Production of Cellulosic Ethanol from Enzymatically Hydrolysed Wheat Straws

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Chemical Composition of WS
2.2.2. Pretreatments of WS
2.2.3. Enzymatic Hydrolysis of Pretreated WS
2.2.4. Scanning Electron Microscope (SEM) Analysis
2.2.5. ATR-FTIR Analysis
2.2.6. HPLC Instrumentation and Separation Conditions
Determination of Individual Phenolic Compounds
Determination of Organic Acids
Determination of Individual Carbohydrates After Enzymatic Hydrolysis
2.2.7. Monitoring of Bioethanol Concentration
2.2.8. Experimental Design and Statistical Analysis
3. Results and Discussions
3.1. Chemichal Composition of WS
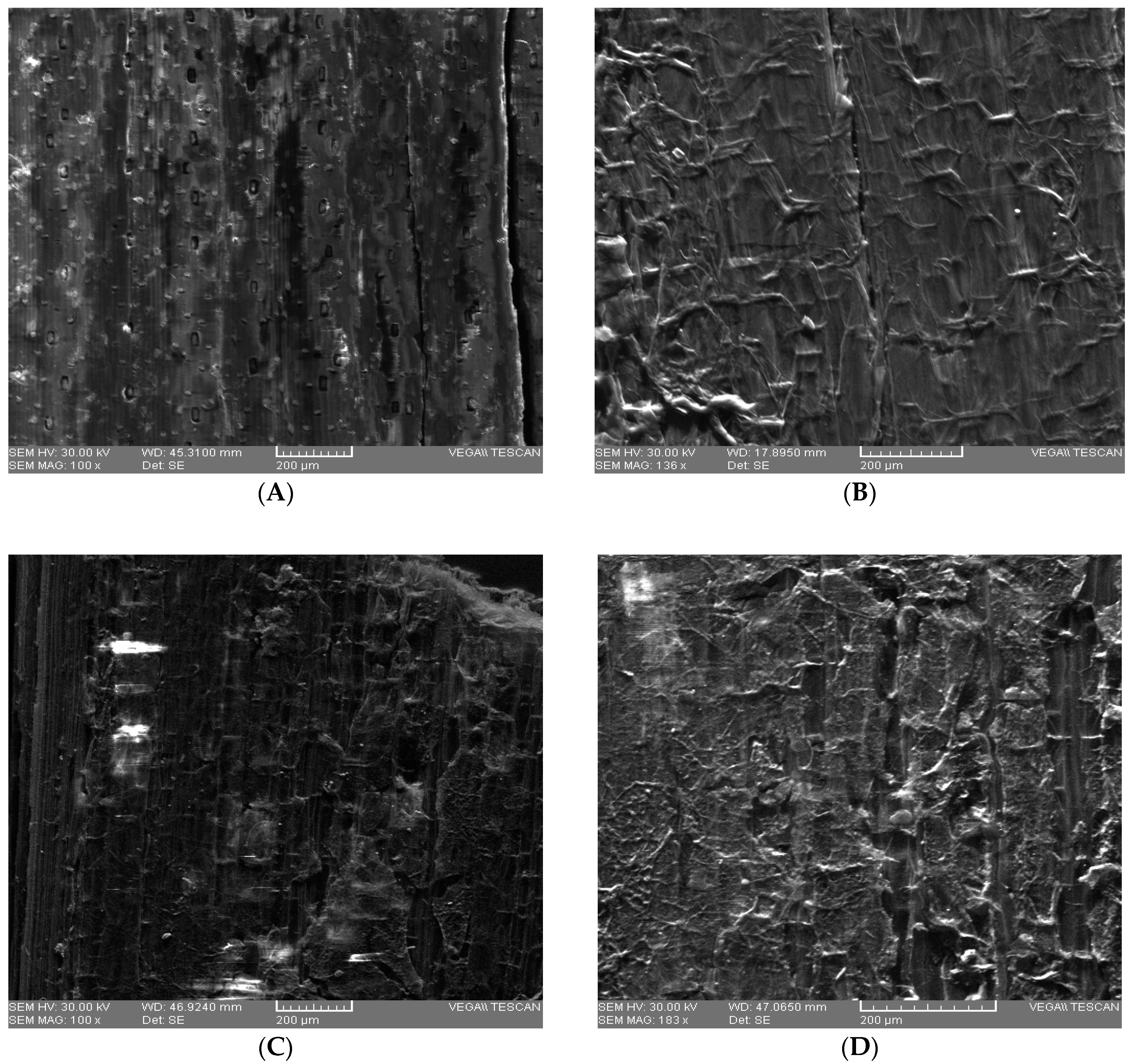
3.2. Scanning Electron Microscope (SEM) Analysis
