The Analytical Prediction of Thermal Distribution and Defect Generation of Inconel 718 by Selective Laser Melting


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Analytical Solution
2.1. Analytical Model
2.2. Absorptivity of IN718
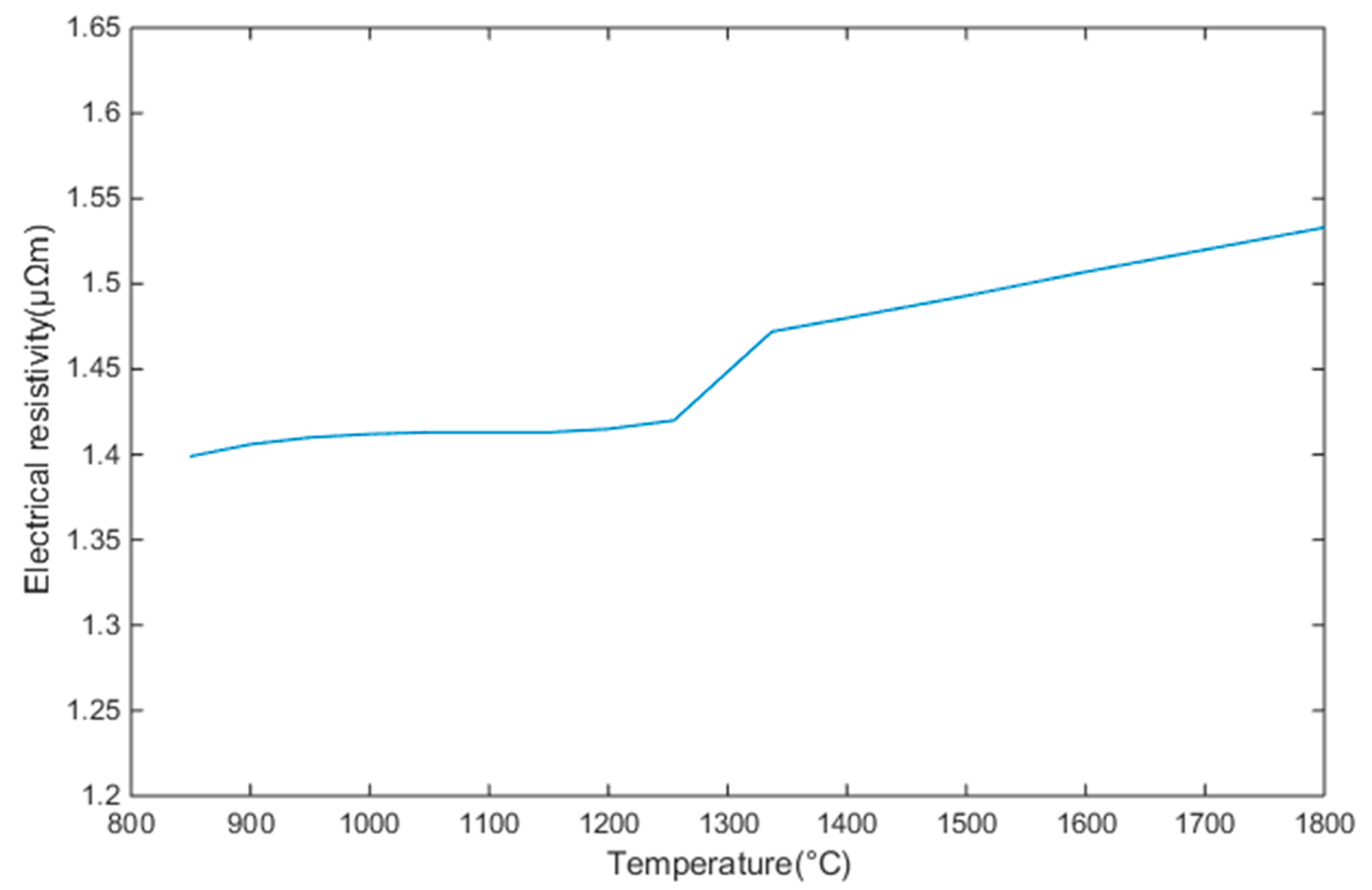
