Role of Multi-Scale Microstructure in the Degradation of Al Wire for Power Transmission

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
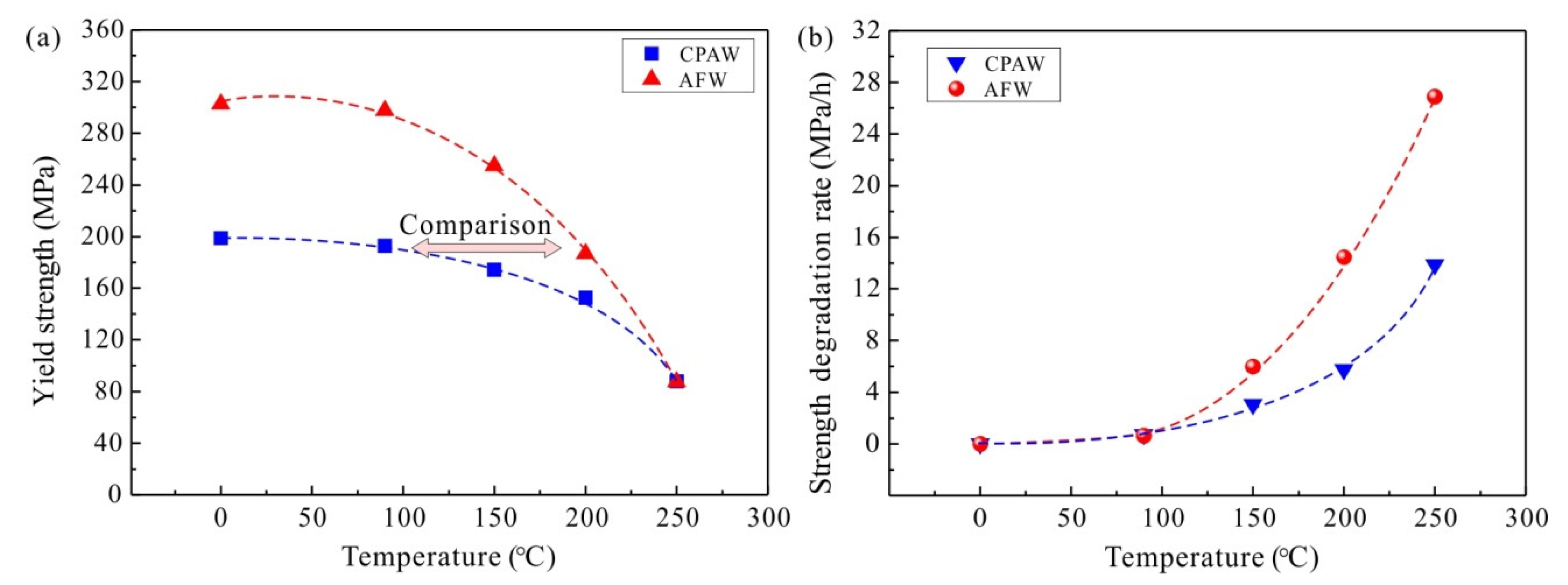
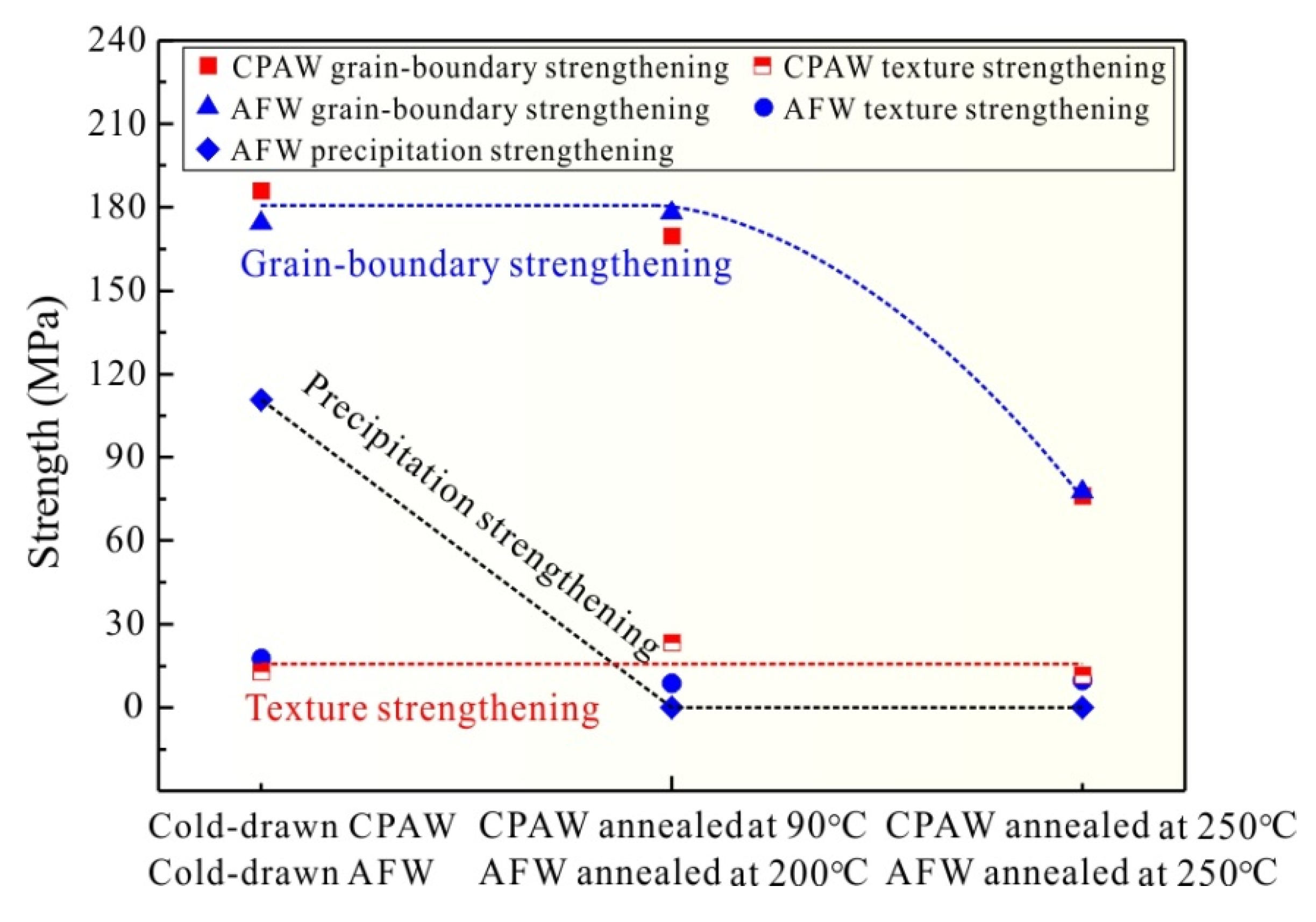
3.1. Strength Degradation and Strength Degradation Rate
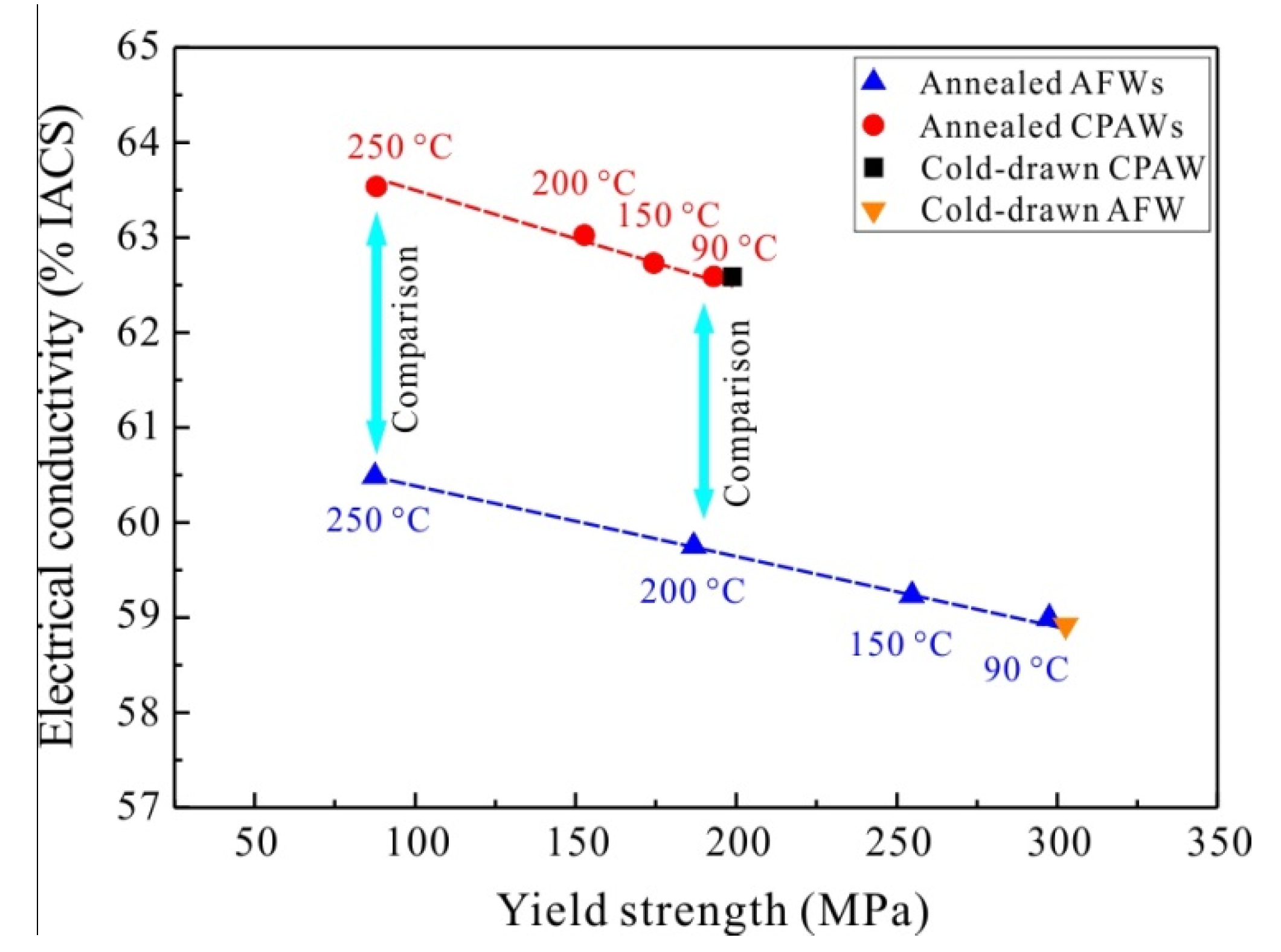
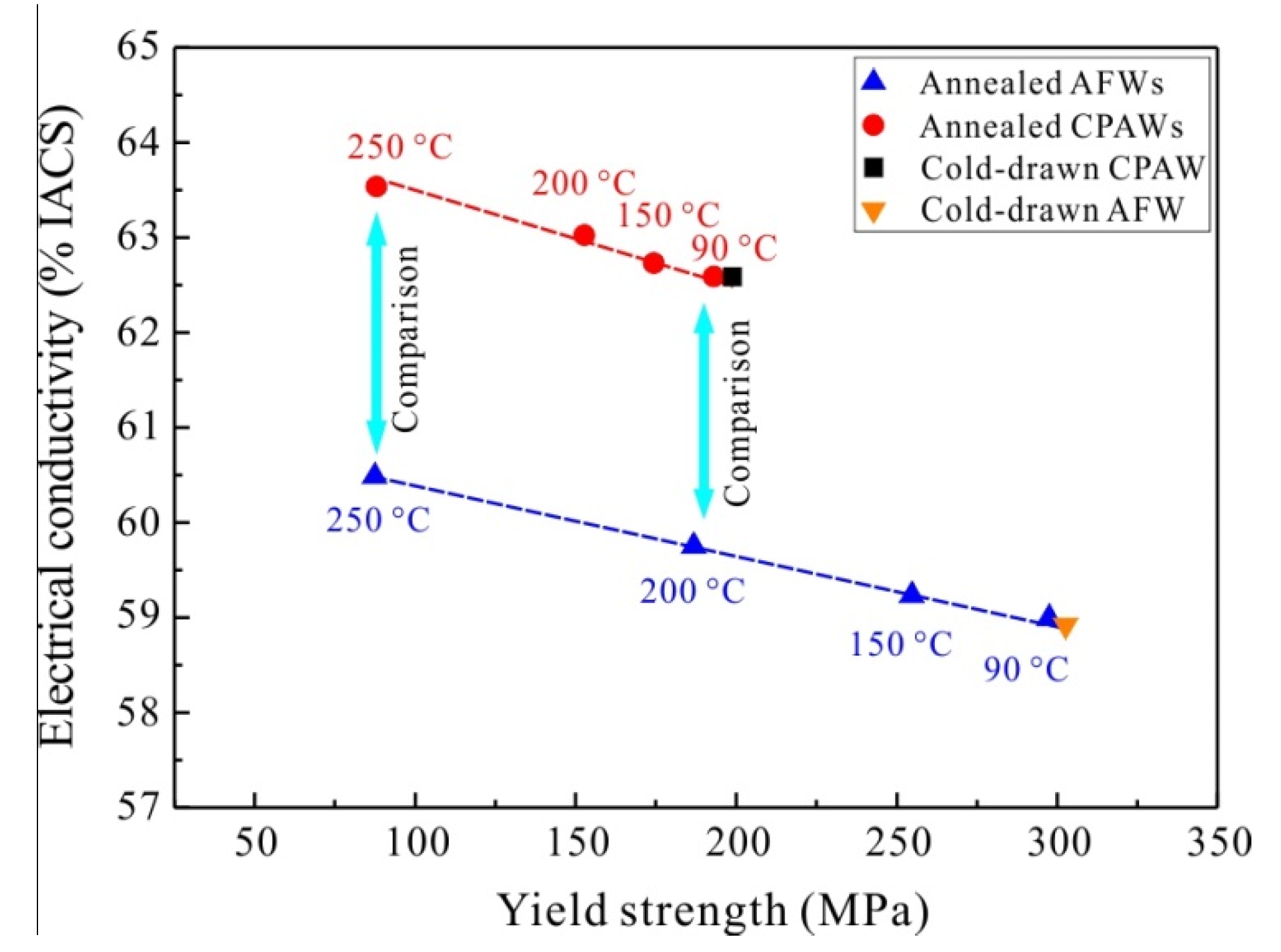
3.2. Strength-Electrical Conductivity Relation
3.3. Microstructure Characterization
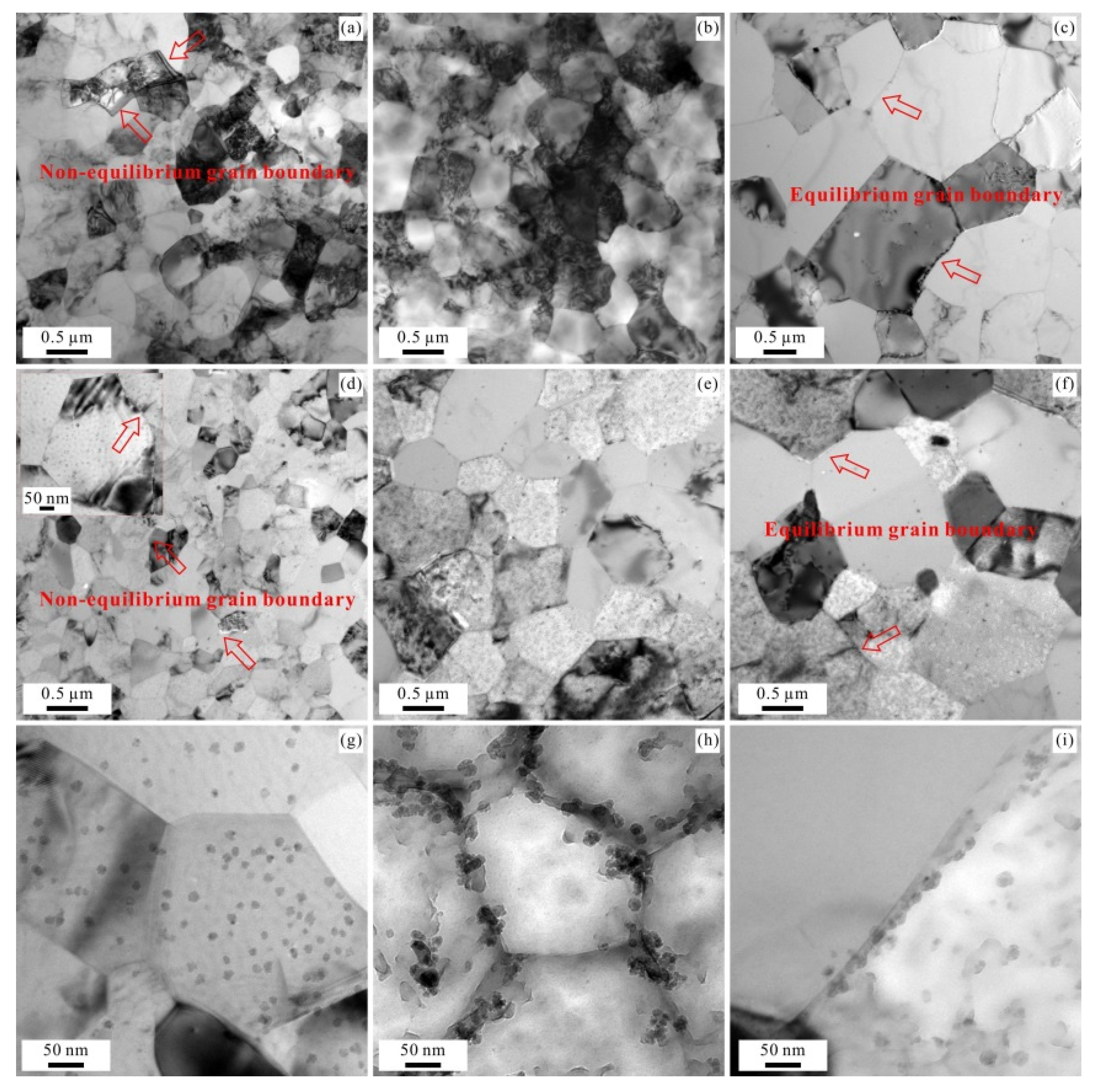
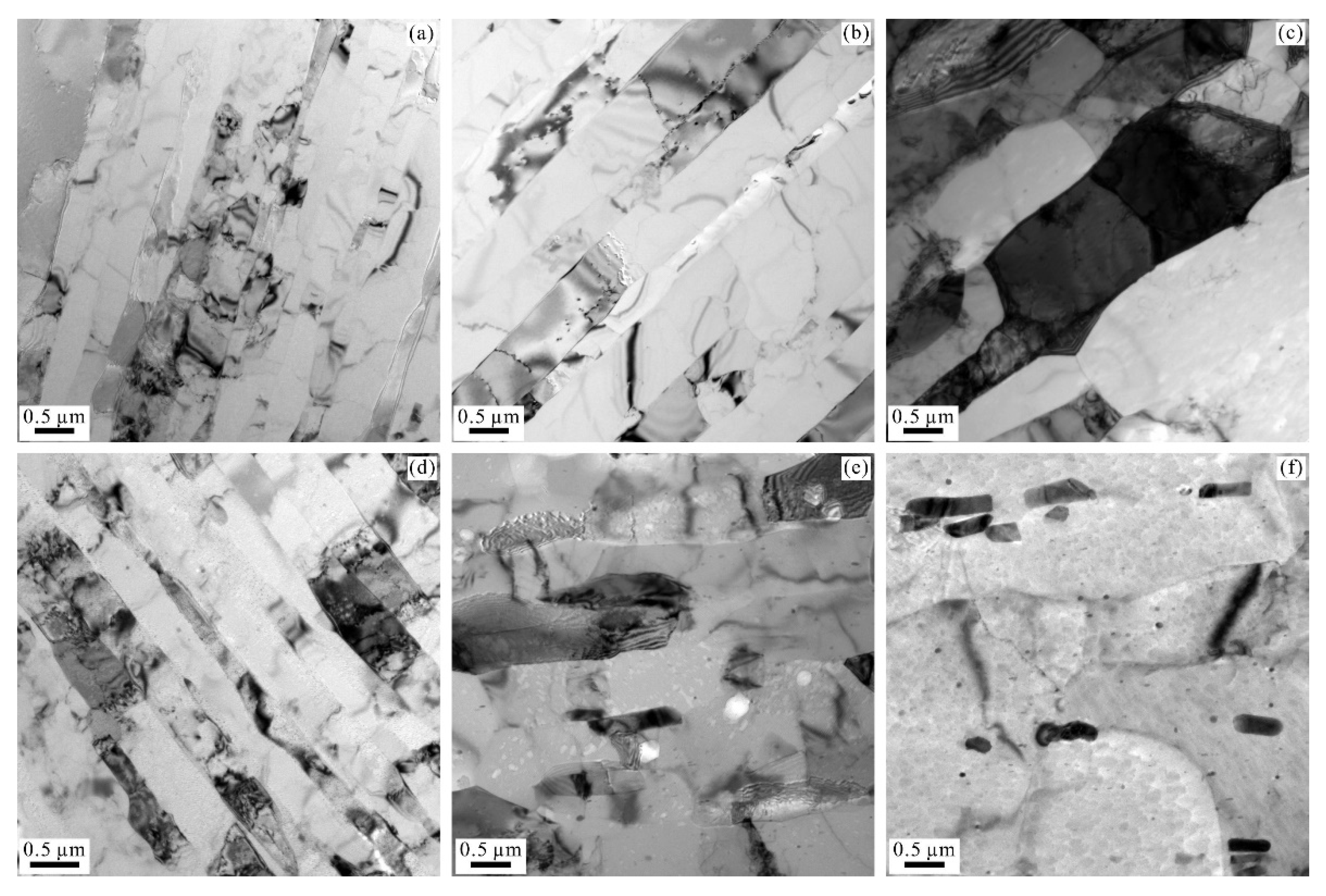
3.3.1. Transmission Electron Microscopy (TEM) Observations
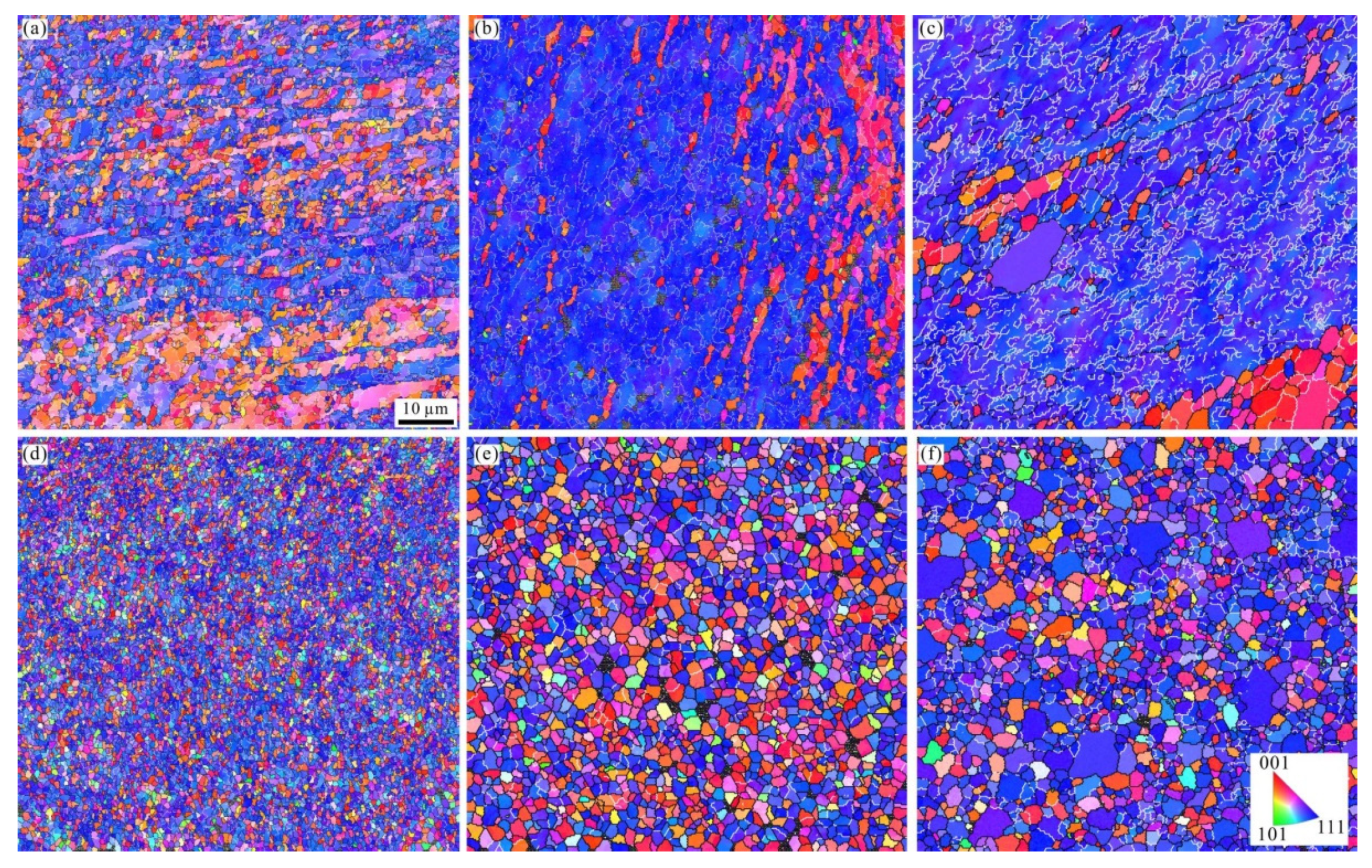
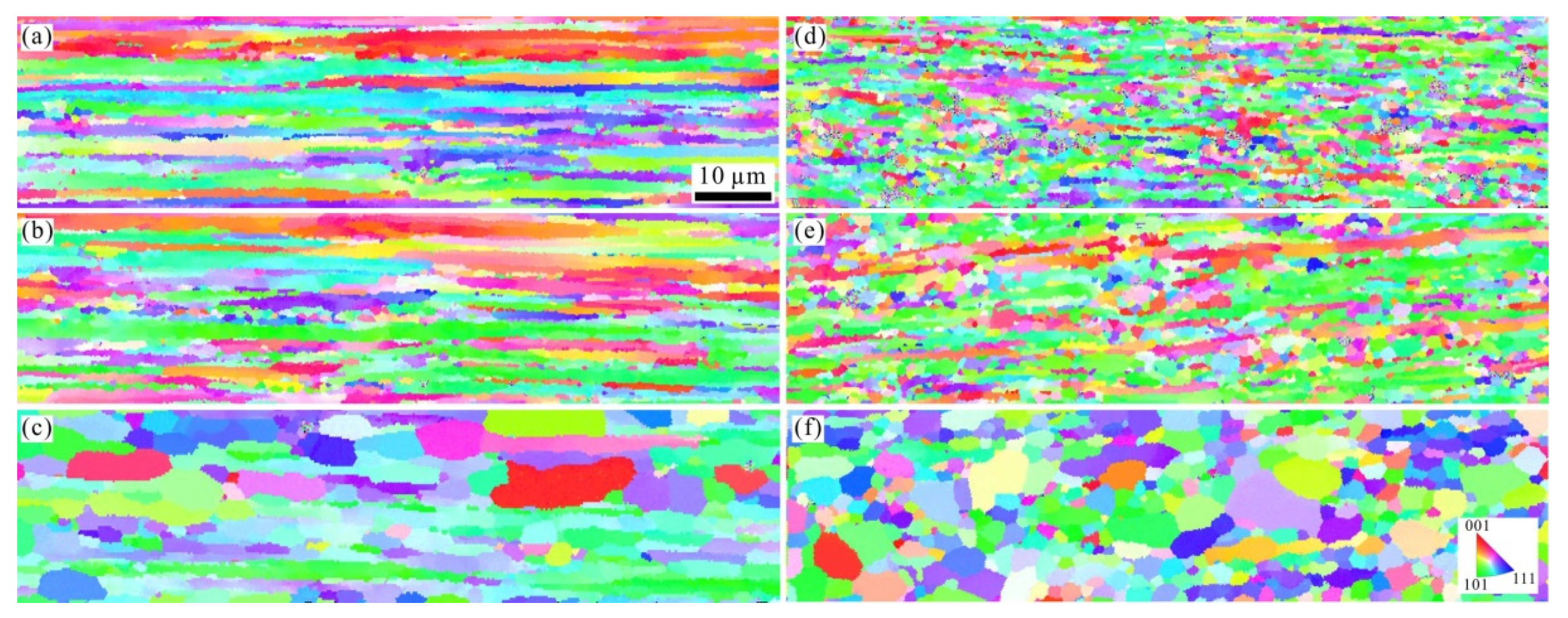
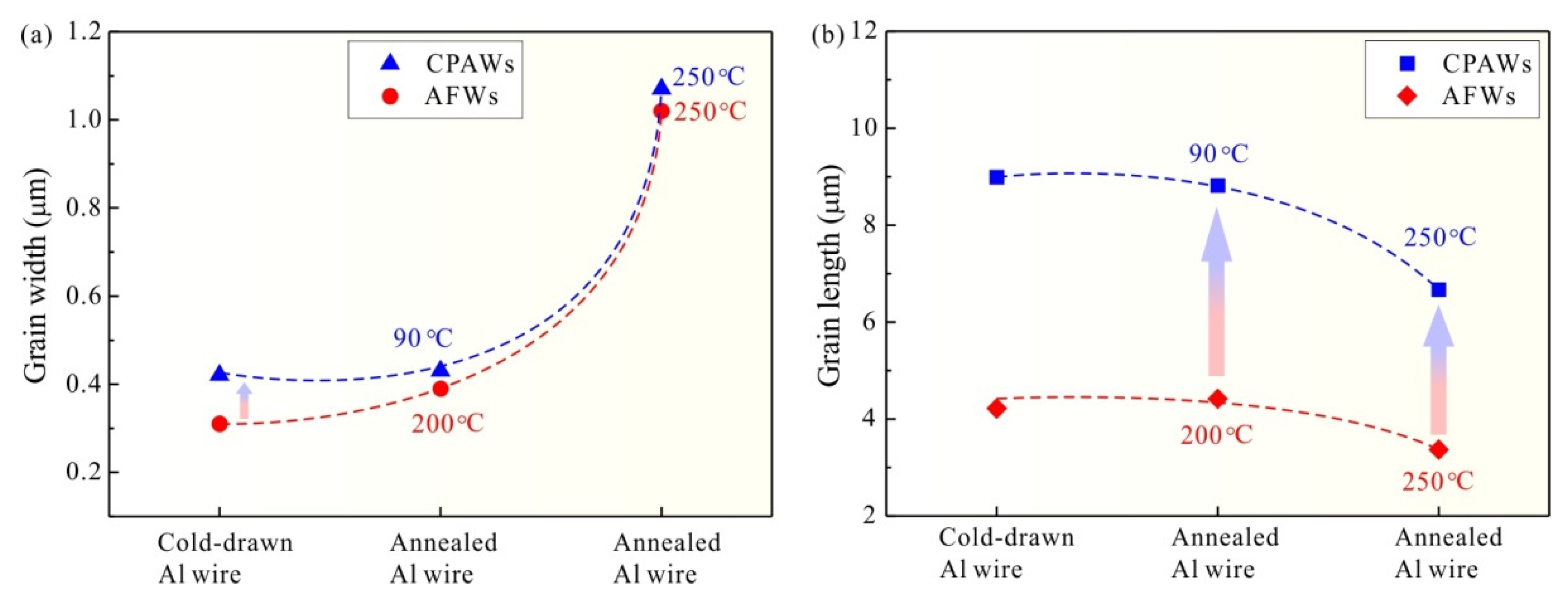
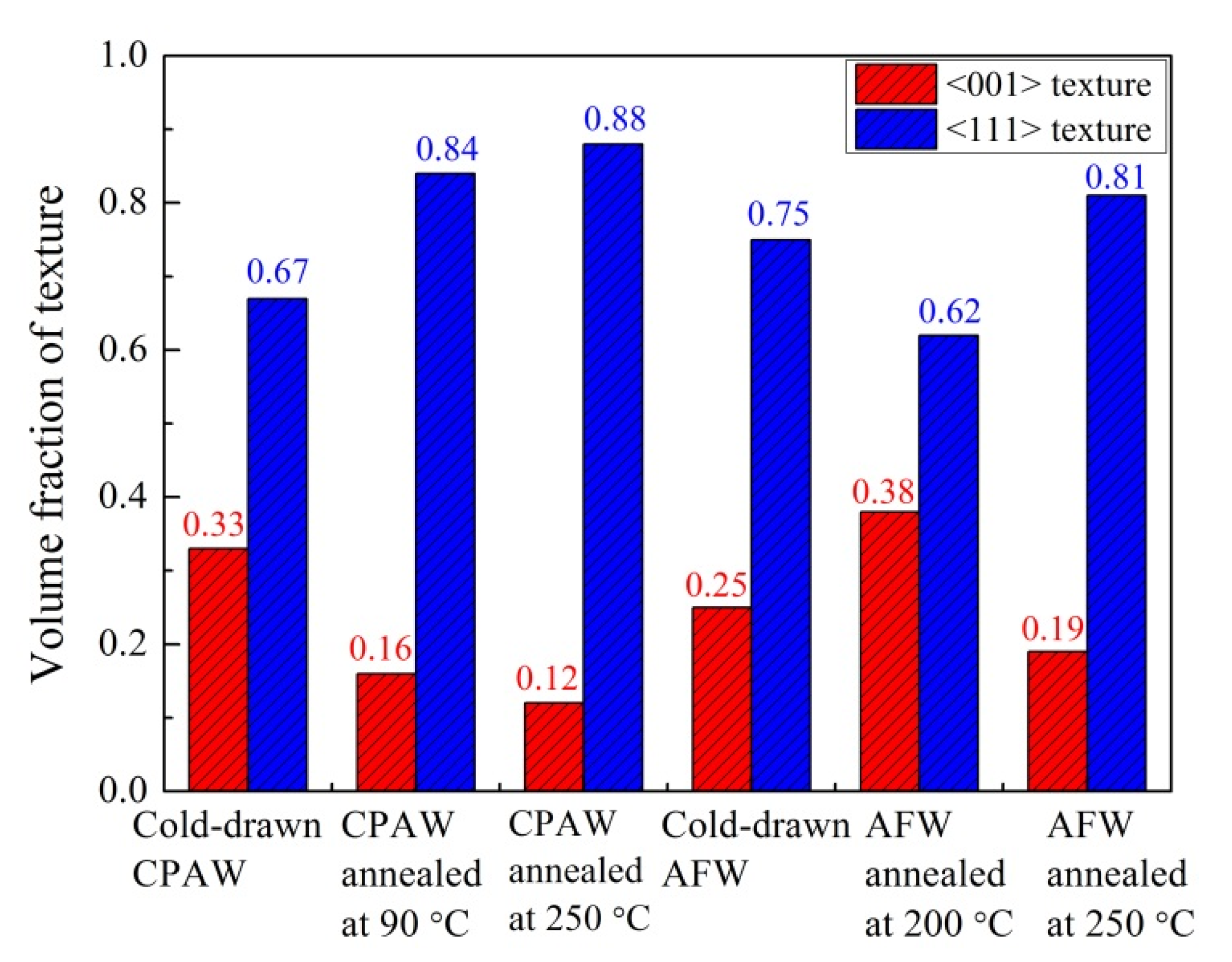
3.3.2. Electron Backscatter Diffraction (EBSD) Observations
4. Discussion
4.1. Strength Degradation Behavior
4.2. Evolution of Strength-Electrical Conductivity Relation
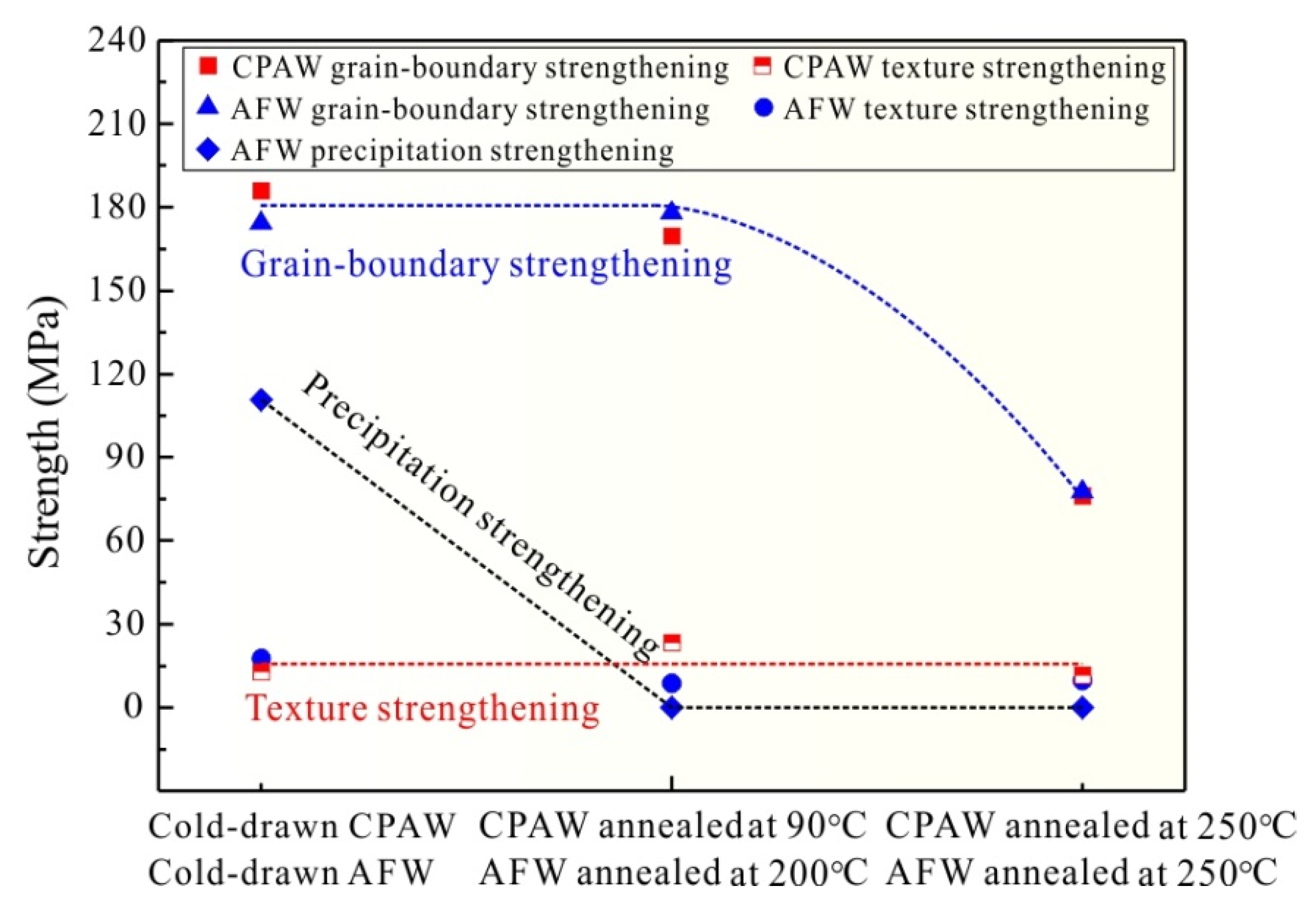
4.3. Principle of Multi-Scale Microstructure Design for Anti-Degradation