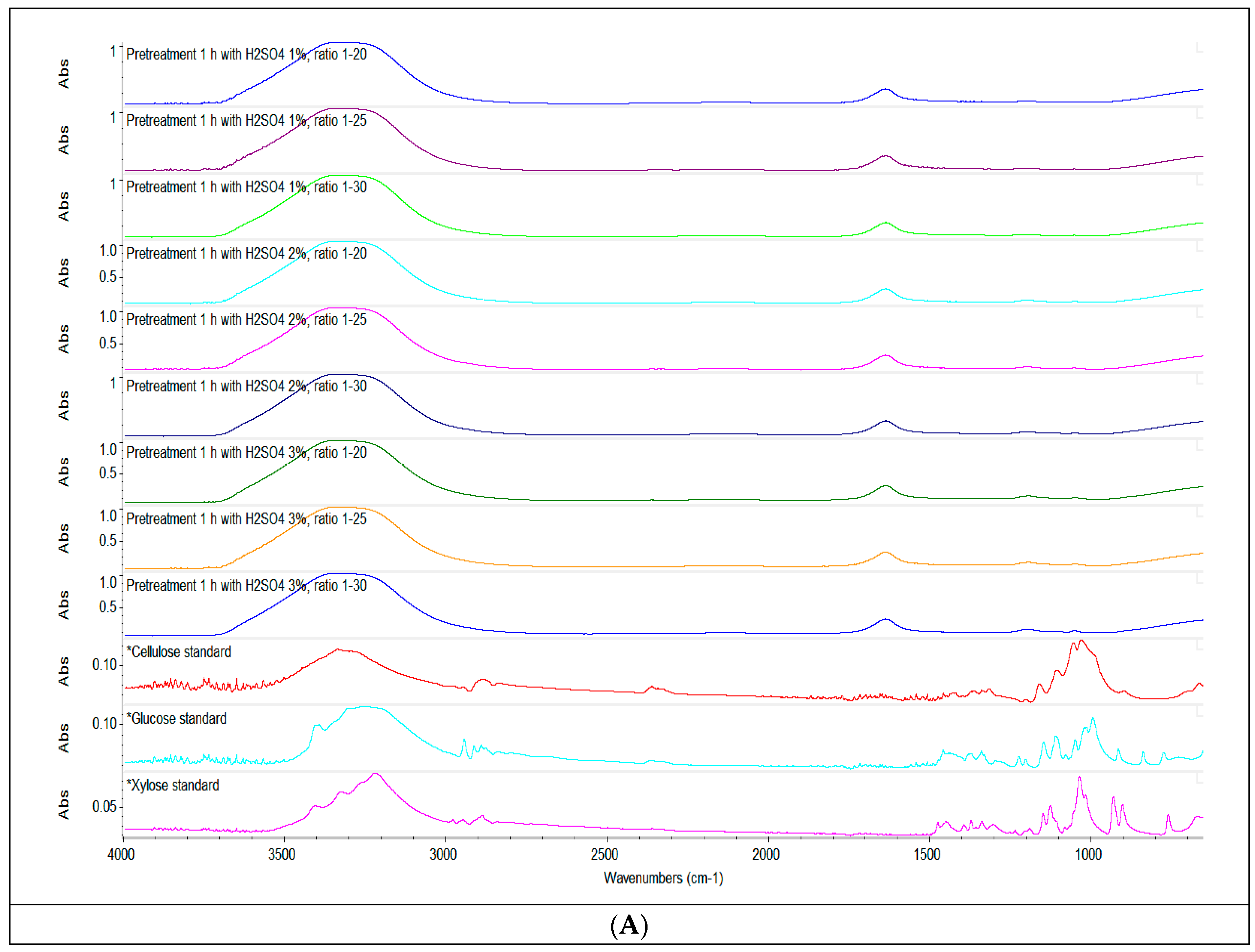
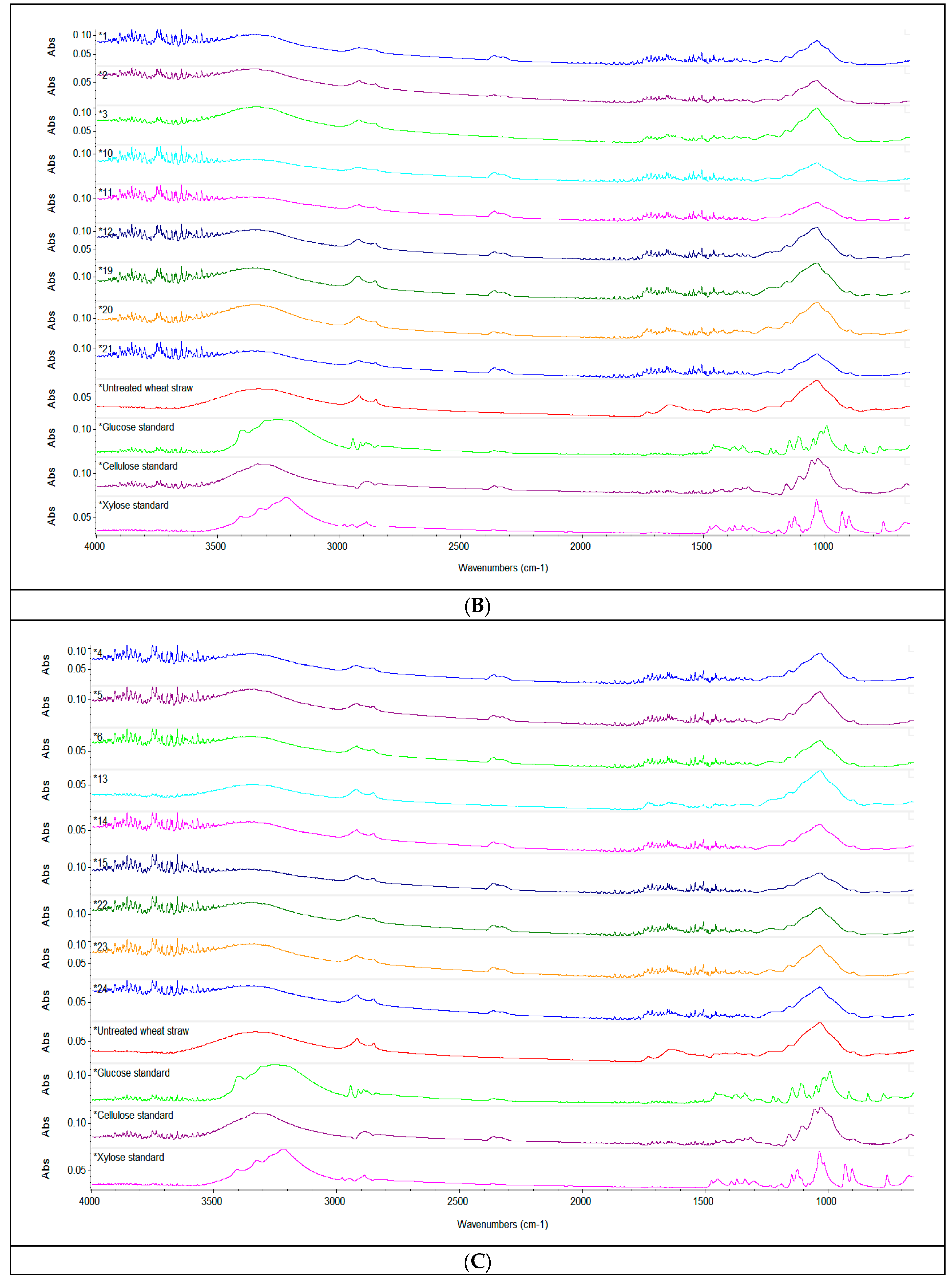
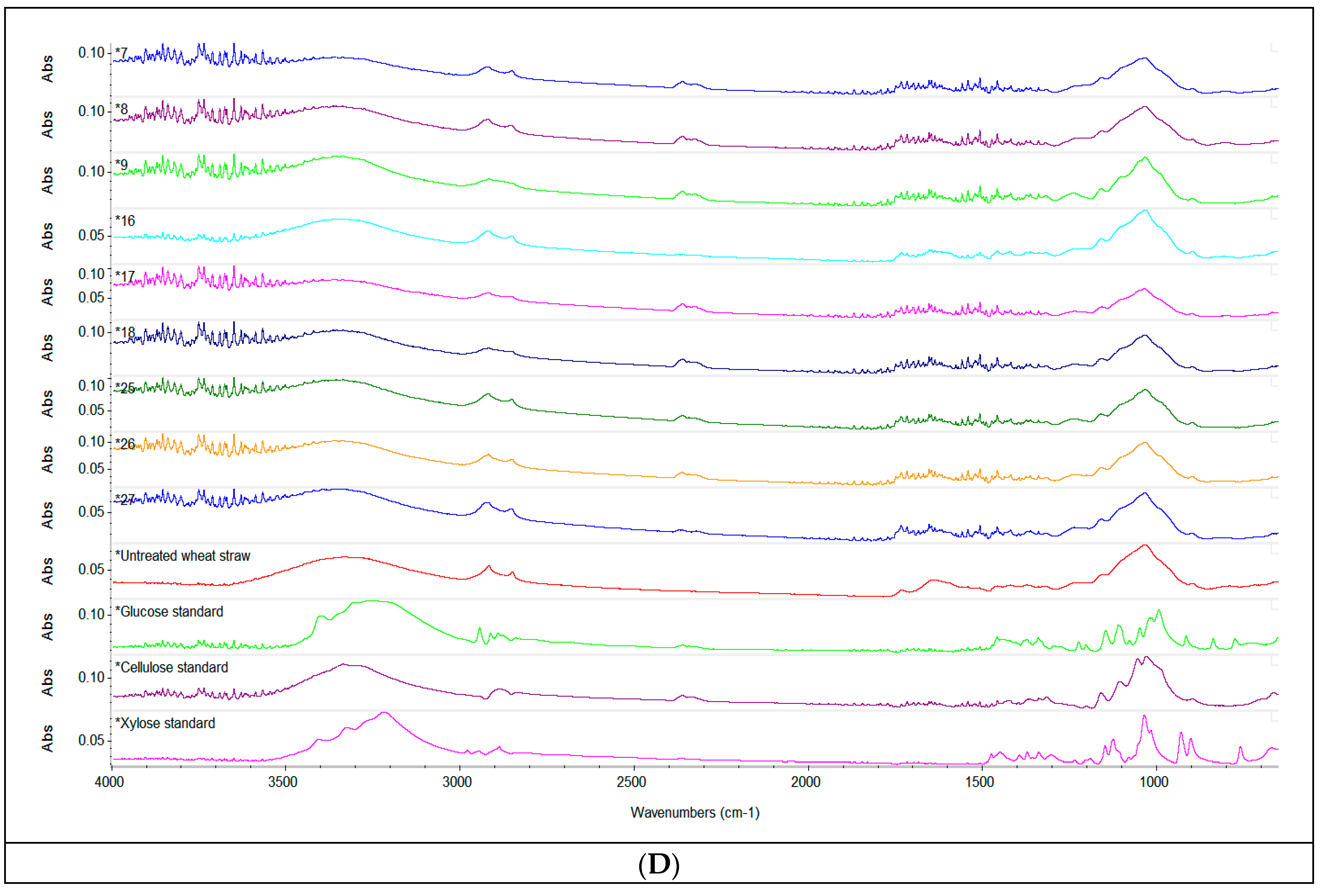
3.3. ATR-FTIR Analysis
3.4. Determination of Individual Phenolic Compounds
3.5. Determination of Organic Acids
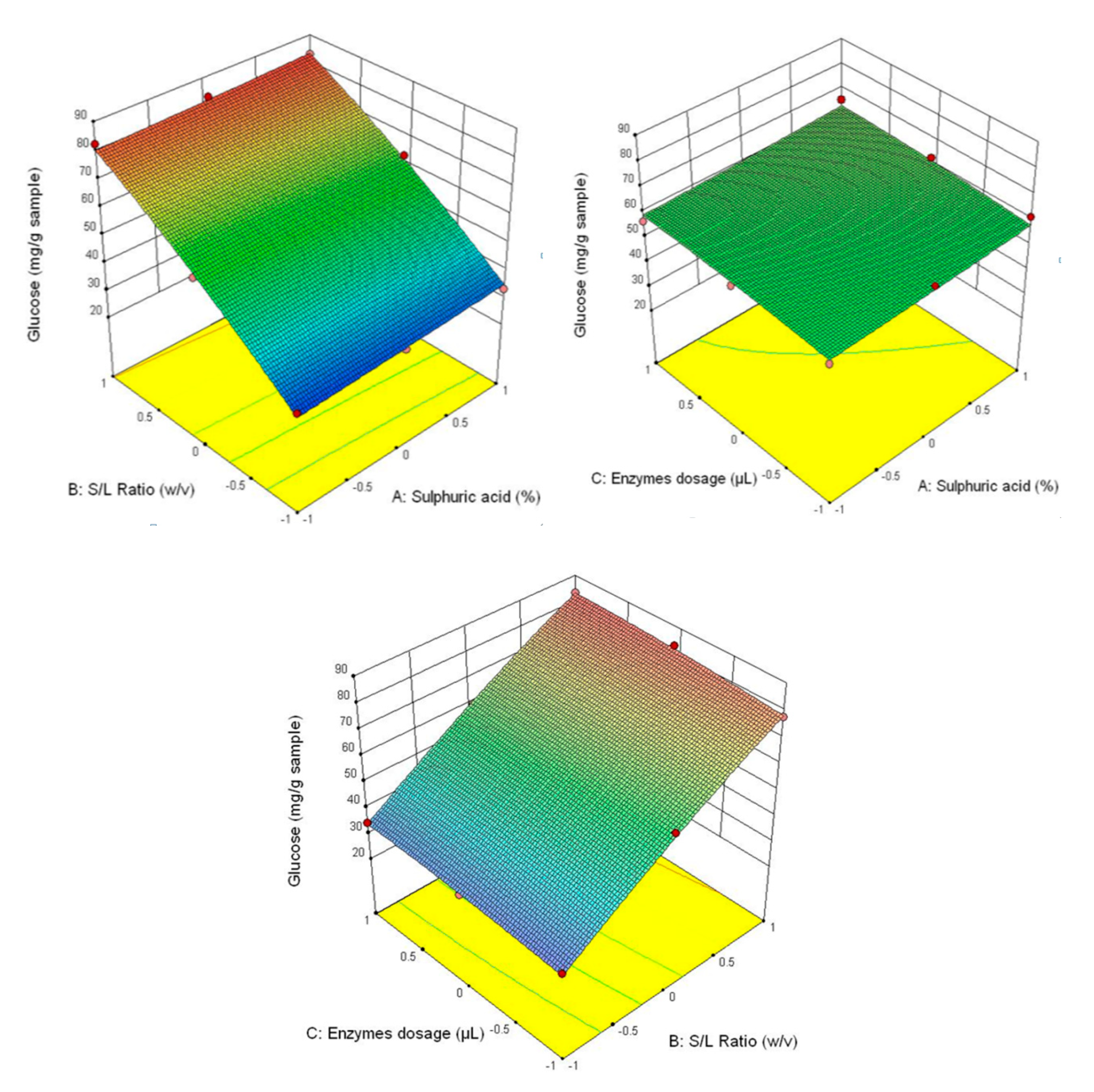
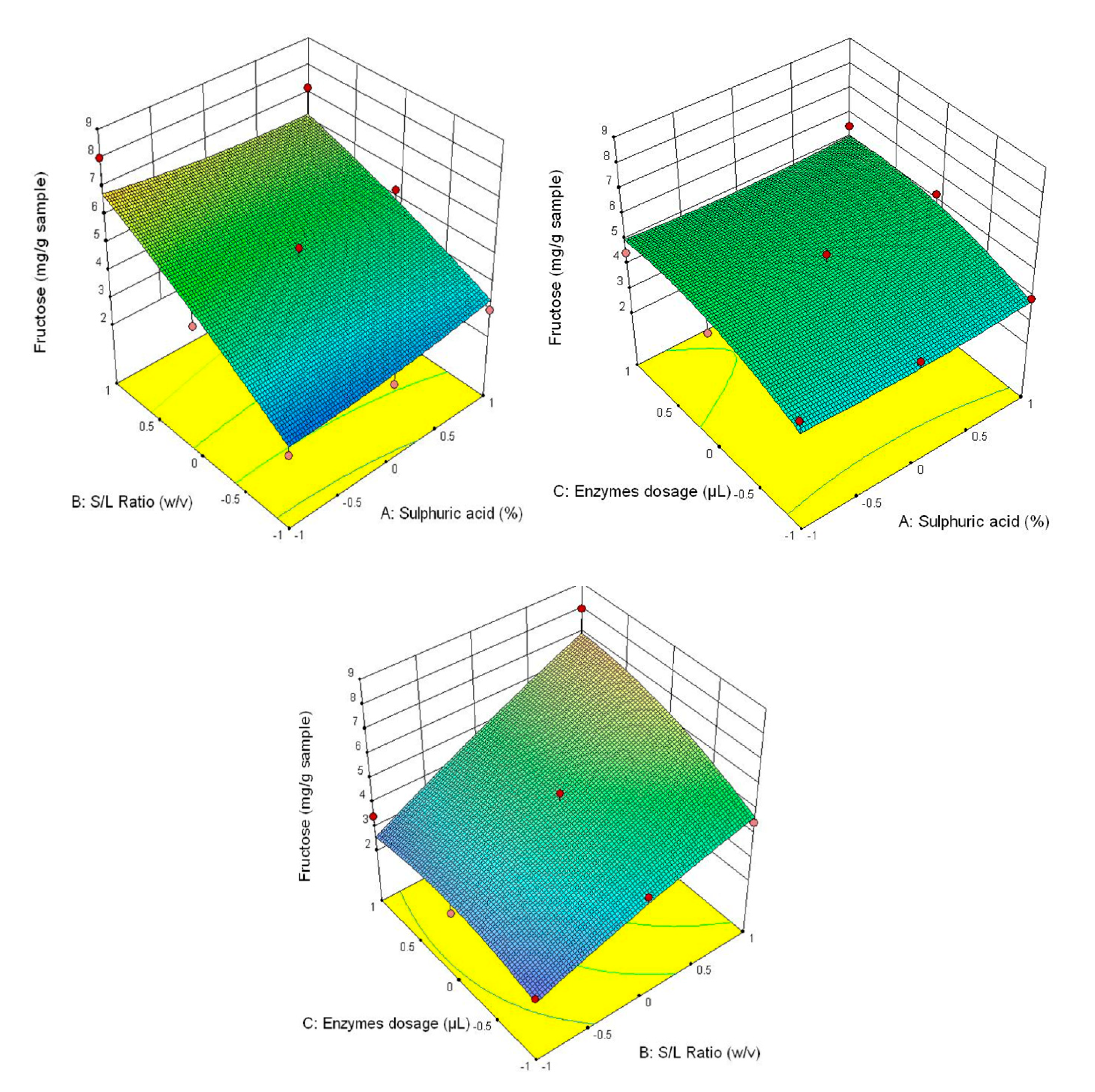
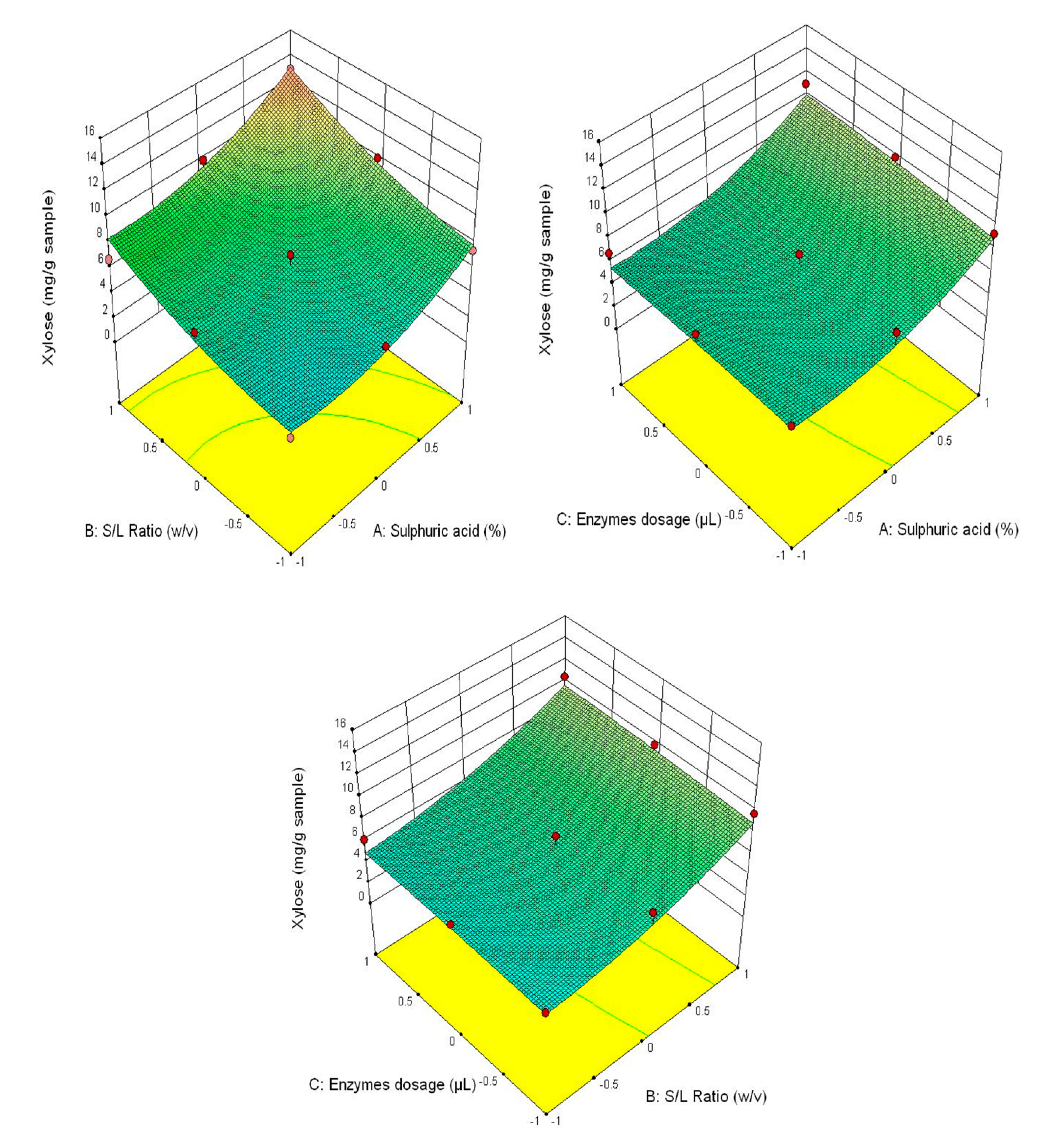
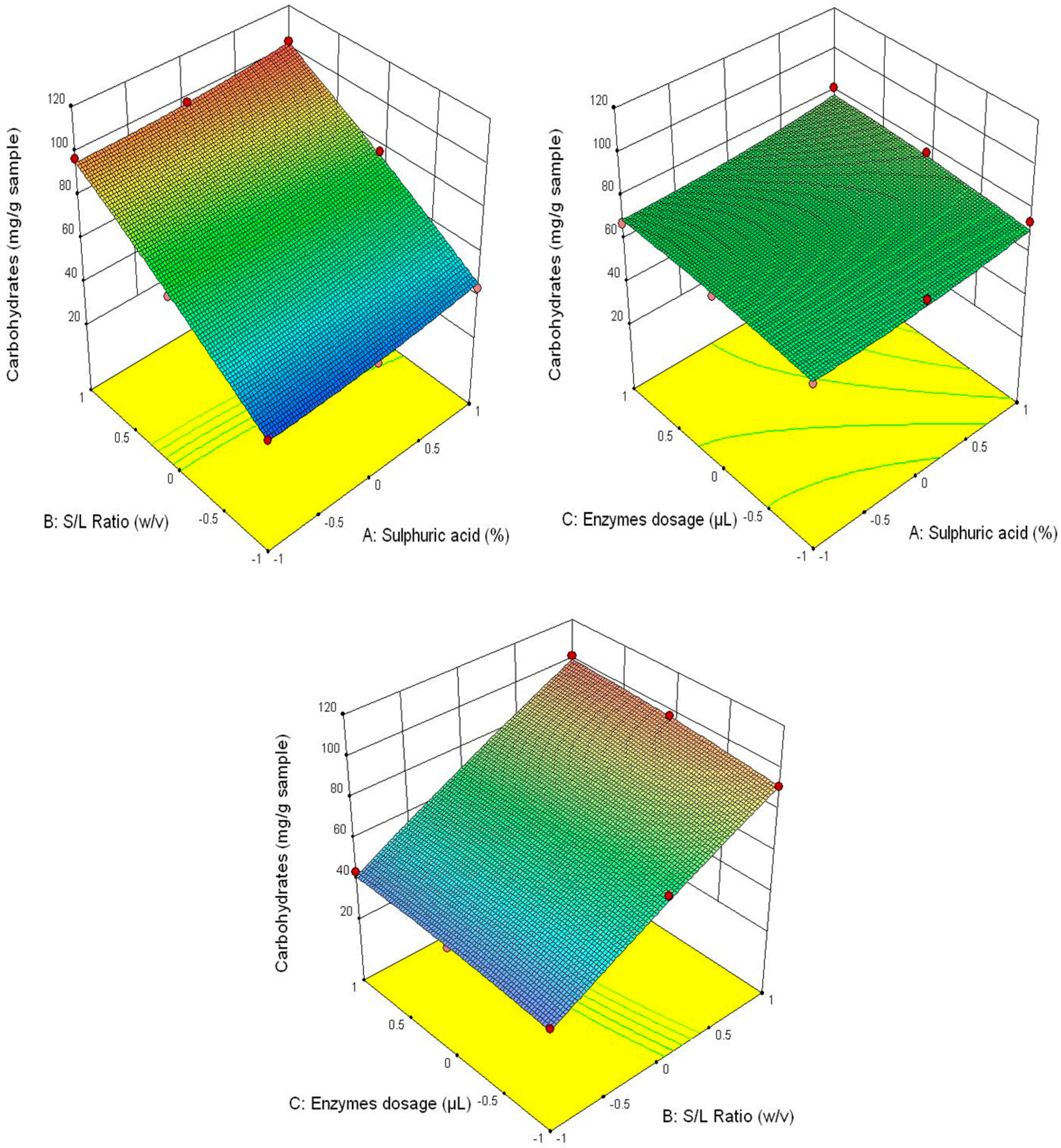
3.6. Determination of Individual Carbohydrates After Enzymatic Hydrolysis
3.7. Monitoring of Bioethanol Concentration
Fermentation Process
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- International Agreements Council Decision (EU) 2016/1841 of 5 October 2016. Available online: https://eur-lex.europa.eu/eli/dec/2016/1841/oj (accessed on 29 October 2020).
