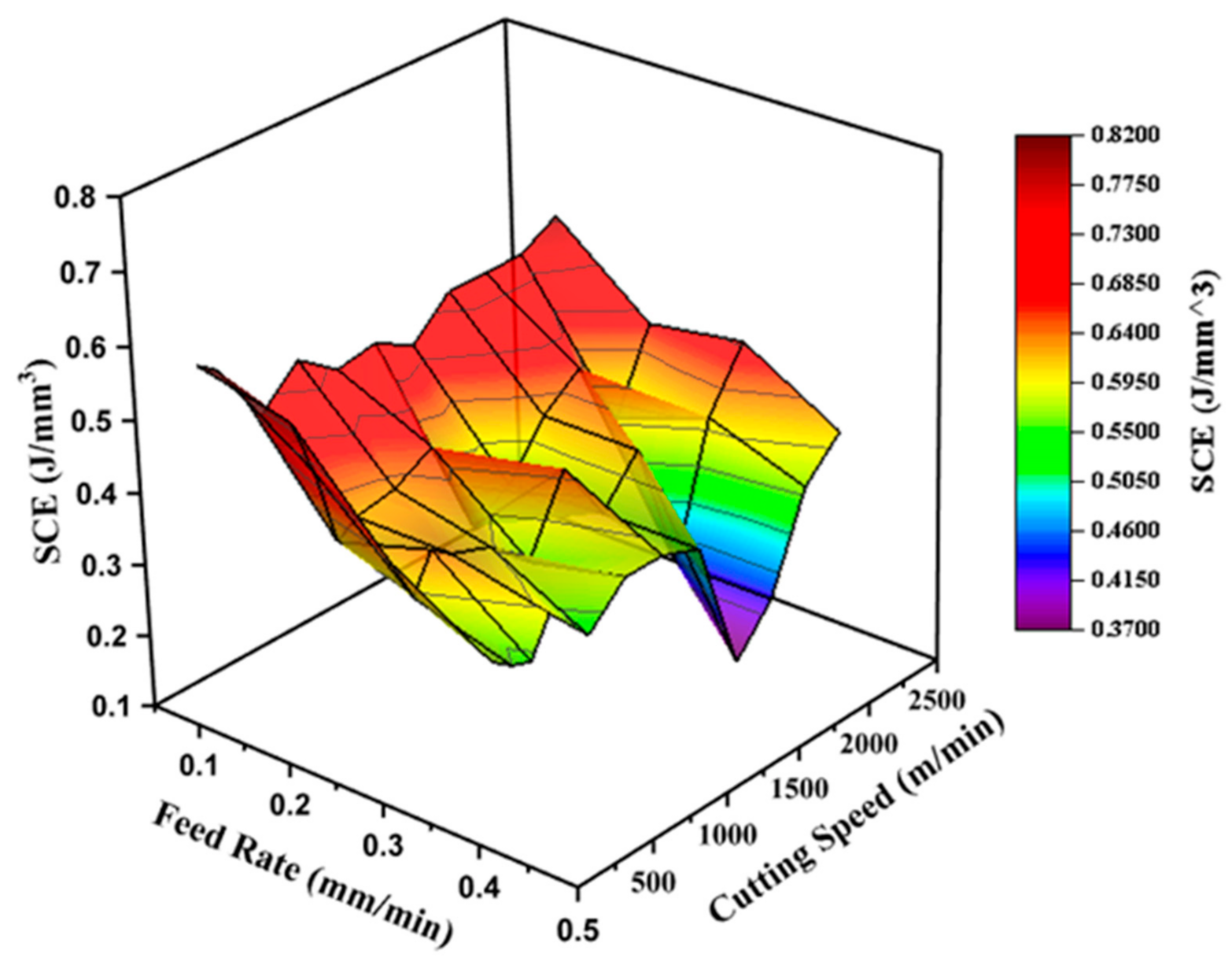
- Cutting feed is the most significant cutting parameter affecting SCE (having a CR% > 60%) in all the three machining regions.
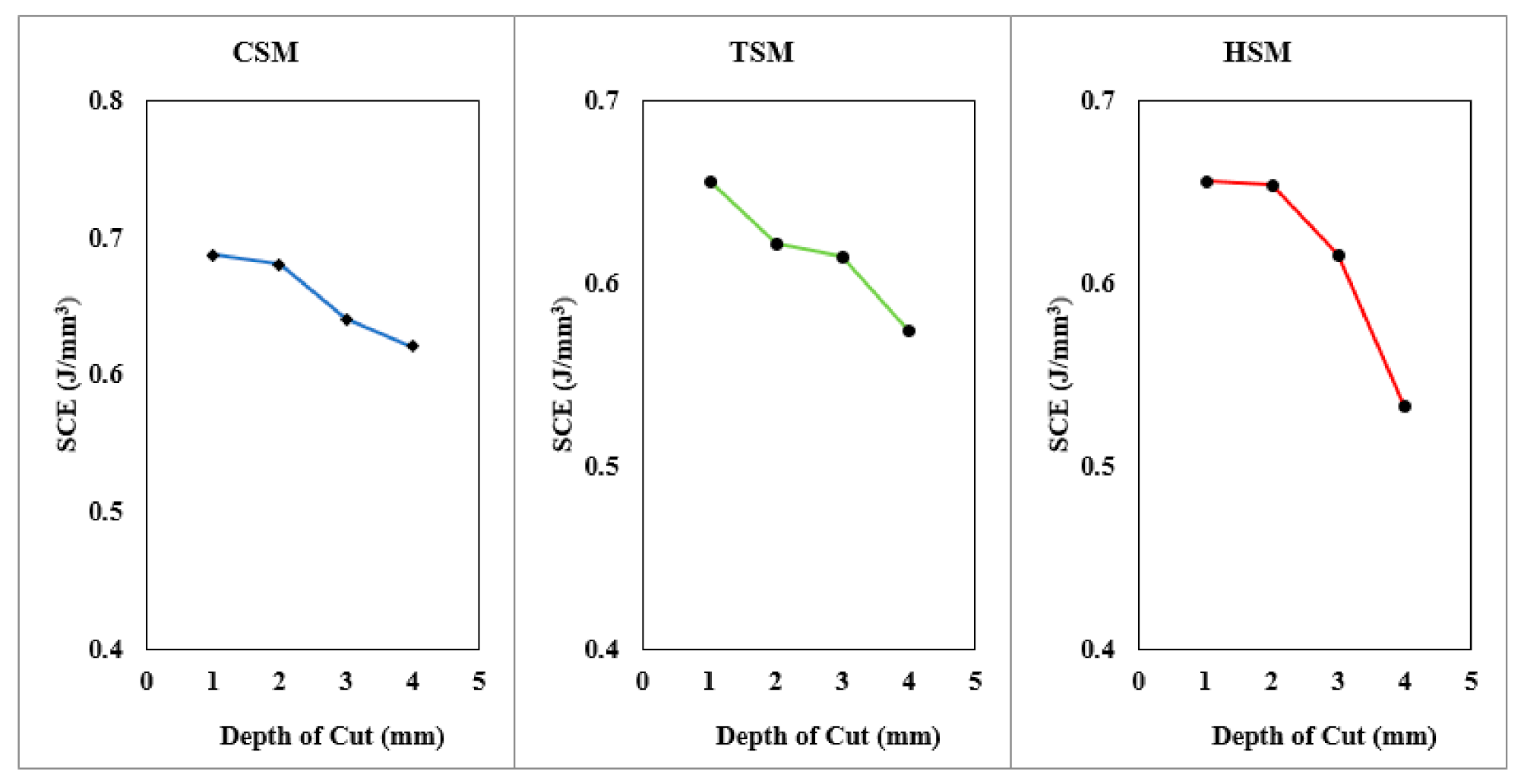
- Cutting speed and depth of cut have an almost similar effect and CR% in the conventional and HSM region.
