Five-Axis Freeform Surface Color Printing Technology Based on Offset Curve Path Planning Method



Abstract
1. Introduction
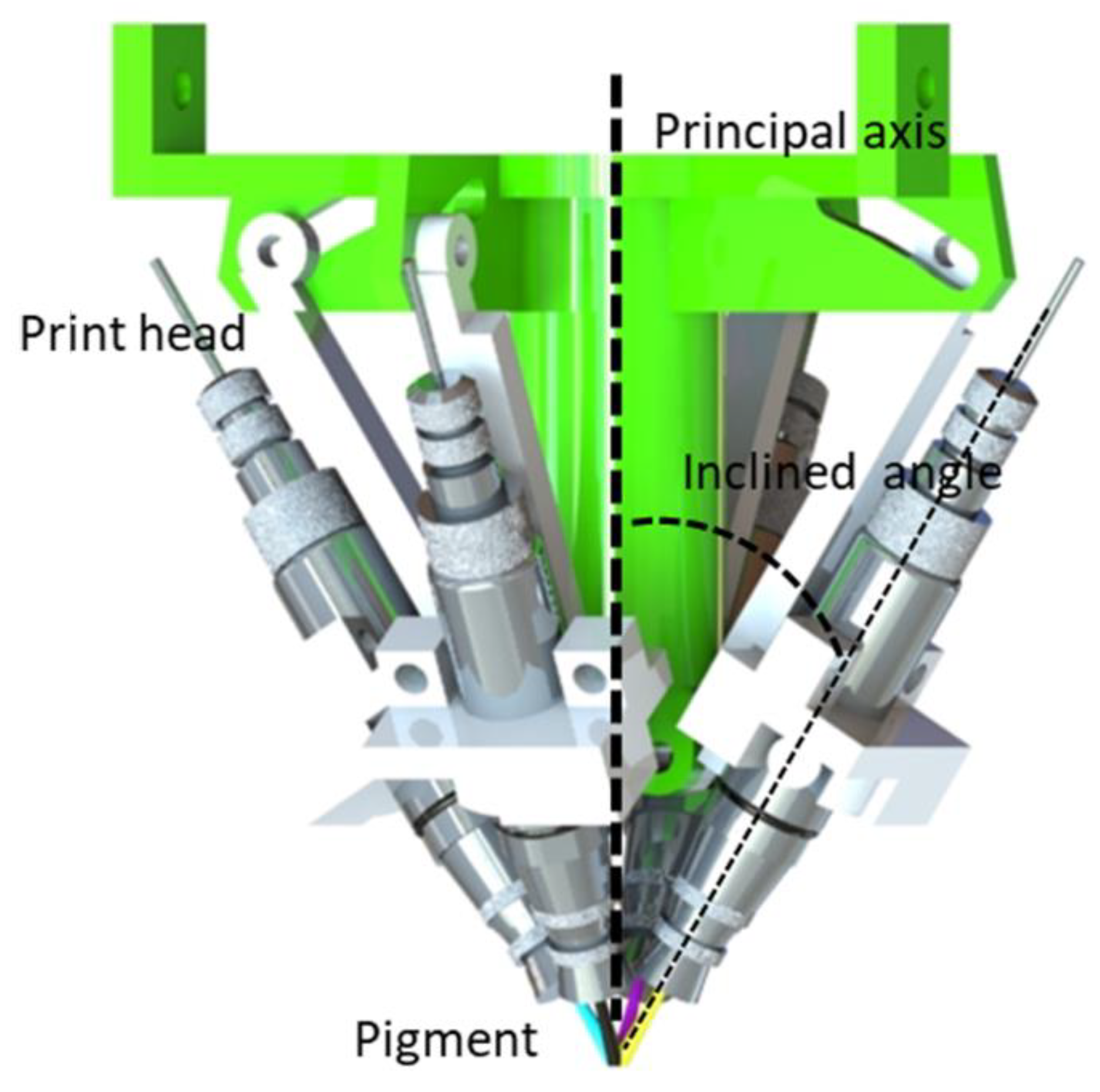
