Picosecond Laser Processing of Photosensitive Glass for Generation of Biologically Relevant Microenvironments


 ,
,  ,
,  and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
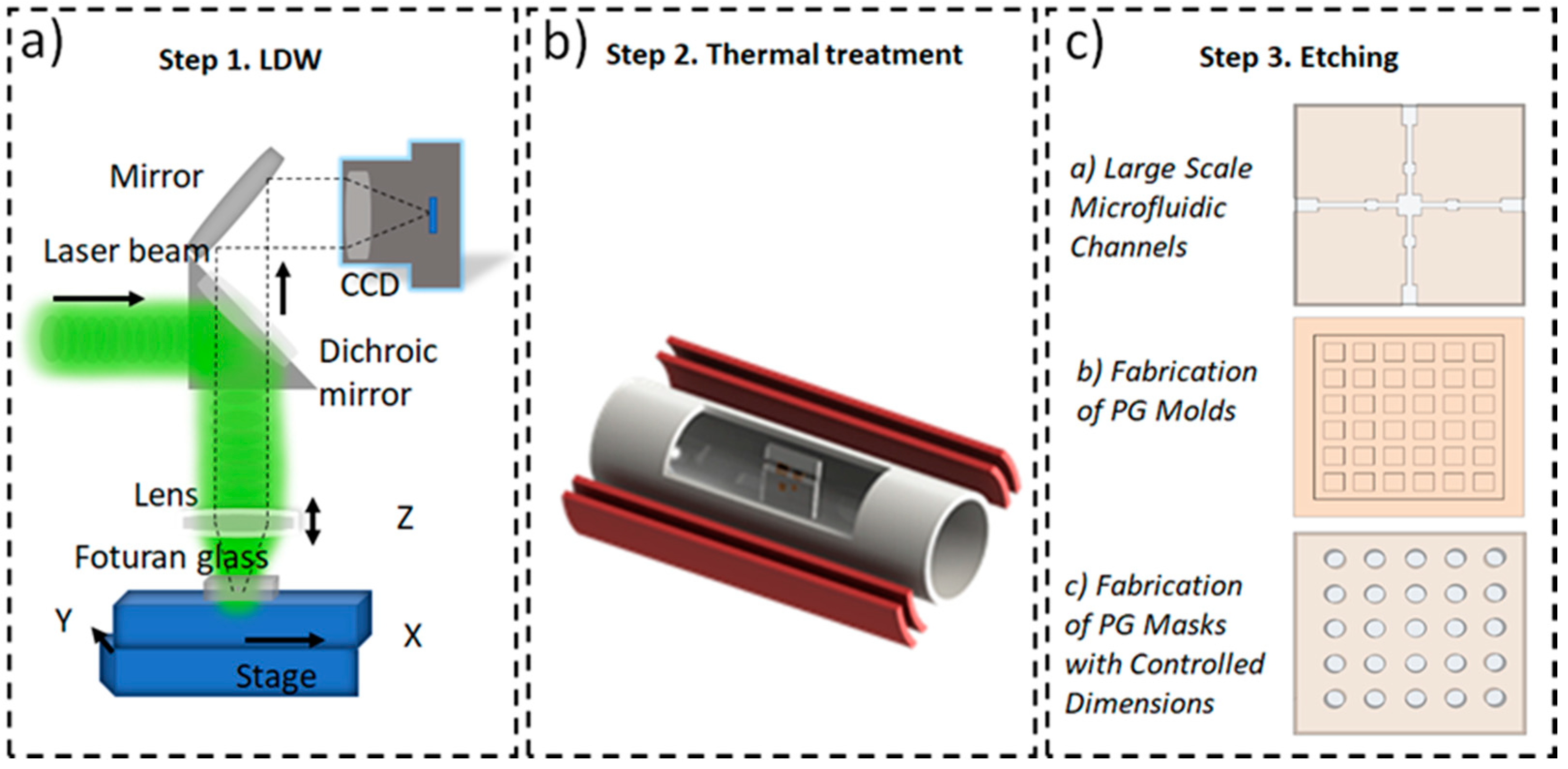
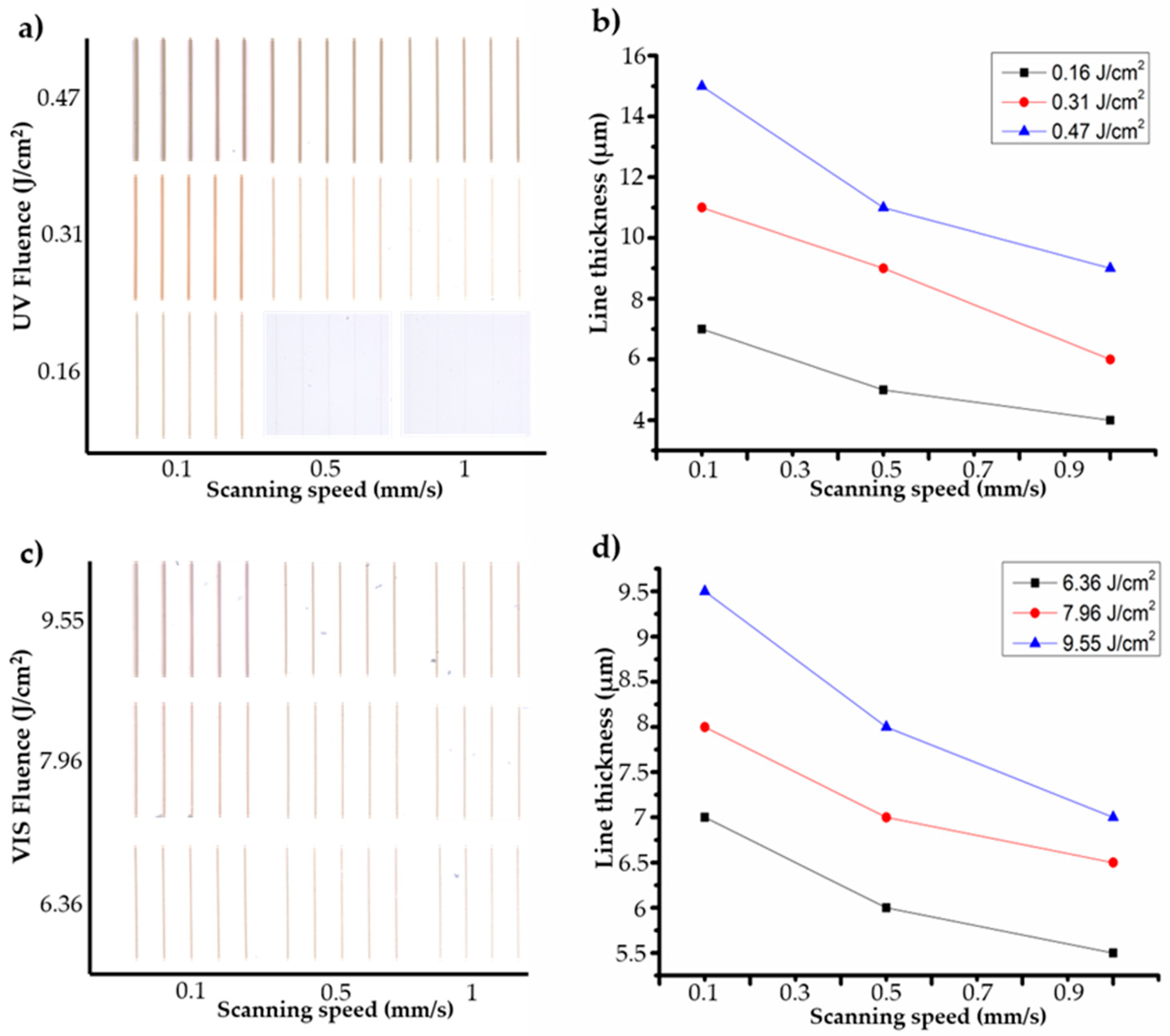
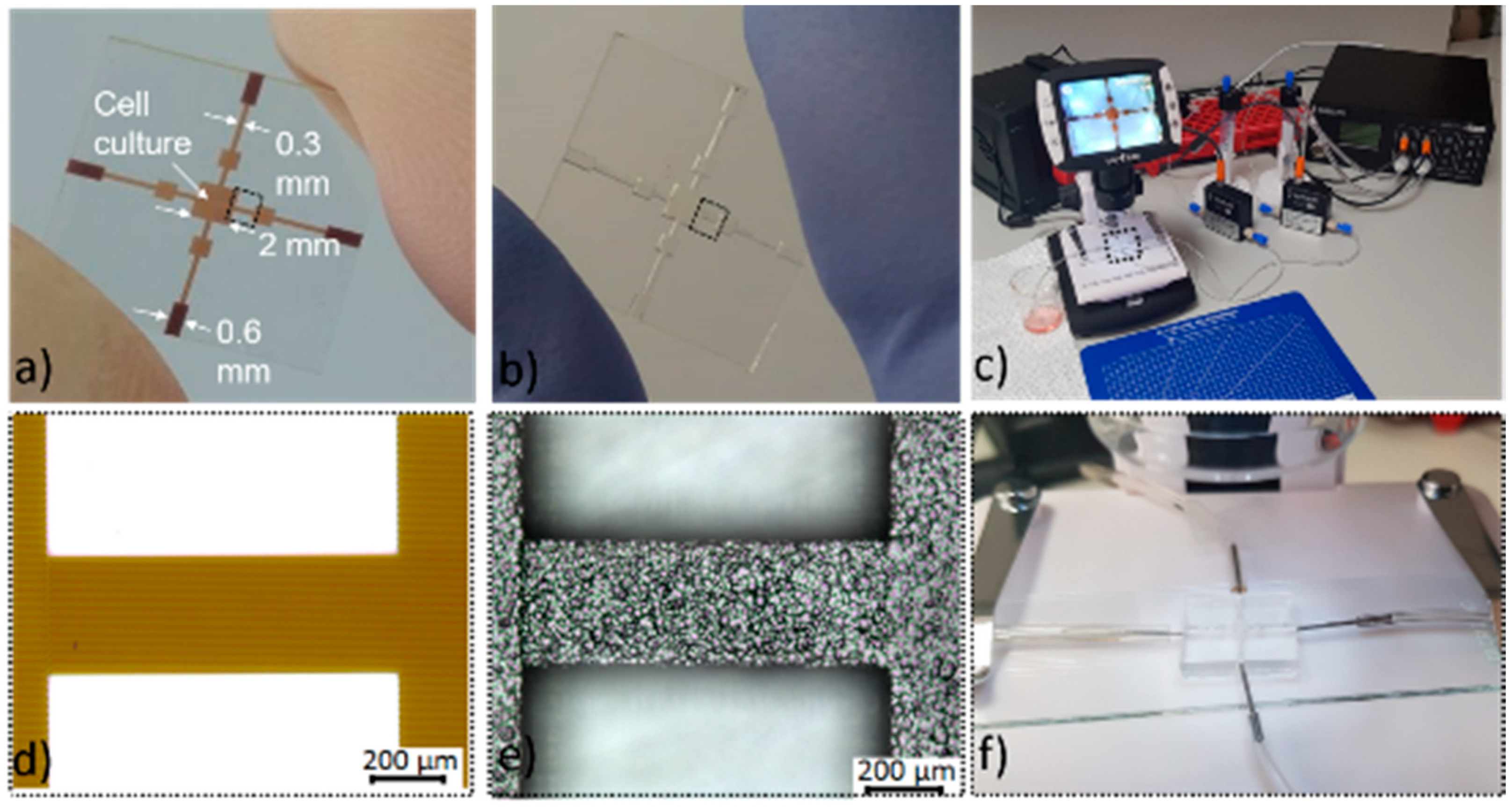
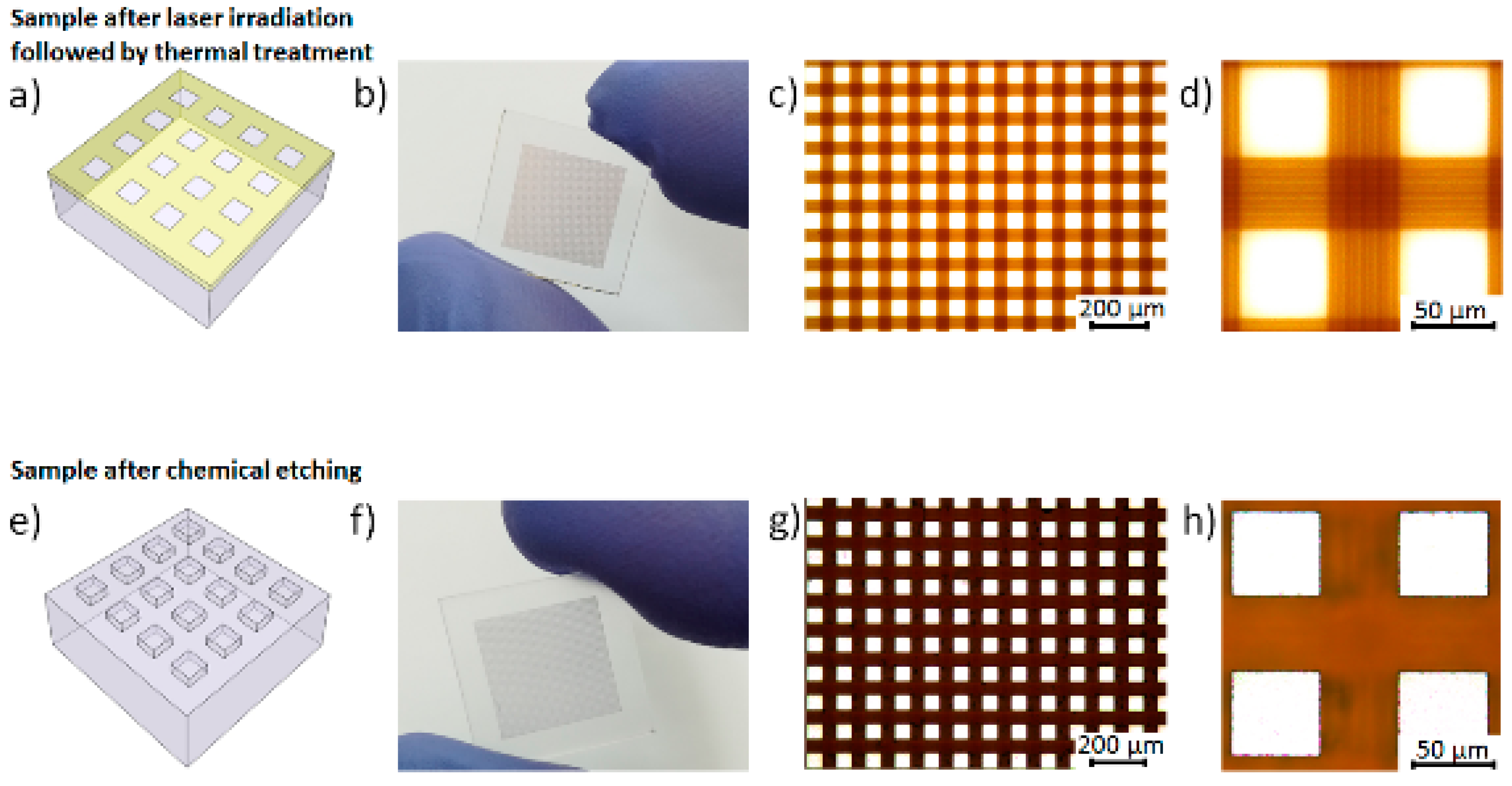
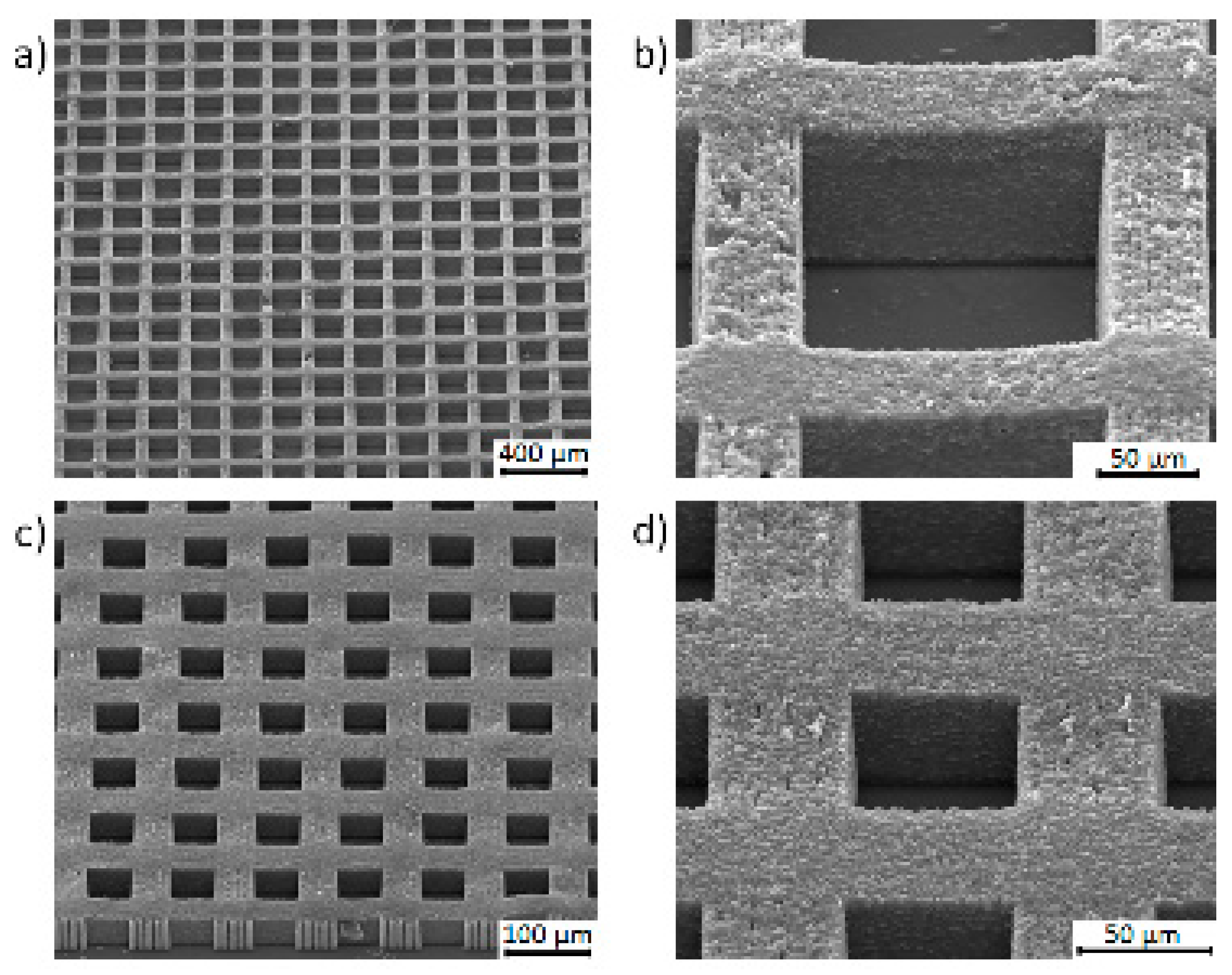
3.1. Fabrication of Large-Scale Microfluidic Channels in PG
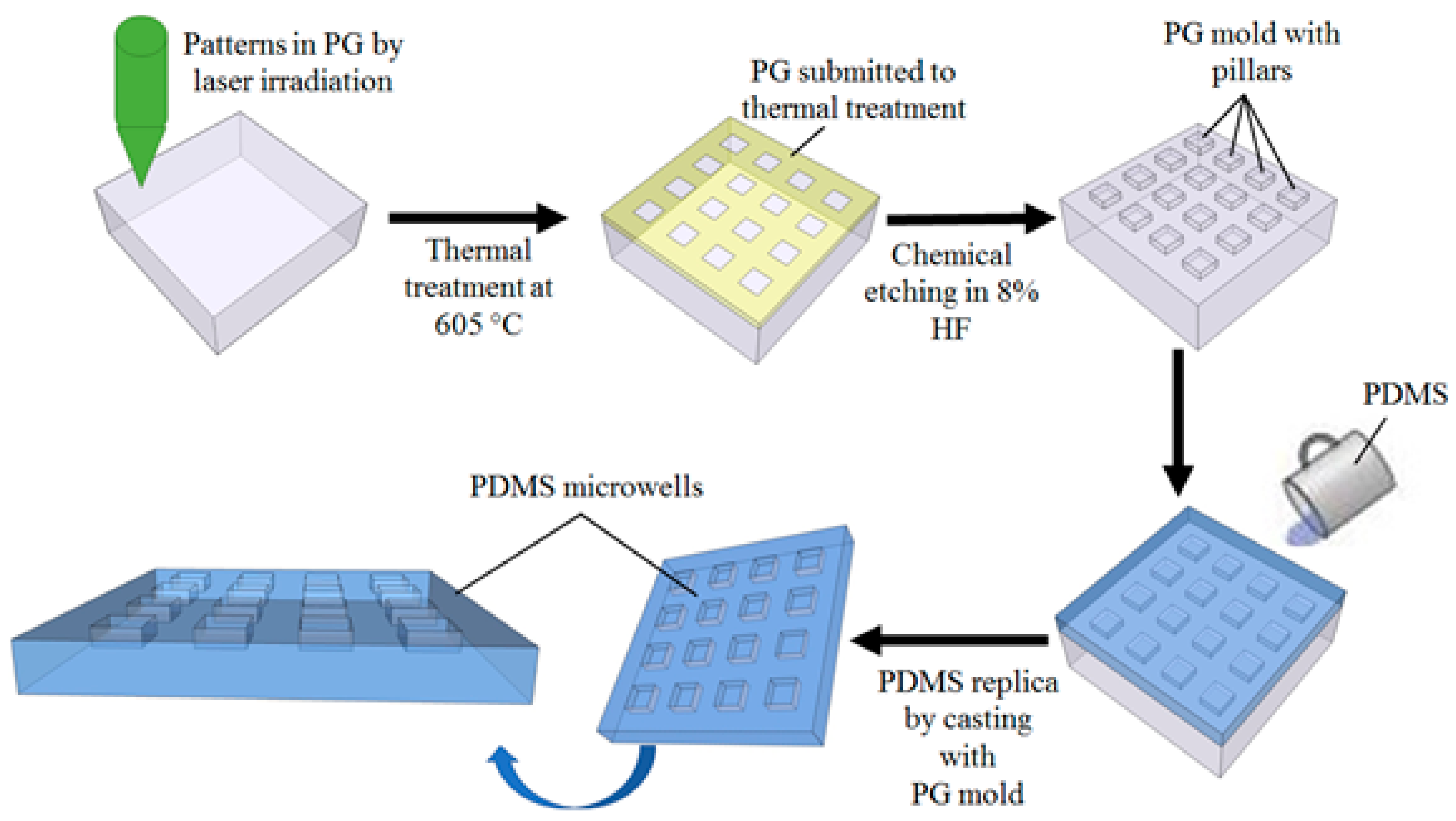
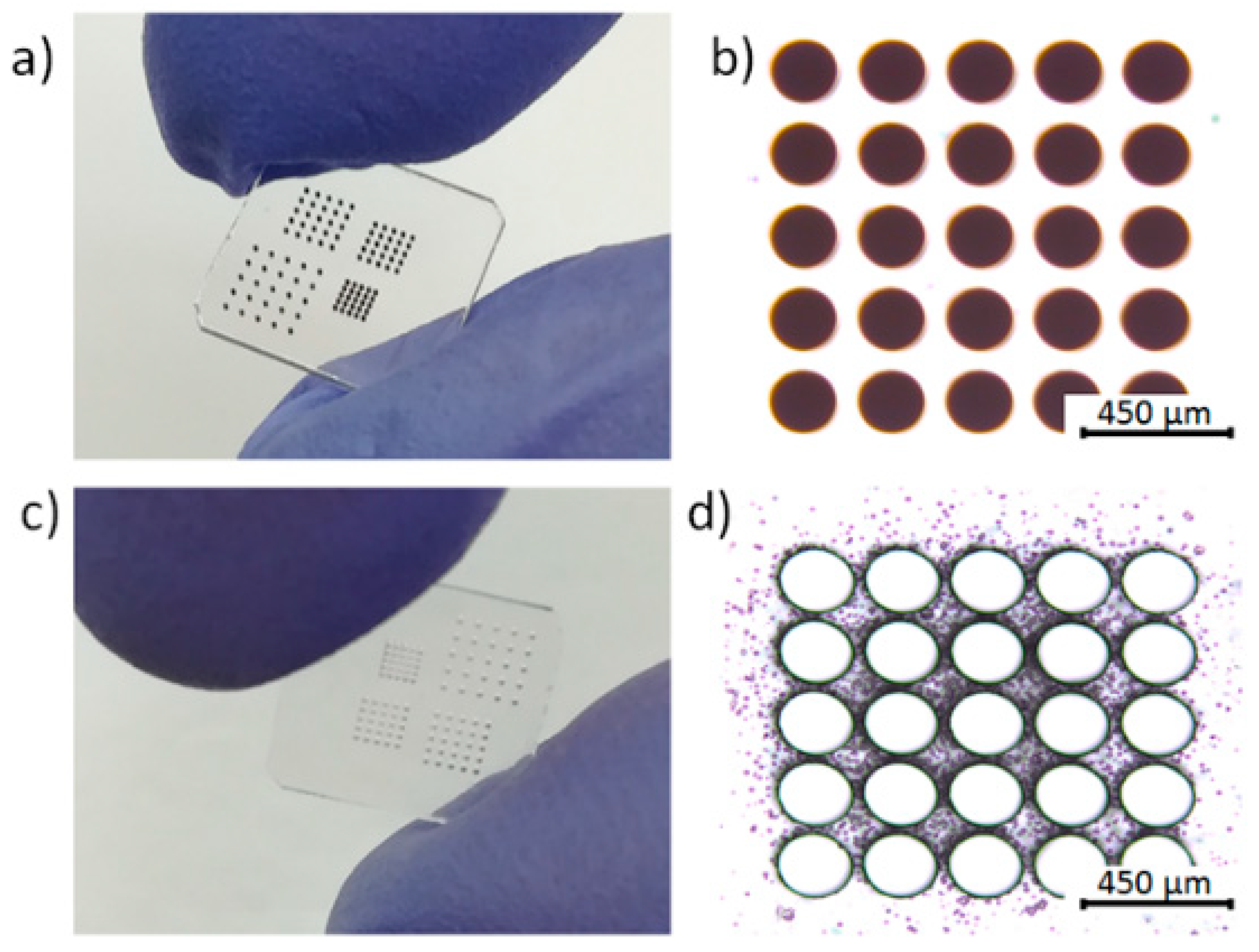
3.2. Fabrication of Myriad of Microchambers in PDMS by Using PG Molds
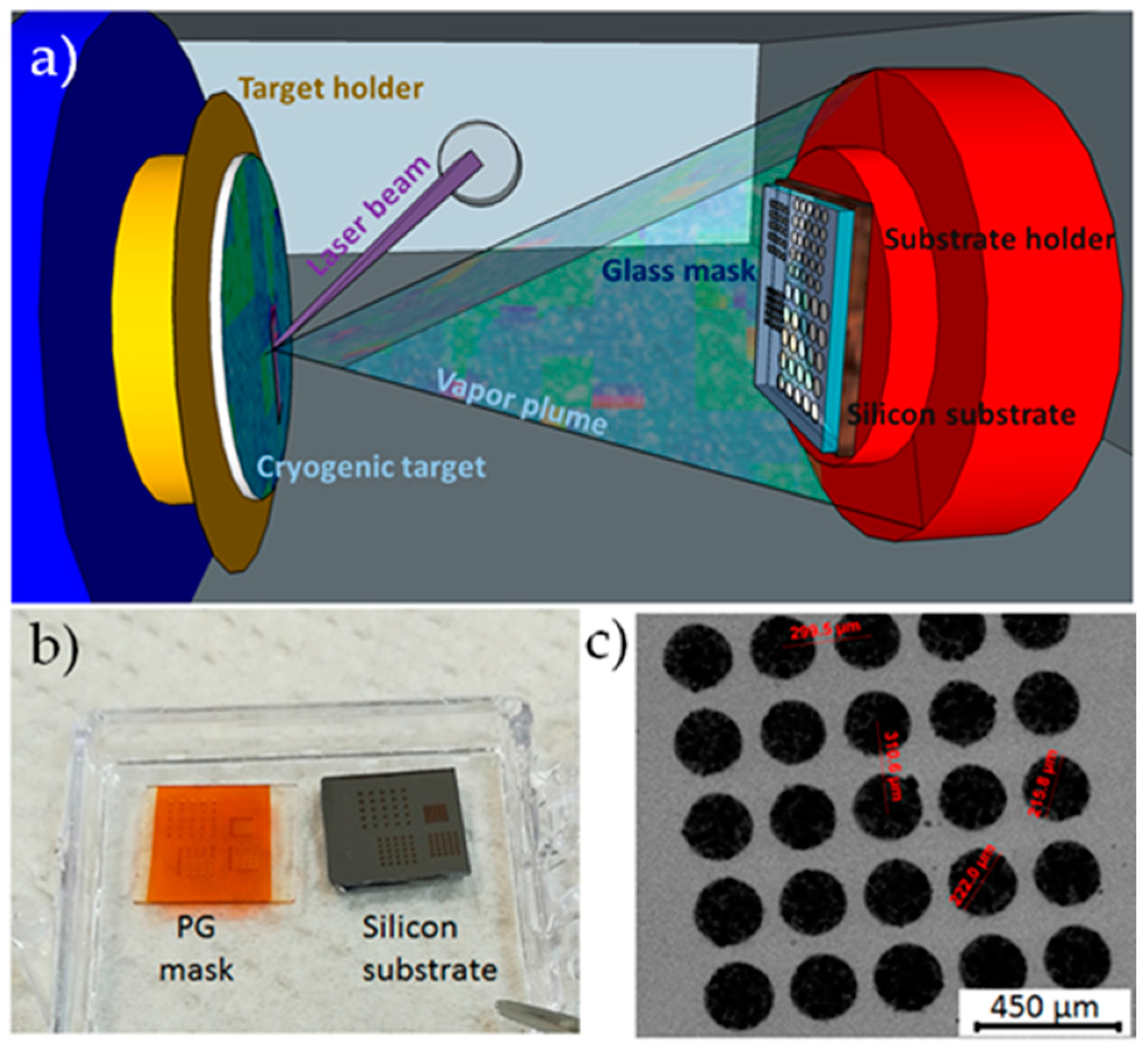
3.3. Fabrication of PG Masks with Controlled Dimensions for Additive Material Transfer
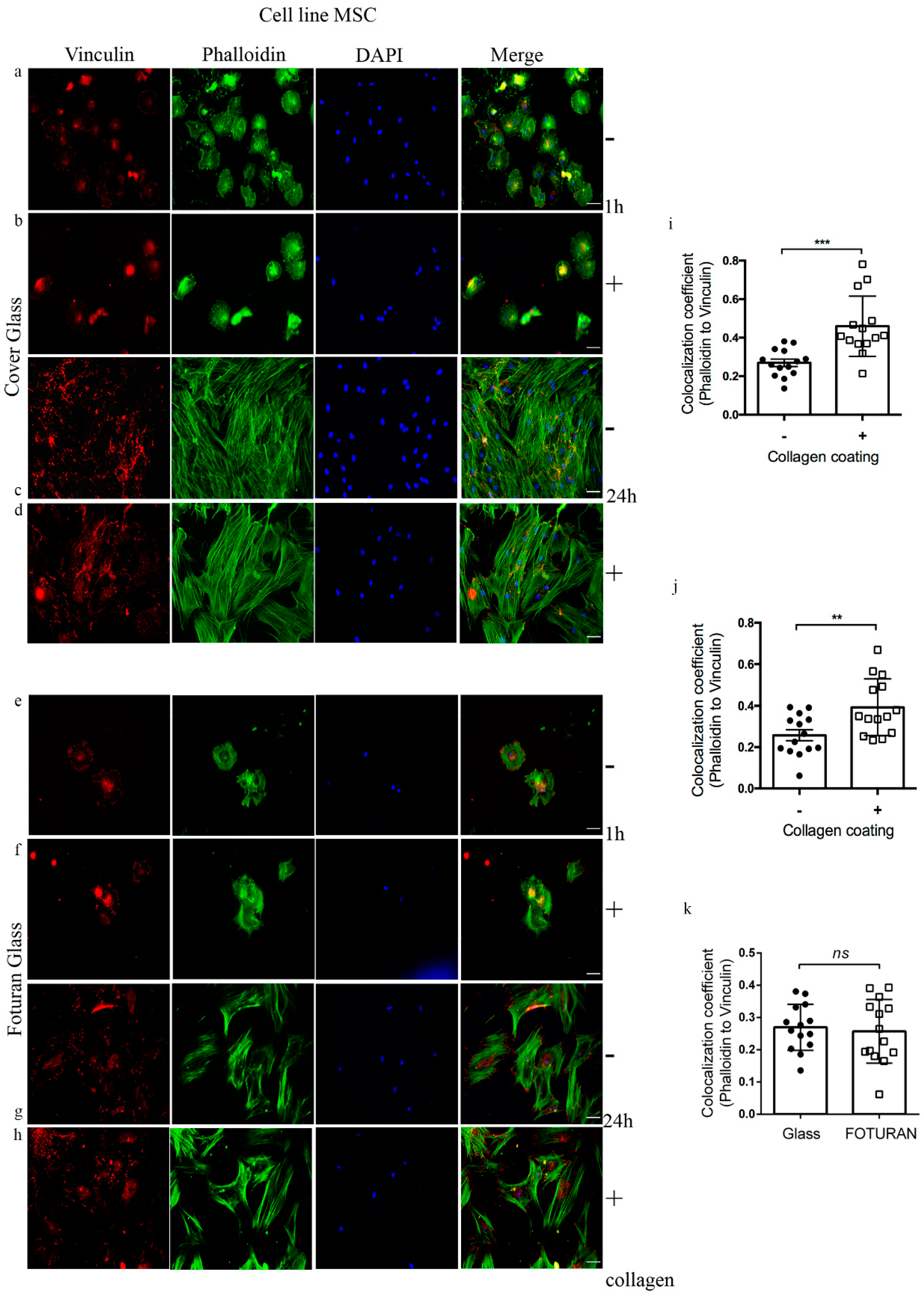
3.4. Mesenchymal Stem Cell Adhesion Studies on Laser-Processed Foturan Glass Surfaces
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sackmann, E.K.; Fulton, A.L.; Beebe, D.J. The present and future role of microfluidics in biomedical research. Nature 2014, 507, 181–189. [Google Scholar] [CrossRef] [PubMed]
- Francesko, A.; Cardoso, V.F.; Lanceros-Méndez, S. Lab-on-a-chip technology and microfluidics. In Microfluidics for Pharmaceutical Applications; Elsevier: Amsterdam, The Netherlands, 2019; pp. 3–36. [Google Scholar]
- Sima, F.; Axente, E.; Ristoscu, C.; Gallet, O.; Anselme, K.; Mihailescu, I.N. Chapter 12 “Bioresponsive surfaces and interfaces fabricated by innovative laser approaches”. In Advanced Materials Interfaces; Tiwari, A., Patra, H.K., Xang, W., Eds.; Wiley Scrivener Publishing LLC: Hoboken, NJ, USA, 2016; pp. 427–462. [Google Scholar]
- Tan, Y.; Tajik, A.; Chen, J.; Jia, Q.; Chowdhury, F.; Wang, L.; Chen, J.; Zhang, S.; Hong, Y.; Yi, H.; et al. Matrix softness regulates plasticity of tumour-repopulating cells via h3k9 demethylation and sox2 expression. Nat. Commun. 2014, 5, 4619. [Google Scholar] [CrossRef]