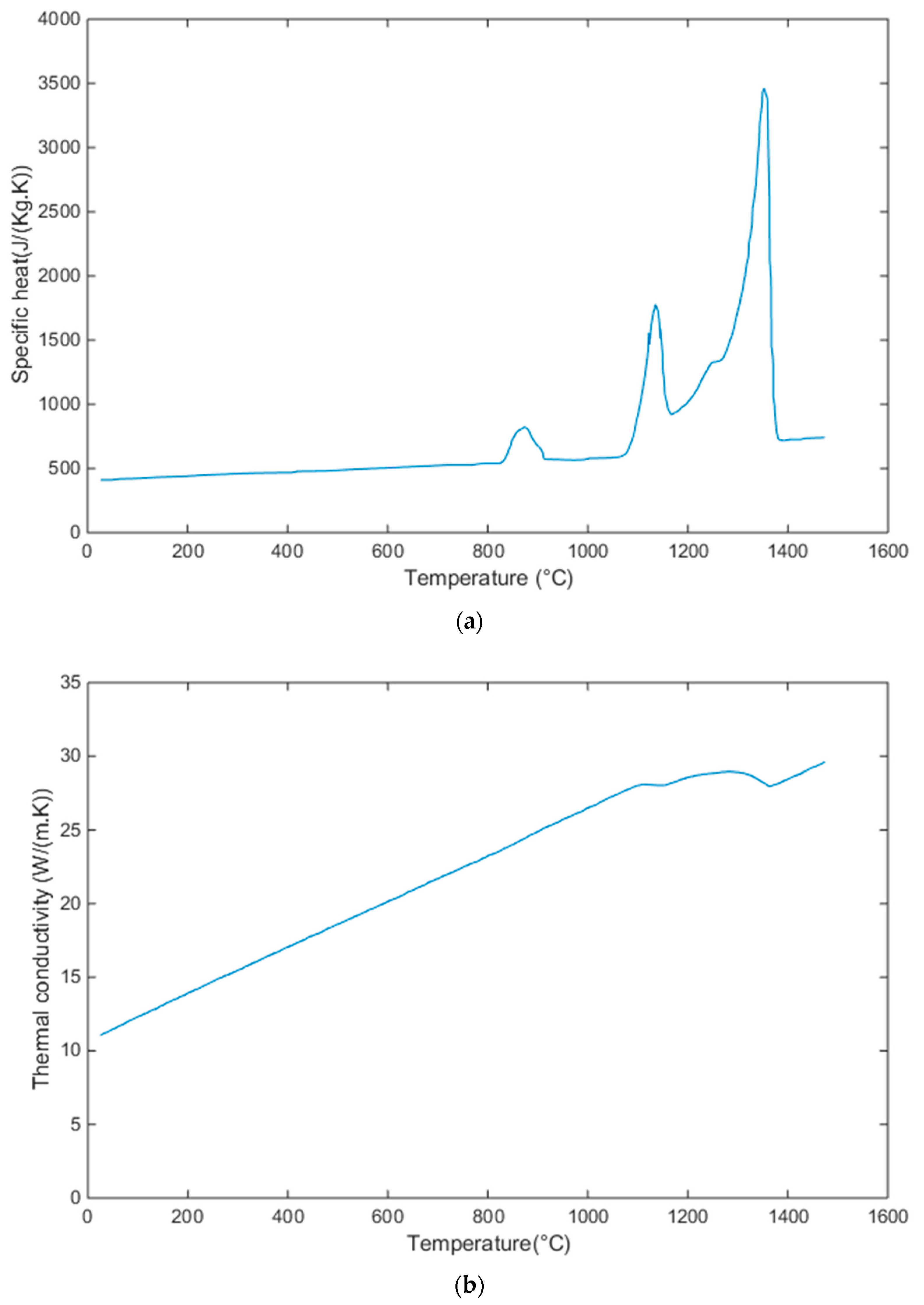
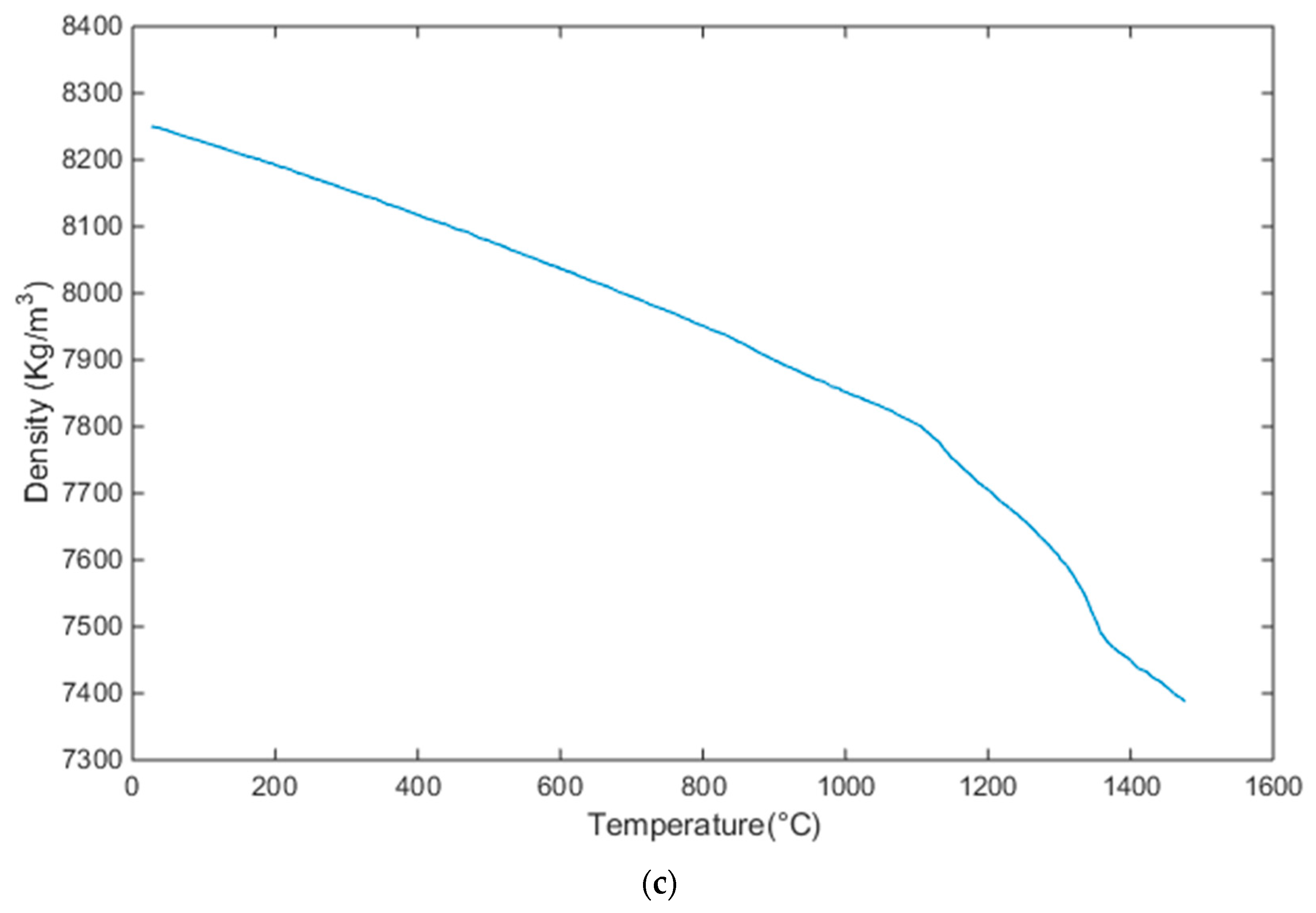
2.3. Material Properties
3. Numerical Simulation (FE)
3.1. Heat Conduction Equation
3.2. Heat Source Model
3.3. Latent Heat Treatment
4. Results Discussion
4.1. The Sensitivity of Thermal Prediction to Absorptivity