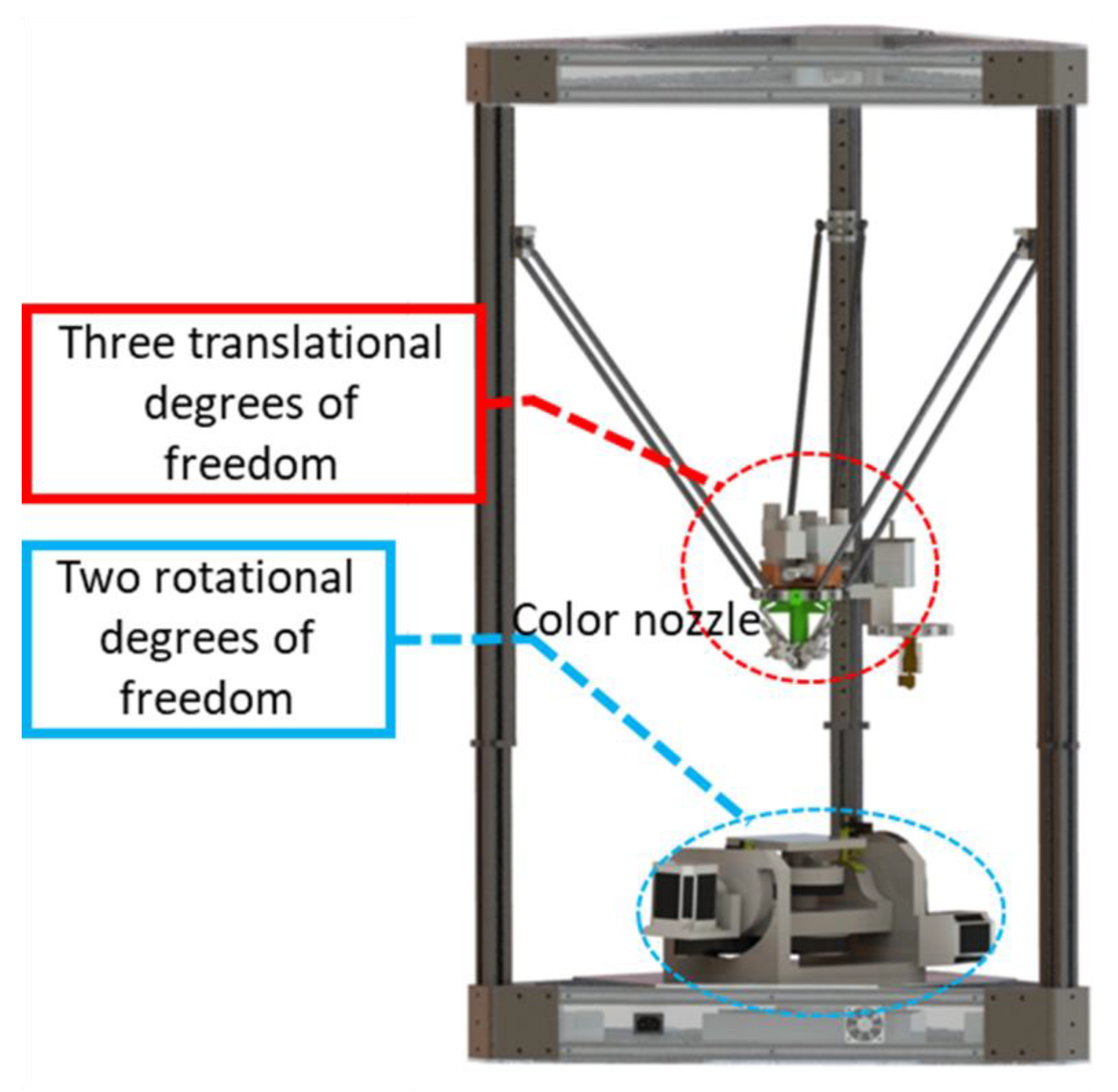
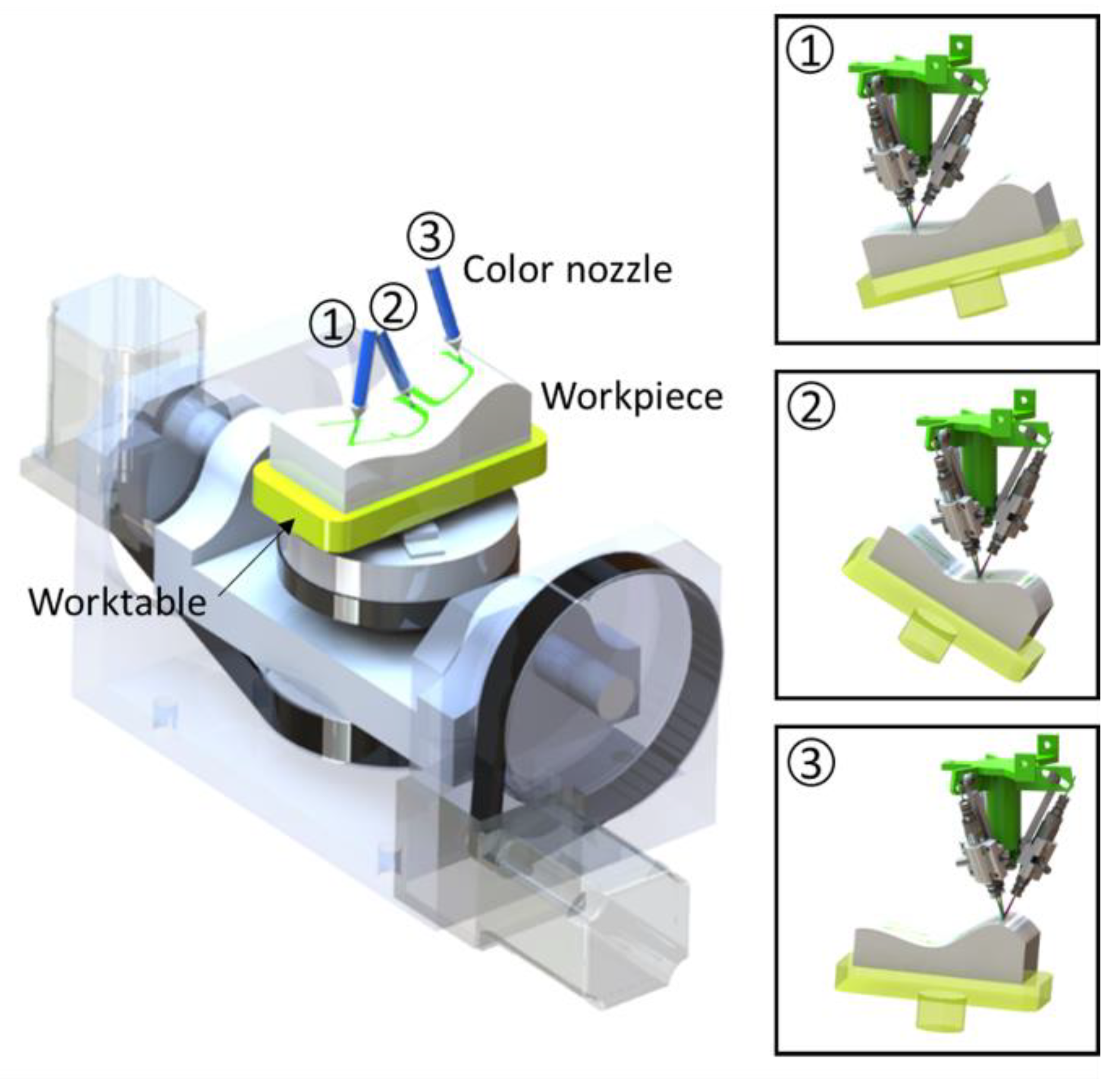
2. Five-Axis Single Point Color Printing Technology
