Model Reference Adaptive Control for Milk Fermentation in Batch Bioreactors



Abstract
1. Introduction
1.1. Current State and Motivation
1.2. Existing Solutions and Literature Review
- Gain Scheduling Control (GSC), which is actually a link between conventional control and adaptive control. Because of its transparency and simplicity, gain scheduling is probably the most widely used non-linear control technique. To use this approach, it is necessary to find measurable quantities, called scheduling quantities, which correlate well with the process dynamics. The controller’s parameters are changed through measurement of the scheduling quantities.
- Self-Tuning Control (STC), also known as indirect or explicit adaptive control, consists of three separate modules: controlled plant parameter identification, tuning of the controller parameters, and control law realisation. An STC system utilises two information channels: a conventional control feedback loop, which enables information about controlled plant output to affect controller output, and an additional “parameters” channel, which facilitates the adaptation of the controller’s parameters based on the controlled plant parameters’ identification.
- Model Reference Adaptive Control (MRAC), also known as direct or implicit adaptive control, applies a reference model to specify the performance of a controlled plant. A comparison of the reference performance index and the real performance index is made directly by comparing the outputs (or the states) of the reference model and the controlled plant. An MRAC system generates an additional control signal, so that the response of the controlled plant to the control is close to that given by the reference model. There are two basic structures of the model reference system, namely, parallel and series, and two basic implementations of the adaptive approach, namely, signal synthesis adaptation and parameter adaptation. The most popular MRAC structure is a parallel configuration with signal synthesis adaptation. Major progress in the field of MRAC systems was made by Landau [22], where Lyapunov’s stability theory and Popov’s hyper stability theory were used for designing MRAC systems with guaranteed stability. MRAC is important, because of its easy implementation and high-speed adaptation. It can be used in a variety of situations. Due to the listed advantages, we used the MRAC theory to develop a control system for the control of the fermentation process in a batch bioreactor.
1.3. Case Study
1.4. Contribution and Paper Structure
2. Materials and Methods
2.1. Controlled Plant
2.1.1. Basic Information of the Bioreactor, Measurement System, and Fermentation
2.1.2. Non-Linear Mathematical Model of a Fermentation Process in a Batch Bioreactor
2.1.3. Linearisation and Eigenvalue Analysis
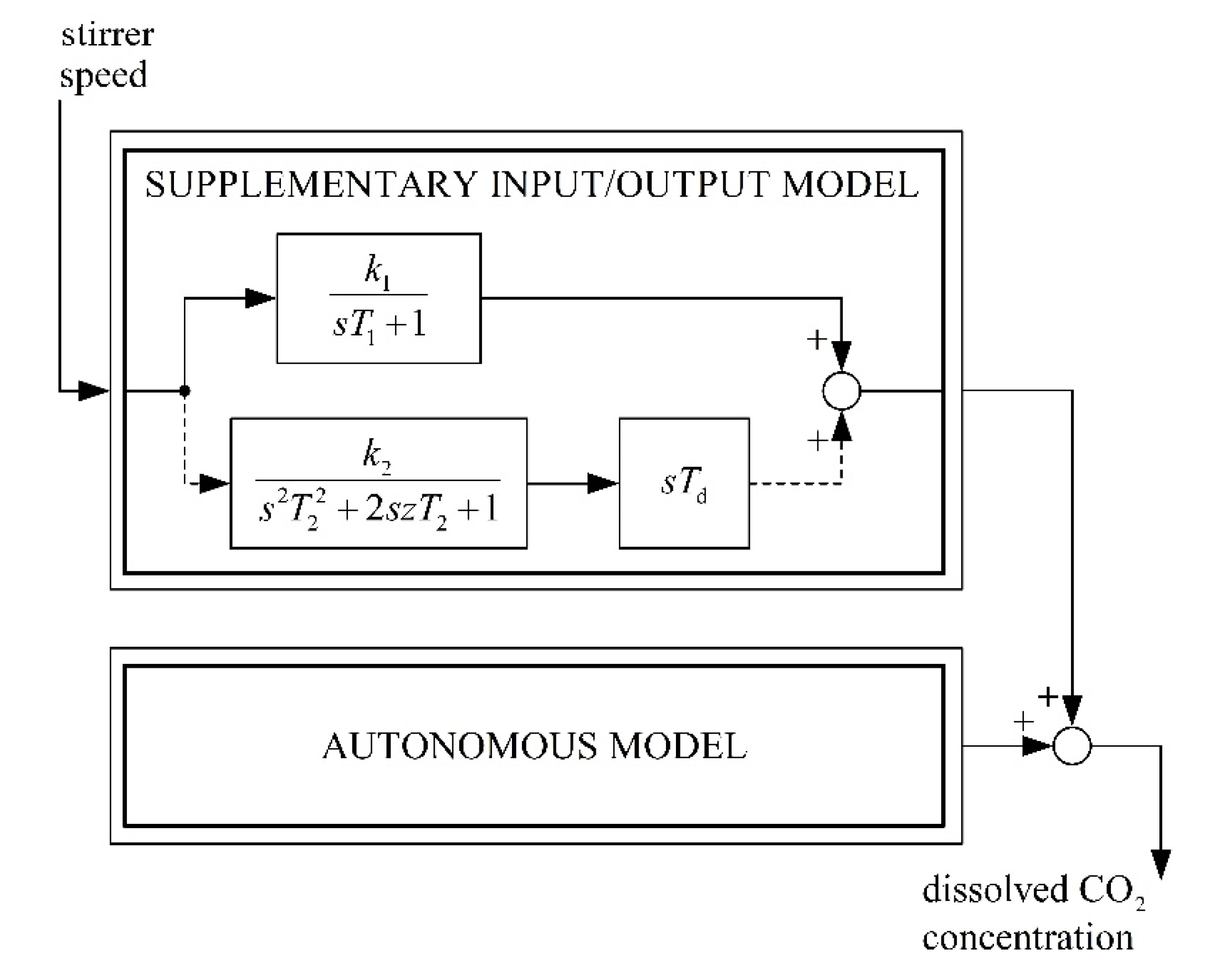
2.1.4. Mathematical Model for a Batch Bioreactor with a Changeable Stirrer Speed
- An autonomous mathematical model, which describes the dynamics of the bioreactor as a response to initial states and assumes constant media temperature and stirrer’s rotation speed.
- A supplementary input/output mathematical model, which describes the influence of heat or mixing on the CO2 release.
- A first-order term with gain k1 and time constant T1.
