A Study on Failure Analysis and High Performance of Hydraulic Servo Actuator



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
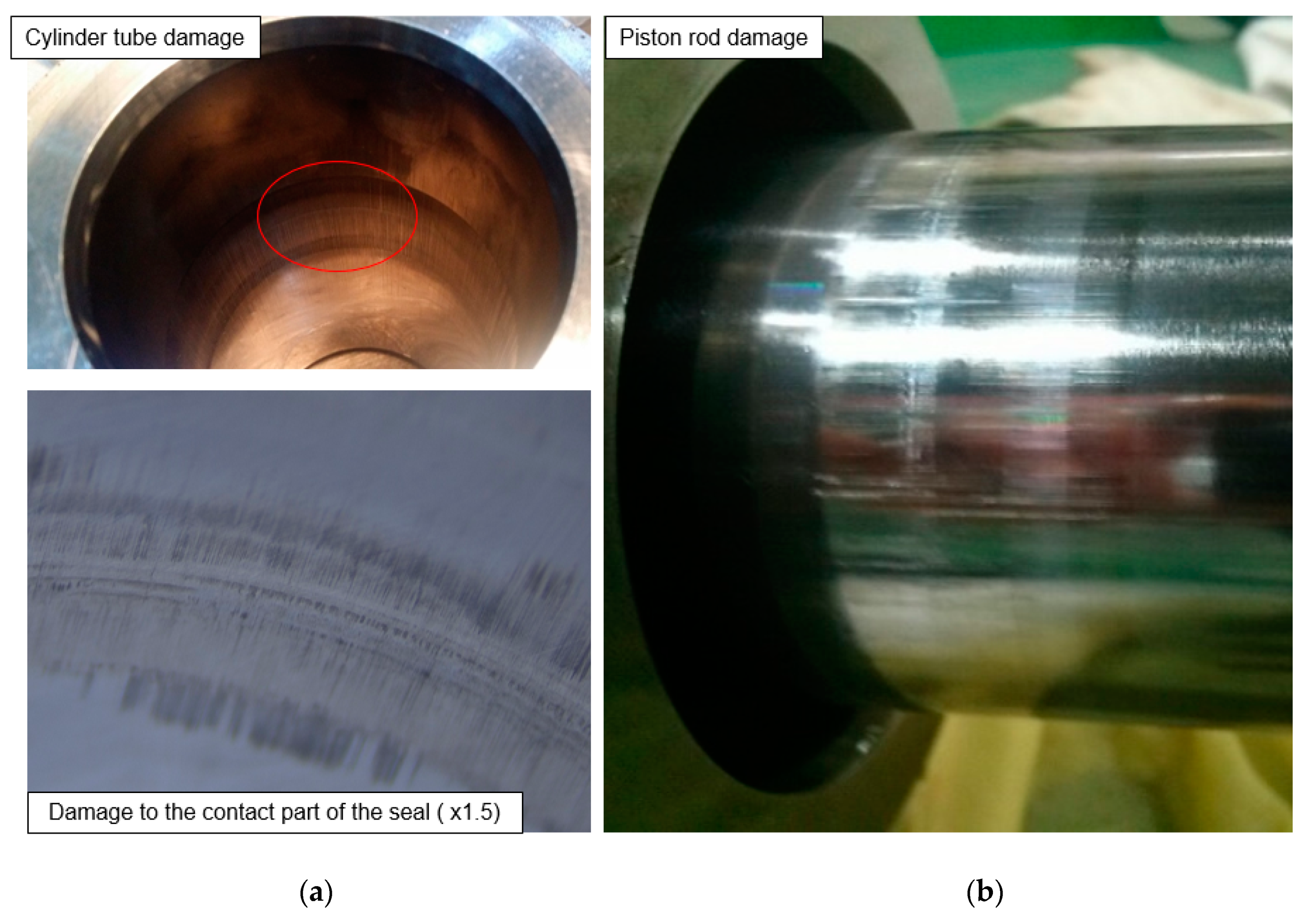
2. Failure Mode Analysis of Hydraulic Servo Actuator
3. Design of Hydraulic Servo Actuators
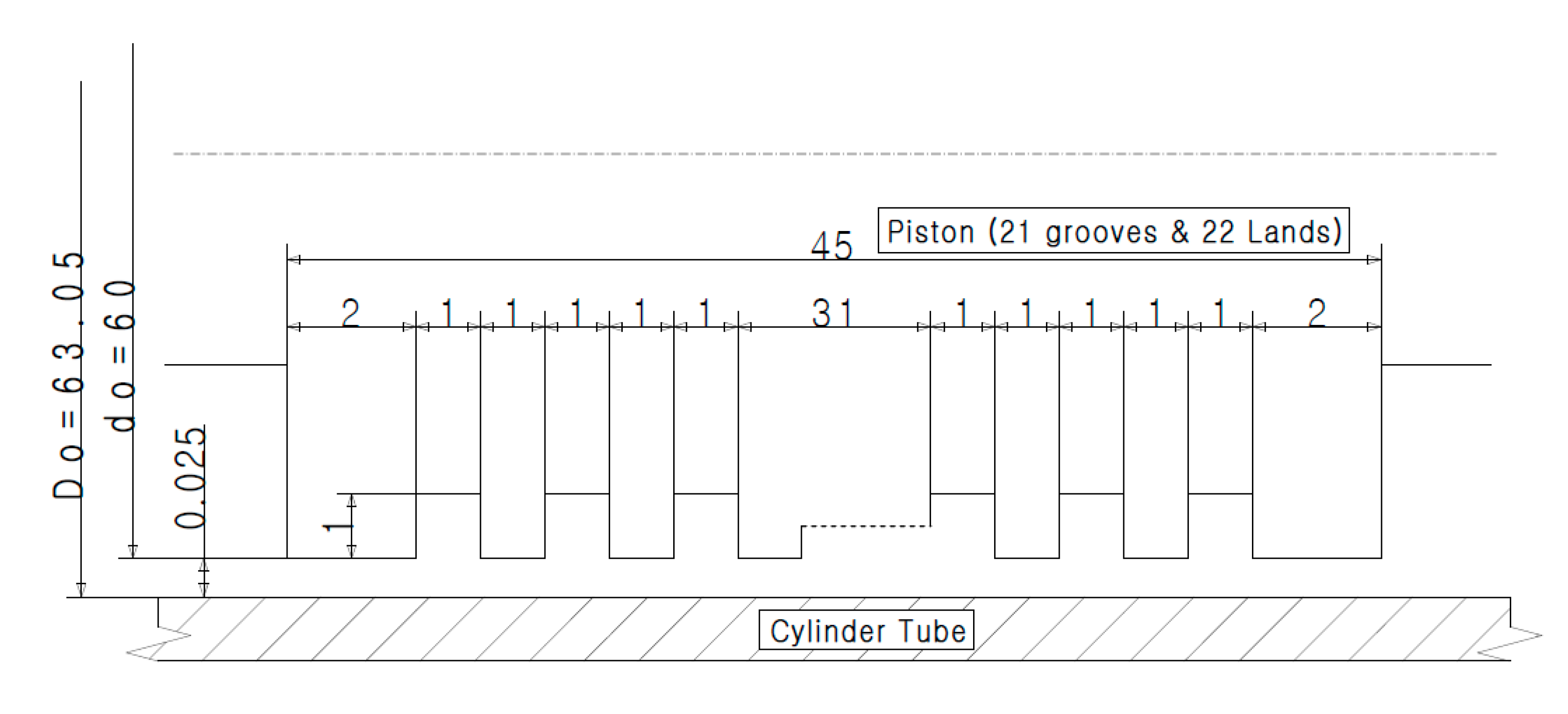
3.1. Low Friction Hydrostatic Bearing
3.2. Control System Equipped with the Servo Actuator
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Alleyne, A.; Liu, R. A simplified approach to force control for electro-hydraulic systems. Control Eng. Pr. 2000, 8, 1347–1356. [Google Scholar] [CrossRef]
- Bonchis, A.; Corke, P.; Rye, D.; Ha, Q. Variable structure methods in hydraulic servo systems control. Automatica 2001, 37, 589–595. [Google Scholar] [CrossRef]
- Pugi, L.; Pagliai, M.; Nocentini, A.; Lutzemberger, G.; Pretto, A. Design of a hydraulic servo-actuation fed by a regenerative braking system. Appl. Energy 2017, 187, 96–115. [Google Scholar] [CrossRef]
- Kim, M.Y.; Lee, C.-O. An experimental study on the optimization of controller gains for an electro-hydraulic servo system using evolution strategies. Control Eng. Pr. 2006, 14, 137–147. [Google Scholar] [CrossRef]
- Hua, Z.; Rong, X.; Li, Y.; Chai, H.; Li, B.; Zhang, S. Analysis and Verification on Energy Consumption of the Quadruped Robot with Passive Compliant Hydraulic Servo Actuator. Appl. Sci. 2020, 10, 340. [Google Scholar] [CrossRef]
- Liu, J.; Qiao, B.-J.; Chen, X.-F.; Yan, R.; Chen, X. Adaptive vibration control on electrohydraulic shaking table system with an expanded frequency range: Theory analysis and experimental study. Mech. Syst. Signal Process. 2019, 132, 122–137. [Google Scholar] [CrossRef]
- Guan, C.; Pan, S. Adaptive sliding mode control of electro-hydraulic system with nonlinear unknown parameters. Control Eng. Pr. 2008, 16, 1275–1284. [Google Scholar] [CrossRef]
