The Enhanced Mechanism of 0.05 wt. % Nd Addition on High Temperature Reliability of Sn-3.8Ag-0.7Cu/Cu Solder Joint

Abstract
1. Introduction
2. Experimental Part
3. Results and Discussion
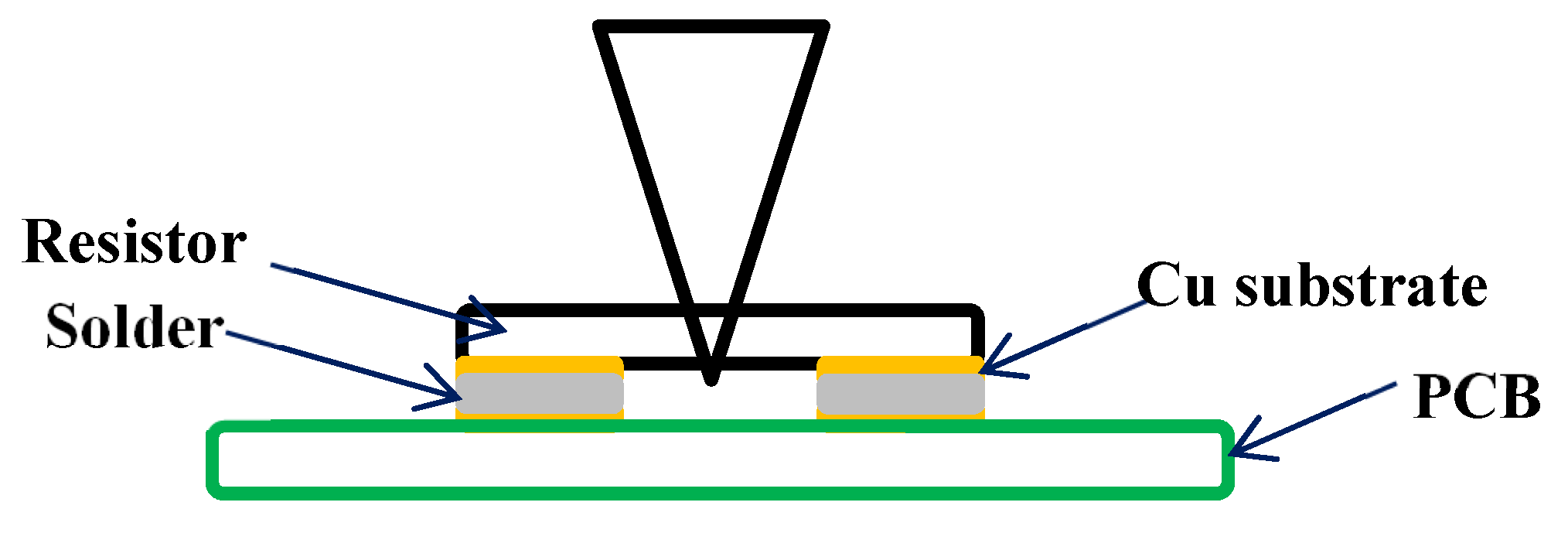
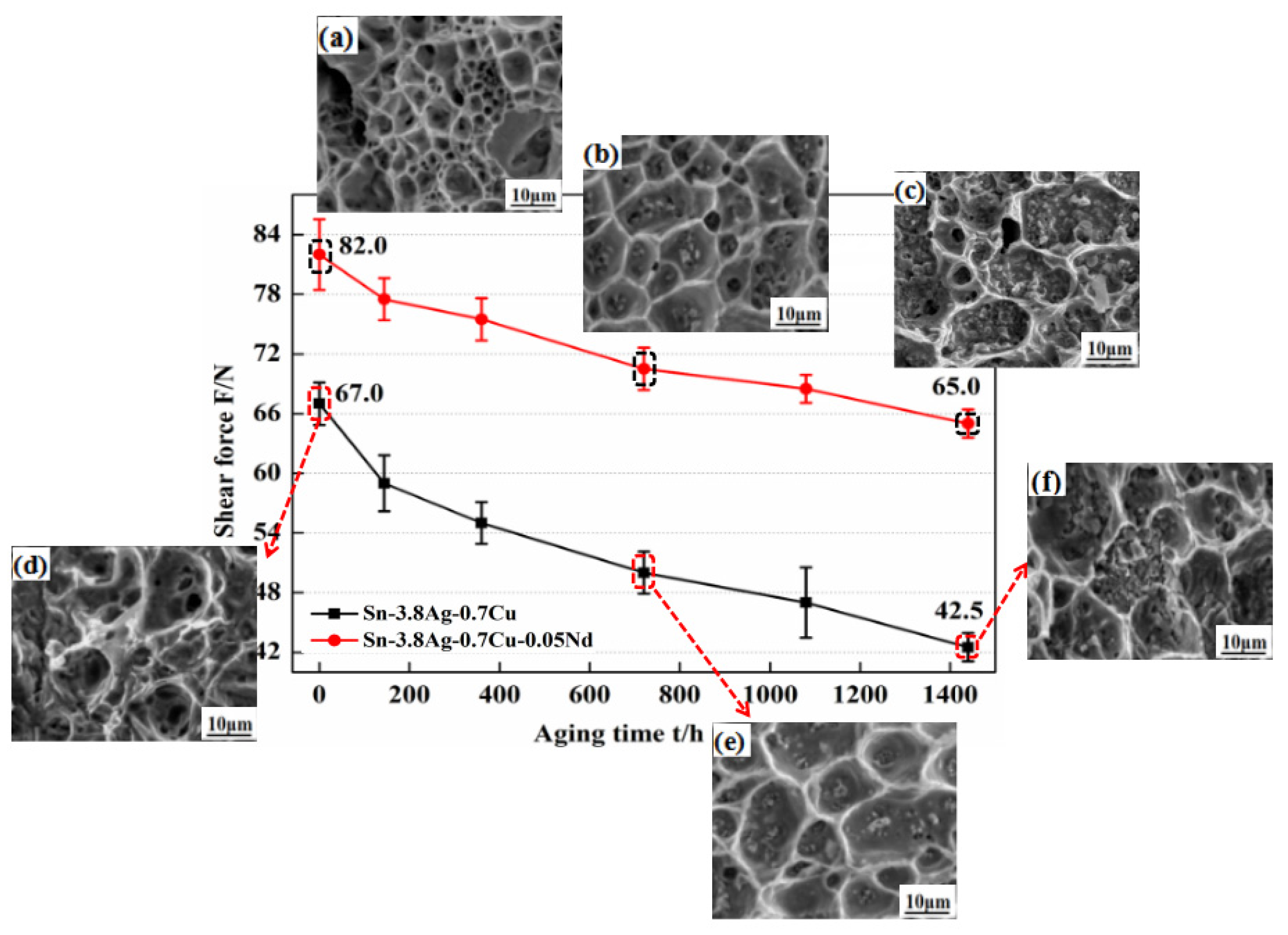
3.1. Shear Force and Fracture Morphology after Aging Treatment
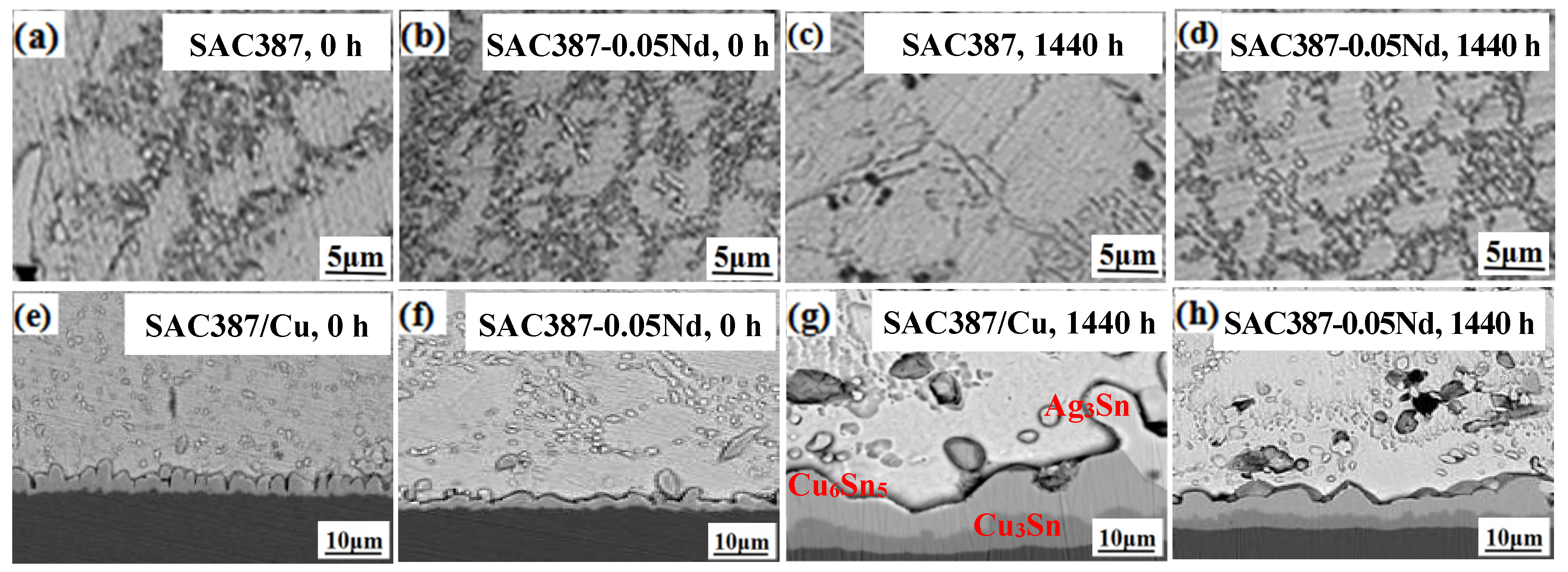
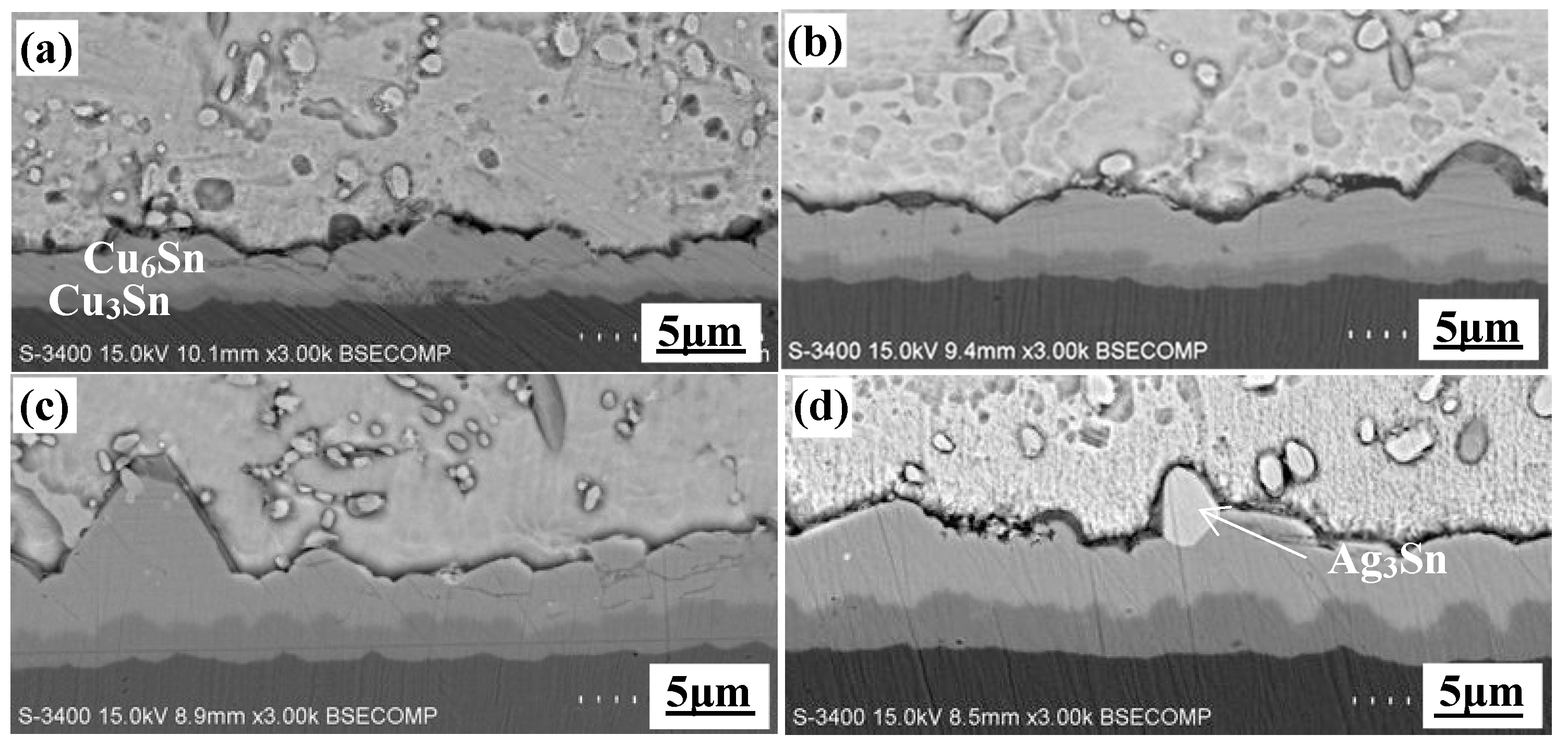
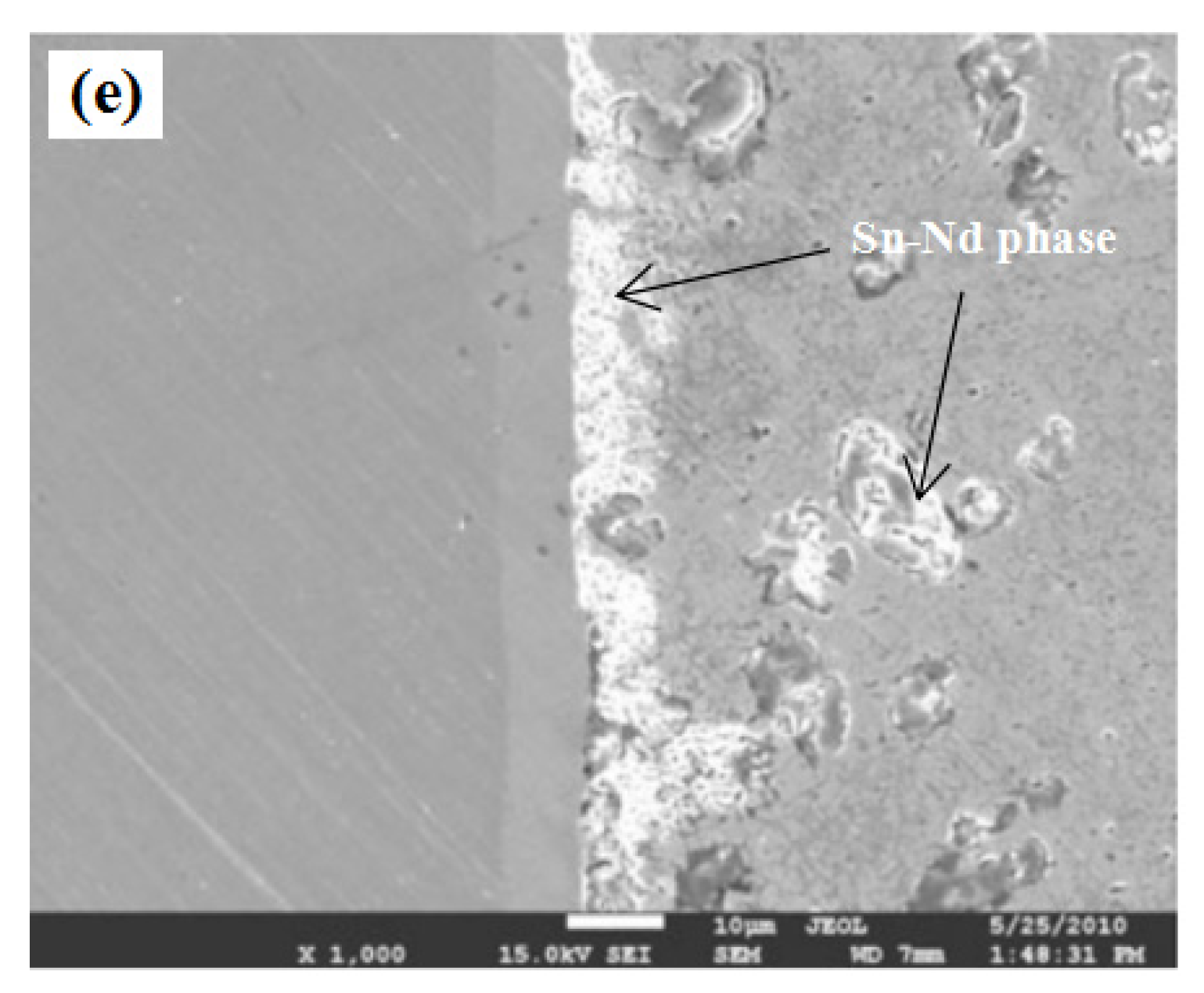
3.2. Microstructure Evolution during Aging
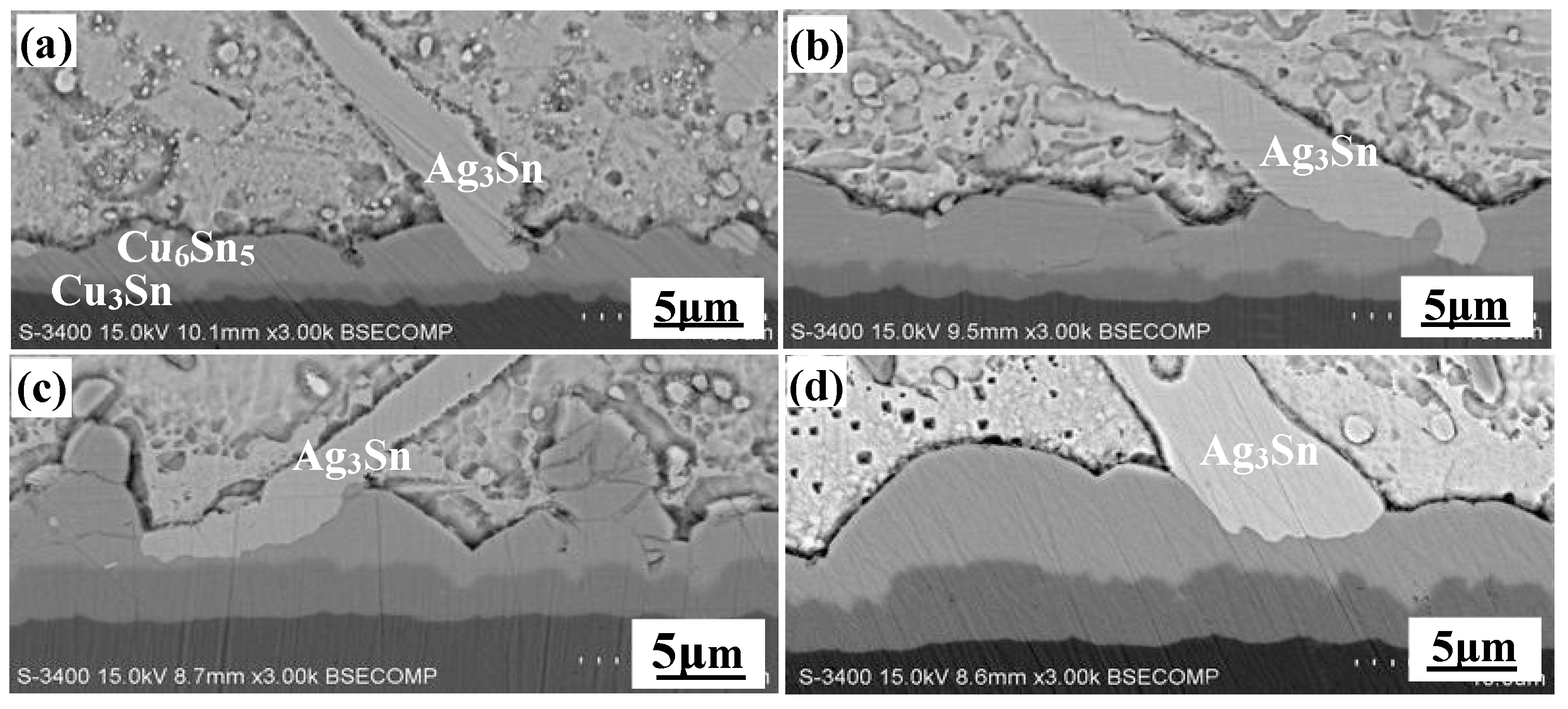
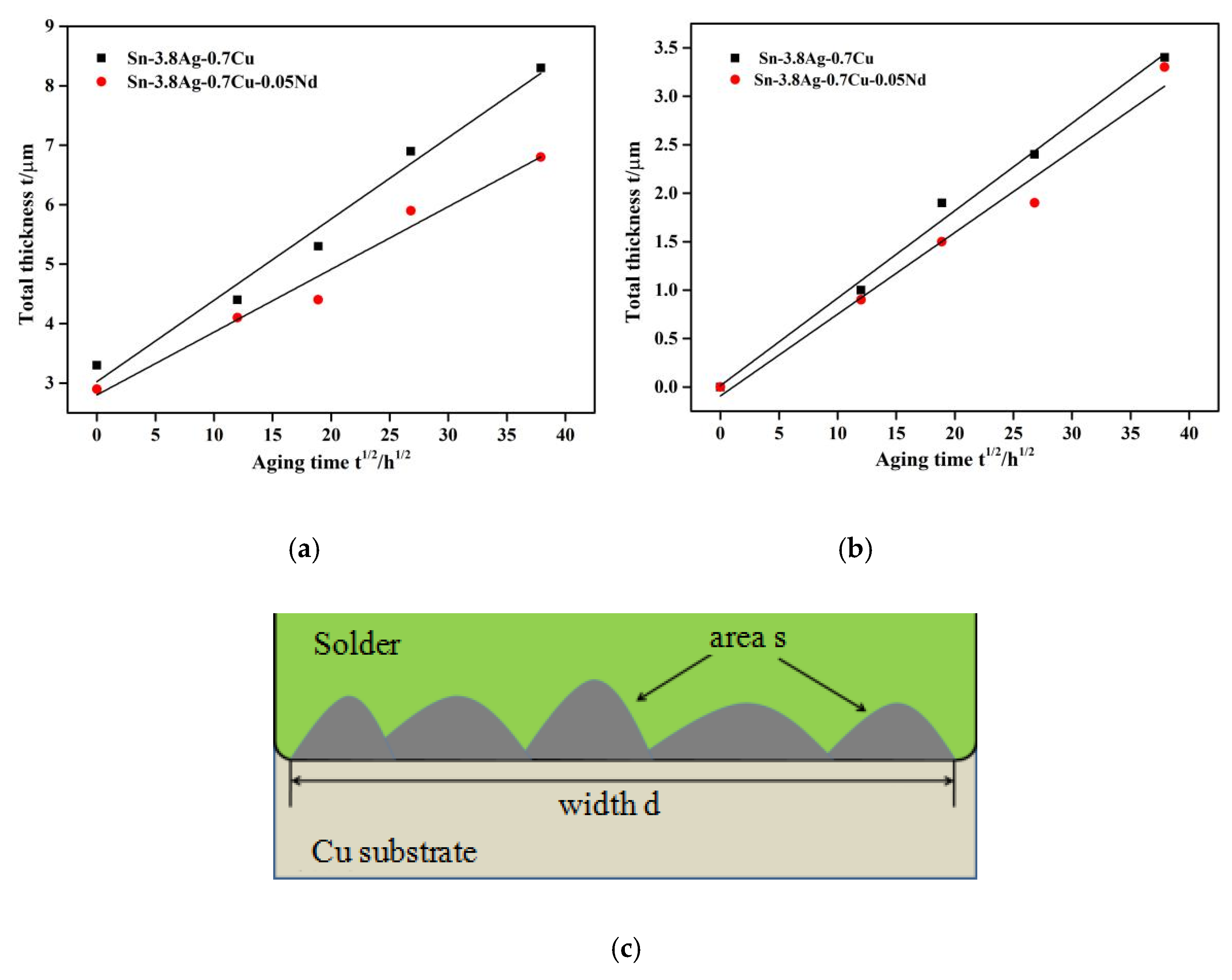
3.3. Thickness of Interfacial IMC Layer
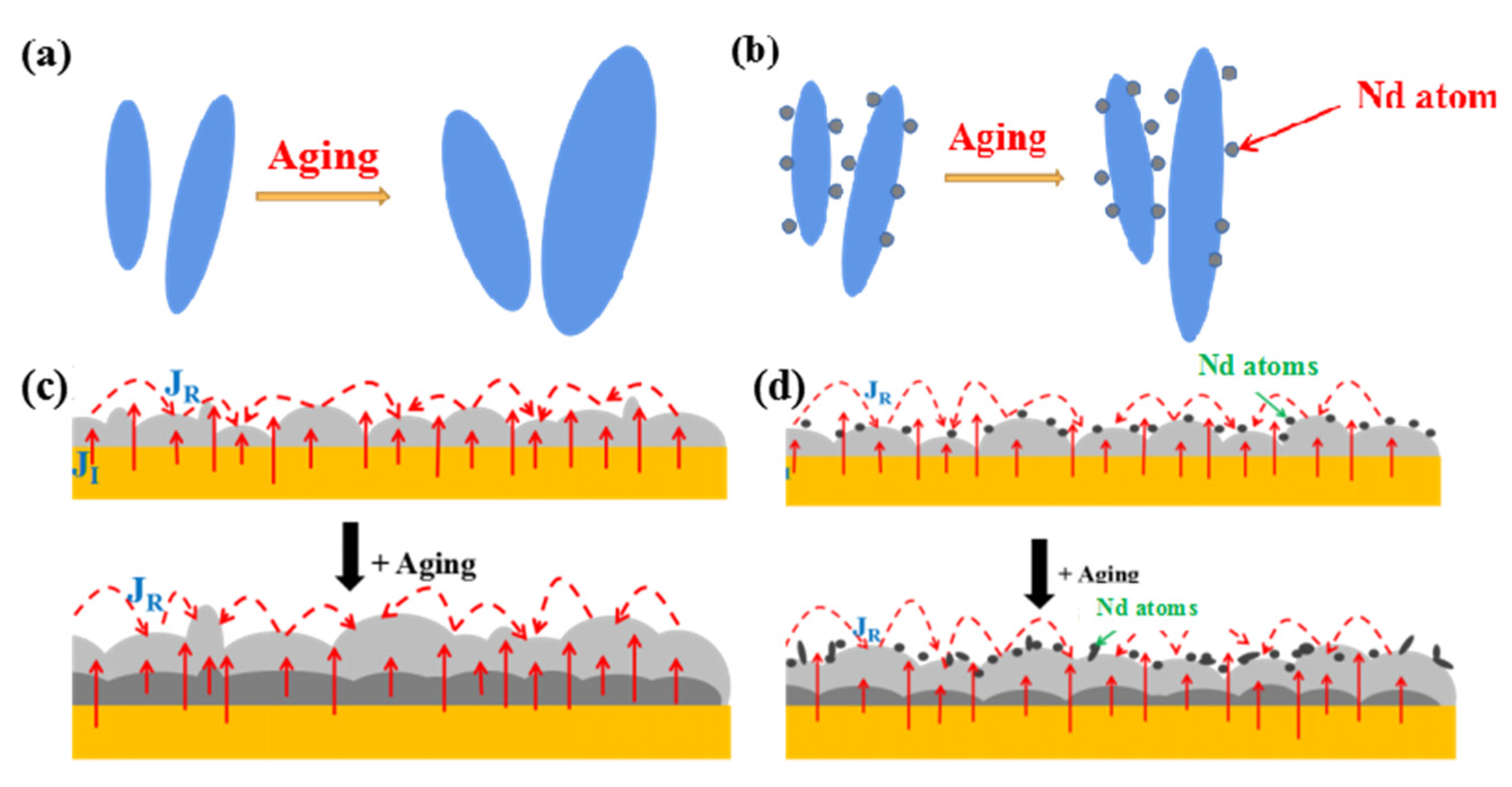
3.4. The Role of Ag3Sn on High-Temperature Reliability Enhancement
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lee, C.-J.; Min, K.D.; Park, H.J.; Kim, J.-H.; Jung, S.-B. Effect of Sn-Decorated MWCNTs on the Mechanical Reliability of Sn–58Bi Solder. Electron. Mater. Lett. 2019, 15, 693–701. [Google Scholar] [CrossRef]