4.2. The Dimension of Melt Pool from Experiment, FE and Analytical Solution
4.3. The Defect Prediction by Analytical Solution
5. Conclusions
- (1)
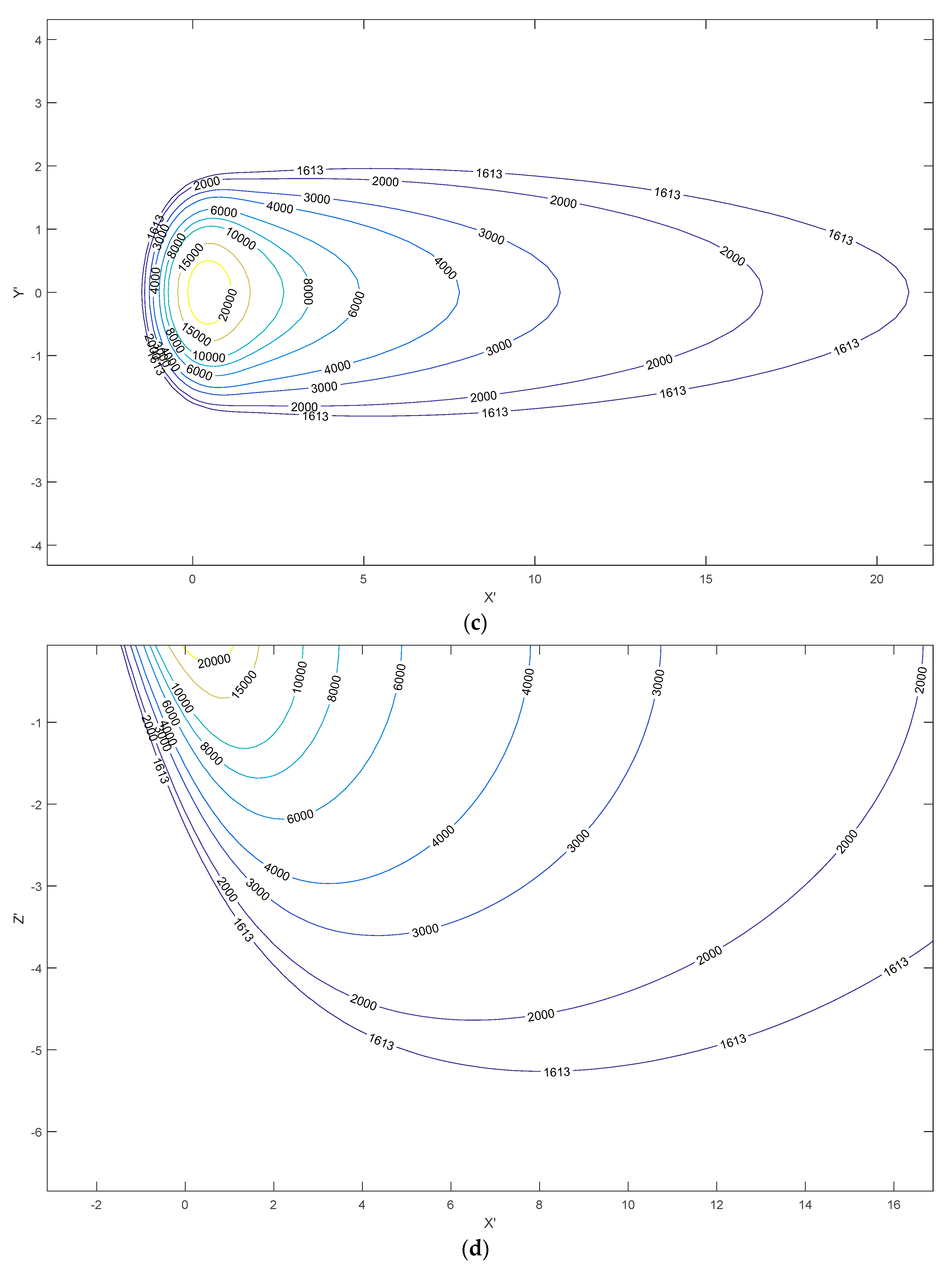
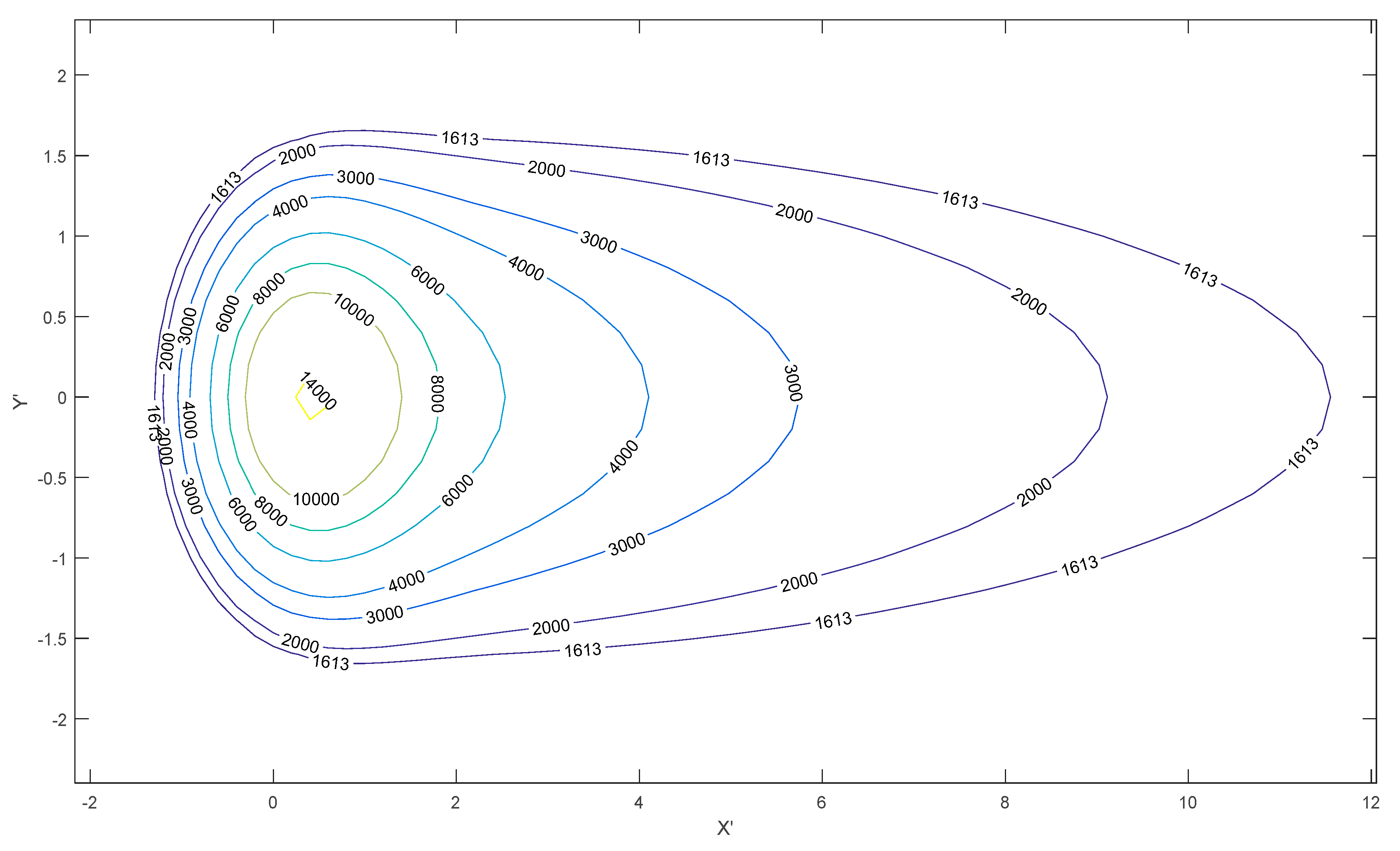
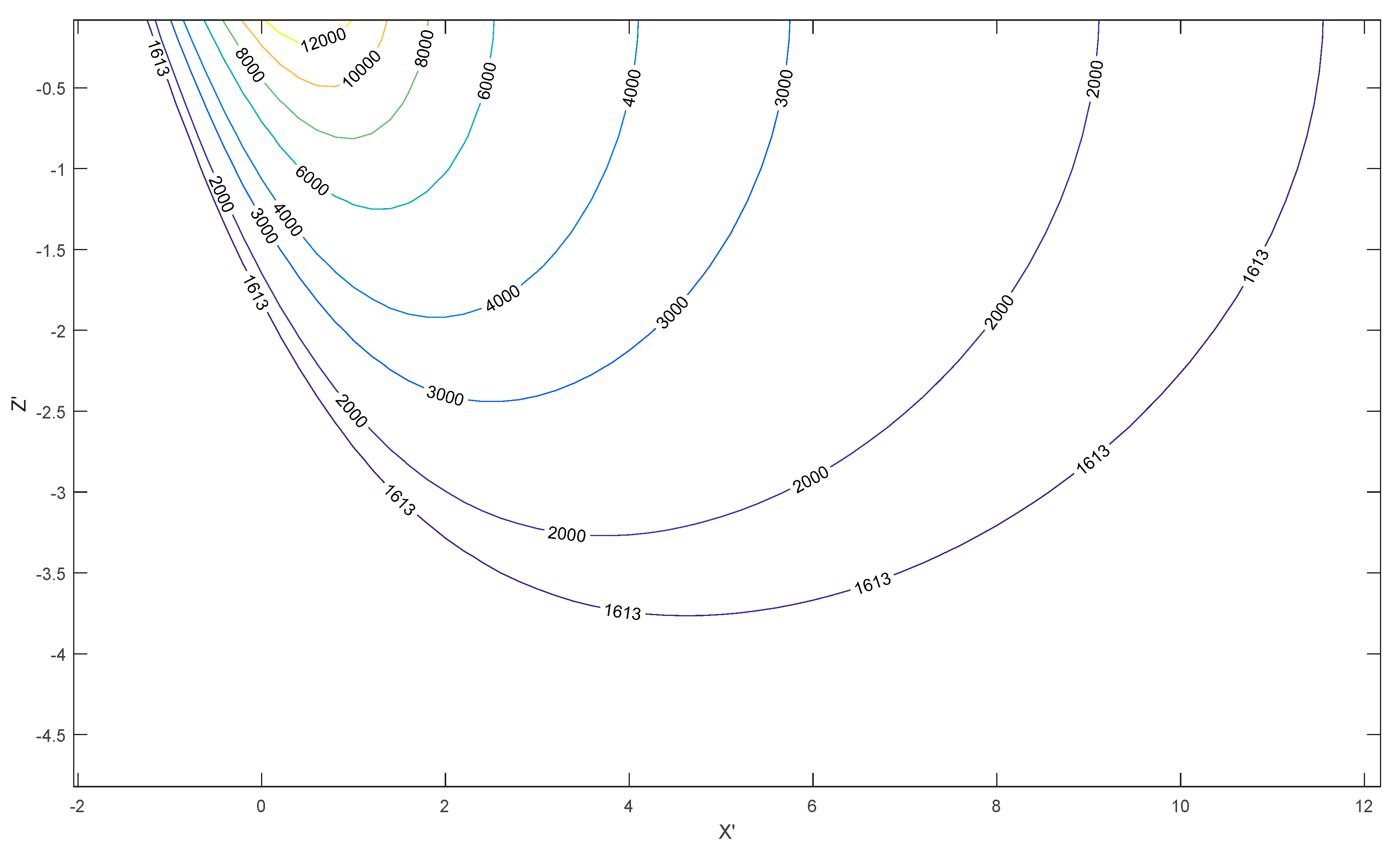
