Failure Analysis of SAC305 Ball Grid Array Solder Joint at Extremely Cryogenic Temperature


Abstract
Featured Application
Abstract
1. Introduction
2. The Subject of Study and Failure Background
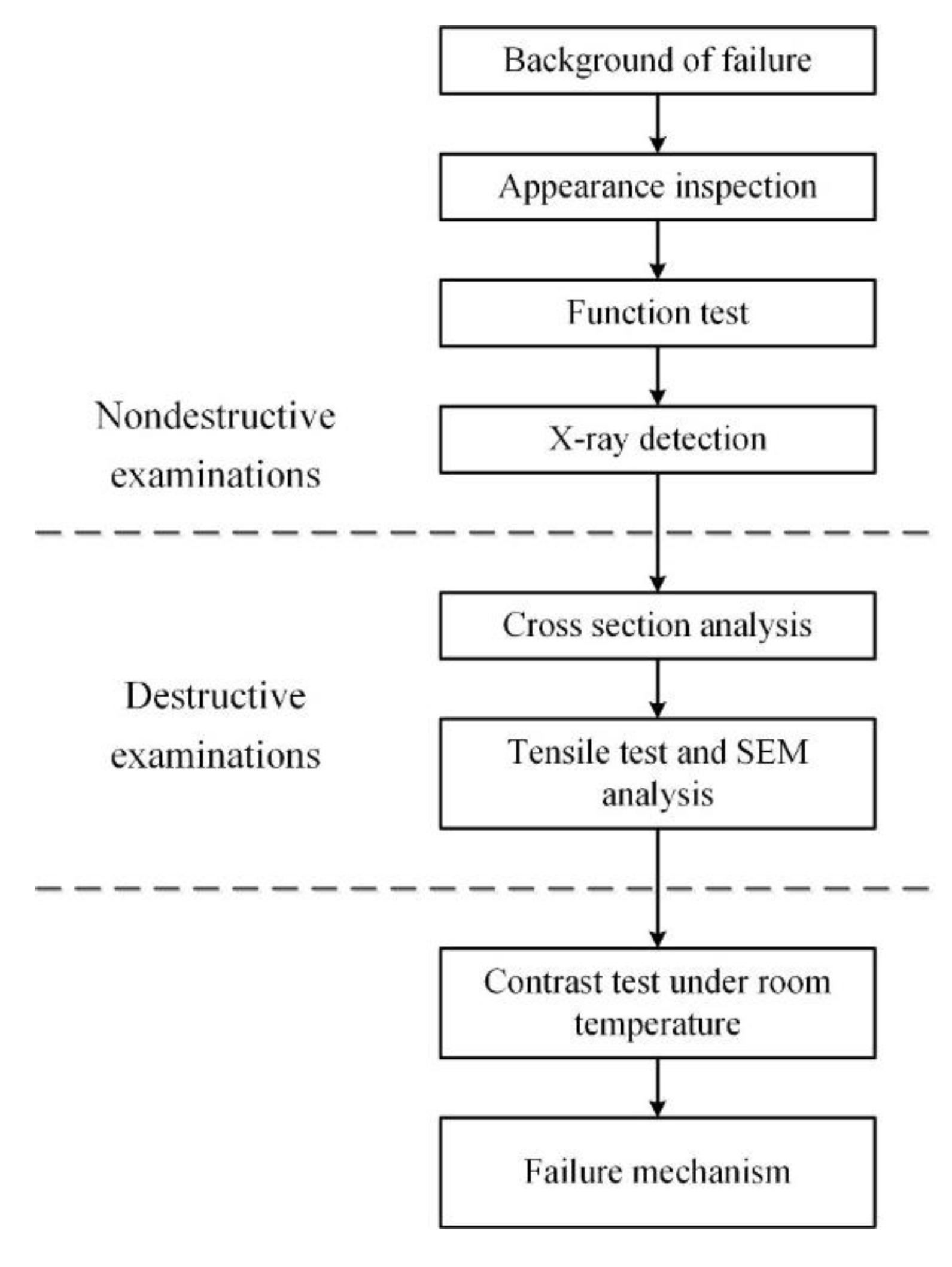
3. Failure Analysis of the Memory
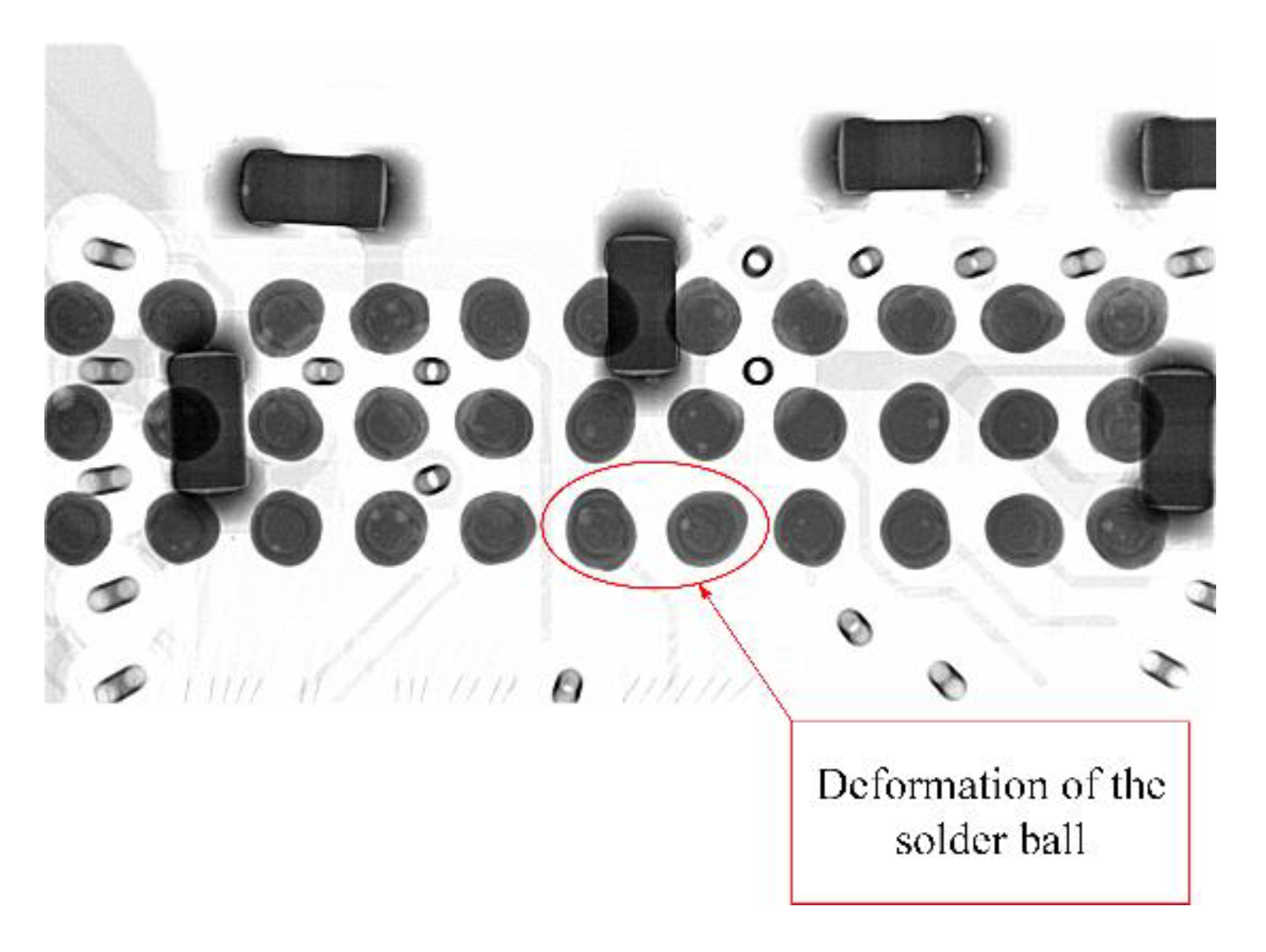
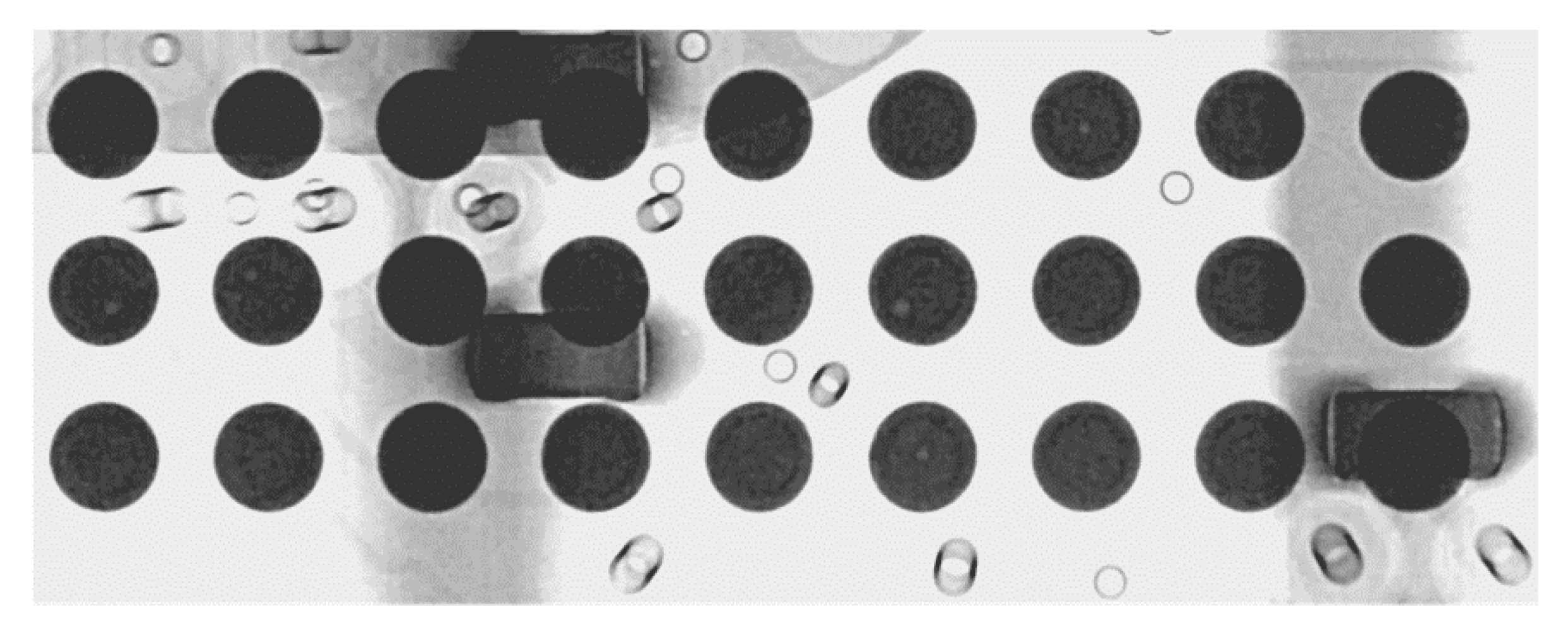
3.1. X-ray Detection
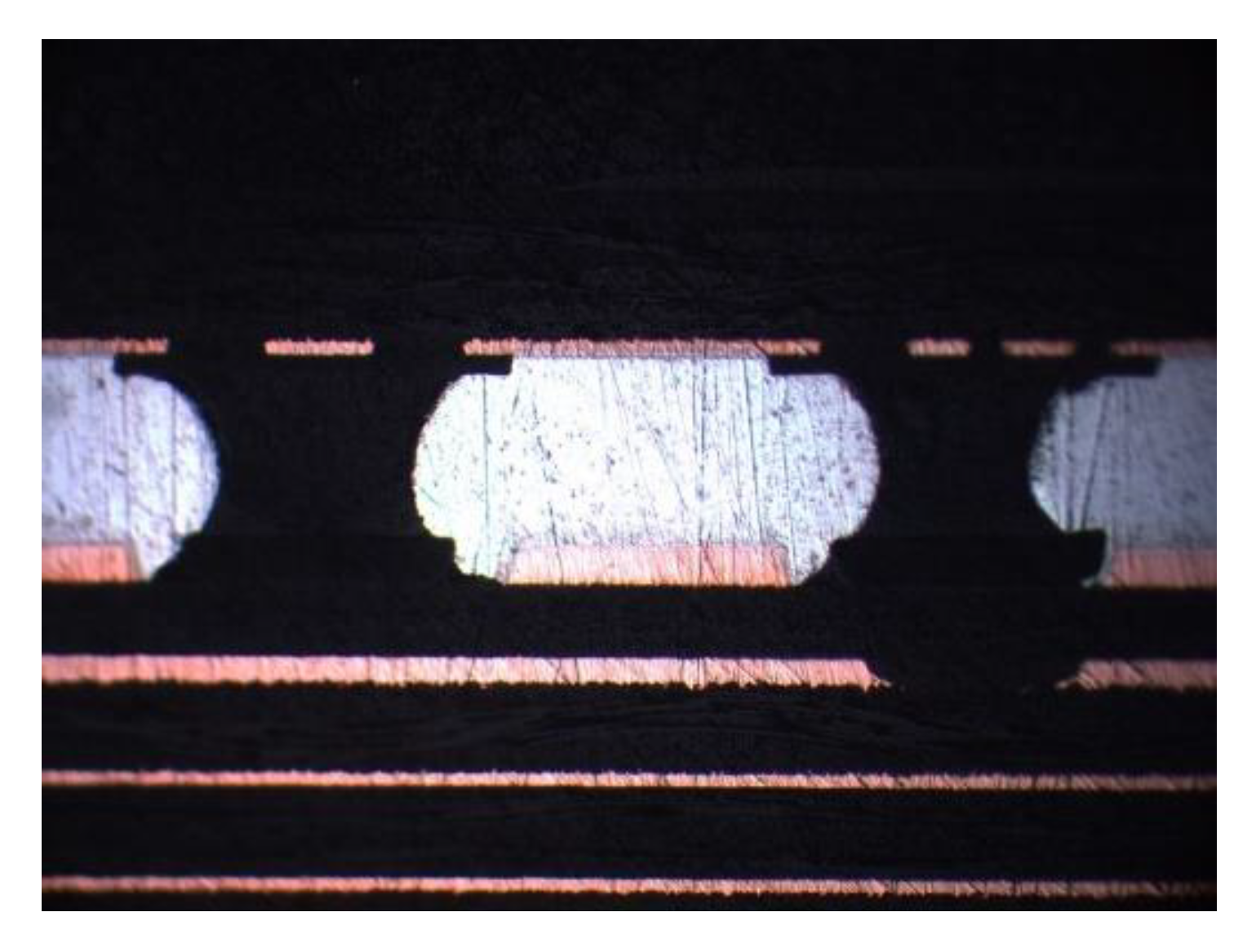
3.2. Cross-Section Analysis
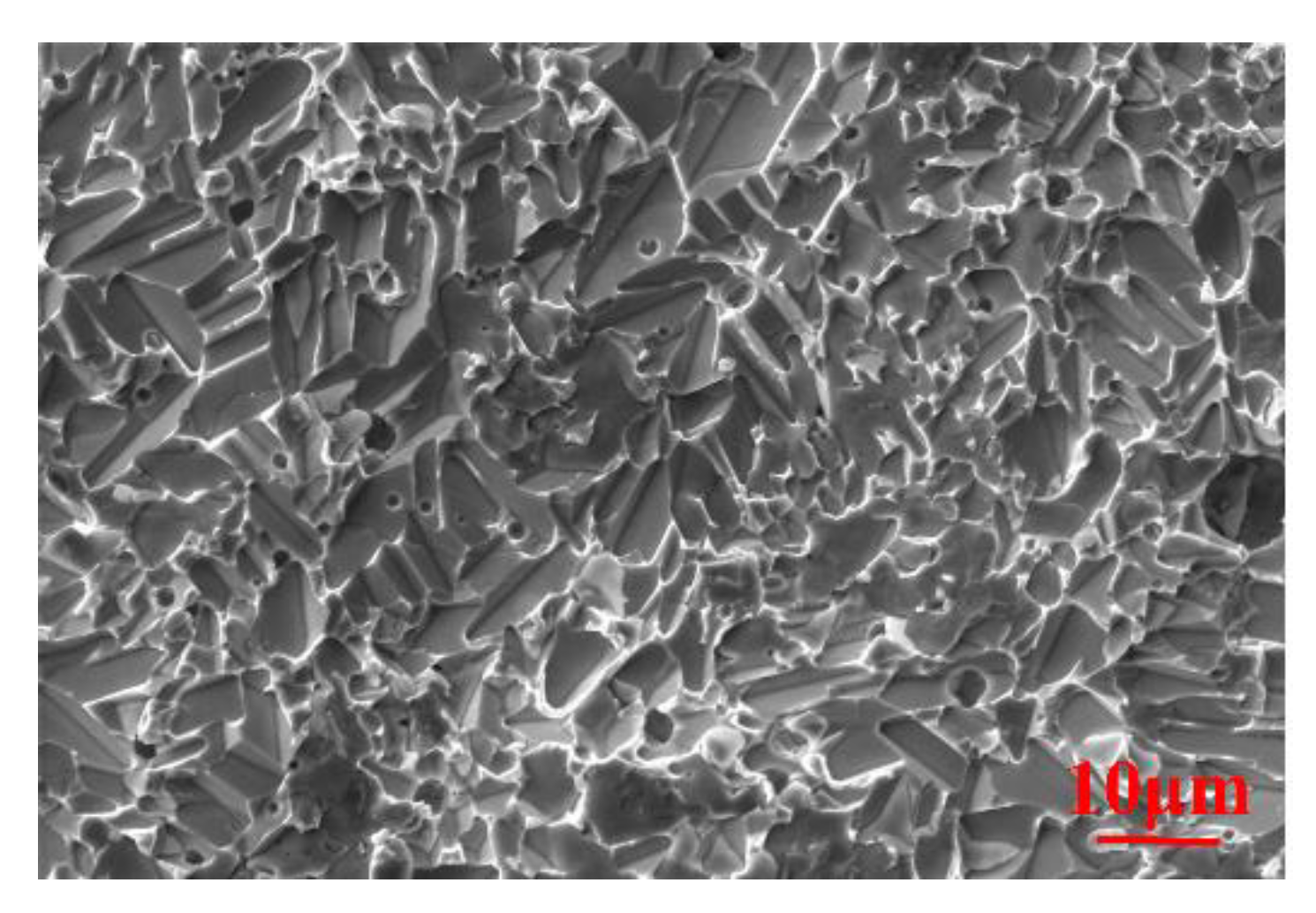
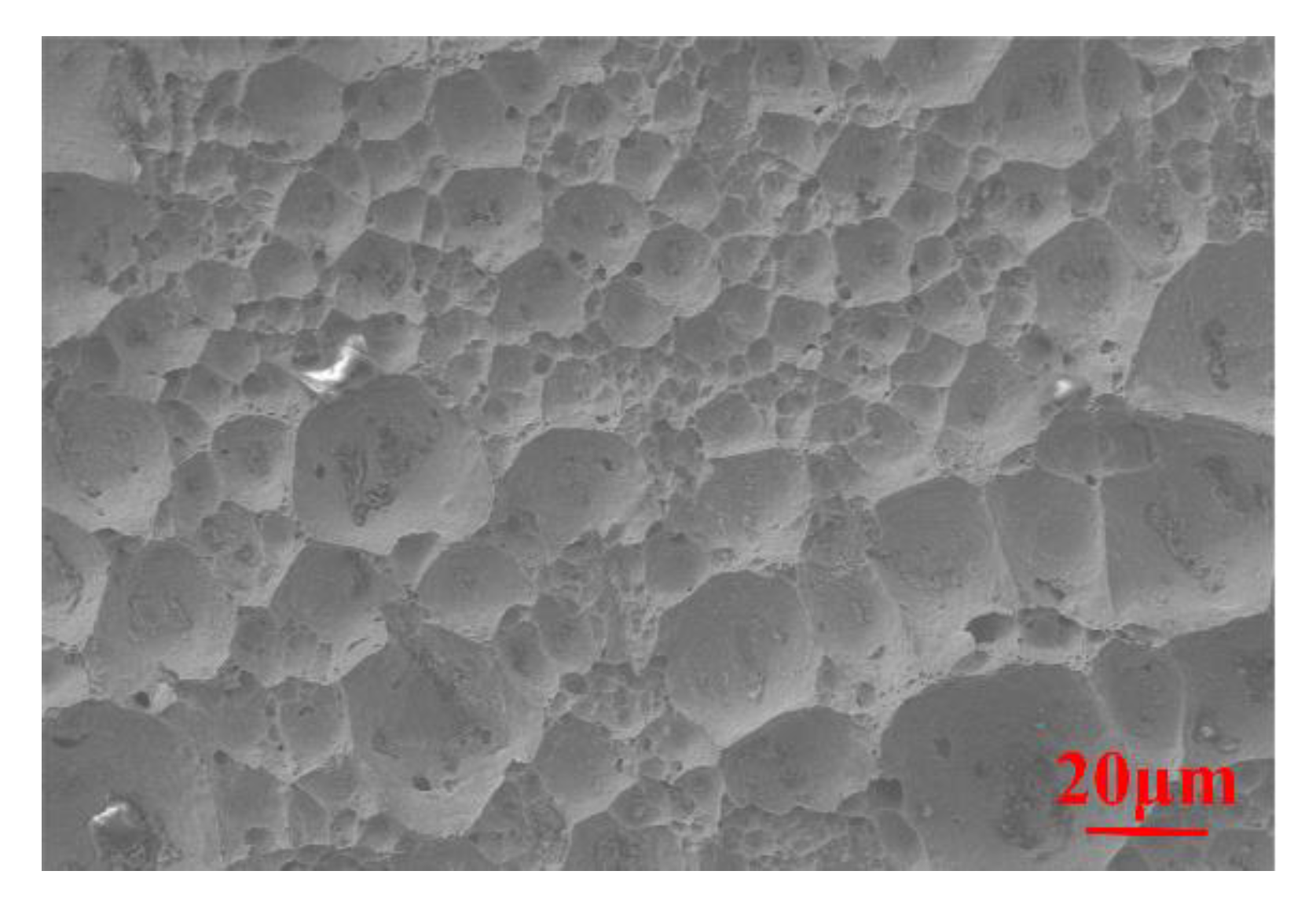
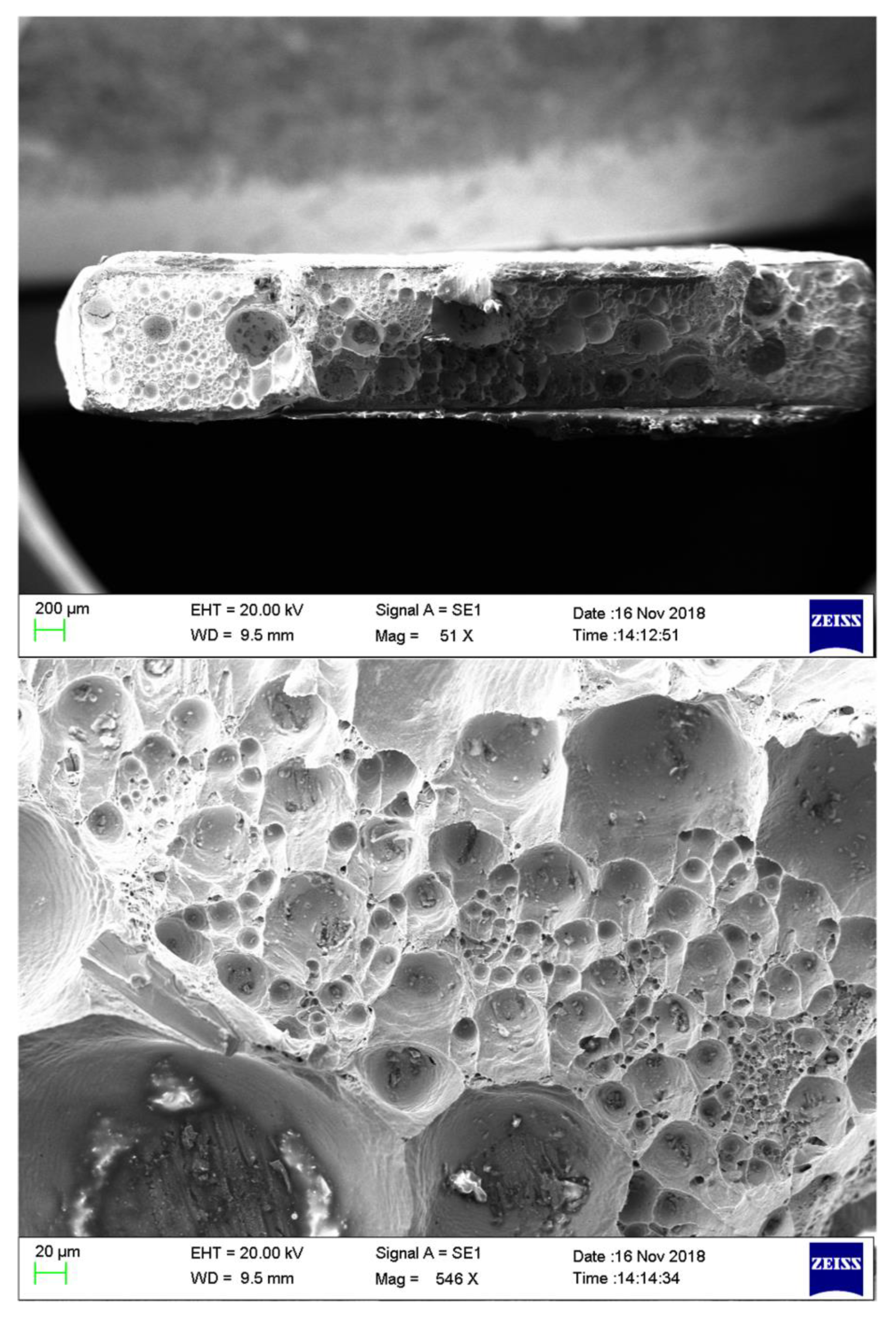
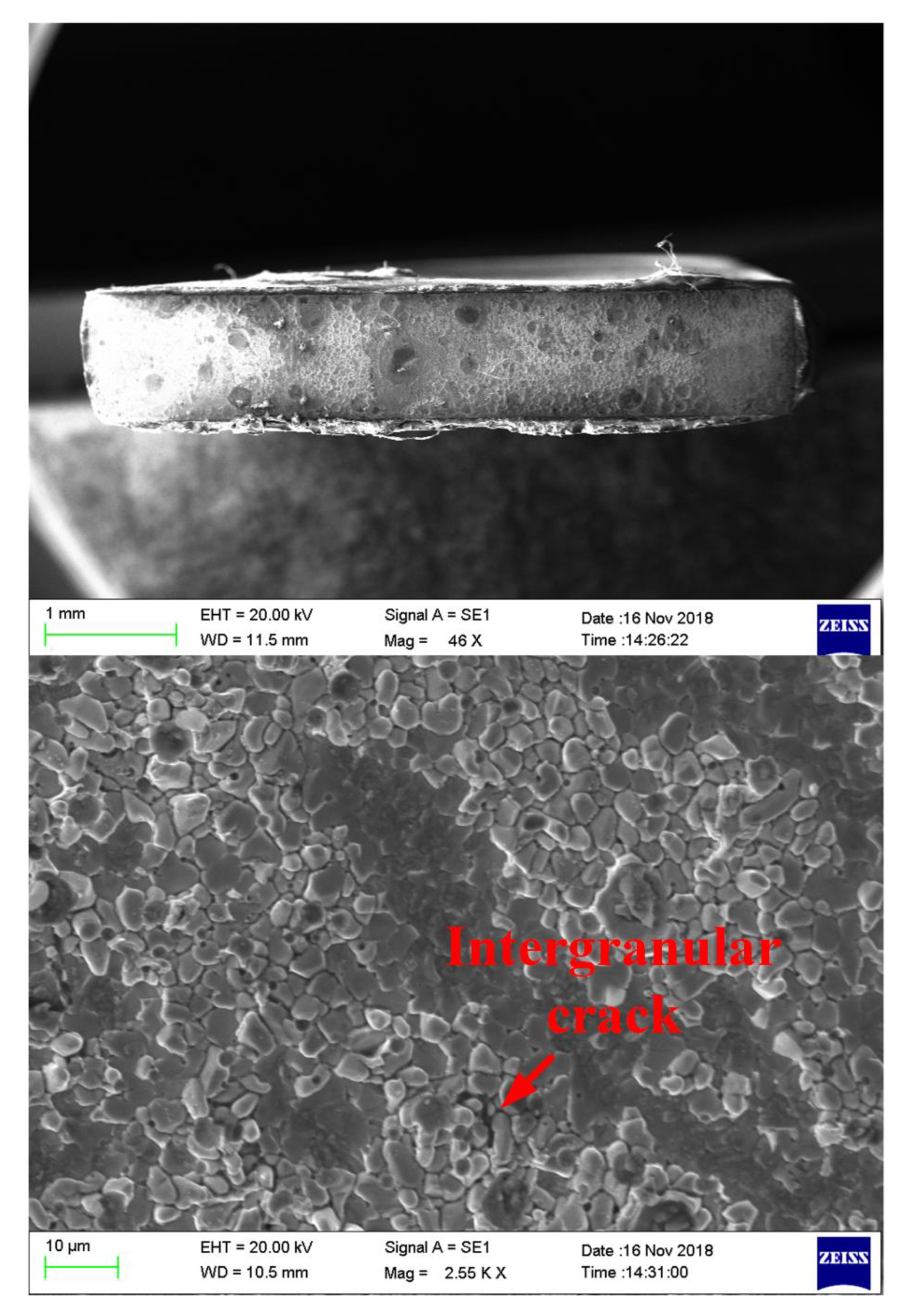
3.3. Tensile Test and SEM Analysis
3.4. Contrast Test Under Room Temperature
3.5. Failure Mechanism of BGA Solder Joints
4. Failure Mechanism Verification
4.1. Experiments
4.2. Sample Introduction
4.3. Results and Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wagner, S.; Zimmerman, D.; Wie, B. Preliminary Design of a Crewed Mission to Asteroid Apophis in 2029-2036. In Proceedings of the AIAA Guidance, Navigation, and Control Conference, Toronto, ON, Canada, 2–5 August 2010. [Google Scholar]
- Chang, R. Influence of Microstructure and Cryogenic Temperature on Fatigue Failure of Indium Solder Joint. Ph.D. Thesis, University of Maryland, College Park, MD, USA, 2008. [Google Scholar]