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sauvage, X.; Bobruk, E.V.; Murashkin, M.Y.; Nasedkina, Y.; Enikeev, N.A.; Valiev, R.Z. Optimization of electrical conductivity and strength combination by structure design at the nanoscale in Al-Mg-Si alloys. Acta Mater. 2015, 98, 355–366. [Google Scholar] [CrossRef]
- Rhee, H.; Whittington, W.R.; Oppedal, A.L.; Sherif, A.R.; King, R.L.; Kim, H.-J.; Lee, C. Mechanical properties of novel aluminum metal matrix metallic composites: Application to overhead conductors. Mater. Des. 2015, 88, 16–21. [Google Scholar] [CrossRef]
- Li, R.; Chen, H.; Chen, C.; Zhu, H.; Wang, M.; Yuan, T.; Song, B. Selective laser melting of gas atomized Al-3.02Mg-0.2Sc-0.1Zr alloy powder: Microstructure and mechanical properties. Adv. Eng. Mater. 2018, 21, 1800650. [Google Scholar] [CrossRef]
- Luo, X.M.; Song, Z.M.; Li, M.L.; Wang, Q.; Zhang, G.P. Microstructural evolution and service performance of cold-drawn pure aluminum conductor wires. J. Mater. Sci. Technol. 2017, 33, 1039–1043. [Google Scholar]