- Montanari, M.; Ronchi, F.; Rossi, C.; Tilli, A. Backstepping Position Control of a Hydraulically Actuated Clutch Servo System. IFAC Proc. Vol. 2004, 37, 139–144. [Google Scholar] [CrossRef]
- Montanari, M.; Ronchi, F.; Rossi, C.; Tilli, A.; Tonielli, A. Control and performance evaluation of a clutch servo system with hydraulic actuation. Control Eng. Pr. 2004, 12, 1369–1379. [Google Scholar] [CrossRef]
- Yang, G.; Yao, J. High-precision motion servo control of double-rod electro-hydraulic actuators with exact tracking performance. ISA Trans. 2020, 103, 266–279. [Google Scholar] [CrossRef]
- Zhang, K.; Yao, J.; Jiang, T. Degradation assessment and life prediction of electro-hydraulic servo valve under erosion wear. Eng. Fail. Anal. 2014, 36, 284–300. [Google Scholar] [CrossRef]
- Mochocki, W.; Radoń, U. Analysis of Basic Failure Scenarios of a Truss Tower in a Probabilistic Approach. Appl. Sci. 2019, 9, 2662. [Google Scholar] [CrossRef]
- Park, S.; Choi, S.; Sikorsky, C.; Stubbs, N. Efficient method for calculation of system reliability of a complex structure. Int. J. Solids Struct. 2004, 41, 5035–5050. [Google Scholar] [CrossRef]
- Sebe, N.; Suyama, K. Fault-Tolerant Servo Systems against Actuator Failures. In Proceedings of the 7th IFAC Symposium on Robust Control Design, The International Federation of Automatic Control, Aalborg, Denmark, 20–22 June 2012; pp. 505–510. [Google Scholar]
- Yang, G.; Yao, J. Output feedback control of electro-hydraulic servo actuators with matched and mismatched disturbances rejection. J. Frankl. Inst. 2019, 356, 9152–9179. [Google Scholar] [CrossRef]
- Macaluso, A.; Jacazio, G. Prognostic and Health Management System for Fly-by-wire Electro-hydraulic Servo Actuators for Detection and Tracking of Actuator Faults. Procedia CIRP 2017, 59, 116–121. [Google Scholar] [CrossRef]
- Márton, L.; Fodor, S.; Sepehri, N. A practical method for friction identification in hydraulic actuators. Mechatronics 2011, 21, 350–356. [Google Scholar] [CrossRef]