- Perea-Moreno, M.A.; Samerón-Manzano, E.; Perea-Moreno, A.J. Biomass as renewable energy: Worldwide research trends. Sustainability 2019, 11, 863. [Google Scholar] [CrossRef]
- Marks-Bielska, R.; Bielski, S.; Novikova, A.; Romaneckas, K. Straw stocks as a source of renewable energy. A case study of a district in Poland. Sustainability 2019, 11, 4714. [Google Scholar] [CrossRef]
- IRENA—International Renewable Energy Agency. Advanced Biofuels. What Holds Them Back? International Renewable Energy Agency: Abu Dhabi, UAE, 2019; ISBN 978-92-9260-158-4. Available online: https://www.irena.org/-/media/Files/IRENA/Agency/Publication/2019/Nov/IRENA_Advanced-biofuels_2019.pdf (accessed on 29 October 2020).
- FAOSTAT—Food and Agriculture Organization of the United Nations. Crop Prospects and Food Situation—Quarterly Global Report No. 2; FAOSTAT: Rome, Italy, July 2020. [Google Scholar]
- European Commision. Cereals Market Situation; Committee for the Common Organisation of Agricultural Markets: Brussels, Belgium, 27 August 2020. [Google Scholar]
- FAOSTAT—Food and Agriculture Organization of the United Nations. 2020 Food Outlook—Biannual Report on Global Food Markets; FAOSTAT: Rome, Italy, June 2020; Food Outlook, 1. [Google Scholar]
- Talebnia, F.; Karakashev, D.; Angelidaki, I. Production of bioethanol from wheat straw: An overview on pretreatment, hydrolysis and fermentation. Bioresour. Technol. 2010, 101, 4744–4753. [Google Scholar] [CrossRef] [PubMed]
- Tishler, Y.; Samach, A.; Rogachev, I.; Elbaum, R.; Levy, A.A. Analysis of Wheat Straw Biodiversity for Use as a Feedstock for Biofuel Production. BioEnergy Res. 2015, 8, 1831–1839. [Google Scholar] [CrossRef]
- Harper, S.H.T.; Lynch, J.M. The chemical components and decomposition of wheat straw leaves, internodes and nodes. J. Sci. Food Agric. 1981, 32, 1057–1062. [Google Scholar] [CrossRef]
- Motte, J.-C.; Escudié, R.; Beaufils, N.; Steyer, J.-P.; Bernet, N.; Delgenès, J.-P.; Dumas, C. Morphological structures of wheat straw strongly impacts its anaerobic digestion. Ind. Crops Prod. 2014, 52, 695–701. [Google Scholar] [CrossRef]
- Ghaffar, S.H. Aggregated understanding of characteristics of wheat straw node and internode with their interfacial bonding mechanisms. In Design and Physical Sciences; Department of Mechanical, Aerospace and Civil Engineering College of Engineering: Manchester, UK, 2016. [Google Scholar]
- Chougan, M.; Ghaffara, S.H.; Al-Kheetan, M.J.; Gecevicius, M. Wheat straw pre-treatments using eco-friendly strategies for enhancing the tensile properties of bio-based polylactic acid composites. Ind. Crops Prod. 2020, 155, 112836. [Google Scholar] [CrossRef]
- Alemdar, A.; Sain, M. Isolation and characterization of nanofibers from agricultural residues–Wheat straw and soy hulls. Bioresour. Technol. 2008, 99, 1664–1671. [Google Scholar] [CrossRef]
- Saha, B.C.; Iten, L.B.; Cotta, M.A.; Wu, Y.V. Dilute acid pretreatment, enzymatic saccharification and fermentation of wheat straw to ethanol. Process Biochem. 2005, 40, 3693–3700. [Google Scholar] [CrossRef]
- Lawther, J.M.; Sun, R.; Banks, W.B. Extraction, fractionation, and characterization of structural polysaccharides from wheat straw. J. Agric. Food Chem. 1995, 43, 667–675. [Google Scholar] [CrossRef]
- Amin, F.R.; Khalid, H.; Zhang, H.; Rahman, S.; Zhang, R.; Liu, G.; Chen, C. Pretreatment methods of lignocellulosic biomass for anaerobic digestion. AMB Express 2017, 7, 72. [Google Scholar] [CrossRef] [PubMed]
- Barakat, A.; Mayer, C.; Solhy, A.; Arancon, R.A.D.; De Vries, H.; Luque, R. Mechanical pretreatments of lignocellulosic biomass: Towards facile and environmentally sound technologies for biofuels production. RSC Adv. 2014, 4, 48109–48127. [Google Scholar] [CrossRef]
- Galbe, M.; Zacchi, G. Pretreatment of lignocellulosic materials for efficient bioethanol production. In Biofuels; Olsson, L., Ed.; Springer: Berlin/Heidelberg, Germany, 2007; Volume 108, pp. 41–65. [Google Scholar]
- Ibrahim, H.A.H. Pretreatment of straw for bioethanol production. Energy Proc. 2012, 14, 542–551. [Google Scholar] [CrossRef]
- Jönsson, L.J.; Alriksson, B.; Nilvebrant, N.-O. Bioconversion of lignocellulose: Inhibitors and detoxification. Biotechnol. Biofuels 2013, 6, 1–6. [Google Scholar] [CrossRef]
- Albu, E.; Apostol, L.-C. Study regarding the optimal conditions for reducing sugars production from wheat straws by enzymatic hydrolysis. Environ. Eng. Manag. J. 2014, 16, 2347–2352. [Google Scholar] [CrossRef]
- Sasmal, S.; Mohanty, K. Pretreatment of Lignocellulosic Biomass Toward Biofuel Production. In Biorefining of Biomass to Biofuels; Springer: Berlin/Heidelberg, Germany, 2017; pp. 203–221. [Google Scholar]
- Zheng, Q.; Zhou, T.; Wang, Y.; Cao, X.; Wu, S.; Zhao, M.; Guan, X. Pretreatment of wheat straw leads to structural changes and improved enzymatic hydrolysis. Sci. Rep. 2018, 8, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.H.; Pen, B.L.; Yu, C.T.; Hwang, W.S. Pretreatment efficiency and structural characterization of rice straw by an integrated process of dilute-acid and steam explosion for bioethanol production. Bioresour. Technol. 2011, 102, 2916–2924. [Google Scholar] [CrossRef]
- Zhang, J.; Shao, S.; Bao, J. Long term storage of dilute acid pretreated corn stover feedstock and ethanol fermentability evaluation. Bioresour. Technol. 2016, 201, 355–359. [Google Scholar] [CrossRef]
- Tian, S.Q.; Zhao, R.Y.; Chen, Z.C. Review of the pretreatment and bioconversion of lignocellulosic biomass from wheat straw materials. Renew. Sustain. Energy Rev. 2018, 91, 483–489. [Google Scholar] [CrossRef]
- Marđetko, N.; Novak, M.; Trontel, A.; Grubišić, M.; Galić, M.; Šantek, B. Bioethanol production from dilute-acid pre-treated wheat straw liquor hydrolysate by genetically engineered Saccharomyces cerevisiae. Chem. Biochem. Eng. Q. 2018, 32, 483–499. [Google Scholar] [CrossRef]
- Taherzadeh, M.J.; Karimi, K. Acid-based hydrolysis processes for ethanol from lignocellulosic materials: A review. BioResources 2007, 2, 472–499. [Google Scholar]
- Guo, B.; Zhang, Y.; Yu, G.; Lee, W.H.; Jin, Y.S.; Morgenroth, E. Two-stage acidic–alkaline hydrothermal pretreatment of lignocellulose for the high recovery of cellulose and hemicellulose sugars. Appl. Biochem. Biotechnol. 2013, 169, 1069–1087. [Google Scholar] [CrossRef] [PubMed]
- Ishtiaq, A.; Muhammad, A.Z.; Hafiz, M.; Nasir, I. Bioprocessing of Proximally Analyzed Wheat Straw for Enhanced Cellulase Production through Process Optimization with Trichoderma viride under SSF. Int. J. Biol. Life Sci. 2010, 6, 164–170. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; Laboratory Analytical Procedure (LAP); NREL—National Laboratory of the U.S. Department of Energy, Office of Energy Efficiency & Renewable Energy: Golden, CO, USA, 2012; Issue Date: April 2008, Revision Date: August 2012 (Version 8 March 2012); Available online: https://www.nrel.gov/docs/gen/fy13/42618.pdf.