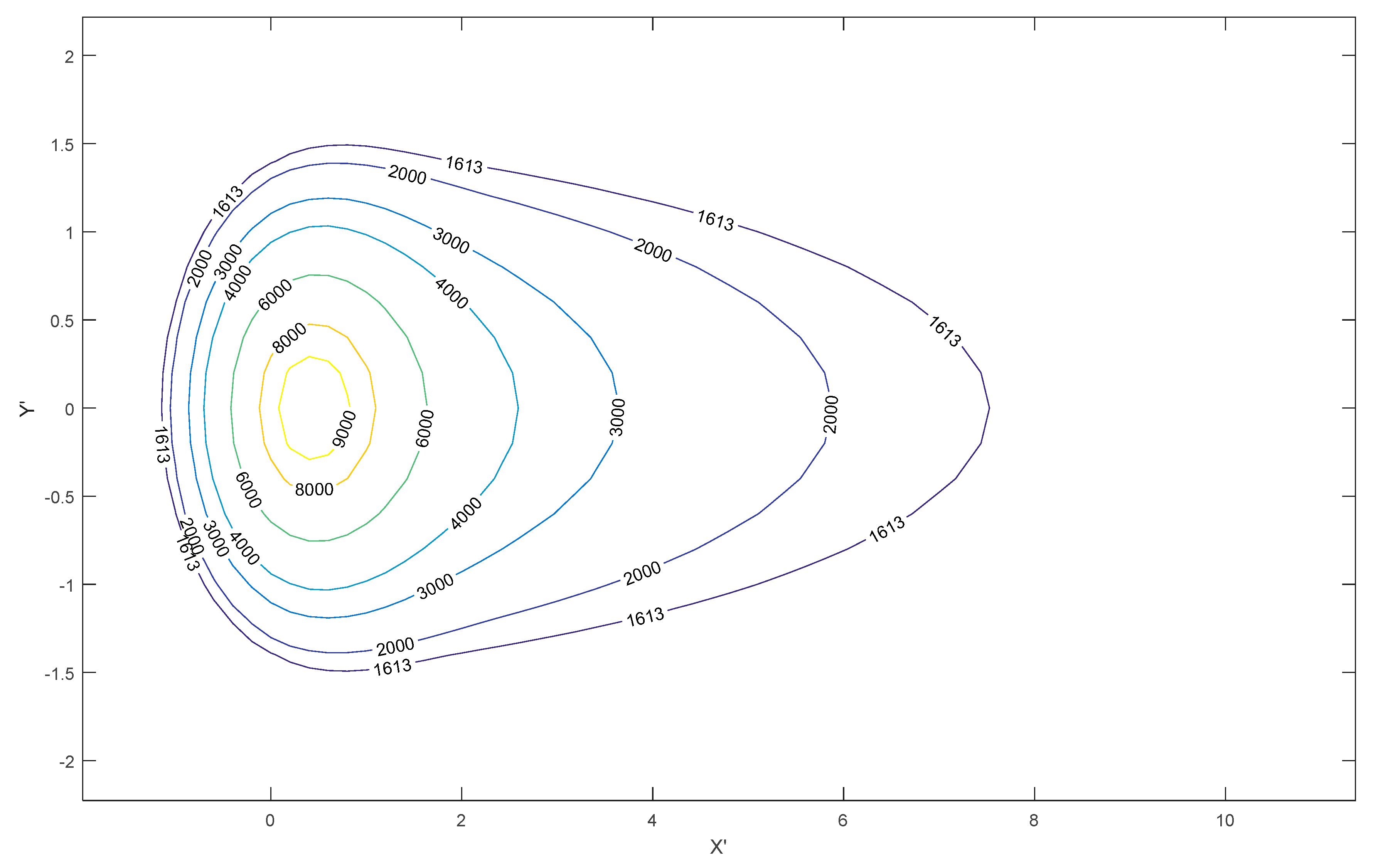
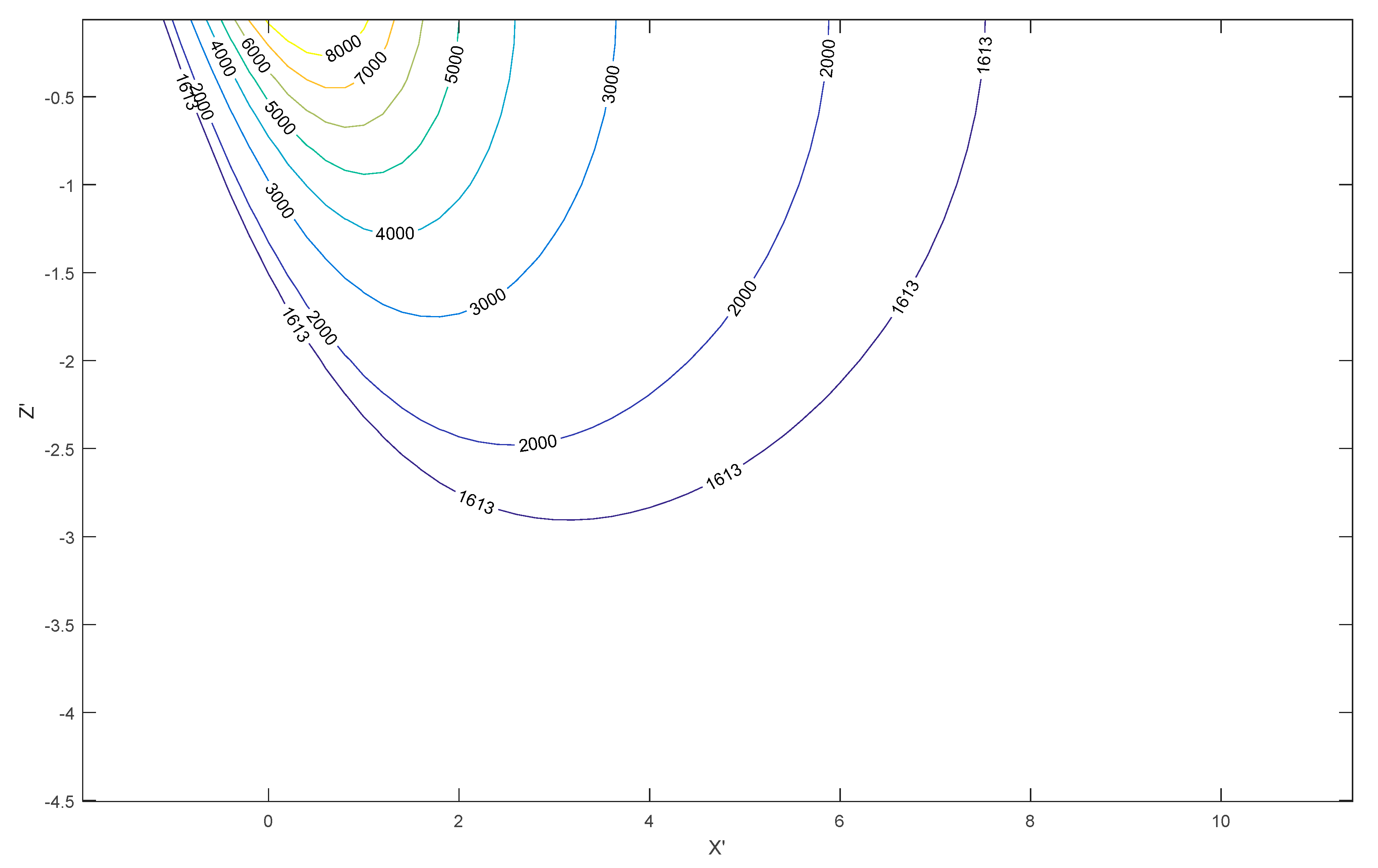
- Through the analysis of the four cases (A = 0.3, A = 0.5, A = 0.87 and of A calculated by the formula proposed in this paper), the temperature field distribution is calculated by the analytical solution presented in this paper. From the geometry of the melt pool, it can be seen that absorptivity has a significant effect on the melt pool configuration. Therefore, when performing thermal analysis, absorptivity cannot be regarded as a fixed value, but an experiment should be performed on absorptivity of the material to be printed. Based on the calculation of the obtained absorptivity, ideal process parameters will be quickly computed by the analytical solution, which can provide suggestions for production process engineers.