- Jullien, J.; Fremont, H.; Delétage, J. Conductive adhesive joint for extreme temperature applications. Microelectron. Reliab. 2013, 53, 1597–1601. [Google Scholar] [CrossRef]
- Jiang, M.; Fu, G.; Wan, B.; Xue, P.; Qiu, Y.; Li, Y. Failure analysis of solder layer in power transistor. Solder. Surf. Mt. Technol. 2018, 30, 49–56. [Google Scholar] [CrossRef]
- Jiang, N.; Zhang, L.; Liu, Z.-Q.; Sun, L.; Long, W.-M.; He, P.; Xiong, M.-Y.; Zhao, M. Reliability issues of lead-free solder joints in electronic devices. Sci. Technol. Adv. Mater. 2019, 20, 876–901. [Google Scholar] [CrossRef] [PubMed]
- Directive EU. Restriction of the Use of Certain Hazardous Substances in Electrical and Electronic Equipment (RoHS). Off. J. Eur. Communities 2013, 46, 19–23. [Google Scholar]
- Zhang, L.; Han, J.-G.; He, C.-W.; Guo, Y.-H. Reliability behavior of lead-free solder joints in electronic components. J. Mater. Sci. Mater. Electron. 2012, 24, 172–190. [Google Scholar] [CrossRef]
- Jang, W.-L.; Wang, T.-S.; Lai, Y.-F.; Lin, K.-L.; Lai, Y.-S. The performance and fracture mechanism of solder joints under mechanical reliability test. Microelectron. Reliab. 2012, 52, 1428–1434. [Google Scholar] [CrossRef]