- Yao, B.; Bu, F.; Chiu, G.T.C. Adaptive Robust Motion Control of Electro-Hydraulic Servo Systems Driven by Single-Rod Actuators; IFAC Motion Control: Grenoble, France, 1998; pp. 49–54. [Google Scholar]
- Qian, Y.; Ou, G.; Maghareh, A.; Dyke, S.J. Parametric identification of a servo-hydraulic actuator for real-time hybrid simulation. Mech. Syst. Signal Process. 2014, 48, 260–273. [Google Scholar] [CrossRef]
- Maghareh, A.; Silva, C.E.; Dyke, S.J. Parametric model of servo-hydraulic actuator coupled with a nonlinear system: Experimental validation. Mech. Syst. Signal Process. 2018, 104, 663–672. [Google Scholar] [CrossRef]
- Maghareh, A.; Silva, C.E.; Dyke, S.J. Servo-hydraulic actuator in controllable canonical form: Identification and experimental validation. Mech. Syst. Signal Process. 2018, 100, 398–414. [Google Scholar] [CrossRef]
- Plummer, A.R. Control techniques for structural testing: A review. Syst. Control Eng. 2007, 221, 139–169. [Google Scholar] [CrossRef]
- Choi, H.; Han, C.; Hong, W.; Kang, E.; Choi, H. Dual Servo Mechanism for High Precision Positioning with VCM and PZT Actuator. IFAC Proc. Vol. 2004, 37, 283–288. [Google Scholar] [CrossRef]
- Fischer, J.; Bradler, P.R.; Lang, R.W. Test equipment for fatigue crack growth testing of polymeric materials in chlorinated water at different temperatures. Eng. Fract. Mech. 2018, 203, 44–53. [Google Scholar] [CrossRef]
- Lee, Y.B.; Lee, J.J. A Study on the Air Vent Valve of the Hydraulic Servo Actuator for Steam Control of Power Plants. Trans. Korean Soc. Mech. Eng. B 2016, 40, 397–402. [Google Scholar] [CrossRef]
- Lee, Y.B.; Jung, D.S.; Lee, G.C.; Kang, B.S.; Lee, J.J. A Study on the Main Failure Mode Analysis and Lifetime Improvement of Hydraulic Servo Actuators. J. Drive Control 2018, 15, 48–54. [Google Scholar]
- Lee, Y.; Yoon, Y.H. Modeling & Simulation of a Hydraulic Servo Actuator Cushion for Power Plants. J. Korean Soc. Tribol. Lubr. Eng. 2013, 29, 7–12. [Google Scholar] [CrossRef]