- (2)
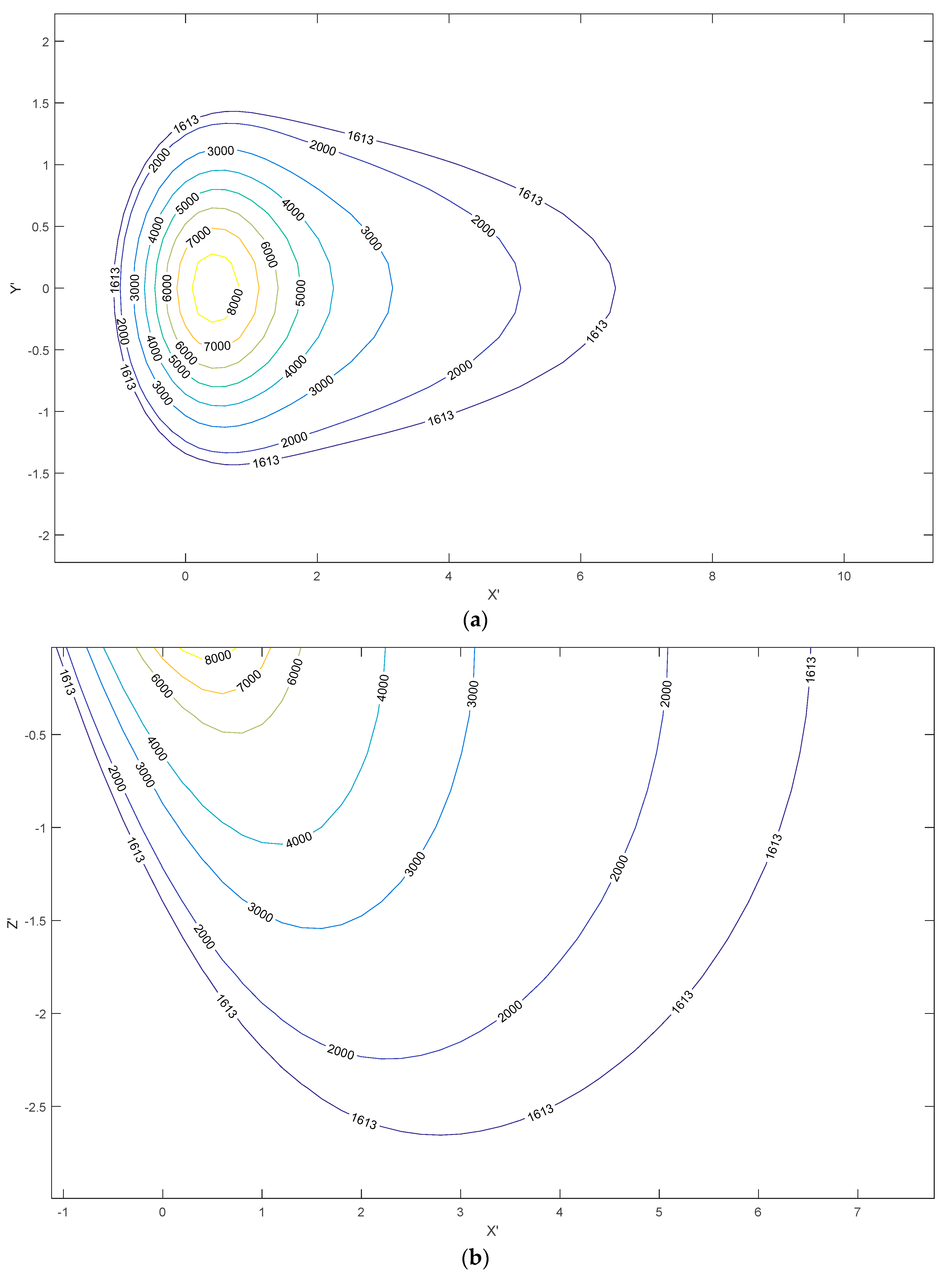