- Lee, J.; Abdeen, A.A.; Wycislo, K.L.; Fan, T.M.; Kilian, K.A. Interfacial geometry dictates cancer cell tumorigenicity. Nat. Mater. 2016, 15, 856. [Google Scholar] [CrossRef] [PubMed]
- Ma, C.; Fan, R.; Ahmad, H.; Shi, Q.; Comin-Anduix, B.; Chodon, T.; Koya, R.C.; Liu, C.-C.; Kwong, G.A.; Radu, C.G.; et al. A clinical microchip for evaluation of single immune cells reveals high functional heterogeneity in phenotypically similar t cells. Nat. Med. 2011, 17, 738. [Google Scholar] [CrossRef] [PubMed]
- Shao, N.; Qin, L. Biochips—New platforms for cell-based immunological assays. Small Methods 2018, 2, 1700254. [Google Scholar] [CrossRef]
- Li, Y.; Jang, J.H.; Wang, C.; He, B.; Zhang, K.; Zhang, P.; Vu, T.; Qin, L. Microfluidics cell loading-dock system: Ordered cellular array for dynamic lymphocyte-communication study. Adv. Biosyst. 2017, 1, 1700085. [Google Scholar] [CrossRef]
- Mihailescu, I.N.; Caricato, A.P. Pulsed Laser Ablation: Advances and Applications in Nanoparticles and Nanostructuring Thin Films; Pan Stanford Publishing: Singapore, 2018. [Google Scholar]
- Ossi, P.M.; Miotello, A.; Dinescu, M.; Geohegan, D.B. Advances in the Application of Lasers in Materials Science; Springer International Publishing Switzerland AG: Cham, Switzerland, 2018. [Google Scholar]
- Axente, E.; Sima, L.E.; Sima, F. Biomimetic coatings obtained by combinatorial laser technologies. Coatings 2020, 10, 463. [Google Scholar] [CrossRef]