- Ani, F.C.; Jalar, A.; Saad, A.A.; Khor, C.Y.; Ismail, R.; Bachok, Z.; Abas, M.A.; Othman, N.K. The influence of Fe2O3 nano-reinforced SAC lead-free solder in the ultra-fine electronics assembly. Int. J. Adv. Manuf. Technol. 2018, 96, 717–733. [Google Scholar] [CrossRef]
- Kolenak, R.; Augustin, R.; Martinkovic, M.; Chachula, M. Comparison study of SAC405 and SAC405+0.1%Al lead free solders. Solder. Surf. Mt. Technol. 2013, 25, 175–183. [Google Scholar] [CrossRef]
- Tsao, L.; Chang, S.-Y. Effects of Nano-TiO2 additions on thermal analysis, microstructure and tensile properties of Sn3.5Ag0.25Cu solder. Mater. Des. 2010, 31, 990–993. [Google Scholar] [CrossRef]
- Yao, Y.; Long, X.; Keer, L. A Review of Recent Research on the Mechanical Behavior of Lead-Free Solders. Appl. Mech. Rev. 2017, 69. [Google Scholar] [CrossRef]
- Choudhury, S.F.; Ladani, L. Effect of Intermetallic Compounds on the Thermomechanical Fatigue Life of Three-Dimensional Integrated Circuit Package Microsolder Bumps: Finite Element Analysis and Study. J. Electron. Packag. 2015, 137. [Google Scholar] [CrossRef]
- Mu, D.; McDonald, S.; Read, J.; Huang, H.; Nogita, K. Critical properties of Cu 6 Sn 5 in electronic devices: Recent progress and a review. Curr. Opin. Solid State Mater. Sci. 2016, 20, 55–76. [Google Scholar] [CrossRef]