3. Path Planning Algorithm Based on the Offset Curve
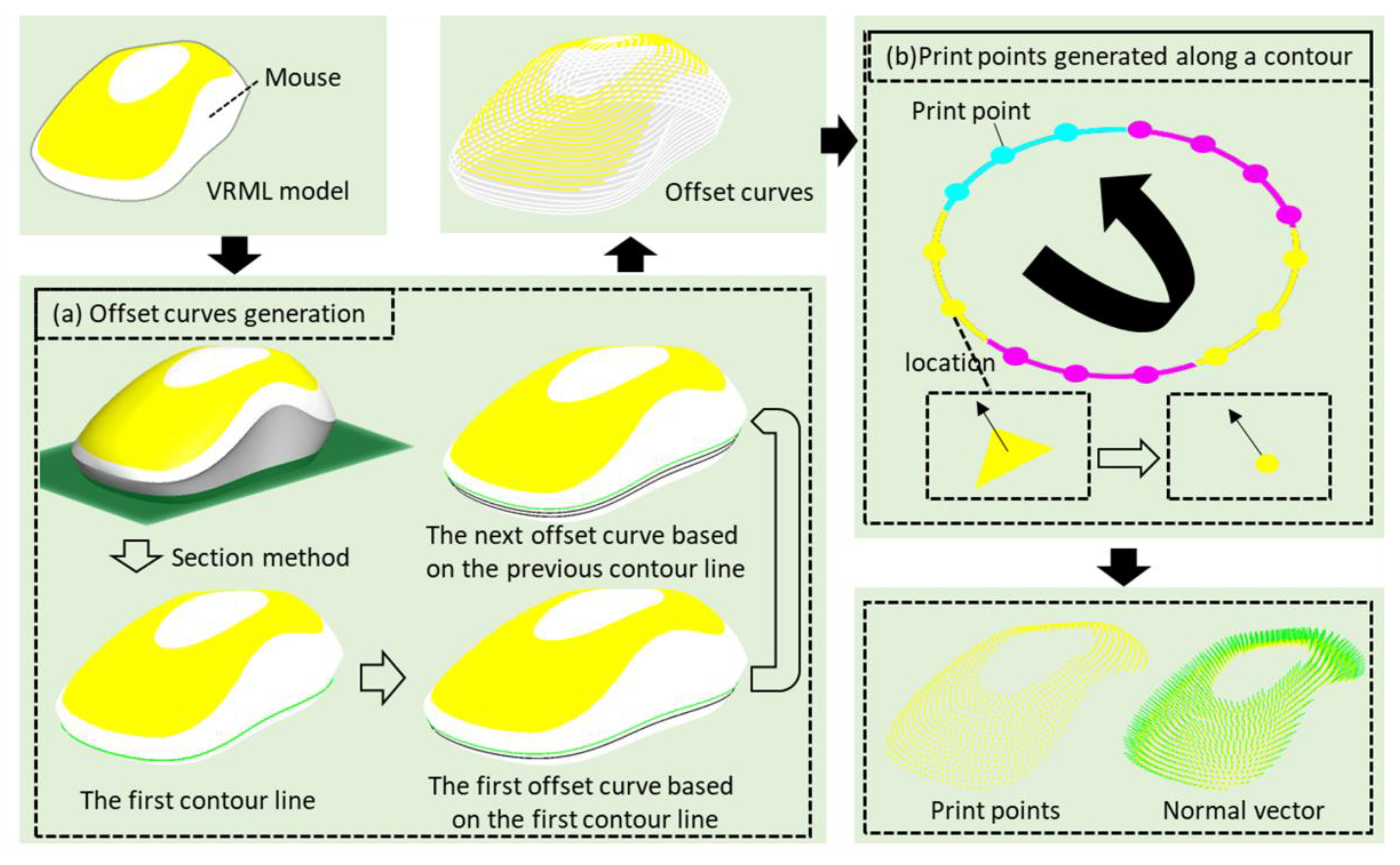
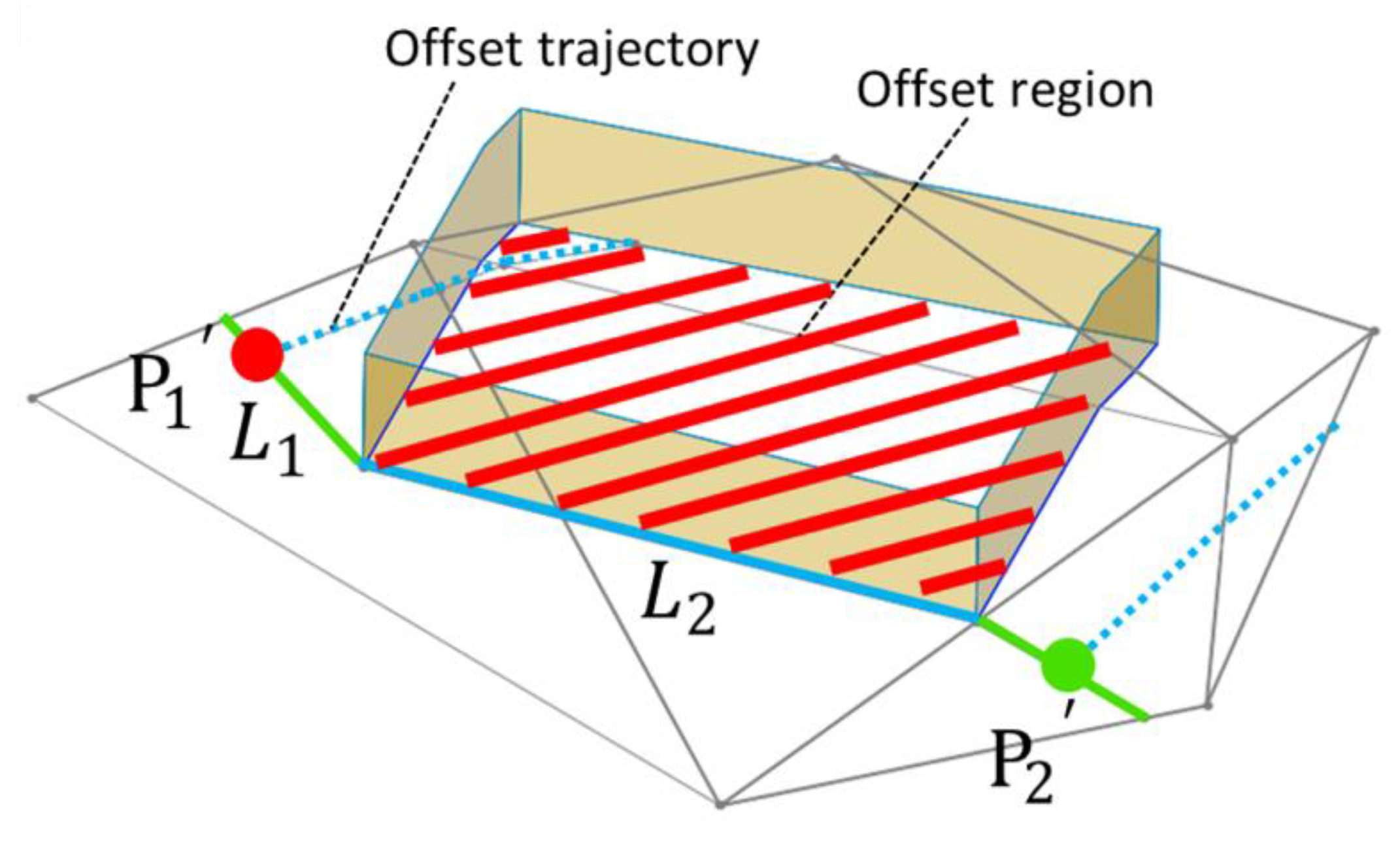
3.1. Process of the OCPP