- Xue, P.; Liang, W.; He, P.; Suganuma, K.; Zhang, H. Tin Whisker Growth Inhibition in RE-Doped Sn-Zn Soldered Joints. Appl. Sci. 2019, 9, 1406. [Google Scholar] [CrossRef]
- Xiong, M.-Y.; Zhang, L.; He, P.; Long, W.-M. Stress analysis and structural optimization of 3-D IC package based on the Taguchi method. Solder. Surf. Mt. Technol. 2019, 32, 42–47. [Google Scholar] [CrossRef]
- Wu, J.; Xue, S.; Wang, J.-W.; Liu, S.; Han, Y.-L.; Wang, L.-J. Recent progress of Sn-Ag-Cu lead-free solders bearing alloy elements and nanoparticles in electronic packaging. J. Mater. Sci. Mater. Electron. 2016, 27, 12729–12763. [Google Scholar] [CrossRef]
- Wang, J.; Xue, S.; Zhang, P.; Zhai, P.; Tao, Y. The reliability of lead-free solder joint subjected to special environment: A review. J. Mater. Sci. Mater. Electron. 2019, 30, 9065–9086. [Google Scholar] [CrossRef]
- Jie, W.; Xue, S.; Jingwen, W.; Jianxin, W.; Deng, Y. Enhancement on the high-temperature joint reliability and corrosion resistance of Sn–0.3Ag–0.7Cu low-Ag solder contributed by Al2O3 Nanoparticles (0.12 wt%). J. Mater. Sci. Mater. Electron. 2018, 29, 19663–19677. [Google Scholar] [CrossRef]
- Huang, M.-L.; Zhao, N.; Liu, S.; He, Y.-Q. Drop failure modes of Sn–3.0Ag–0.5Cu solder joints in wafer level chip scale package. Trans. Nonferrous Met. Soc. China 2016, 26, 1663–1669. [Google Scholar] [CrossRef]
- Zhang, L.; Long, W.M.; Wang, F.J. Microstructures, interface reaction, and properties of Sn-Ag-Cu and Sn-Ag-Cu-0.5CuZnAl solders on Fe substrate. J. Mater. Mater. Electron. 2020, 31, 6645–6653. [Google Scholar] [CrossRef]