- Zhu, Y.K.; Chen, Q.Y.; Wang, Q.; Yu, H.Y.; Li, R.; Hou, J.P.; Zhang, Z.J.; Zhang, G.P.; Zhang, Z.F. Effect of stress profile on microstructure evolution of cold-drawn commercially pure aluminum wire analyzed by finite element simulation. J. Mater. Sci. Technol. 2018, 34, 1214–1221. [Google Scholar] [CrossRef]
- Karabay, S. Modification of AA-6201 alloy for manufacturing of high conductivity and extra high conductivity wires with property of high tensile stress after artificial aging heat treatment for all-aluminium alloy conductors. Mater. Des. 2006, 27, 821–832. [Google Scholar] [CrossRef]
- Cui, X.; Cui, H.; Wu, Y.; Liu, X. The improvement of electrical conductivity of hypoeutectic Al-Si alloys achieved by composite melt treatment. J. Alloys Compd. 2019, 788, 1322–1328. [Google Scholar] [CrossRef]
- Karabay, S. Influence of AlB2 compound on elimination of incoherent precipitation in artificial aging of wires drawn from redraw rod extruded from billets cast of alloy AA-6101 by vertical direct chill casting. Mater. Des. 2008, 29, 1364–1375. [Google Scholar] [CrossRef]