3.2. Generation of the Offset Curve on a Triangular Mesh Surface
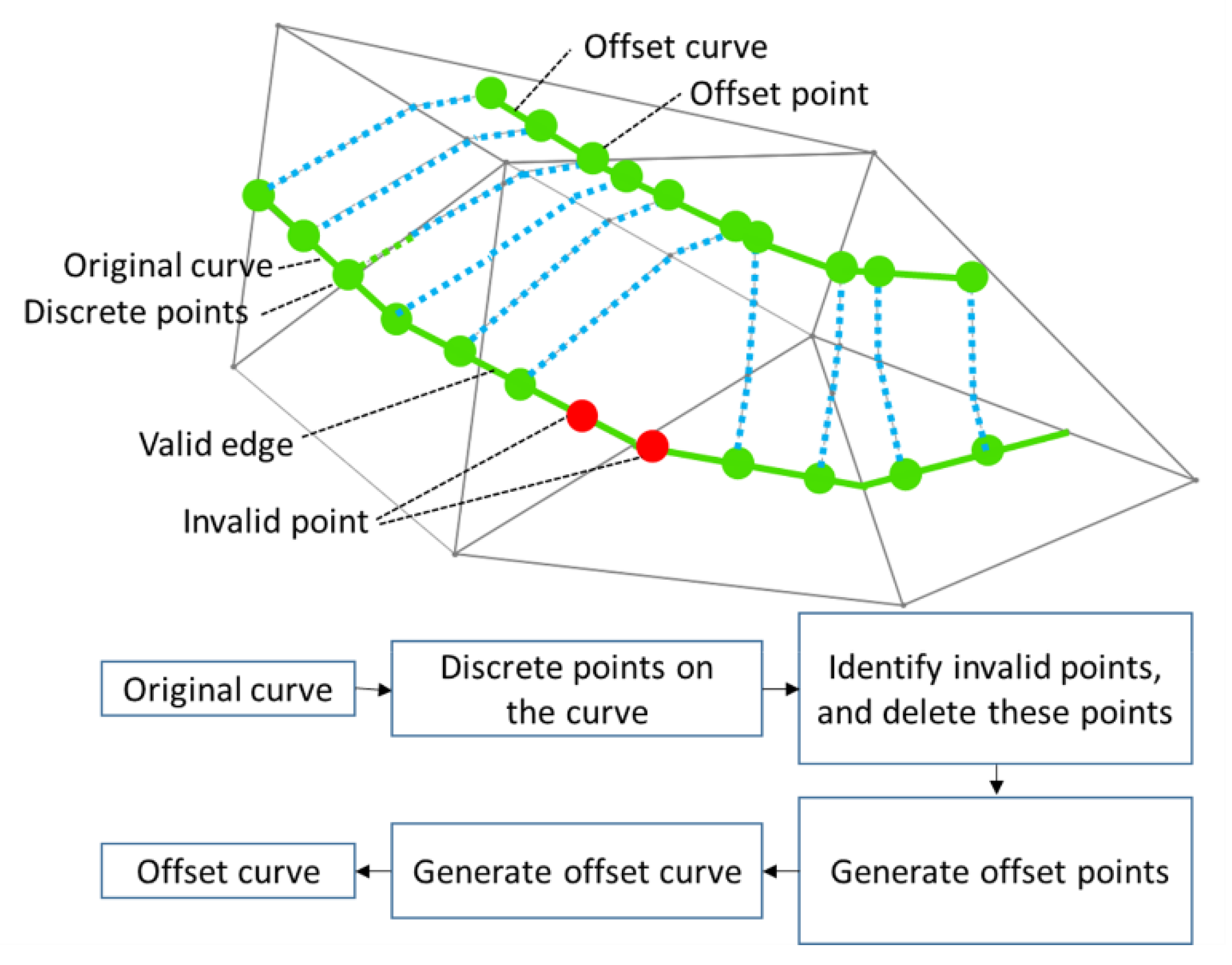
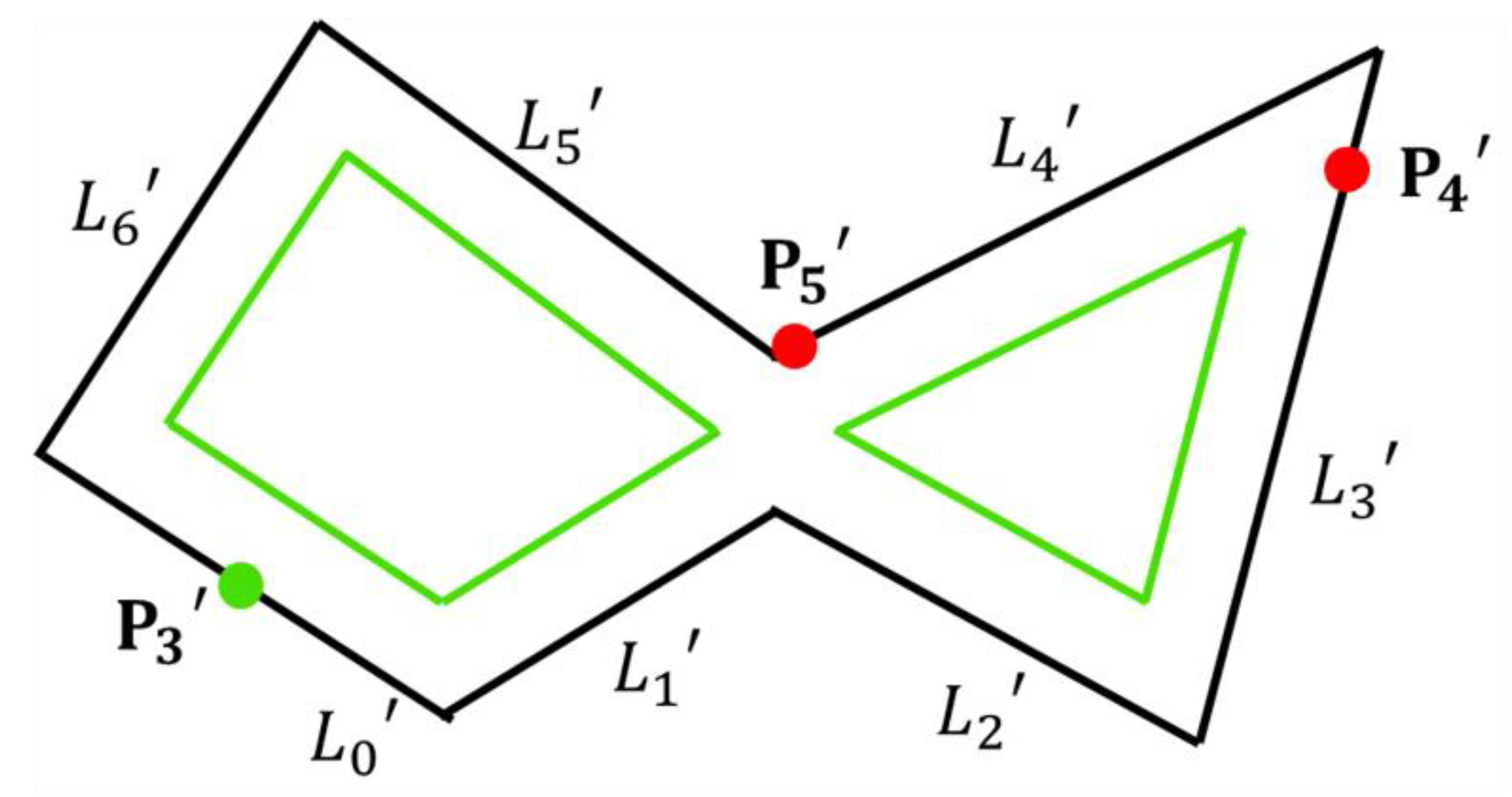