- Lau, C.S.; KhorM, C.Y.; Soares, D.; Teixeira, J.C.F.; Abdullah, M. Thermo-mechanical challenges of reflowed lead-free solder joints in surface mount components: A review. Solder. Surf. Mt. Technol. 2016, 28, 41–62. [Google Scholar] [CrossRef]
- Tang, Y.; Li, G.Y.; Chen, D.Q.; Pan, Y.C. Influence of TiO nanoparticles on IMC growth in Sn-3.0Ag-0.5Cu-xTiO solder joints during isothermal aging process. J. Mater. Sci. Mater. Electron. 2014, 25, 981–991. [Google Scholar] [CrossRef]
- Fouzder, T.; Shafiq, I.; Chan, Y.; Sharif, A.; Yung, W.K. Influence of SrTiO3 nano-particles on the microstructure and shear strength of Sn–Ag–Cu solder on Au/Ni metallized Cu pads. J. Alloy. Compd. 2011, 509, 1885–1892. [Google Scholar] [CrossRef]
- Min, D.; Xing, W.; Yu, X.; Ma, L.; Zuo, W.; Ji, Z. Effect of micro alumina particles additions on the interfacial behavior and mechanical properties of Sn-9Zn-1Al2O3 nanoparticles on low temperature wetting and soldering of 6061 aluminum alloys. J. Alloy. Compd. 2018, 739, 481–488. [Google Scholar] [CrossRef]