- Schmidt, V.; Belegratis, M.R. Laser Technology in Biomimetics; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Sima, L.E.; Chiritoiu, G.; Negut, I.; Grumezescu, V.; Orobeti, S.; Munteanu, C.V.; Sima, F.; Axente, E. Functionalized graphene oxide thin films for anti-tumor drug delivery to melanoma cells. Front. Chem. 2020, 8, 184. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y. Ultrafast lasers—Reliable tools for advanced materials processing. Light Sci. Appl. 2014, 3, e149. [Google Scholar] [CrossRef]
- Jiang, L.J.; Maruo, S.; Osellame, R.; Xiong, W.; Campbell, J.H.; Lu, Y.F. Femtosecond laser direct writing in transparent materials based on nonlinear absorption. MRS Bull. 2016, 41, 975–983. [Google Scholar] [CrossRef]
- Gattass, R.R.; Mazur, E. Femtosecond laser micromachining in transparent materials. Nat. Photonics 2008, 2, 219. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y. Femtosecond laser three-dimensional micro-and nanofabrication. Appl. Phys. Rev. 2014, 1, 041303. [Google Scholar] [CrossRef]
- Malinauskas, M.; Žukauskas, A.; Hasegawa, S.; Hayasaki, Y.; Mizeikis, V.; Buividas, R.; Juodkazis, S. Ultrafast laser processing of materials: From science to industry. Light Sci. Appl. 2016, 5, e16133. [Google Scholar] [CrossRef] [PubMed]
- Rudenko, A.; Colombier, J.-P.; Höhm, S.; Rosenfeld, A.; Krüger, J.; Bonse, J.; Itina, T.E. Spontaneous periodic ordering on the surface and in the bulk of dielectrics irradiated by ultrafast laser: A shared electromagnetic origin. Sci. Rep. 2017, 7, 12306. [Google Scholar] [CrossRef]
- Chanal, M.; Fedorov, V.Y.; Chambonneau, M.; Clady, R.; Tzortzakis, S.; Grojo, D. Crossing the threshold of ultrafast laser writing in bulk silicon. Nat. Commun. 2017, 8, 773. [Google Scholar] [CrossRef]
- Eaton, S.M.; Cerullo, G.; Osellame, R. Fundamentals of femtosecond laser modification of bulk dielectrics. In Femtosecond Laser Micromachining; Springer: Berlin/Heidelberg, Germany, 2012; pp. 3–18. [Google Scholar]