- A second-order term with gain k2, the time constant T2, and damping z, which is in series with a differentiator with the time constant Td.
2.2. Control System
2.2.1. Control Theory
2.2.2. Control System Realisation
3. Results and Discussion
4. Conclusions
- A closed-loop control system was used to control the fermentation process. The control system generates a signal to alter the stirrer speed, based on information on the measured concentration of dissolved CO2.
- A theory of adaptive model-reference control was used for the design of the control system. The approach enabled self-adjustment of the controller to the controlled batch bioreactor. The presented method requires neither determination of a bioreactor’s mathematical model nor a protracting synthesis of a conventional control system.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

Appendix B
References
- Doran, P. Bioprocess Engineering Principles, 2nd ed.; Academic Press: London, UK, 2012. [Google Scholar]
- Selişteanu, D.; Petre, E.; Şendrescu, D.; Roman, M. Nonlinear indirect adaptive control of a Fed-batch fermentation Bioprocess. In Proceedings of the 17th International Conference on Methods Models in Automation Robotics (MMAR), Miedzyzdroje, Poland, 27–30 August 2012; pp. 367–372. [Google Scholar]
- Henson, M.A. Biochemical reactor modeling and control. IEEE Contr. Syst. Mag. 2006, 26, 54–62. [Google Scholar] [CrossRef]
- Venkateswarlu, C. Advances in monitoring and state estimation of bioreactors. J. Sci. Ind. Res. 2005, 64, 491–498. [Google Scholar]
- Chitra, M.; Pappa, N.; Abraham, A. Dissolved Oxygen Control of Batch Bioreactor using Model Reference Adaptive Control scheme. IFAC-PapersOnLine 2018, 51, 13–18. [Google Scholar] [CrossRef]
- Ignatova, M.; Patarinska, T.; Ljubenova, V.; Bůcha, J.; Böhm, J.; Nedoma, P. Adaptive stabilisation of ethanol production during the continuous fermentation of Saccharomyces cerevisiae. IEE Proc. Control Theory Appl. 2003, 150, 666–672. [Google Scholar] [CrossRef]
- Peroni, C.V.; Kaisare, N.S.; Lee, J.H. Optimal control of a fed-batch bioreactor using simulation-based approximate dynamic programming. IEEE Trans. Control Syst. Technol. 2005, 13, 786–790. [Google Scholar] [CrossRef]
- Åström, K.J.; Kumar, P.R. Automatic Control—A Perspective. In Proceedings of the 36th Chinese Control Conference, Dalian, China, 26–28 July 2017. [Google Scholar]
- Abraham, E.; Gupta, S.; Jung, S.; McAfee, E. Bioreactor for Scale-Up: Process Control. In Mesenchymal Stromal Cells; Viswanathan, S., Hematti, P., Eds.; Academic Press: Boston, MA, USA, 2017; pp. 139–178. ISBN 978-0-12-802826-1. [Google Scholar]
- Mailleret, L.; Bernard, O.; Steyer, J.-P. Nonlinear adaptive control for bioreactors with unknown kinetics. Automatica 2004, 40, 1379–1385. [Google Scholar] [CrossRef]
- Shimizu, K. An overview on the control system design of bioreactors. In Measurement and Control; Springer: Berlin/Heidelberg, Germany, 1993; pp. 65–84, Advances in Biochemical Engineering/Biotechnology; ISBN 978-3-540-47587-3. [Google Scholar]
- Petre, E.; Selişteanu, D.; Şendrescu, D. Adaptive and robust-adaptive control strategies for anaerobic wastewater treatment bioprocesses. Chem. Eng. J. 2013, 217, 363–378. [Google Scholar] [CrossRef]