- Hou, J.P.; Wang, Q.; Zhang, Z.J.; Tian, Y.Z.; Wu, X.M.; Yang, H.J.; Li, X.W.; Zhang, Z.F. Nano-scale precipitates: The key to high strength and high conductivity in Al alloy wire. Mater. Des. 2017, 132, 148–157. [Google Scholar] [CrossRef]
- Yuan, W.H.; Liang, Z.Y.; Zhang, C.Y.; Wei, L.J. Effects of La addition on the mechanical properties and thermal-resistant properties of Al–Mg–Si–Zr alloys based on AA 6201. Mater. Des. 2012, 34, 788–792. [Google Scholar] [CrossRef]
- Hou, J.P.; Chen, Q.Y.; Wang, Q.; Yu, H.Y.; Zhang, Z.J.; Li, R.; Li, X.W.; Zhang, Z.F. Effects of annealing treatment on the microstructure evolution and the strength degradation behavior of the commercially pure Al conductor. Mater. Sci. Eng. A 2017, 707, 511–517. [Google Scholar] [CrossRef]
- Hou, J.P.; Li, R.; Wu, X.M.; Yu, H.Y.; Zhang, Z.J.; Chen, Q.Y.; Wang, Q.; Li, X.W.; Zhang, Z.F. Microstructure evolution and strength degradation mechanisms of high-strength Al-Fe wire. J. Mater. Sci. 2018, 54, 5032–5043. [Google Scholar] [CrossRef]