- Fazal, M.A.; Liyana, N.; Rubaiee, S.; Anas, A. A critical review on performance, microstructure and corrosion resistance of Pb-free solders. Measurement 2019, 134, 897–907. [Google Scholar] [CrossRef]
- Pin, S.; Fremont, H.; Gracia, A. Lead free solder joints characterisation using single lap shear tests. In Proceedings of the 2017 18th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), Dresden, Germany, 3–5 April 2017; pp. 1–6. [Google Scholar]
- Gu, J.; Lin, J.; Lei, Y.; Fu, H. Experimental analysis of Sn-3.0Ag-0.5Cu solder joint board-level drop/vibration impact failure models after thermal/isothermal cycling. Microelectron. Reliab. 2018, 80, 29–36. [Google Scholar] [CrossRef]
- Surendar, A.; Akhmetov, L.G.; Ilyashenko, L.K.; Maseleno, A.; Samavatian, V. Effect of Thermal Cycle Loadings on Mechanical Properties and Thermal Conductivity of a Porous Lead-Free Solder Joint. IEEE Trans. Components Packag. Manuf. Technol. 2018, 8, 1769–1776. [Google Scholar] [CrossRef]
- Cai, Z.; Zhang, Y.; Suhling, J.C.; Lall, P.; Johnson, R.W.; Bozack, M.J. Reduction of lead free solder aging effects using doped SAC alloys. In Proceedings of the 2010 Proceedings 60th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 1–4 June 2010; pp. 1493–1511. [Google Scholar]
- Liu, F.; Meng, G. Random vibration reliability of BGA lead-free solder joint. Microelectron. Reliab. 2014, 54, 226–232. [Google Scholar] [CrossRef]
- Xiaoguang, L.; Xiaoming, J.; Lichao, C.; Wengang, Z.; Xianfen, L.; Zhou, W.; Liu, X.; Jiang, X.; Cao, L.; Zhai, W.; et al. Microstructure and properties of Sn-3.8Ag-0.7Cu-xCe lead-free solders with liquid-liquid structure transition and Ce addition. Mater. Res. Express 2019, 6. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Din, I.U.; Giasin, K.; Vafadar, A. Performance of SAC305 and SAC305-0.4La lead free electronic solders at high temperature. Solder. Surf. Mt. Technol. 2019, 31, 250–260. [Google Scholar] [CrossRef]
- Niu, X.; Zhang, Z.; Wang, G.; Shu, X. Low silver lead-free solder joint reliability of VFBGA packages under board level drop test at −45 °C. In Proceedings of the 2014 15th International Conference on Electronic Packaging Technology Conference, Chengdu, China, 12–15 August 2014; pp. 762–765. [Google Scholar] [CrossRef]