- Selişteanu, D.; Petre, E.; Răsvan, V.B. Sliding mode and adaptive sliding-mode control of a class of nonlinear bioprocesses. Int. J. Adapt. Control Signal Process. 2007, 21, 795–822. [Google Scholar] [CrossRef]
- Yan, X.; Spurgeon, S.K.; Edwards, C. State and Parameter Estimation for Nonlinear Delay Systems Using Sliding Mode Techniques. IEEE Trans. Autom. Control 2013, 58, 1023–1029. [Google Scholar] [CrossRef]
- Estakhrouiyeh, M.R.; Vali, M.; Gharaveisi, A. Application of fractional order iterative learning controller for a type of batch bioreactor. IET Control Theory Appl. 2016, 10, 1374–1383. [Google Scholar] [CrossRef]
- Wang, B.; Wang, Z.; Chen, T.; Zhao, X. Development of Novel Bioreactor Control Systems Based on Smart Sensors and Actuators. Front. Bioeng. Biotechnol. 2020, 8. [Google Scholar] [CrossRef] [PubMed]
- Narayanan, H.; Luna, M.F.; von Stosch, M.; Bournazou, M.N.C.; Polotti, G.; Morbidelli, M.; Butté, A.; Sokolov, M. Bioprocessing in the Digital Age: The Role of Process Models. Biotechnol. J. 2020, 15, 1900172. [Google Scholar] [CrossRef] [PubMed]
- Jewaratnam, J.; Zhang, J.; Hussain, A.; Morris, J. Batch-to-Batch Iterative Learning Control of a Fed-batch Fermentation Process Using Incrementally Updated Models. IFAC Proc. Vol. 2010, 43, 78–83. [Google Scholar] [CrossRef]
- Kumar, M.; Prasad, D.; Giri, B.S.; Singh, R.S. Temperature control of fermentation bioreactor for ethanol production using IMC-PID controller. Biotechnol. Rep. 2019, 22, e00319. [Google Scholar] [CrossRef] [PubMed]
- De Battista, H.; Jamilis, M.; Garelli, F.; Picó, J. Global stabilisation of continuous bioreactors: Tools for analysis and design of feeding laws. Automatica 2018, 89, 340–348. [Google Scholar] [CrossRef]
- Alford, J.S. Bioprocess control: Advances and challenges. Comput. Chem. Eng. 2006, 30, 1464–1475. [Google Scholar] [CrossRef]
- Landau, Y.D. Adaptive Control: The Model Reference Approach; Marcel Dekker, Inc.: New York, NY, USA, 1979; ISBN 978-0-8247-6548-4. [Google Scholar]
- Wawrzyniak, J.; Kaczyński, Ł.K.; Cais-Sokolińska, D.; Wójtowski, J. Mathematical modelling of ethanol production as a function of temperature during lactic-alcoholic fermentation of goat’s milk after hydrolysis and transgalactosylation of lactose. Measurement 2019, 135, 287–293. [Google Scholar] [CrossRef]
- Das, G.; Paramithiotis, S.; Sundaram Sivamaruthi, B.; Wijaya, C.H.; Suharta, S.; Sanlier, N.; Shin, H.-S.; Patra, J.K. Traditional fermented foods with anti-aging effect: A concentric review. Food Res. Int. 2020, 134, 109269. [Google Scholar] [CrossRef]
- Ram, Y.; Dellus-Gur, E.; Bibi, M.; Obolski, U.; Berman, J.; Hadany, L. Predicting microbial relative growth in a mixed culture from growth curve data. bioRxiv 2016, 022640. [Google Scholar] [CrossRef]
- Goršek, A.; Ritonja, J.; Pečar, D. Mathematical model of CO2 release during milk fermentation using natural kefir grains. J. Sci. Food Agric. 2018, 98, 4680–4684. [Google Scholar] [CrossRef]
- Farnworth, E.R. Kefir—A complex probiotic. Food Sci. Technol. Bull. Funct. Foods 2005, 2, 1–17. [Google Scholar] [CrossRef]
- Abunde, N.F.; Asiedu, N.Y.; Addo, A. Modeling, simulation and optimal control strategy for batch fermentation processes. Int. J. Ind. Chem. 2019, 10, 67–76. [Google Scholar] [CrossRef]