- Masuda, M.; Sugioka, K.; Cheng, Y.; Aoki, N.; Kawachi, M.; Shihoyama, K.; Toyoda, K.; Helvajian, H.; Midorikawa, K. 3-d microstructuring inside photosensitive glass by femtosecond laser excitation. Appl. Phys. A 2003, 76, 857–860. [Google Scholar] [CrossRef]
- Cheng, Y.; Sugioka, K.; Midorikawa, K.; Masuda, M.; Toyoda, K.; Kawachi, M.; Shihoyama, K. Three-dimensional micro-optical components embedded in photosensitive glass by a femtosecond laser. Opt. Lett. 2003, 28, 1144–1146. [Google Scholar] [CrossRef]
- Cheng, Y.; Sugioka, K.; Midorikawa, K.; Masuda, M.; Toyoda, K.; Kawachi, M.; Shihoyama, K. Control of the cross-sectional shape of a hollow microchannel embedded in photostructurable glass by use of a femtosecond laser. Opt. Lett. 2003, 28, 55–57. [Google Scholar] [CrossRef]
- Cheng, Y.; Tsai, H.-L.; Sugioka, K.; Midorikawa, K. Fabrication of 3d microoptical lenses in photosensitive glass using femtosecond laser micromachining. Appl. Phys. A 2006, 85, 11–14. [Google Scholar] [CrossRef]
- Wang, Z.; Sugioka, K.; Midorikawa, K. Three-dimensional integration of microoptical components buried inside photosensitive glass by femtosecond laser direct writing. Appl. Phys. A 2007, 89, 951–955. [Google Scholar] [CrossRef]
- Sugioka, K.; Hanada, Y.; Midorikawa, K. Three-dimensional femtosecond laser micromachining of photosensitive glass for biomicrochips. Laser Photonics Rev. 2010, 4, 386–400. [Google Scholar] [CrossRef]
- Jipa, F.; Iosub, S.; Calin, B.; Axente, E.; Sima, F.; Sugioka, K. High repetition rate uv versus vis picosecond laser fabrication of 3d microfluidic channels embedded in photosensitive glass. Nanomaterials 2018, 8, 583. [Google Scholar] [CrossRef] [PubMed]