- Ghose, T.K. Measurement of cellulase activities. Pure Appl. Chem. 1987, 59, 257–268. [Google Scholar] [CrossRef]
- Vintilă, T.; Ionel, I.; Tiegam, R.F.T.; Wächter, A.R.; Julean, C.; Gabche, A.S. Residual Biomass from Food Processing Industry in Cameroon as Feedstock for Second-generation Biofuels. BioResources 2019, 14, 3731–3745. [Google Scholar]
- Gama, R.; Van Dyk, J.S.; Pletschke, B.I. Optimisation of enzymatic hydrolysis of apple pomace for production of biofuel and biorefinery chemicals using commercial enzymes. 3 Biotech 2015, 5, 1075–1087. [Google Scholar] [CrossRef]
- Kuppusamy, P.; Lee, K.D.; Song, C.E.; Ilavenil, S.; Srigopalram, S.; Arasu, M.V.; Choi, K.C. Quantification of major phenolic and flavonoid markers in forage crop Lolium multiflorum using HPLC-DAD. Rev. Bras. Farmacogn. 2018, 28, 282–288. [Google Scholar] [CrossRef]
- Wenzl, T.; Haedrich, J.; Schaechtele, A.; Piotr, R.; Stroka, J.; Eppe, G.; Scholl, G. Guidance Document on the Estimation of LOD and LOQ for Measurements in the Field of Contaminants in Food and Feed; Institute for Reference Materials and Measurements (IRMM): Geel, Belgium, 2016. [Google Scholar]
- Yaman, N.; Durakli Velioglu, S. Use of Attenuated Total Reflectance—Fourier Transform Infrared (ATR-FTIR) Spectroscopy in Combination with Multivariate Methods for the Rapid Determination of the Adulteration of Grape, Carob and Mulberry Pekmez. Foods 2019, 8, 231. [Google Scholar] [CrossRef] [PubMed]
- Palacios, I.; Lozano, M.; Moro, C.; D’Arrigo, M.; Rostagno, M.A.; Martinez, J.; García-Lafuente, A.; Guillamón, E.; Villares, A. Antioxidant properties of phenolic compounds occurring in edible mushrooms. Food Chem. 2011, 128, 674–678. [Google Scholar] [CrossRef]
- Oroian, M.; Dranca, F.; Ursachi, F. Comparative evaluation of maceration, microwave and ultrasonic-assisted extraction of phenolic compounds from propolis. J. Food Sci. Technol. 2019, 57, 70–78. [Google Scholar] [CrossRef]
- Oroian, M.; Ursachi, F.; Dranca, F. Influence of ultrasonic amplitude, temperature, time and solvent concentration on bioactive compounds extraction from propolis. Ultrason. Sonochem. 2020, 64, 105021. [Google Scholar] [CrossRef] [PubMed]
- Pauliuc, D.; Oroian, M. Organic acids and physico-chemical parameters of romanian sunflower honey. Food Environ. Safety 2020, 19, 148–155. [Google Scholar]
- Özcelik, S.; Kuley, E.; Özogul, F. Formation of lactic, acetic, succinic, propionic, formic and butyric acid by lactic acid bacteria. LWT 2016, 73, 536–542. [Google Scholar] [CrossRef]
- Bogdanov, S.; Martin, P. Honey authenticity. Mitteilungen Leb. Hyg. 2002, 93, 232–254. [Google Scholar]
- Dranca, F.; Oroian, M. Optimisation of Pectin Enzymatic Extraction from Malus domestica ‘Fălticeni’ Apple Pomace with Celluclast 1.5L. Molecules 2019, 24, 2158. [Google Scholar] [CrossRef]
- Gâtlan, A.M.; Gutt, G.; Naghiu, A. Capitalization of sea buckthorn waste by fermentation: Optimization of industrial process of obtaining a novel refreshing drink. J. Food Process. Preservat. 2020, 44, e14565. [Google Scholar] [CrossRef]
- Dranca, F.; Ursachi, F.; Oroian, M. Bee Bread: Physicochemical Characterization and Phenolic Content Extraction Optimization. Foods 2020, 9, 1358. [Google Scholar] [CrossRef]
- Palamakula, A.; Nutan, M.T.; Khan, M.A. Response surface methodology for optimization and characterization of limonene-based coenzyme Q10 self-nanoemulsified capsule dosage form. AAPS PharmSciTech 2004, 5, 114–121. [Google Scholar] [CrossRef]
- Liu, Q.; He, W.Q.; Aguedo, M.; Xia, X.; Bai, W.B.; Dong, Y.Y.; Goffin, D. Microwave-assisted alkali hydrolysis for cellulose isolation from wheat straw: Influence of reaction conditions and non-thermal effects of microwave. Carbohydr. Polym. 2020, 253, 117170. [Google Scholar] [CrossRef]
- Chen, H.Z.; Liu, Z.H. Multilevel composition fractionation process for high-value utilization of wheat straw cellulose. Biotechnol. Biofuels 2014, 7, 137. [Google Scholar] [CrossRef]
- Kristensen, J.B.; Thygesen, L.G.; Felby, C.; Jørgensen, H.; Elder, T. Cell-wall structural changes in wheat straw pretreated for bioethanol production. Biotechnol. Biofuels 2008, 1, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Sun, X.F.; Xu, F.; Sun, R.C.; Fowler, P.; Baird, M.S. Characteristics of degraded cellulose obtained from steam-exploded wheat straw. Carbohydr. Res. 2005, 340, 97–106. [Google Scholar] [CrossRef] [PubMed]
- Bjerre, A.B.; Olesen, A.B.; Fernqvist, T.; Plöger, A.; Schmidt, A.S. Pretreatment of wheat straw using combined wet oxidation and alkaline hydrolysis resulting in convertible cellulose and hemicellulose. Biotechnol. Bioeng. 1996, 49, 568–577. [Google Scholar] [CrossRef]
- Momayez, F.; Karimi, K.; Horváth, I.S. Sustainable and efficient sugar production from wheat straw by pretreatment with biogas digestate. RSC Adv. 2019, 9, 27692–27701. [Google Scholar] [CrossRef]
- Liu, T.; Zhou, X.; Li, Z.; Wang, X.; Sun, J. Effects of liquid digestate pretreatment on biogas production for anaerobic digestion of wheat straw. Bioresour. Technol. 2019, 280, 345–351. [Google Scholar] [CrossRef] [PubMed]
- Horikawa, Y.; Hirano, S.; Mihashi, A.; Kobayashi, Y.; Zhai, S.; Sugiyama, J. Prediction of lignin contents from infrared spectroscopy: Chemical digestion and lignin/biomass ratios of Cryptomeria japonica. Appl. Biochem. Biotechnol. 2019, 188, 1066–1076. [Google Scholar] [CrossRef]