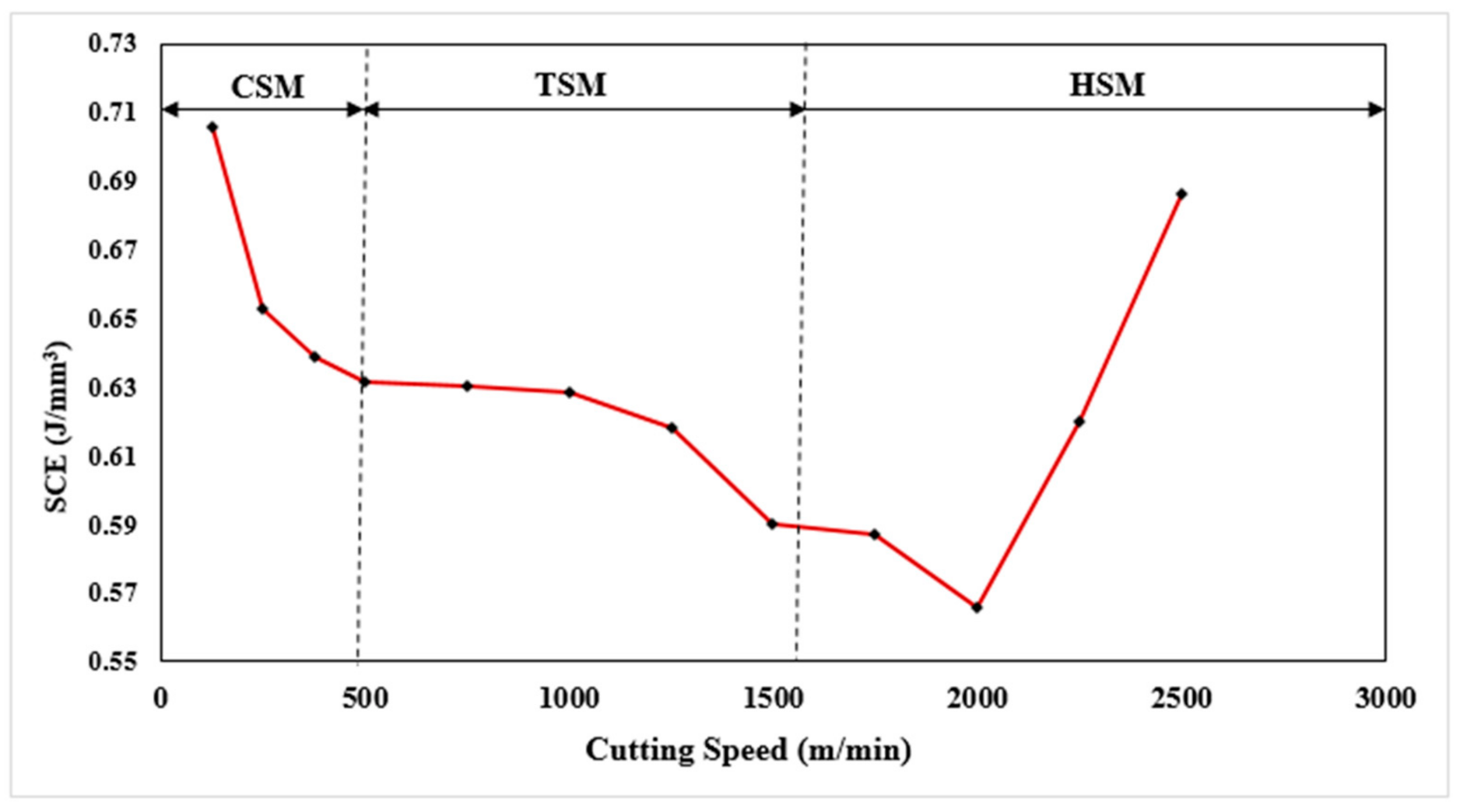
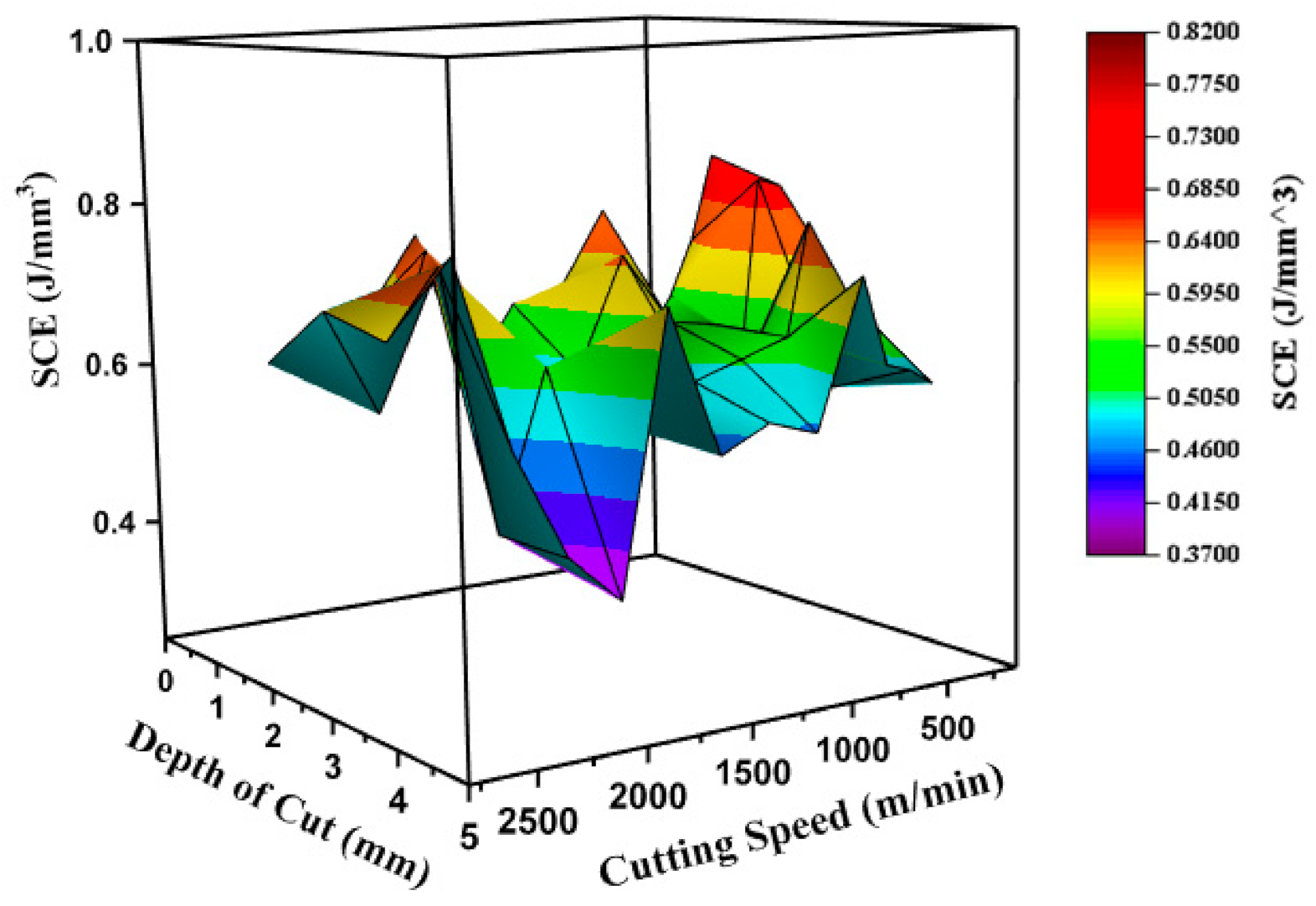
- SCE has been observed to follow a parabolic trend in the HSM region, signifying the presence of an optimum cutting speed at which SCE is minimum.