- Livingston, F.; Adams, P.; Helvajian, H. Influence of cerium on the pulsed uv nanosecond laser processing of photostructurable glass ceramic materials. Appl. Surf. Sci. 2005, 247, 526–536. [Google Scholar] [CrossRef]
- Hanada, Y.; Sugioka, K.; Kawano, H.; Ishikawa, I.S.; Miyawaki, A.; Midorikawa, K. Nano-aquarium for dynamic observation of living cells fabricated by femtosecond laser direct writing of photostructurable glass. Biomed. Microdev. 2008, 10, 403–410. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y. Femtosecond laser processing for optofluidic fabrication. Lab Chip 2012, 12, 3576–3589. [Google Scholar] [CrossRef]
- Xu, J.; Wu, D.; Hanada, Y.; Chen, C.; Wu, S.; Cheng, Y.; Sugioka, K.; Midorikawa, K. Electrofluidics fabricated by space-selective metallization in glass microfluidic structures using femtosecond laser direct writing. Lab Chip 2013, 13, 4608–4616. [Google Scholar] [CrossRef]
- Xu, J.; Wu, D.; Ip, J.Y.; Midorikawa, K.; Sugioka, K. Vertical sidewall electrodes monolithically integrated into 3d glass microfluidic chips using water-assisted femtosecond-laser fabrication for in situ control of electrotaxis. RSC Adv. 2015, 5, 24072–24080. [Google Scholar] [CrossRef]
- Bai, S.; Serien, D.; Hu, A.; Sugioka, K. 3d microfluidic surface-enhanced raman spectroscopy (sers) chips fabricated by all-femtosecond-laser-processing for real-time sensing of toxic substances. Adv. Funct. Mater. 2018, 28, 1706262. [Google Scholar] [CrossRef]
- Sugioka, K.; Cheng, Y.; Midorikawa, K. Three-dimensional micromachining of glass using femtosecond laser for lab-on-a-chip device manufacture. Appl. Phys. A 2005, 81, 1–10. [Google Scholar] [CrossRef]
- Hanada, Y.; Sugioka, K.; Shihira-Ishikawa, I.; Kawano, H.; Miyawaki, A.; Midorikawa, K. 3d microfluidic chips with integrated functional microelements fabricated by a femtosecond laser for studying the gliding mechanism of cyanobacteria. Lab Chip 2011, 11, 2109–2115. [Google Scholar] [CrossRef]