- Yang, Y.; Shen, H.; Qiu, J. Bio-inspired self-bonding nanofibrillated cellulose composite: A response surface methodology for optimization of processing variables in binderless biomass materials produced from wheat-straw-lignocelluloses. Ind. Crops Prod. 2020, 149, 112335. [Google Scholar] [CrossRef]
- Singh, B.; Kumar, A. Process development for sodium carbonate pretreatment and enzymatic saccharification of rice straw for bioethanol production. Biomass Bioenergy 2020, 138, 105574. [Google Scholar]
- Oliva-Taravilla, A.; Tomás-Pejó, E.; Demuez, M.; González-Fernández, C.; Ballesteros, M. Phenols and lignin: Key players in reducing enzymatic hydrolysis yields of steam-pretreated biomass in presence of laccase. J. Biotechnol. 2016, 218, 94–101. [Google Scholar] [CrossRef]
- Xue, Y.; Wang, X.; Chen, X.; Hu, J.; Gao, M.T.; Li, J. Effects of different cellulases on the release of phenolic acids from rice straw during saccharification. Bioresour. Technol. 2017, 234, 208–216. [Google Scholar] [CrossRef]
- Chen, X.; Wang, X.; Xue, Y.; Zhang, T.A.; Hu, J.; Tsang, Y.F.; Gao, M.T. Tapping the bioactivity potential of residual stream from its pretreatments may be a green strategy for low-cost bioconversion of rice straw. Appl. Biochem. Biotechnol. 2018, 186, 507–524. [Google Scholar] [CrossRef] [PubMed]
- Toquero, C.; Bolado, S. Effect of four pretreatments on enzymatic hydrolysis and ethanol fermentation of wheat straw. Influence of inhibitors and washing. Bioresour. Technol. 2014, 157, 68–76. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, Y.; Xu, G.; Chu, J.; Zhuang, Y.; Zhang, S. Influence of high solid concentration on enzymatic hydrolysis and fermentation of steam-explodedcorn sto ver biomass. Appl. Biochem. Biotechnol. 2010, 160, 360–369. [Google Scholar] [CrossRef] [PubMed]
- Erdei, B.; Barta, Z.; Sipos, B.; Réczey, K.; Galbe, M.; Zacchi, G. Ethanol production from mixtures of wheat straw and wheat meal. Biotechnol. Biofuels 2010, 3, 16. [Google Scholar] [CrossRef] [PubMed]
- Linde, M.; Jakobsson, E.L.; Galbe, M.; Zacchi, G. Steam pretreatment of dilute H2SO4-impregnated wheat straw and SSF with low yeast and enzyme loadings for bioethanol production. Biomass Bioenergy 2008, 32, 326–332. [Google Scholar] [CrossRef]
- Djioleu, A. Compounds Released from Biomass Deconstruction: Understanding Their Effect on Cellulose Enzyme Hydrolysis and Their Biological Activity; University of Arkansas: Fayetteville, AR, USA, 2015. [Google Scholar]
- Rajan, K.; Carrier, D.J. Effect of dilute acid pretreatment conditions and washing on the production of inhibitors and on recovery of sugars during wheat straw enzymatic hydrolysis. Biomass Bioenergy 2014, 62, 222–227. [Google Scholar] [CrossRef]
- Rajan, K.; Carrier, D.J. Characterization of rice straw prehydrolyzates and their effect on the hydrolysis of model substrates using a commercial endo-Cellulase, β-Glucosidase and cellulase cocktail. ACS Sustain. Chem. Eng. 2014, 2, 2124–2130. [Google Scholar] [CrossRef]
- Karaffa, L.; Kubicek, C.P. Production of Organic Acids by Fungi; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Rodrigues, A.G. Secondary metabolism and antimicrobial metabolites of Aspergillus. In New and Future Developments in Microbial Biotechnology and Bioengineering; Elsevier: Amsterdam, The Netherlands, 2016; pp. 81–93. [Google Scholar]
- Saha, B.C.; Cotta, M.A. Comparison of pretreatment strategies for enzymatic saccharification and fermentation of barley straw to ethanol. N. Biotechnol. 2010, 27, 10–16. [Google Scholar] [CrossRef]
- Park, J.Y.; Kanda, E.; Fukushima, A.; Motobayashi, K.; Nagata, K.; Kondo, M.; Tokuyasu, K. Contents of various sources of glucose and fructose in rice straw, a potential feedstock for ethanol production in Japan. Biomass Bioenergy 2011, 35, 3733–3735. [Google Scholar] [CrossRef]
- Park, J.Y.; Seyama, T.; Shiroma, R.; Ike, M.; Srichuwong, S.; Nagata, K.; Tokuyasu, K. Efficient recovery of glucose and fructose via enzymatic saccharification of rice straw with soft carbohydrates. Biosci. Biotechnol. Biochem. 2009, 73, 1072–1077. [Google Scholar] [CrossRef]
- Bellido, C.; Bolado, S.; Coca, M.; Lucas, S.; González-Benito, G.; García-Cubero, M.T. Effect of inhibitors formed during wheat straw pretreatment on ethanol fermentation by Pichia stipitis. Biores. Technol. 2011, 102, 10868–10874. [Google Scholar] [CrossRef]
- Vintilă, T.; Vintila, D.; Neo, S.; Tulcan, C.; Hadaruga, N. Simultaneous hydrolysis and fermentation of lignocellulose versus separated hydrolysis and fermentation for ethanol production. Rom. Biotechnol. Lett. 2011, 16, 106–112. [Google Scholar]
- Saha, B.C.; Cotta, M.A. Ethanol production from alkaline peroxide pretreated enzymatically saccharified wheat straw. Biotechnol. Prog. 2006, 22, 449–453. [Google Scholar] [CrossRef] [PubMed]
- Patel, A.; Patel, H.; Divecha, J.; Shah, A.R. Enhanced production of ethanol from enzymatic hydrolysate of microwave-treated wheat straw by statistical optimization and mass balance analysis of bioconversion process. Biofuels 2019, 1–8. [Google Scholar] [CrossRef]
- Novy, V.; Longus, K.; Nidetzky, B. From wheat straw to bioethanol: Integrative analysis of a separate hydrolysis and co-fermentation process with implemented enzyme production. Biotechnol. Biofuels 2015, 8, 46. [Google Scholar] [CrossRef] [PubMed]