- Hou, J.P.; Li, R.; Wang, Q.; Yu, H.Y.; Zhang, Z.J.; Chen, Q.Y.; Ma, H.; Wu, X.M.; Li, X.W.; Zhang, Z.F. Breaking the trade-off relation of strength and electrical conductivity in pure Al wire by controlling texture and grain boundary. J. Alloys Compd. 2018, 769, 96–109. [Google Scholar] [CrossRef]
- Hou, J.P.; Li, R.; Wang, Q.; Yu, H.Y.; Zhang, Z.J.; Chen, Q.Y.; Ma, H.; Li, X.W.; Zhang, Z.F. Origin of abnormal strength-electrical conductivity relation for an Al–Fe alloy wire. Materialia 2019, 7, 100403. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Murashkin, M.Y.; Sabirov, I. A nanostructural design to produce high-strength Al alloys with enhanced electrical conductivity. Scr. Mater. 2014, 76, 13–16. [Google Scholar] [CrossRef]
- Miyajima, Y.; Komatsu, S.-Y.; Mitsuhara, M.; Hata, S.; Nakashima, H.; Tsuji, N. Change in electrical resistivity of commercial purity aluminium severely plastic deformed. Philos. Mag. 2010, 90, 4475–4488. [Google Scholar] [CrossRef]
- Medvedev, A.E.; Murashkin, M.Y.; Enikeev, N.A.; Valiev, R.Z.; Hodgson, P.D.; Lapovok, R. Optimization of strength-electrical conductivity properties in Al-2Fe alloy by severe plastic deformation and heat treatment. Adv. Eng. Mater. 2018, 20, 1700867. [Google Scholar] [CrossRef]