- The chip morphology study revealed no plausible cause for an increase in SCE above the cutting speed of 2000 m/min.
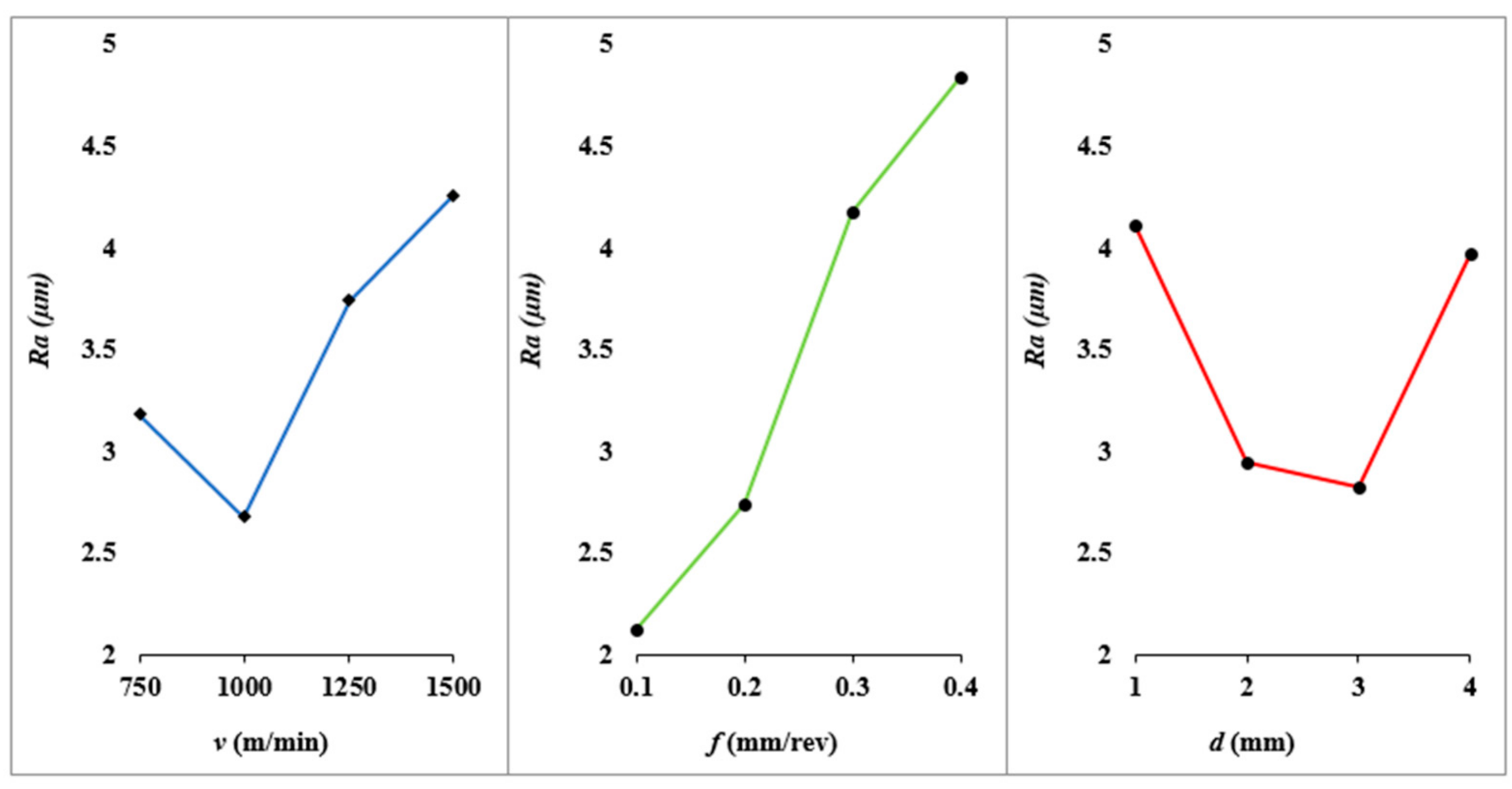
- Ra has been observed to be highly affected by feed in all three machining regions.