- Caramihai, M.; Severin, I. Bioprocess Modeling and Control. In Biomass Now: Sustainable Growth and Use; BoD—Books on Demand: Norderstedt, Germany, 2013; ISBN 978-953-51-1105-4. [Google Scholar]
- Bastin, G.; Dochain, D. On-Line Estimation and Adaptive Control of Bioreactors; Elsevier: Amserdam, The Netherlands, 1990; ISBN 978-0-444-88430-5. [Google Scholar]
- Thatipamala, R. On-Line Monitoring, State and Parameter Estimation, Adaptive/Computer Control and Dynamic Optimization of a Continuous Bioreactor. Ph.D. Thesis, University os Saskatchewan, Saskatoon, SK, Canada, 1993. [Google Scholar]
- Hjortso, M.A.; Wolenski, P.R. Linear Mathematical Models in Chemical Engineering, 2nd ed.; World Scientific Publishing Company: Singapore, 2018; ISBN 978-981-310-713-7. [Google Scholar]
- Ritonja, J.; Gorsek, A.; Pecar, D. Control of Milk Fermentation in Batch Bioreactor. Elektronika ir Elektrotechnika 2020, 26, 4–9. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| The substrate inhibition constant | |
| The substrate saturation constant | |
| The product inhibition constant | |
| The maximum microorganism’s growth rate | |
| The product yield related to microorganism’s growth | |
| The product yield independent of the microorganism’s growth | |
| The initial value of the concentration of the biomass | |
| The initial value of the concentration of the substrate | |
| The initial value of the concentration of the product |
| t (h) | λ1 | λ2 | λ3 |
|---|---|---|---|
| 0.0 | 0 | 0.00028707 | 0.30661 |
| 0.5 | 0 | 0.00038673 | 0.27507 |
| 1.0 | 0 | 0.0005365 | 0.23768 |
| 1.5 | 0 | 0.00078089 | 0.19376 |
| 2.0 | 0 | 0.0012434 | 0.14263 |
| 2.5 | 0 | 0.0024656 | 0.083038 |
| 3.0 | 0 | 0.0090503 + 0.012248i | 0.0090503 − 0.012248i |
| 3.5 | 0 | −0.05743 | −0.0044616 |
| 4.0 | 0 | −0.16346 | −0.0016714 |
| 4.5 | 0 | −0.32487 | −0.00084529 |
| 5.0 | 0 | −0.65823 | −0.00037158 |
| 5.5 | 0 | −1.4758 | −0.00011003 |
| 6.0 | 0 | −2.7119 | −0.000023361 |
| 6.5 | 0 | −3.3547 | −5.869 × 10−6 |
| 7.0 | 0 | −3.5674 | −1.6476 × 10−6 |
| 7.5 | 0 | −3.6291 | −4.7436 × 10−7 |
| 8.0 | 0 | −3.6438 | −1.3728 × 10−7 |
| 8.5 | 0 | −3.6445 | −3.9785 × 10−8 |
| 9.0 | 0 | −3.6411 | −1.1467 × 10−8 |
| 9.5 | 0 | −3.6366 | −3.3178 × 10−9 |
| 10.0 | 0 | −3.6317 | −9.8953 × 10−10 |
| k1 = 0.02 | T1 = 0.5 h | ||
| k2 = 0.003 | T2 = 0.4 h | z = 0.26 | Td = 1.5 |
| Am = −0.71 | Bm = 0.57 | ||
| Kp = 0 | Km = 0 | Ku = 0 | |
| D = 25 | G = 10 | N = 10 | |
| F = 10 | F′ = 10 | M = 10 | M′ = 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ritonja, J.; Goršek, A.; Pečar, D. Model Reference Adaptive Control for Milk Fermentation in Batch Bioreactors. Appl. Sci. 2020, 10, 9118. https://doi.org/10.3390/app10249118
Ritonja J, Goršek A, Pečar D. Model Reference Adaptive Control for Milk Fermentation in Batch Bioreactors. Applied Sciences. 2020; 10(24):9118. https://doi.org/10.3390/app10249118
Chicago/Turabian StyleRitonja, Jožef, Andreja Goršek, and Darja Pečar. 2020. "Model Reference Adaptive Control for Milk Fermentation in Batch Bioreactors" Applied Sciences 10, no. 24: 9118. https://doi.org/10.3390/app10249118
APA StyleRitonja, J., Goršek, A., & Pečar, D. (2020). Model Reference Adaptive Control for Milk Fermentation in Batch Bioreactors. Applied Sciences, 10(24), 9118. https://doi.org/10.3390/app10249118