3.2.1. Outline of CODP
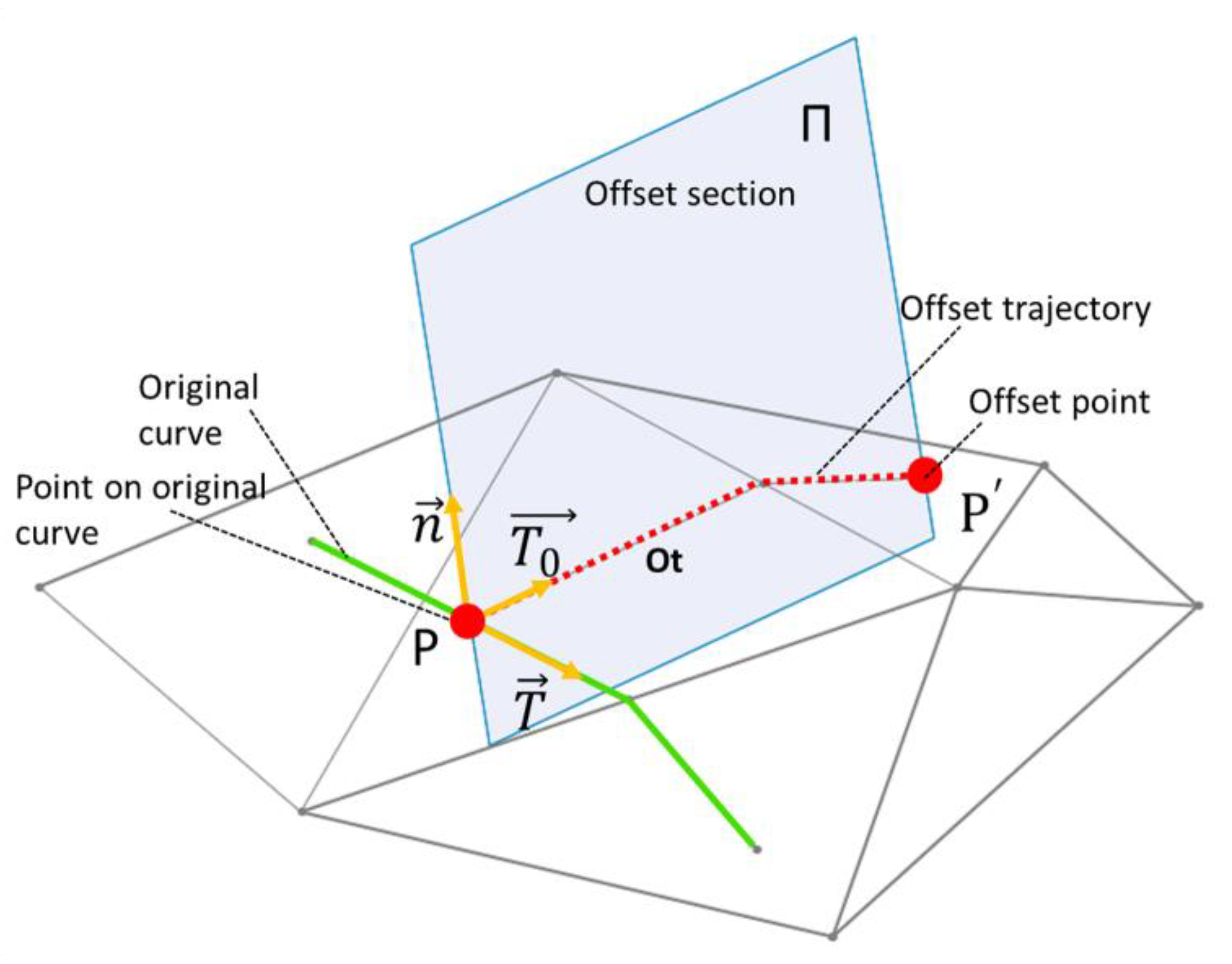
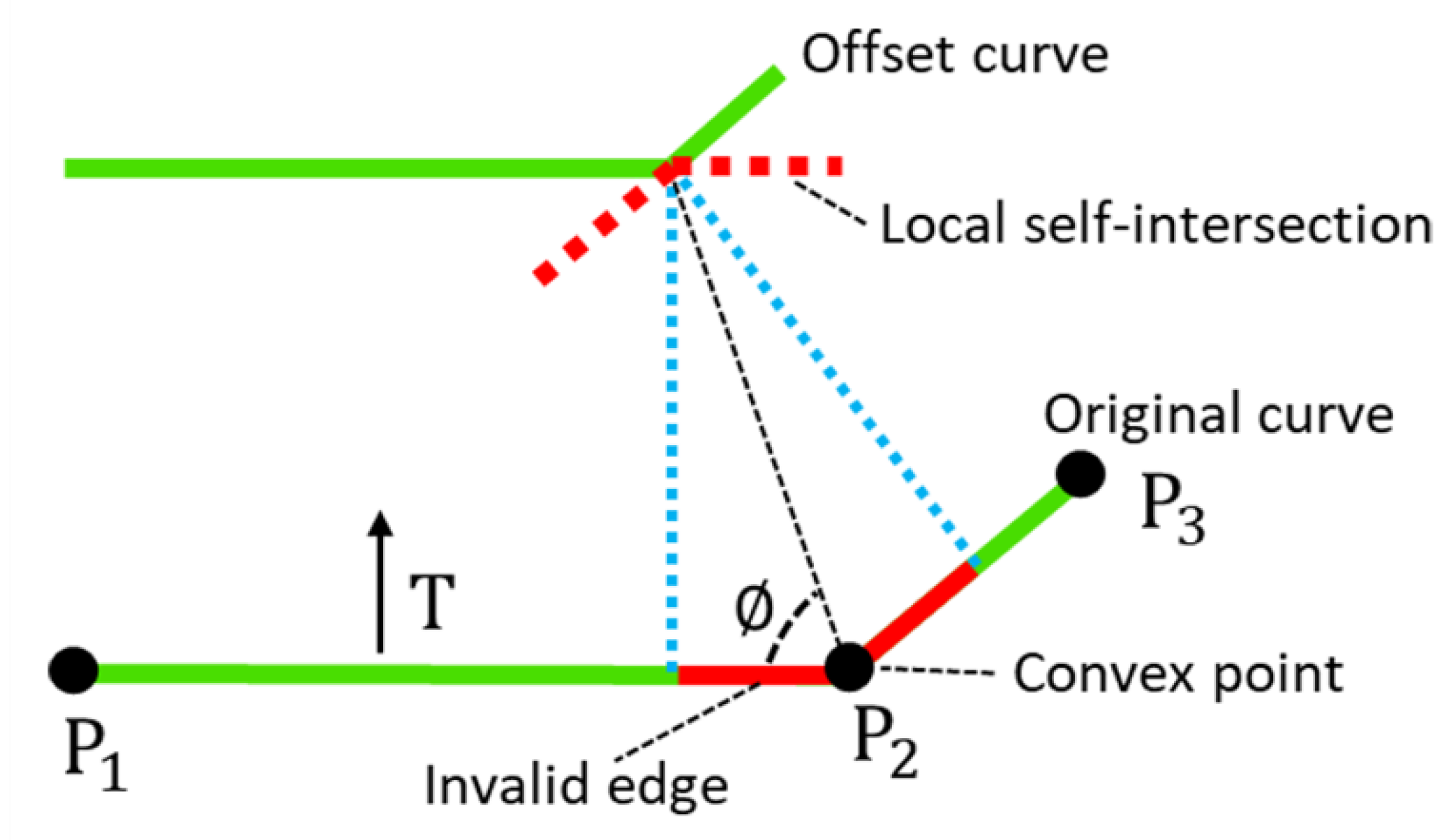
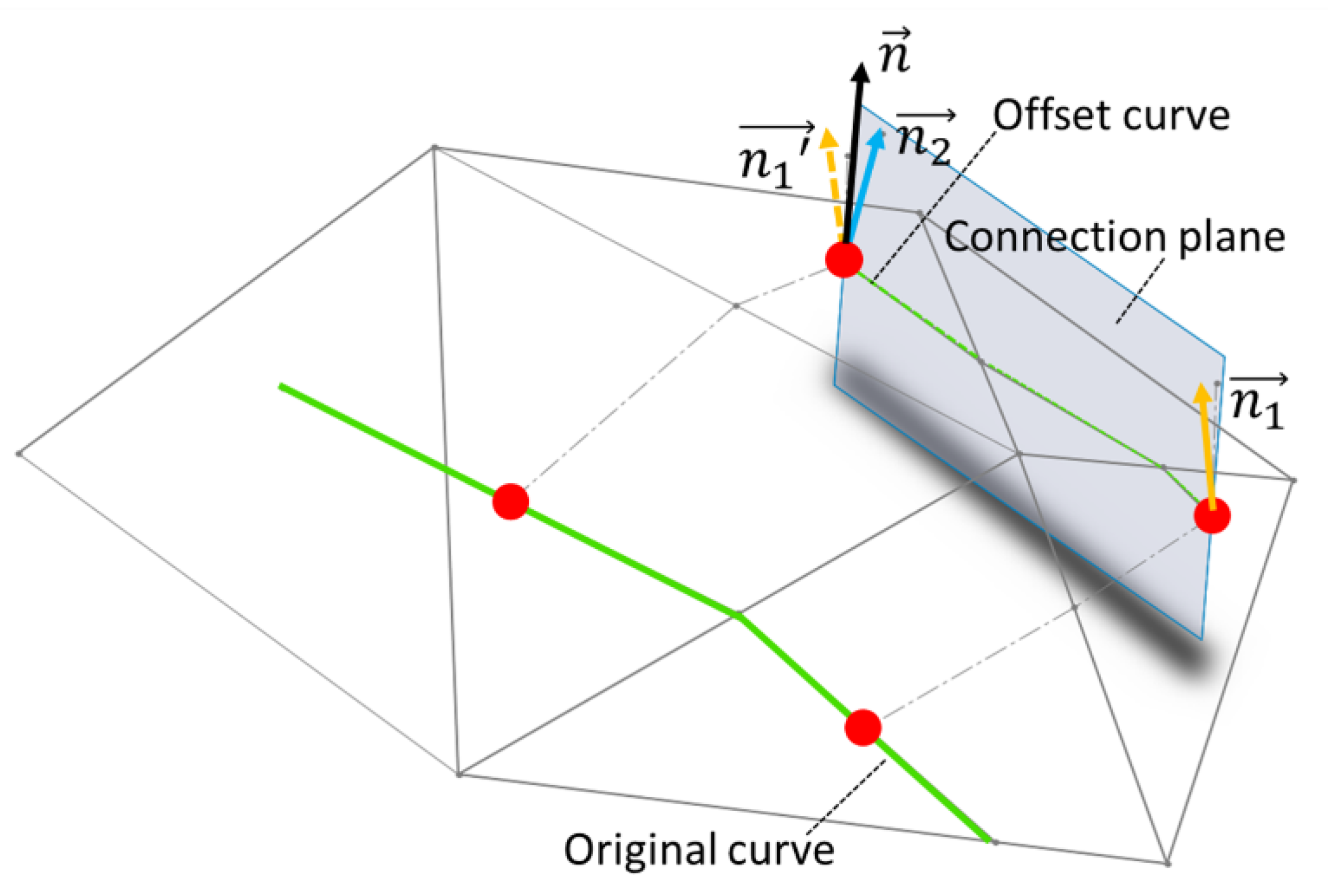
3.2.2. Details of CODP