- Sima, F.; Kawano, H.; Hirano, M.; Miyawaki, A.; Obata, K.; Serien, D.; Sugioka, K. Mimicking intravasation–extravasation with a 3d glass nanofluidic model for the chemotaxis-free migration of cancer cells in confined spaces. Adv. Mater. Technol. 2020, 2000484. [Google Scholar] [CrossRef]
- Whitesides, G.M. The origins and the future of microfluidics. Nature 2006, 442, 368. [Google Scholar] [CrossRef] [PubMed]
- Qin, D.; Xia, Y.; Whitesides, G.M. Soft lithography for micro- and nanoscale patterning. Nat. Protoc. 2010, 5, 491. [Google Scholar] [CrossRef] [PubMed]
- Van Meer, B.; De Vries, H.; Firth, K.; van Weerd, J.; Tertoolen, L.; Karperien, H.B.J.; Jonkheijm, P.; Denning, C.; IJzerman, A.; Mummery, C.L. Small molecule absorption by pdms in the context of drug response bioassays. Biochem. Biophys. Res. Commun. 2017, 482, 323–328. [Google Scholar] [CrossRef] [PubMed]
- Song, Y.; Huang, Y.-Y.; Liu, X.; Zhang, X.; Ferrari, M.; Qin, L. Point-of-care technologies for molecular diagnostics using a drop of blood. Trends Biotechnol. 2014, 32, 132–139. [Google Scholar] [CrossRef]
- Vu, T.Q.; de Castro, R.M.B.; Qin, L. Bridging the gap: Microfluidic devices for short and long distance cell–cell communication. Lab Chip 2017, 17, 1009–1023. [Google Scholar] [CrossRef]
- Asquini, C.P. Laser induced breakdown spectroscopy (LIBS). In Handbook of Solid-State Lasers; Woodhead Publishing Limited: Cambridge, UK, 2013; pp. 551–571. [Google Scholar]
- Ageev, E.; Kieu, K.; Veiko, V.P. Modification of photosensitive glass-ceramic foturan by ultrashort laser pulses. In Fundamentals of Laser-Assisted Micro- and Nanotechnologies 2010; International Society for Optics and Photonics: Bellingham, WA, USA, 2011; Volume 7996, p. 79960R. [Google Scholar]