- SCE and Ra are two competing responses, and the settings of cutting parameters required to achieve a minimum SCE and Ra are almost opposite and contrary in nature. These conflicting requirements of SCE and Ra build the case for the multi-objective optimization of cutting parameters.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
List of Abbreviations
| ANOVA | Analysis of Variance |
| CR | Percentage Contribution Ratio |
| DOE | Design of Experiments |
| DOF | Degrees of Freedom |
| Ra | Arithmetic Average of Surface Heights (for expressing surface finish) |
| SCE | Specific Cutting Energy () |
| SS | Sum of Squares |
References
- Haapala, K.R.; Zhao, F.; Camelio, J.; Sutherland, J.W.; Skerlos, S.J.; Dornfeld, D.A.; Jawahir, I.S.; Clarens, A.F.; Rickli, J.L. A Review of Engineering Research in Sustainable Manufacturing. J. Manuf. Sci. Eng. 2013, 135, 041013. [Google Scholar] [CrossRef] [Green Version]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Jamil, M.; Mia, M.; Kushvaha, V.; Singla, A.K.; Li, Z. Ecological, Economical and Technological Perspectives Based Sustainability Assessment in Hybrid-Cooling Assisted Machining of Ti-6Al-4V Alloy. Sustain. Mater. Technol. 2020, 26, e00218. [Google Scholar]
- Yoon, H.S.; Kim, E.S.; Kim, M.S.; Lee, J.Y.; Lee, G.B.; Ahn, S.H. Towards Greener Machine Tools—A Review on Energy Saving Strategies and Technologies. Renew. Sustain. Energy Rev. 2015, 48, 870–891. [Google Scholar] [CrossRef]
- Renna, P.; Materi, S. A Literature Review of Energy Efficiency and Sustainability in Manufacturing Systems. Appl. Mech. Mater. 2021, 11, 7366. [Google Scholar]
- Li, W.; Kara, S. An Empirical Model for Predicting Energy Consumption of Manufacturing Processes: A Case of Turning Process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1636–1646. [Google Scholar] [CrossRef]
- Gutowski, T.; Dahmus, J.; Thiriez, A. Electrical Energy Requirements for Manufacturing Processes. In Proceedings of the 13th CIRP International Conference On Life Cycle Engineering, Leuven, Belguim, 31 May–2 June 2006; pp. 623–628. [Google Scholar]
- Duflou, J.R.; Sutherland, J.W.; Dornfeld, D.; Herrmann, C.; Jeswiet, J.; Kara, S.; Hauschild, M.; Kellens, K. Towards Energy and Resource Efficient Manufacturing: A Processes and Systems Approach. CIRP Ann.-Manuf. Technol. 2012, 61, 587–609. [Google Scholar] [CrossRef] [Green Version]
- Feng, C.; Huang, S. The Analysis of Key Technologies for Sustainable Machine Tools Design. Appl. Sci. 2020, 10, 731. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.; Xie, J.; Liu, S. A Method for Predicting the Energy Consumption of the Main Driving System of a Machine Tool in a Machining Process. J. Clean. Prod. 2014, 105, 171–177. [Google Scholar] [CrossRef]
- Balogun, V.A.; Edem, I.F.; Adekunle, A.A.; Mativenga, P.T. Specific Energy Based Evaluation of Machining Efficiency. J. Clean. Prod. 2016, 116, 187–197. [Google Scholar] [CrossRef]
- Warsi, S.S.; Ahmad, R.; Jaffery, S.H.I.; Agha, M.H.; Khan, M. Development of Specific Cutting Energy Map for Sustainable Turning: A Study of Al 6061 T6 from Conventional to High Cutting Speeds. Int. J. Adv. Manuf. Technol. 2020, 106, 2949–2960. [Google Scholar] [CrossRef]
- Sihag, N.; Sangwan, K.S. A Systematic Literature Review on Machine Tool Energy Consumption. J. Clean. Prod. 2020, 275, 123125. [Google Scholar] [CrossRef]
- Draganescu, F.; Gheorghe, M.; Doicin, C. Models of Machine Tool Efficiency and Specific Consumed Energy. J. Mater. Process. Technol. 2003, 141, 9–15. [Google Scholar] [CrossRef]
- Li, L.; Yan, J.; Xing, Z. Energy Requirements Evaluation of Milling Machines Based on Thermal Equilibrium and Empirical Modelling. J. Clean. Prod. 2013, 52, 113–121. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Guo, Y.B.; Sealy, M.P.; Liu, Z.Q. Energy Consumption and Process Sustainability of Hard Milling with Tool Wear Progression. J. Mater. Process. Technol. 2016, 229, 305–312. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C. Optimization of Cutting Parameters Using Response Surface Method for Minimizing Energy Consumption and Maximizing Cutting Quality in Turning of AISI 6061 T6 Aluminum. J. Clean. Prod. 2015, 91, 109–117. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C. Optimization of Cutting Parameters for Minimizing Energy Consumption in Turning of AISI 6061 T6 Using Taguchi Methodology and ANOVA. J. Clean. Prod. 2013, 53, 195–203. [Google Scholar] [CrossRef]