- Orlova, T.S.; Mavlyutov, A.M.; Bondarenko, A.S.; Kasatkin, I.A.; Murashkin, M.Y.; Valiev, R.Z. Influence of grain boundary state on electrical resistivity of ultrafine grained aluminium. Philos. Mag. 2016, 96, 2429–2444. [Google Scholar] [CrossRef]
- Mabuchi, M.; Ameyama, K.; Iwasaki, H.; Higashi, K. Low temperature superplasticity of AZ91 magnesium alloy with non-equilibrium grain boundaries. Acta Mater. 1999, 47, 2047–2057. [Google Scholar] [CrossRef]
- Zhou, F.; Liao, X.Z.; Zhu, Y.T.; Dallek, S.; Lavernia, E.J. Microstructural evolution during recovery and recrystallization of a nanocrystalline Al-Mg alloy prepared by cryogenic ball milling. Acta Mater. 2003, 51, 2777–2791. [Google Scholar] [CrossRef]
- Hou, J.P.; Wang, Q.; Yang, H.J.; Wu, X.M.; Li, C.H.; Li, X.W.; Zhang, Z.F. Microstructure evolution and strengthening mechanisms of cold-drawn commercially pure aluminum wire. Mater. Sci. Eng. A 2015, 639, 103–106. [Google Scholar] [CrossRef]