- Liu, D.S.; Hsu, C.L.; Kuo, C.Y.; Huang, Y.L.; Lin, K.L.; Shen, G.S. Effect of low temperature on the micro-impact fracture behavior of Sn-Ag-Cu solder joint. In Proceedings of the 2010 5th International Microsystems Packaging Assembly and Circuits Technology Conference, Taipei, China, 20–22 October 2010; pp. 1–3. [Google Scholar]
- Cheng, X.; Liu, C.; Silberschmidt, V. Numerical analysis of response of indium micro-joint to low-temperature cycling. In Proceedings of the 2010 11th International Conference on Electronic Packaging Technology & High Density Packaging, Beijing, China, 10–13 August 2009; pp. 290–293. [Google Scholar]
- Liu, D.-S.; Hsü, C.-L.; Kuo, C.-Y.; Huang, Y.-L.; Lin, K.-L.; Shen, G.-S. A novel high speed impact testing method for evaluating the low temperature effects of eutectic and lead-free solder joints. Solder. Surf. Mt. Technol. 2012, 24, 22–29. [Google Scholar] [CrossRef]
- Zachariasz, P.; Skwarek, A.; Illés, B.; Żukrowski, J.; Hurtony, T.; Witek, K. Mössbauer studies of β → α phase transition in Sn-rich solder alloys. Microelectron. Reliab. 2018, 82, 165–170. [Google Scholar] [CrossRef]
- Lupinacci, A.; Shapiro, A.A.; Suh, J.O.; Minor, A.M. A study of solder alloy ductility for cryogenic applications. In Proceedings of the 2013 IEEE International Symposium on Advanced Packaging Materials, Irvine, CA, USA, 27 February–1 March 2013; pp. 82–88. [Google Scholar]