4. Color Printing Experiments and Comparisons
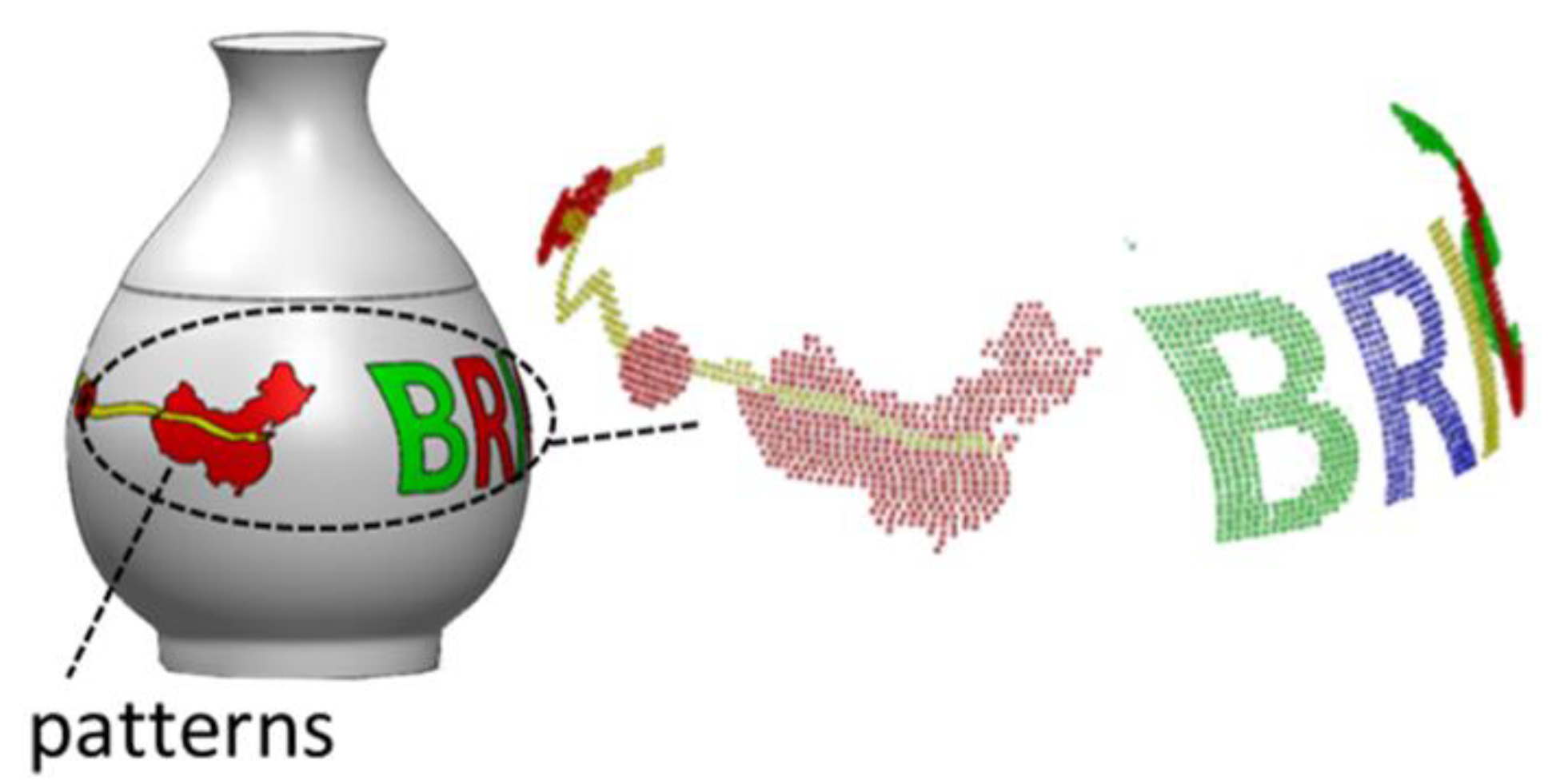
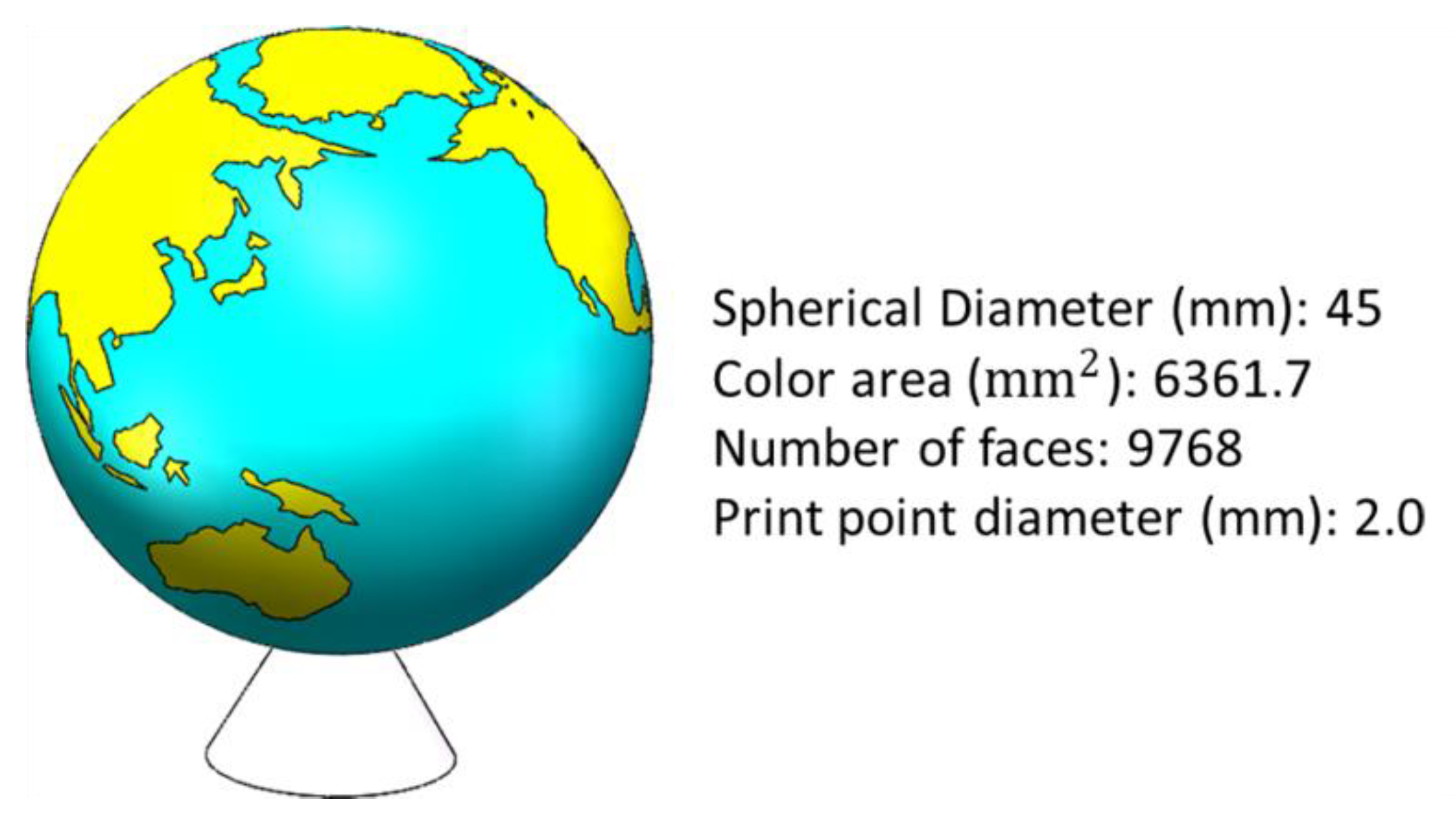
4.1. The Earth Model