- Sergeev, M.; Veiko, V.; Tiguntseva, E.; Olekhnovich, R. Picosecond laser fabrication of microchannels inside foturan glass at co2 laser irradiation and following etching. Opt. Quantum Electron. 2016, 48, 485. [Google Scholar] [CrossRef]
- von Philipsborn, A.C.; Lang, S.; Bernard, A.; Loeschinger, J.; David, C.; Lehnert, D.; Bastmeyer, M.; Bonhoeffer, F. Microcontact printing of axon guidance molecules for generation of graded patterns. Nat. Protoc. 2006, 1, 1322. [Google Scholar] [CrossRef]
- Hong, S.; Zhu, J.; Mirkin, C.A. Multiple ink nanolithography: Toward a multiple-pen nano-plotter. Science 1999, 286, 523–525. [Google Scholar] [CrossRef]
- Piqué, A.; Serra, P. Laser Printing of Functional Materials: 3d Microfabrication, Electronics and Biomedicine; Wiley-VCH (Verlag GmbH & Co. KGaA): Weinheim, Germany, 2018. [Google Scholar]
- Axente, E.; Ristoscu, C.; Bigi, A.; Sima, F.; Mihailescu, I.N. Combinatorial laser synthesis of biomaterial thin films: Selection and processing for medical applications. In Advances in the Application of Lasers in Materials Science; Dinescu, M., Geohegan, D.B., Miotello, A., Ossi, P.M., Eds.; Springer International Publishing Switzerland AG: Cham, Switzerland, 2018. [Google Scholar]
- Sima, F.; Mihailescu, I.N. Biomimetic assemblies by matrix-assisted pulsed laser evaporation. In Laser Technology in Biomimetics; Springer: Berlin/Heidelberg, Germany, 2013; pp. 111–141. [Google Scholar]
- Axente, E.; Sopronyi, M.; Ghimbeu, C.M.; Nita, C.; Airoudj, A.; Schrodj, G.; Sima, F. Matrix-assisted pulsed laser evaporation: A novel approach to design mesoporous carbon films. Carbon 2017, 122, 484–495. [Google Scholar] [CrossRef]