- Lambrinou, K.; Maurissen, W.; Limaye, P.; Vandevelde, B.; Verlinden, B.; De Wolf, I. A Novel Mechanism of Embrittlement Affecting the Impact Reliability of Tin-Based Lead-Free Solder Joints. J. Electron. Mater. 2009, 38, 1881–1895. [Google Scholar] [CrossRef]
- Ratchev, P.; Vandevelde, B.; Verlinden, B.; Allaert, B.; Werkhoven, D. Brittle to Ductile Fracture Transition in Bulk Pb-Free Solders. IEEE Trans. Compon. Packag. Technol. 2007, 30, 416–423. [Google Scholar] [CrossRef]
- Xue, D. SN-Based Solder Joints Property and Life Prediction in Extremely Low Temperature. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2015. [Google Scholar]
- Ganesan, S.; Kim, G.; Wu, J.; Pecht, M.G.; Felba, J. Lead-free Assembly Defects in Plastic Ball Grid Array Packages. In Proceedings of the Polytronic 2005-5th International Conference on Polymers and Adhesives in Microelectronics and Photonics, Warsaw, Poland, 23–26 October 2006; pp. 219–223. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Samples | Temperature (°C) |
|---|---|
| 1#, 2# | 25 |
| 3#, 4# | −50 |
| 5#, 6# | −70 |
| 7#, 8# | −80 |
| 9#, 10# | −100 |