- Paul, S.; Bandyopadhyay, P.P.; Paul, S. Minimisation of Specific Cutting Energy and Back Force in Turning of AISI 1060 Steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 2019–2029. [Google Scholar] [CrossRef]
- Warsi, S.S.; Agha, M.H.; Ahmad, R.; Jaffery, S.H.I.; Khan, M. Sustainable Turning Using Multi-Objective Optimization: A Study of Al 6061 T6 at High Cutting Speeds. Int. J. Adv. Manuf. Technol. 2018, 100, 843–855. [Google Scholar] [CrossRef]
- Younas, M.; Jaffery, S.H.I.; Khan, M.; Khan, M.A.; Ahmad, R.; Mubashar, A.; Ali, L. Multi-Objective Optimization for Sustainable Turning Ti6Al4V Alloy Using Grey Relational Analysis (GRA) Based on Analytic Hierarchy Process (AHP). Int. J. Adv. Manuf. Technol. 2019, 105, 1175–1188. [Google Scholar] [CrossRef]
- Khan, M.A.; Jaffery, S.H.I.; Khan, M.; Younas, M.; Butt, S.I.; Ahmad, R.; Warsi, S.S. Multi-Objective Optimization of Turning Titanium-Based Alloy Ti-6Al-4V under Dry, Wet, and Cryogenic Conditions Using Gray Relational Analysis (GRA). Int. J. Adv. Manuf. Technol. 2020, 106, 3897–3911. [Google Scholar] [CrossRef]
- Khan, A.M.; Zhao, W.; Li, L.; Alkahtan, M.; Hasnain, S.; Jamil, M.; He, N. Assessment of Cumulative Energy Demand, Production Cost, and CO2 Emission from Hybrid CryoMQL Assisted Machining. J. Clean. Prod. 2021, 292, 125952. [Google Scholar] [CrossRef]
- Jamil, M.; Zhao, W.; He, N.; Kumar, M.; Sarikaya, M.; Mashood, A.; Sanjay, M.R.; Siengchin, S.; Yu, D. Sustainable Milling of Ti-6Al-4V: A Trade-off between Energy Efficiency, Carbon Emissions and Machining Characteristics under MQL and Cryogenic Environment. J. Clean. Prod. 2021, 281, 125374. [Google Scholar] [CrossRef]
- Cetin, M.H.; Ozcelik, B.; Kuram, E.; Demirbas, E. Evaluation of Vegetable Based Cutting Fluids with Extreme Pressure and Cutting Parameters in Turning of AISI 304L by Taguchi Method. J. Clean. Prod. 2011, 19, 2049–2056. [Google Scholar] [CrossRef]
- Fratila, D.; Caizar, C. Application of Taguchi Method to Selection of Optimal Lubrication and Cutting Conditions in Face Milling of AlMg3. J. Clean. Prod. 2011, 19, 640–645. [Google Scholar] [CrossRef]
- Arcona, C.; Dow, T.A. An Empirical Tool Force Model for Precision Machining. J. Manuf. Sci. Eng. 1998, 120, 700. [Google Scholar] [CrossRef]
- Sreejith, P.S. Machining of 6061 Aluminium Alloy with MQL, Dry and Flooded Lubricant Conditions. Mater. Lett. 2008, 62, 276–278. [Google Scholar] [CrossRef]
- Warsi, S.S.; Jaffery, H.I.; Ahmad, R.; Khan, M.; Akram, S. Analysis of Power and Specific Cutting Energy Consumption in Orthogonal Machining of Al 6061-T6 Alloys at Transitional Cutting Speeds. In Volume 2B: Advanced Manufacturing; ASME: New York, NY, USA, 2015; p. V02BT02A057. [Google Scholar] [CrossRef]
- Akram, S.; Jaffery, S.H.I.; Khan, M.; Fahad, M.; Mubashar, A.; Ali, L. Numerical and Experimental Investigation of Johnson–Cook Material Models for Aluminum (AL 6061-T6) Alloy Using Orthogonal Machining Approach. Adv. Mech. Eng. 2018, 10, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Warsi, S.S.; Jaffery, S.H.I.; Ahmad, R.; Khan, M.; Agha, M.H.; Ali, L. Development and Analysis of Energy Consumption Map for High-Speed Machining of Al 6061-T6 Alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 91–102. [Google Scholar] [CrossRef]
- Warsi, S.S.; Jaffery, S.H.I.; Ahmad, R.; Khan, M.; Ali, L.; Agha, M.H.; Akram, S. Development of Energy Consumption Map for Orthogonal Machining of Al 6061-T6 Alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 232, 2510–2522. [Google Scholar] [CrossRef]
- Younas, M.; Jaffery, S.H.I.; Khan, A.; Khan, M. Development and Analysis of Tool Wear and Energy Consumption Maps for Turning of Titanium Alloy (Ti6Al4V). J. Manuf. Process. 2021, 62, 613–622. [Google Scholar] [CrossRef]