- Negut, I.; Grumezescu, V.; Sima, L.E.; Axente, E. Chapter 11—Recent advances of graphene family nanomaterials for nanomedicine. In Fullerens, Graphenes and Nanotubes; Grumezescu, A.M., Ed.; William Andrew: Oxford, UK, 2018; pp. 413–455. [Google Scholar]
- Janmey, P.A.; Weitz, D.A. Dealing with mechanics: Mechanisms of force transduction in cells. Trends Biochem. Sci. 2004, 29, 364–370. [Google Scholar] [CrossRef] [PubMed]
- Engler, A.J.; Sen, S.; Sweeney, H.L.; Discher, D.E. Matrix elasticity directs stem cell lineage specification. Cell 2006, 126, 677–689. [Google Scholar] [CrossRef] [PubMed]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jipa, F.; Orobeti, S.; Butnaru, C.; Zamfirescu, M.; Axente, E.; Sima, F.; Sugioka, K. Picosecond Laser Processing of Photosensitive Glass for Generation of Biologically Relevant Microenvironments. Appl. Sci. 2020, 10, 8947. https://doi.org/10.3390/app10248947
Jipa F, Orobeti S, Butnaru C, Zamfirescu M, Axente E, Sima F, Sugioka K. Picosecond Laser Processing of Photosensitive Glass for Generation of Biologically Relevant Microenvironments. Applied Sciences. 2020; 10(24):8947. https://doi.org/10.3390/app10248947
Chicago/Turabian StyleJipa, Florin, Stefana Orobeti, Cristian Butnaru, Marian Zamfirescu, Emanuel Axente, Felix Sima, and Koji Sugioka. 2020. "Picosecond Laser Processing of Photosensitive Glass for Generation of Biologically Relevant Microenvironments" Applied Sciences 10, no. 24: 8947. https://doi.org/10.3390/app10248947
APA StyleJipa, F., Orobeti, S., Butnaru, C., Zamfirescu, M., Axente, E., Sima, F., & Sugioka, K. (2020). Picosecond Laser Processing of Photosensitive Glass for Generation of Biologically Relevant Microenvironments. Applied Sciences, 10(24), 8947. https://doi.org/10.3390/app10248947