| Temperature (°C) | Displacement from Maximum Tensile Stress to Complete Fracture (mm) | ||
|---|---|---|---|
| Sample 1 | Sample 2 | Average | |
| 25 | 0.577 | 0.601 | 0.589 |
| −50 | 0.134 | 0.152 | 0.143 |
| −70 | 0.082 | 0.076 | 0.079 |
| −80 | 0.033 | 0.023 | 0.028 |
| −100 | 0.009 | 0.008 | 0.009 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Fu, G.; Wan, B.; Jiang, M.; Zhang, W.; Yan, X. Failure Analysis of SAC305 Ball Grid Array Solder Joint at Extremely Cryogenic Temperature. Appl. Sci. 2020, 10, 1951. https://doi.org/10.3390/app10061951
Li Y, Fu G, Wan B, Jiang M, Zhang W, Yan X. Failure Analysis of SAC305 Ball Grid Array Solder Joint at Extremely Cryogenic Temperature. Applied Sciences. 2020; 10(6):1951. https://doi.org/10.3390/app10061951
Chicago/Turabian StyleLi, Yanruoyue, Guicui Fu, Bo Wan, Maogong Jiang, Weifang Zhang, and Xiaojun Yan. 2020. "Failure Analysis of SAC305 Ball Grid Array Solder Joint at Extremely Cryogenic Temperature" Applied Sciences 10, no. 6: 1951. https://doi.org/10.3390/app10061951
APA StyleLi, Y., Fu, G., Wan, B., Jiang, M., Zhang, W., & Yan, X. (2020). Failure Analysis of SAC305 Ball Grid Array Solder Joint at Extremely Cryogenic Temperature. Applied Sciences, 10(6), 1951. https://doi.org/10.3390/app10061951