- Gutowski, T.G.; Sahni, S.; Allwood, J.M.; Ashby, M.F.; Worrell, E. The Energy Required to Produce Materials: Constraints on Energy-Intensity Improvements, Parameters of Demand. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2013, 371, 20120003. [Google Scholar] [CrossRef]
- Pusavec, F.; Kramar, D.; Krajnik, P.; Kopac, J. Transitioning to Sustainable Production—Part II: Evaluation of Sustainable Machining Technologies. J. Clean. Prod. 2010, 18, 1211–1221. [Google Scholar] [CrossRef]
- Garg, A.; Lam, J.S.L. Improving Environmental Sustainability by Formulation of Generalized Power Consumption Models Using an Ensemble Based Multi-Gene Genetic Programming Approach. J. Clean. Prod. 2015, 102, 246–263. [Google Scholar] [CrossRef]
- Bhushan, R.K. Optimization of Cutting Parameters for Minimizing Power Consumption and Maximizing Tool Life during Machining of Al Alloy SiC Particle Composites. J. Clean. Prod. 2013, 39, 242–254. [Google Scholar] [CrossRef]
- Aggarwal, A.; Singh, H.; Kumar, P.; Singh, M. Optimizing Power Consumption for CNC Turned Parts Using Response Surface Methodology and Taguchi’s Technique—A Comparative Analysis. J. Mater. Process. Technol. 2008, 200, 373–384. [Google Scholar] [CrossRef]
- Bagaber, S.A.; Yusoff, A.R. Multi-Responses Optimization in Dry Turning of a Stainless Steel as a Key Factor in Minimum Energy. Int. J. Adv. Manuf. Technol. 2018, 96, 1109–1122. [Google Scholar] [CrossRef]
- Kosaraju, S.; Chandraker, S. Taguchi Analysis on Cutting Force and Surface Roughness in Turning MDN350 Steel. Mater. Today Proc. 2015, 2, 3388–3393. [Google Scholar] [CrossRef]
- Schulz, H.; Moriwaki, T. High-Speed Machining. CIRP Ann.—Manuf. Technol. 1992, 41, 637–643. [Google Scholar] [CrossRef]
- Mativenga, P.T.; Abukhshim, N.A.; Sheikh, M.A.; Hon, B.K.K. An Investigation of Tool Chip Contact Phenomena in High-Speed Turning Using Coated Tools. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 657–667. [Google Scholar] [CrossRef]
- Flom, D.G.; Komanduri, R.; Lee, M. High-speed machining of metals. Annu. Rev. Mater. Sci. 1984, 14, 231–278. [Google Scholar] [CrossRef]
- Xu, D.; Feng, P.; Li, W.; Ma, Y.; Liu, B. Research on Chip Formation Parameters of Aluminum Alloy 6061-T6 Based on High-Speed Orthogonal Cutting Model. Int. J. Adv. Manuf. Technol. 2014, 72, 955–962. [Google Scholar] [CrossRef]
- Santos, M.C.; Machado, A.R.; Sales, W.F.; Barrozo, M.A.S.; Ezugwu, E.O. Machining of Aluminum Alloys: A Review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Demir, H.; Gunduz, S. The Effects of Aging on Machinability of 6061 Aluminium Alloy. Mater. Des. 2009, 30, 1480–1483. [Google Scholar] [CrossRef]
- ISO 3685. ISO 3685: Tool-Life Testing with Single-Point Turning Tools; ISO: Geneva, Switzerland, 1993. [Google Scholar]
- Hanafi, I.; Khamlichi, A.; Cabrera, F.M.; Almansa, E.; Jabbouri, A. Optimization of Cutting Conditions for Sustainable Machining of PEEK-CF30 Using TiN Tools. J. Clean. Prod. 2012, 33, 1–9. [Google Scholar] [CrossRef]
- Daoud, M.; Chatelain, J.-F.; Bouzid, H.A. On the Effect of Johnson Cook Material Constants to Simulate Al2024-T3 Machining Using Finite Element Modeling. In Proceedings of the ASME 2014 International Mechanical Engineering Congress and Exposition, Montreal, QC, Canada, 14–20 November 2014. [Google Scholar] [CrossRef]
- Flom, D.G. High-Speed Machining. In Innovations in Materials Processing; Bruggeman, G., Weiss, V., Eds.; Plenum Press: New York, NY, USA; London, UK, 1985; pp. 417–439. [Google Scholar]
- Akram, S.; Jaffery, S.; Khan, M.; Mubashar, A.; Warsi, S.S.; Riaz, U. A Numerical Investigation and Experimental Validation on Chip Morphology of Aluminum Alloy 6061 during Orthogonal Machining. In Proceedings of the 2016 Moratuwa Engineering Research Conference (MERCon), Moratuwa, Sri Lanka, 5–6 April 2016. [Google Scholar]
- Wang, B.; Liu, Z.; Song, Q.; Wan, Y.; Ren, X.; Wang, B. An Approach for Reducing Cutting Energy Consumption with Ultra—High Speed Machining of Super Alloy Inconel 718. Int. J. Precis. Eng. Manuf. Technol. 2019, 7, 35–51. [Google Scholar] [CrossRef]
- Balogun, V.A.; Gu, H.; Mativenga, P.T. Improving the Integrity of Specific Cutting Energy Coefficients for Energy Demand Modelling. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 12, 1–9. [Google Scholar] [CrossRef]