- Lee, Y.B.; Lee, G.C.; Chang, M.S. Study of Wear Characteristics of Hydraulic Equipment Used in Power Plants. Trans. Korean Soc. Mech. Eng. A 2013, 37, 1183–1188. [Google Scholar] [CrossRef][Green Version]
- Goodwin, A.B. Fluid Power Systems-Theory, Worked Example and Problems; The Macmillan Press: London/Basinstoke, UK, 1976. [Google Scholar]
- Cameron, A. Basic Lubrication Theory, 3rd ed.; Ellis Horwood Limited: West Sussex, UK, 1981; pp. 168–178. [Google Scholar]
- Simulation, X. Training guide, ESI ITI GmbH, Professional Edition Vision 4.1; J&F Solution: Kowloon Bay, China, 2020; pp. 8–421. [Google Scholar]
- Lee, Y. A New Approach to the High Efficiency of Hydraulic Excavator. J. Drive Control 2014, 11, 39–45. [Google Scholar] [CrossRef][Green Version]
- Park, T.J. Analysis of flow characteristics in a groove of hydraulic spool valve. J. Korea Fluid Power Syst. Soc. 2007, 4, 15–20. [Google Scholar]
- Hong, S.-H.; Son, S.-I.; Kim, K.-W. Study on Lubrication Characteristics of Spool Valve with Various Cross-sectional Groove Shapes. J. Korean Soc. Tribol. Lubr. Eng. 2013, 29, 149–159. [Google Scholar] [CrossRef][Green Version]















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, Y.-b.; Park, J.-w.; Lee, G.-c. A Study on Failure Analysis and High Performance of Hydraulic Servo Actuator. Appl. Sci. 2020, 10, 7451. https://doi.org/10.3390/app10217451
Lee Y-b, Park J-w, Lee G-c. A Study on Failure Analysis and High Performance of Hydraulic Servo Actuator. Applied Sciences. 2020; 10(21):7451. https://doi.org/10.3390/app10217451
Chicago/Turabian StyleLee, Yong-bum, Jong-won Park, and Gi-chun Lee. 2020. "A Study on Failure Analysis and High Performance of Hydraulic Servo Actuator" Applied Sciences 10, no. 21: 7451. https://doi.org/10.3390/app10217451
APA StyleLee, Y.-b., Park, J.-w., & Lee, G.-c. (2020). A Study on Failure Analysis and High Performance of Hydraulic Servo Actuator. Applied Sciences, 10(21), 7451. https://doi.org/10.3390/app10217451