- Wu, J.; Xue, S.; Wang, J.; Huang, G. Effect of 0.05 wt. % Pr Addition on Microstructure and Shear Strength of Sn-0.3Ag-0.7Cu/Cu Solder Joint during the Thermal Aging Process. Appl. Sci. 2019, 9, 3590. [Google Scholar] [CrossRef]
- Zhang, L.; Xue, S.; Gao, L.-L.; Chen, Y.; Yu, S.-L.; Sheng, Z.; Zeng, G. Effects of trace amount addition of rare earth on properties and microstructure of Sn–Ag–Cu alloys. J. Mater. Sci. Mater. Electron. 2009, 20, 1193–1199. [Google Scholar] [CrossRef]
- Sadiq, M.; Pesci, R.; Cherkaoui, M. Impact of Thermal Aging on the Microstructure Evolution and Mechanical Properties of Lanthanum-Doped Tin-Silver-Copper Lead-Free Solders. J. Electron. Mater. 2013, 42, 492–501. [Google Scholar] [CrossRef][Green Version]
- Gao, L.; Xue, S.; Zhang, L.; Sheng, Z.; Zeng, G.; Ji, F. Effects of trace rare earth Nd addition on microstructure and properties of SnAgCu solder. J. Mater. Sci. Mater. Electron. 2009, 21, 643–648. [Google Scholar] [CrossRef]
- Ye, H.; Xue, S.; Pecht, M.G. Effects of thermal cycling on rare earth (Pr)-induced Sn whisker/hillock growth. Mater. Lett. 2013, 98, 78–81. [Google Scholar] [CrossRef]
- Mansour, M.M.; Saad, G.; Wahab, L.; Fawzy, A. Indentation creep behavior of thermally aged Sn-5wt%Sb-1.5wt%Ag solder integrated with ZnO nanoparticles. J. Mater. Sci. Mater. Electron. 2019, 30, 8348–8357. [Google Scholar] [CrossRef]
- Jasli, N.A.; Hamid, H.A.; Mayappan, R. Morphology and Intermetallics Study of (Sn-8Zn-3Bi)-1Ag Solder under Liquid-State Aging. Adv. Mater. Res. 2012, 620, 273–277. [Google Scholar] [CrossRef]