- Balogun, V.A.; Mativenga, P.T. Impact of Un-Deformed Chip Thickness on Specific Energy in Mechanical Machining Processes. J. Clean. Prod. 2014, 69, 260–268. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Parameters | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
| Cutting Speed (m/min) | 125 | 250 | 375 | 500 |
| Feed (mm/rev) | 0.1 | 0.2 | 0.3 | 0.4 |
| Depth of Cut (mm) | 1 | 2 | 3 | 4 |
| Machining Parameters | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
| Cutting Speed (m/min) | 750 | 1000 | 1250 | 1500 |
| Feed (mm/rev) | 0.1 | 0.2 | 0.3 | 0.4 |
| Depth of Cut (mm) | 1 | 2 | 3 | 4 |
| Machining Parameters | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
| Cutting Speed (m/min) | 1750 | 2000 | 2250 | 2500 |
| Feed (mm/rev) | 0.1 | 0.2 | 0.3 | 0.4 |
| Depth of Cut (mm) | 1 | 2 | 3 | 4 |
| Experiment. No. | v (m/min) | f (mm/rev) | d (mm) | SCE (J/mm3) | Ra (µm) | ||
|---|---|---|---|---|---|---|---|
| Ave | Std. Dev. | Ave | Std. Dev. | ||||
| 1 | 125 | 0.1 | 1 | 0.82 | 0.005 | 0.90 | 0.02 |
| 2 | 125 | 0.2 | 2 | 0.79 | 0.005 | 1.91 | 0.02 |
| 3 | 125 | 0.3 | 3 | 0.65 | 0.005 | 3.29 | 0.06 |
| 4 | 125 | 0.4 | 4 | 0.57 | 0.005 | 4.08 | 0.02 |
| 5 | 250 | 0.1 | 2 | 0.80 | 0.031 | 1.36 | 0.01 |
| 6 | 250 | 0.2 | 1 | 0.71 | 0.008 | 0.68 | 0.02 |
| 7 | 250 | 0.3 | 4 | 0.59 | 0.008 | 3.34 | 0.04 |
| 8 | 250 | 0.4 | 3 | 0.55 | 0.008 | 4.25 | 0.02 |
| 9 | 375 | 0.1 | 3 | 0.76 | 0.008 | 1.01 | 0.01 |
| 10 | 375 | 0.2 | 4 | 0.60 | 0.017 | 2.49 | 0.14 |
| 11 | 375 | 0.3 | 1 | 0.64 | 0.008 | 3.03 | 0.11 |
| 12 | 375 | 0.4 | 2 | 0.54 | 0.008 | 3.59 | 0.20 |
| 13 | 500 | 0.1 | 4 | 0.71 | 0.008 | 1.55 | 0.04 |
| 14 | 500 | 0.2 | 3 | 0.62 | 0.026 | 2.92 | 0.60 |
| 15 | 500 | 0.3 | 2 | 0.62 | 0.008 | 2.73 | 0.03 |
| 16 | 500 | 0.4 | 1 | 0.59 | 0.008 | 3.35 | 0.04 |
| Variable | DOF | Seq. SS | Adj. MS | F-Value | p-Value | CR (%) |
|---|---|---|---|---|---|---|
| v (m/min) | 3 | 0.040946 | 0.013648667 | 24.77 | 0.000 | 10.74% |
| f (mm/rev) | 3 | 0.267851 | 0.089283667 | 162.06 | 0.000 | 72.75% |
| d (mm) | 3 | 0.036177 | 0.012059 | 21.89 | 0.000 | 9.44% |
| Error | 38 | 0.020936 | 0.000550947 | 24.77 | 7.08% | |
| Total | 47 | 0.36591 | 100.00% |
| Variable | DOF | Seq. SS | Adj. MS | F-Value | p-Value | CR (%) |
|---|---|---|---|---|---|---|
| v (m/min) | 3 | 0.3404 | 0.113467 | 0.69 | 0.563 | 0.24% |
| f (mm/rev) | 3 | 48.0993 | 16.0331 | 97.61 | 0.000 | 77.95% |
| d (mm) | 3 | 6.3895 | 2.129833 | 12.97 | 0.000 | 9.66% |
| Error | 38 | 6.2419 | 0.164261 | 0.69 | 12.15% | |
| Total | 47 | 61.0711 | 100.00% |
| Levels of Machining Parameters | |||||
|---|---|---|---|---|---|
| Responses | Average Value | v (m/min) | f (mm/rev) | d (mm) | |
| Specific cutting energy (J/mm3) | Best | 0.51 | 500 | 0.4 | 4 |
| Worst | 0.82 | 125 | 0.1 | 1 | |
| Surface roughness (µm) | Best | 0.65 | 250 | 0.1 | 1 |
| Worst | 4.49 | 500 | 0.4 | 4 | |
| Experiment. No. | v (m/min) | f (mm/rev) | d (mm) | SCE (J/mm3) | Ra (µm) | ||
|---|---|---|---|---|---|---|---|
| Ave | Std. Dev. | Ave | Std. Dev. | ||||
| 1 | 750 | 0.1 | 1 | 0.76 | 0.008 | 2.54 | 0.042 |
| 2 | 750 | 0.2 | 2 | 0.63 | 0.008 | 1.93 | 0.372 |
| 3 | 750 | 0.3 | 3 | 0.60 | 0.005 | 3.17 | 0.041 |
| 4 | 750 | 0.4 | 4 | 0.53 | 0.008 | 5.09 | 0.049 |
| 5 | 1000 | 0.1 | 2 | 0.72 | 0.017 | 1.36 | 0.012 |
| 6 | 1000 | 0.2 | 1 | 0.66 | 0.008 | 2.04 | 0.069 |
| 7 | 1000 | 0.3 | 4 | 0.55 | 0.005 | 3.89 | 0.196 |
| 8 | 1000 | 0.4 | 3 | 0.58 | 0.008 | 3.47 | 0.464 |
| 9 | 1250 | 0.1 | 3 | 0.73 | 0.008 | 1.02 | 0.290 |
| 10 | 1250 | 0.2 | 4 | 0.52 | 0.005 | 3.98 | 0.051 |
| 11 | 1250 | 0.3 | 1 | 0.65 | 0.005 | 5.17 | 0.351 |
| 12 | 1250 | 0.4 | 2 | 0.58 | 0.005 | 4.12 | 0.319 |
| 13 | 1500 | 0.1 | 4 | 0.70 | 0.008 | 2.93 | 0.051 |
| 14 | 1500 | 0.2 | 3 | 0.55 | 0.005 | 3.01 | 0.186 |
| 15 | 1500 | 0.3 | 2 | 0.56 | 0.005 | 4.41 | 0.341 |
| 16 | 1500 | 0.4 | 1 | 0.56 | 0.005 | 6.71 | 0.102 |
| Variable | DOF | Seq. SS | Adj. MS | F-Value | p-Value | CR (%) |
|---|---|---|---|---|---|---|