- Rajan, K.; Petkie, R. Microtexture and anisotropy in wire drawn copper. Mater. Sci. Eng. A 1998, 257, 185–197. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, Z.; Zhou, Z.; Shao, J. Microstructure and mechanical property evolutions in Al-3.0 wt%Mg alloy wire drawing. Appl. Phys. A 2018, 124, 690. [Google Scholar] [CrossRef]
- Ma, K.; Wen, H.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Chen, X.; Tao, J.; Yi, J.; Liu, Y.; Li, C.; Bao, R. Strengthening behavior of carbon nanotube-graphene hybrids in copper matrix composites. Mater. Sci. Eng. A 2018, 718, 427–436. [Google Scholar] [CrossRef]
- Tian, L.; Anderson, I.; Riedemann, T.; Russell, A. Modeling the electrical resistivity of deformation processed metal-metal composites. Acta Mater. 2014, 77, 151–161. [Google Scholar] [CrossRef]
- Gao, W.; Sammes, N.M. An Introduction to Electronic and Ionic Materials, 1st ed.; World Scientific: Singapore, 1999. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Fe | Cu | Si | Al |
|---|---|---|---|---|
| AFW | 1.13 | 0.2 | 0.03 | Bal. |
| CPAW | Impurity ≤ 0.4 | >99.60 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Liu, H.; Ma, H.; Hou, J.; Qian, L.; Wang, Q.; Li, X.; Zhang, Z. Role of Multi-Scale Microstructure in the Degradation of Al Wire for Power Transmission. Appl. Sci. 2020, 10, 2234. https://doi.org/10.3390/app10072234
Li R, Liu H, Ma H, Hou J, Qian L, Wang Q, Li X, Zhang Z. Role of Multi-Scale Microstructure in the Degradation of Al Wire for Power Transmission. Applied Sciences. 2020; 10(7):2234. https://doi.org/10.3390/app10072234
Chicago/Turabian StyleLi, Rui, Hanzhong Liu, Heng Ma, Jiapeng Hou, Liqun Qian, Qiang Wang, Xiaowu Li, and Zhefeng Zhang. 2020. "Role of Multi-Scale Microstructure in the Degradation of Al Wire for Power Transmission" Applied Sciences 10, no. 7: 2234. https://doi.org/10.3390/app10072234
APA StyleLi, R., Liu, H., Ma, H., Hou, J., Qian, L., Wang, Q., Li, X., & Zhang, Z. (2020). Role of Multi-Scale Microstructure in the Degradation of Al Wire for Power Transmission. Applied Sciences, 10(7), 2234. https://doi.org/10.3390/app10072234