- Hu, Y.-H.; Xue, S.; Wang, H.; Ye, H.; Xiao, Z.; Gao, L.-L. Effects of rare earth element Nd on the solderability and microstructure of Sn–Zn lead-free solder. J. Mater. Sci. Mater. Electron. 2010, 22, 481–487. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thickness (μm) | Aging Time (h) | |||||
|---|---|---|---|---|---|---|
| IMC Layer | 0 | 144 | 360 | 720 | 1440 | |
| Cu6Sn5 + Cu3Sn in SAC387 | 3.3 | 4.4 | 5.3 | 6.9 | 8.3 | |
| Cu3Sn in SAC387 | 0 | 1.0 | 1.9 | 2.4 | 3.4 | |
| Cu6Sn5 + Cu3Sn in SAC387-0.05Nd | 2.9 | 4.1 | 4.4 | 5.9 | 6.8 | |
| Cu3Sn in SAC387-0.05Nd | 0 | 0.9 | 1.5 | 1.9 | 3.3 | |
| Element | Spot A | Spot B | ||
|---|---|---|---|---|
| Wt(%) | At.(%) | Wt(%) | At.(%) | |
| Cu | 33.68 | 48.68 | - | - |
| Sn | 66.32 | 51.32 | 28.72 | 26.34 |
| Ag | - | - | 71.28 | 73.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xue, P.; Tao, J.; He, P.; Long, W.; Zhong, S. The Enhanced Mechanism of 0.05 wt. % Nd Addition on High Temperature Reliability of Sn-3.8Ag-0.7Cu/Cu Solder Joint. Appl. Sci. 2020, 10, 8935. https://doi.org/10.3390/app10248935
Xue P, Tao J, He P, Long W, Zhong S. The Enhanced Mechanism of 0.05 wt. % Nd Addition on High Temperature Reliability of Sn-3.8Ag-0.7Cu/Cu Solder Joint. Applied Sciences. 2020; 10(24):8935. https://doi.org/10.3390/app10248935
Chicago/Turabian StyleXue, Peng, Jianzhi Tao, Peng He, Weimin Long, and Sujuan Zhong. 2020. "The Enhanced Mechanism of 0.05 wt. % Nd Addition on High Temperature Reliability of Sn-3.8Ag-0.7Cu/Cu Solder Joint" Applied Sciences 10, no. 24: 8935. https://doi.org/10.3390/app10248935
APA StyleXue, P., Tao, J., He, P., Long, W., & Zhong, S. (2020). The Enhanced Mechanism of 0.05 wt. % Nd Addition on High Temperature Reliability of Sn-3.8Ag-0.7Cu/Cu Solder Joint. Applied Sciences, 10(24), 8935. https://doi.org/10.3390/app10248935