| v (m/min) | 3 | 0.012189 | 0.004063 | 7.83 | 0.000 | 3.82% |
| f (mm/rev) | 3 | 0.205819 | 0.068606333 | 132.17 | 0.000 | 73.36% |
| d (mm) | 3 | 0.040714 | 0.013571333 | 26.14 | 0.000 | 14.06% |
| Error | 38 | 0.019725 | 0.000519079 | 8.76% | ||
| Total | 47 | 0.278447 | 100.00% |
| Variable | DOF | Seq. SS | Adj. MS | F-Value | p-Value | CR (%) |
|---|---|---|---|---|---|---|
| v (m/min) | 3 | 16.774 | 5.591333333 | 30.65 | 0.000 | 16.90% |
| f (mm/rev) | 3 | 56.344 | 18.78133333 | 102.97 | 0.000 | 58.10% |
| d (mm) | 3 | 15.981 | 5.327 | 29.21 | 0.000 | 16.07% |
| Error | 38 | 6.931 | 0.182394737 | 8.93% | ||
| Total | 47 | 96.03 | 100.00% |
| Levels of Machining Parameters | |||||
|---|---|---|---|---|---|
| Responses | Average | v (m/min) | f (mm/rev) | d (mm) | |
| Specific cutting energy (J/mm3) | Best | 0.45 | 1500 | 0.4 | 4 |
| Worst | 0.76 | 750 | 0.1 | 1 | |
| Surface Roughness (µm) | Best | 1.54 | 1000 | 0.1 | 3 |
| Worst | 6.7 | 1500 | 0.4 | 1 | |
| Experiment. No. | v (m/min) | f (mm/rev) | d (mm) | SCE (J/mm3) | Ra (µm) | ||
|---|---|---|---|---|---|---|---|
| Ave | Std. Dev. | Ave | Std. Dev. | ||||
| 1 | 1750 | 0.1 | 1 | 0.75 | 0.005 | 1.99 | 0.12 |
| 2 | 1750 | 0.2 | 2 | 0.62 | 0.005 | 2.86 | 0.04 |
| 3 | 1750 | 0.3 | 3 | 0.62 | 0.005 | 5.22 | 0.08 |
| 4 | 1750 | 0.4 | 4 | 0.37 | 0.005 | 7.89 | 0.95 |
| 5 | 2000 | 0.1 | 2 | 0.75 | 0.005 | 2.00 | 0.02 |
| 6 | 2000 | 0.2 | 1 | 0.66 | 0.005 | 2.96 | 0.23 |
| 7 | 2000 | 0.3 | 4 | 0.43 | 0.005 | 5.19 | 0.07 |
| 8 | 2000 | 0.4 | 3 | 0.43 | 0.005 | 7.10 | 0.10 |
| 9 | 2250 | 0.1 | 3 | 0.75 | 0.012 | 1.61 | 0.00 |
| 10 | 2250 | 0.2 | 4 | 0.56 | 0.005 | 2.93 | 0.27 |
| 11 | 2250 | 0.3 | 1 | 0.61 | 0.012 | 3.53 | 0.38 |
| 12 | 2250 | 0.4 | 2 | 0.56 | 0.005 | 7.53 | 0.09 |
| 13 | 2500 | 0.1 | 4 | 0.78 | 0.005 | 2.03 | 0.29 |
| 14 | 2500 | 0.2 | 3 | 0.67 | 0.008 | 2.28 | 0.04 |
| 15 | 2500 | 0.3 | 2 | 0.69 | 0.005 | 4.71 | 0.12 |
| 16 | 2500 | 0.4 | 1 | 0.61 | 0.012 | 6.05 | 0.11 |
| Variable | DOF | Seq. SS | Adj. MS | F-Value | p-Value | CR (%) |
|---|---|---|---|---|---|---|
| v (m/min) | 3 | 0.100391 | 0.033463667 | 35.72 | 0.000 | 14.09% |
| f (mm/rev) | 3 | 0.4375 | 0.145833333 | 155.67 | 0.000 | 62.77% |
| d (mm) | 3 | 0.119032 | 0.039677333 | 42.35 | 0.000 | 16.78% |
| Error | 38 | 0.035598 | 0.000936789 | 6.36% | ||
| Total | 47 | 0.692521 | 100.00% |
| Variable | DOF | Seq. SS | Adj. MS | F-Value | p-Value | CR (%) |
|---|---|---|---|---|---|---|
| v (m/min) | 3 | 4.166 | 1.388666667 | 7.09 | 0.001 | 1.70% |
| f (mm/rev) | 3 | 194.32 | 64.77333333 | 330.91 | 0.000 | 91.86% |
| d (mm) | 3 | 4.968 | 1.656 | 8.46 | 0.000 | 2.08% |
| Error | 38 | 7.438 | 0.195736842 | 4.36% | ||
| Total | 47 | 210.892 | 100.00% |
| Levels of Machining Variables | |||||
|---|---|---|---|---|---|
| Responses | Ave. Value | Speed (m/min) | Feed (mm/rev) | Depth of Cut (mm) | |
| Specific cutting energy (J/mm3) | Best | 0.33 | 2000 | 0.4 | 4 |
| Worst | 0.78 | 2500 | 0.1 | 1 | |
| Surface roughness (µm) | Best | 1.28 | 2500 | 0.1 | 1 |
| Worst | 7.96 | 1750 | 0.4 | 4 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Warsi, S.S.; Zahid, T.; Elahi, H.; Liaqait, R.A.; Bibi, S.; Gillani, F.; Ghafoor, U. Sustainability-Based Analysis of Conventional to High-Speed Machining of Al 6061-T6 Alloy. Appl. Sci. 2021, 11, 9032. https://doi.org/10.3390/app11199032
Warsi SS, Zahid T, Elahi H, Liaqait RA, Bibi S, Gillani F, Ghafoor U. Sustainability-Based Analysis of Conventional to High-Speed Machining of Al 6061-T6 Alloy. Applied Sciences. 2021; 11(19):9032. https://doi.org/10.3390/app11199032
Chicago/Turabian StyleWarsi, Salman Sagheer, Taiba Zahid, Hassan Elahi, Raja Awais Liaqait, Saira Bibi, Fouzia Gillani, and Usman Ghafoor. 2021. "Sustainability-Based Analysis of Conventional to High-Speed Machining of Al 6061-T6 Alloy" Applied Sciences 11, no. 19: 9032. https://doi.org/10.3390/app11199032
APA StyleWarsi, S. S., Zahid, T., Elahi, H., Liaqait, R. A., Bibi, S., Gillani, F., & Ghafoor, U. (2021). Sustainability-Based Analysis of Conventional to High-Speed Machining of Al 6061-T6 Alloy. Applied Sciences, 11(19), 9032. https://doi.org/10.3390/app11199032