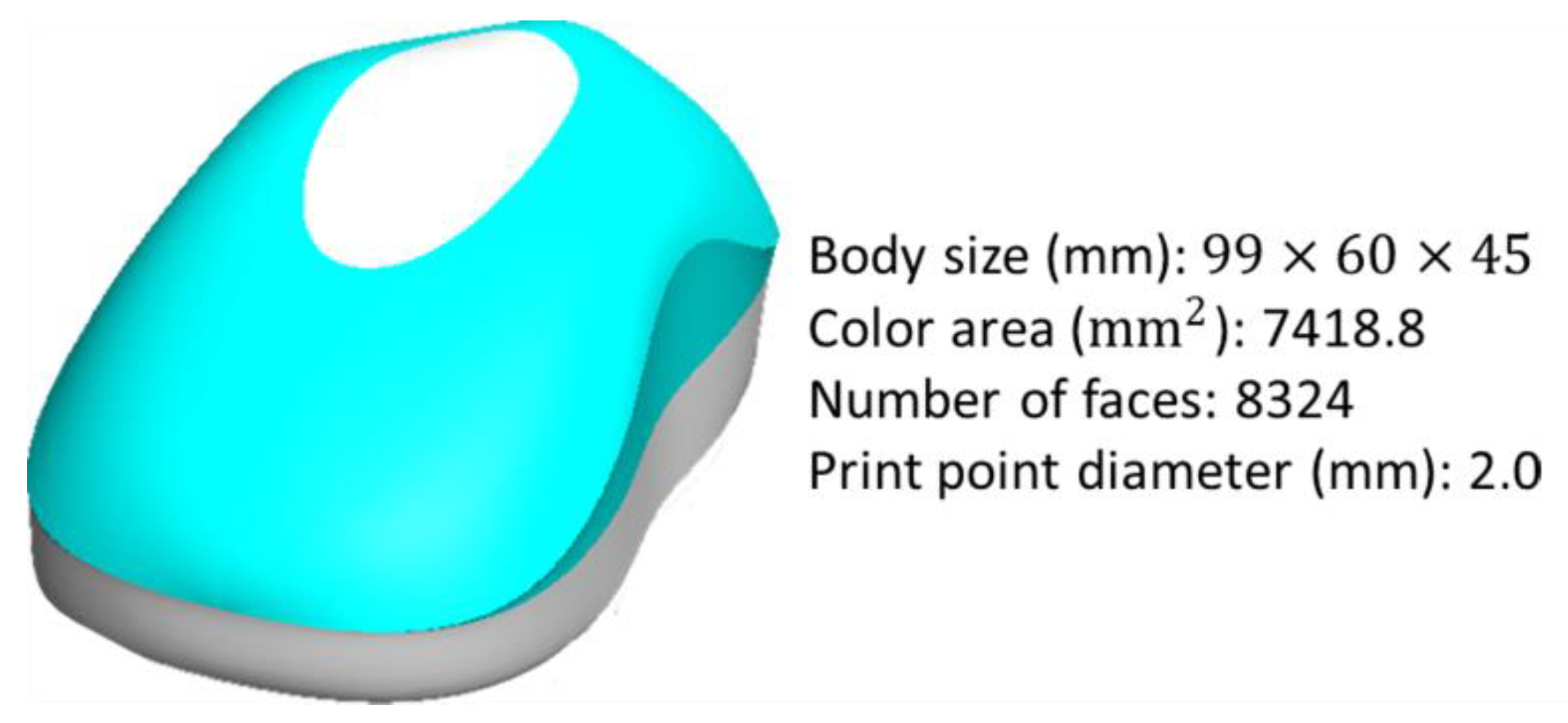
4.2. The Mouse Model
5. Conclusions
- (1)
- The five-axis single point color printing technology was put forward.