- Singhania, R.R.; Saini, J.K.; Saini, R.; Adsul, M.; Mathur, A.; Gupta, R.; Tuli, D.K. Bioethanol production from wheat straw via enzymatic route employing Penicillium janthinellum cellulases. Bioresour. Technol. 2014, 169, 490–495. [Google Scholar] [CrossRef]
- Xu, J.; Chen, H.; Kádár, Z.; Thomsen, A.B.; Schmidt, J.E.; Peng, H. Optimization of microwave pretreatment on wheat straw for ethanol production. Biomass Bioenergy 2011, 35, 3859–3864. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Level | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| Sulphuric acid (%), | 1 | 2 | 3 |
| Ratio S/L (w/v), | 1/20 | 1/25 | 1/30 |
| Enzymes dosage (μL/g of sample), | 30/30 | 60/60 | 90/90 |
| Cellulose (%) | Acid Insoluble Lignin (%) | Acid Soluble Lignin (%) | Dry Substance (%) | Humidity (%) | Ash (%) |
|---|---|---|---|---|---|
| 37.53 ± 1.15 | 14.35 ± 0.53 | 1.42 ± 0.18 | 92.32 ± 0.23 | 7.68 ± 0.54 | 3.87 ± 0.07 |
| Raw Material | Cellulose (%) | Lignin (%) | Ash (%) | Reference |
|---|---|---|---|---|
| Wheat straws | 44.8 ± 0.7 | 8.46 ± 0.31 | 5.68 | [49] |
| 44.2 ± 1.8 | 22.4 ± 1.7 | 2.8 ± 0.6 | [50] | |
| 39.8 | 22.6 | 4.2 | [51] | |
| 39 | 17 | 1.8 | [52] | |
| 38–40.8 | 8.9–10.5 | 1.4 | [53] |
| Phenolic Compounds | Pretreatment H2SO4 1%, s/l ratio 1/20 | Pretreatment H2SO4 1%, s/l ratio 1/25 | Pretreatment H2SO4 1%, s/l ratio 1/30 | Pretreatment H2SO4 2%, s/l ratio 1/20 | Pretreatment H2SO4 2%, s/l ratio 1/25 | Pretreatment H2SO4 2%, s/l ratio 1/30 | Pretreatment H2SO4 3%, s/l ratio 1/20 | Pretreatment H2SO4 3%, s/l ratio 1/25 | Pretreatment H2SO4 3%, s/l ratio 1/30 | F value |
|---|---|---|---|---|---|---|---|---|---|---|
| Protocatecuic acid | 24.73 ± 0.07 (0.35) h | 25.94 ± 0.03 (0.37) g | 28.94 ± 0.04 (0.41) e | 27.045 ± 0.05 (0.39) f | 30.00 ± 0.08 (0.43) d | 32.59 ± 0.09 (0.47) b | 28.23 ± 0.05 (0.40) e | 31.53 ± 0.02 (0.45) c | 34.72 ± 0.06 (0.49) a | 118.71 *** |
| 4-hidroxibenzoic acid | 14.51 ± 0.04 (0.21) f | 15.11 ± 0.02 (0.22) e | 16.91 ± 0.03 (0.24) c | 14.9 ± 0.06 (0.21) e,f | 15.93 ± 0.01 (0.23) d | 16.52 ± 0.04 (0.23) c | 15.86 ± 0.02 (0.23) d | 18.1 ± 0.01 (0.26) b | 18.74 ± 0.01 (0.27) a | 75.77 *** |
| Vanillic acid | 9.38 ± 0.05 (0.13) e | 9.79 ± 0.05 (0.14) e | 9.81 ± 0.04 (0.14) e | 11.93 ± 0.05 (0.17) d | 12.36 ± 0.04 (0.18) c | 14 ± 0.03 (0.20) b | 12.71 ± 0.02 (0.18) c | 18.53 ± 0.02 (0.26) a | 18.92 ± 0.02 (0.27) a | 690.71 *** |
| Cafeic Acid | 3.12 ± 0.02 (0.04) d | 3.37 ± 0.05 (0.05) c | 3.86 ± 0.04 (0.06) a | 3.22 ± 0.04 (0.04) d | 3.50 ± 0.03 (0.05) b | 3.96 ± 0.03 (0.06) a | 2.84 ± 0.02 (0.04) e | 3.35 ± 0.01 (0.05) c | 2.9 ± 0.03 (0.04) e | 127.72 *** |
| Clorogenic acid | 2.74 ± 0.01 (0.04) e | 3.01 ± 0.03 (0.04) c | 3.24 ± 0.02 (0.05) b | 2.8 ± 0.02 (0.04) d,e | 3.06 ± 0.02 (0.04) c | 3.36 ± 0.04 (0.05) a | 2.86 ± 0.02 (0.04) d | 3.1 ± 0.03 (0.04) c | 3.21 ± 0.01 (0.04) b | 46.46 *** |
| p-cumaric acid | 2.74 ± 0.01 (0.04) g | 3.01 ± 0.01 (0.04) d,e | 3.24 ± 0.02 (0.04) c | 2.8 ± 0.03 (0.04) f | 3.06 ± 0.02 (0.04) d | 3.36 ± 0.04 (0.04) b | 2.86 ± 0.03 (0.04) e,f | 3.1 ± 0.01 (0.04) a,b | 3.21 ± 0.01 (0.04) a | 105.81 *** |
| Organic Acids | Pretreatment H2SO4 1%, s/l ratio 1/20 | Pretreatment H2SO4 1%, s/l ratio 1/25 | Pretreatment H2SO4 1%, s/l ratio 1/30 | Pretreatment H2SO4 2%, s/l ratio 1/20 | Pretreatment H2SO4 2%, s/l ratio 1/25 | Pretreatment H2SO4 2%, s/l ratio 1/30 | Pretreatment H2SO4 3%, s/l ratio 1/20 | Pretreatment H2SO4 3%, s/l ratio 1/25 | Pretreatment H2SO4 3%, s/l ratio 1/30 | F value | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Gluconic acid | 13.77 ± 0.05 (196.84) g | 15.80 ± 0.07 (190.13) e | 18.49 ± 0.05 (178.45) c | 14.80 ± 0.1 (240.11) f | 16.35 ± 0.8 (233.64) d | 20.23 ± 0.06 (203.34) b | 15.71 ± 0.02 (127.66) e | 20.50 ± 0.06 (292.95) b | 22.59 ± 0.05 (279.97) a | 366.72 *** | |
| Formic acid | 1.03 ± 0.02 (14.71) h | 1.27 ± 0.03 (18.18) g | 1.49 ± 0.02 (21.36) e | 1.37 ± 0.05 (19.59) f | 1.67 ± 0.03 (23.94) d | 1.93 ± 0.05 (27.60) c | 1.95 ± 0.06 (27.90) c | 2.38 ± 0.05 (34.08) b | 2.69 ± 0.02 (38.43) a | 851.02 *** | |
| Acetic acid | 0.41 ± 0.03 (5.94) g | 0.41 ± 0.01 (5.88) g | 0.40 ± 0.02 (5.79) g | 0.48 ± 0.07 (14.52) f | 0.71 ± 0.03 (4.80) d | 0.81 ± 0.04 (11.65) c | 0.65 ± 0.02 (18.38) e | 0.87 ± 0.07 (19.71) b | 0.94 ± 0.01 (53.57) a | 205.44 *** |
| Parameter | Sum of Square | Mean Square | F-Value | R2 |
|---|---|---|---|---|
| Carbohydrates | 14943.73 | 1660.41 | 193.62 | 0.9903 |
| Glucose | 10847.87 | 1205.32 | 392.16 | 0.9952 |
| Xylose | 182.95 | 20.33 | 7.20 | 0.7922 |
| Fructose | 67.37 | 7.49 | 13.70 | 0.8788 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ursachi, V.-F.; Gutt, G. Production of Cellulosic Ethanol from Enzymatically Hydrolysed Wheat Straws. Appl. Sci. 2020, 10, 7638. https://doi.org/10.3390/app10217638
Ursachi V-F, Gutt G. Production of Cellulosic Ethanol from Enzymatically Hydrolysed Wheat Straws. Applied Sciences. 2020; 10(21):7638. https://doi.org/10.3390/app10217638
Chicago/Turabian StyleUrsachi, Vasile-Florin, and Gheorghe Gutt. 2020. "Production of Cellulosic Ethanol from Enzymatically Hydrolysed Wheat Straws" Applied Sciences 10, no. 21: 7638. https://doi.org/10.3390/app10217638
APA StyleUrsachi, V.-F., & Gutt, G. (2020). Production of Cellulosic Ethanol from Enzymatically Hydrolysed Wheat Straws. Applied Sciences, 10(21), 7638. https://doi.org/10.3390/app10217638