- (2)
- The path planning algorithm based on the offset curve was presented, including the algorithm process and details.
- (3)
- Comparisons between the two path planning methods (AFSM and OCPP) were made. The TFR was put forward to evaluate the filling effect. It turns out that for a freeform surface, the OCPP had a better filling result.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pan, J.; Tonkay, G.L.; Quintero, A. Screen printing process design of experiments for fine line printing of thick film ceramic substrates. J. Electron. Manuf. 1999, 9, 203–213. [Google Scholar] [CrossRef]
- Hahne, P.; Hirth, E.; Reis, I.E.; Schwichtenberg, K.; Richtering, W.; Horn, F.M.; Eggenweiler, U. Progress in thick-film pad printing technique for solar cells. Sol. Energy Mater. Sol. Cells 2001, 65, 399–407. [Google Scholar] [CrossRef]
- Tian, J.; Mao, Y.; Shen, W. Ink transfer and refusal mechanisms in waterless offset printing. J. Adhes. Sci. Technol. 2009, 23, 281–296. [Google Scholar] [CrossRef]
- Sirringhaus, H.; Shimoda, T. Inkjet Printing of Functional Materials. MRS Bull. 2003, 28, 802–806. [Google Scholar] [CrossRef]
- Sachs, E.; Cima, M.; Cornie, J. Three-Dimensional Printing: Rapid Tooling and Prototypes Directly from a CAD Model. CIRP Ann. Manuf. Technol. 1990, 39, 201–204. [Google Scholar] [CrossRef]
- Edgar, J.; Tint, S. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing. Johnson Matthey Technol. Rev. 2015, 59, 193–198. [Google Scholar] [CrossRef]
- Jean-Pierre, G.; Saïd, Z.; Gabriel, R.T. A novel 5-axis robot for printing high resolution pictures from media on 3D wide surfaces. In Proceedings of the Proceedings of the IEEE International Conference on Industrial Technology, Gippsland, VIC, Australia, 10–13 February 2009; pp. 1–6. [Google Scholar]
- Zhang, Y.; Yin, C.; Zheng, C.; Zhou, K. Computational hydrographic printing. ACM T Graph. 2015, 34, 131–132. [Google Scholar] [CrossRef]
- Zhang, Y.; Tong, Y.; Zhou, K. Coloring 3d printed surfaces by thermoforming. IEEE Trans. Vis. Comput. Graph. 2017, 23, 1924–1935. [Google Scholar] [CrossRef] [PubMed]
- Solid Terrain Modeling. Available online: http://www.solidterrainmodeling.com/ (accessed on 31 January 2020).
- Trek Bicycle, soluciones reales, para el ciclismo, con la ayuda, de la Objet®500 and Connex3TM de Stratasys. Autocad Mag. 2015, 3, 32–35.
- ORD Solutions. Available online: https://www.ordsolutions.com/ (accessed on 31 January 2020).
- James, C. Reprap Colour Mixing Project; University of Bath: Bath, UK, 2012. [Google Scholar]
- Spectrom 3D Divulges Plans for Individual Voxel Coloring within FFF 3D Printing Process. Available online: https://3dprint.com/36211/spectrom-3d/ (accessed on 31 January 2020).
- Shen, H.; Liu, S.; Wu, S.; Zhang, L.; Sha, J. Free-form surface-oriented five-axis single-point color printing technology. Proc. Inst. Mech. Eng. Part I J. Syst. Control Eng. 2019, 233, 1159–1171. [Google Scholar] [CrossRef]
- Pham, B. Offset curves and surfaces: A brief survey. Comput. Des. 1992, 24, 223–229. [Google Scholar] [CrossRef]
- Maekawa, T. Overview of offset curves and surfaces. CAD Comput. Aided Des. 1999, 31, 165–173. [Google Scholar] [CrossRef]
- Piegl, L.A.; Tiller, W. Computing offsets of NURBS curves and surfaces. CAD Comput. Aided Des. 1999, 31, 147–156. [Google Scholar] [CrossRef]
- Choi, B.K.; Park, S.C. A pair-wise offset algorithm for 2D point-sequence curve. CAD Comput. Aided Des. 1999, 31, 735–745. [Google Scholar] [CrossRef]
- Rickk, C.; Gavin, B. The Annotated VRML 2.0 Reference Manual; Addison-Wesley Longman Ltd.: London, UK, 1997. [Google Scholar]
- Holla, V.D.; Shastry, K.G.; Prakash, B.G. Offset of curves on tessellated surfaces. CAD Comput. Aided Des. 2003, 35, 1099–1108. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AFSM | OCPP | |
|---|---|---|
| Simulation |  |  |
| Experiment |  |  |
| FR | 0.763 | 0.781 |
| TFR | 0.972 | 0.994 |
| AFSM | OCPP | |
|---|---|---|
| Simulation |  |  |
| Experiment |  |  |
| FR | 0.705 | 0.782 |
| TFR | 0.897 | 0.996 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, H.; Liu, B.; Liu, S.; Fu, J. Five-Axis Freeform Surface Color Printing Technology Based on Offset Curve Path Planning Method. Appl. Sci. 2020, 10, 1716. https://doi.org/10.3390/app10051716
Shen H, Liu B, Liu S, Fu J. Five-Axis Freeform Surface Color Printing Technology Based on Offset Curve Path Planning Method. Applied Sciences. 2020; 10(5):1716. https://doi.org/10.3390/app10051716
Chicago/Turabian StyleShen, Hongyao, Bing Liu, Senxin Liu, and Jianzhong Fu. 2020. "Five-Axis Freeform Surface Color Printing Technology Based on Offset Curve Path Planning Method" Applied Sciences 10, no. 5: 1716. https://doi.org/10.3390/app10051716
APA StyleShen, H., Liu, B., Liu, S., & Fu, J. (2020). Five-Axis Freeform Surface Color Printing Technology Based on Offset Curve Path Planning Method. Applied Sciences, 10(5), 1716. https://doi.org/10.3390/app10051716