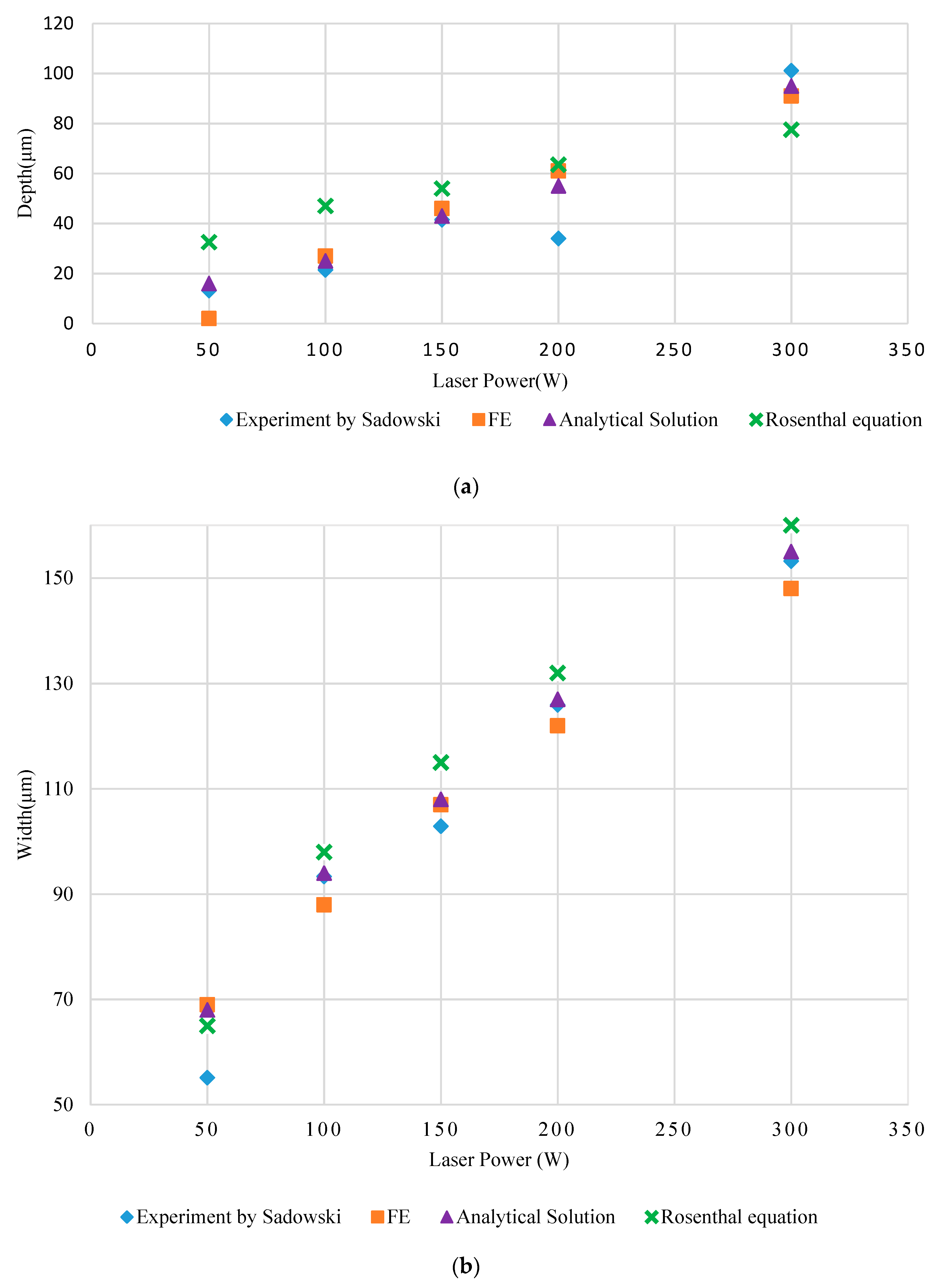
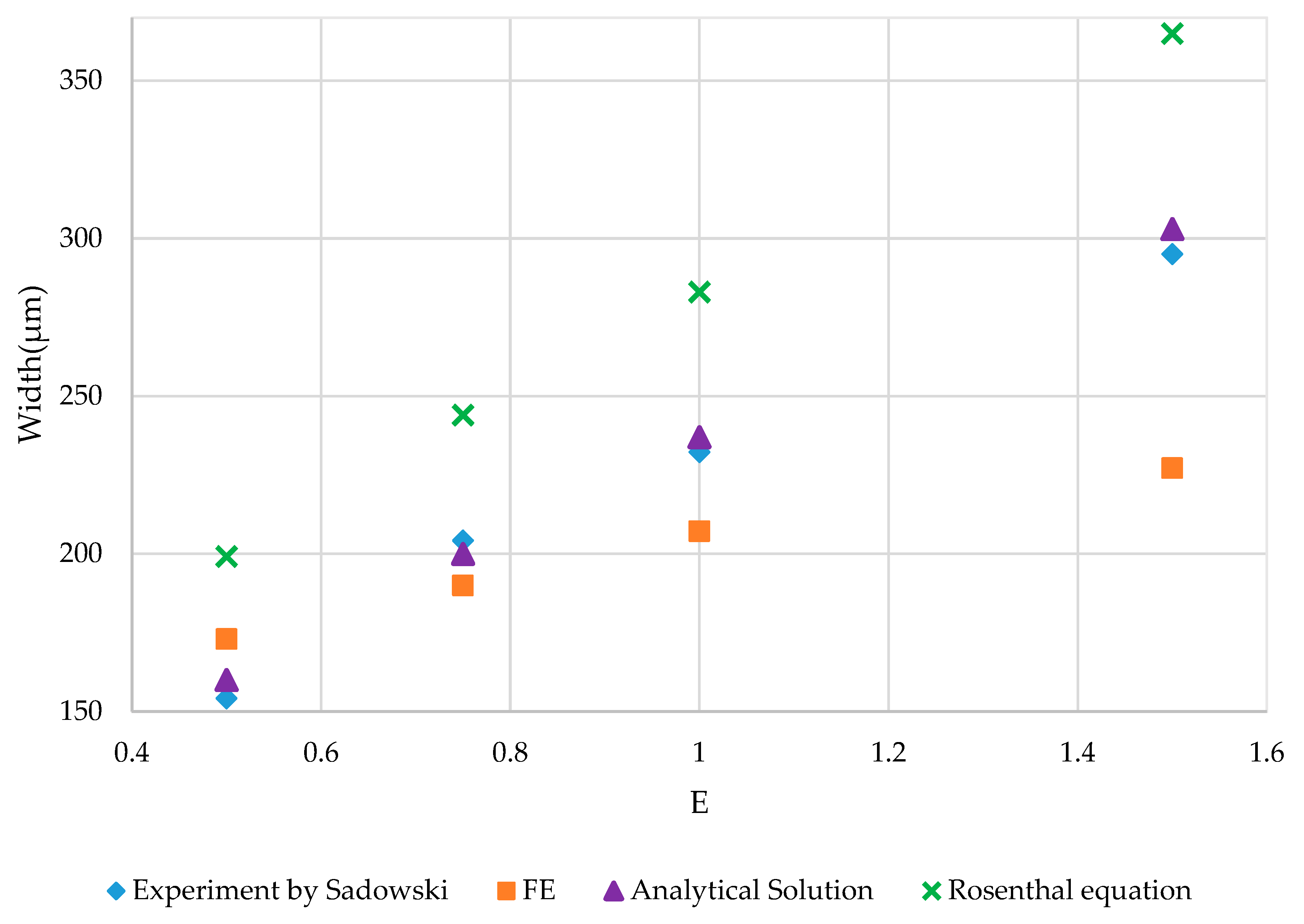
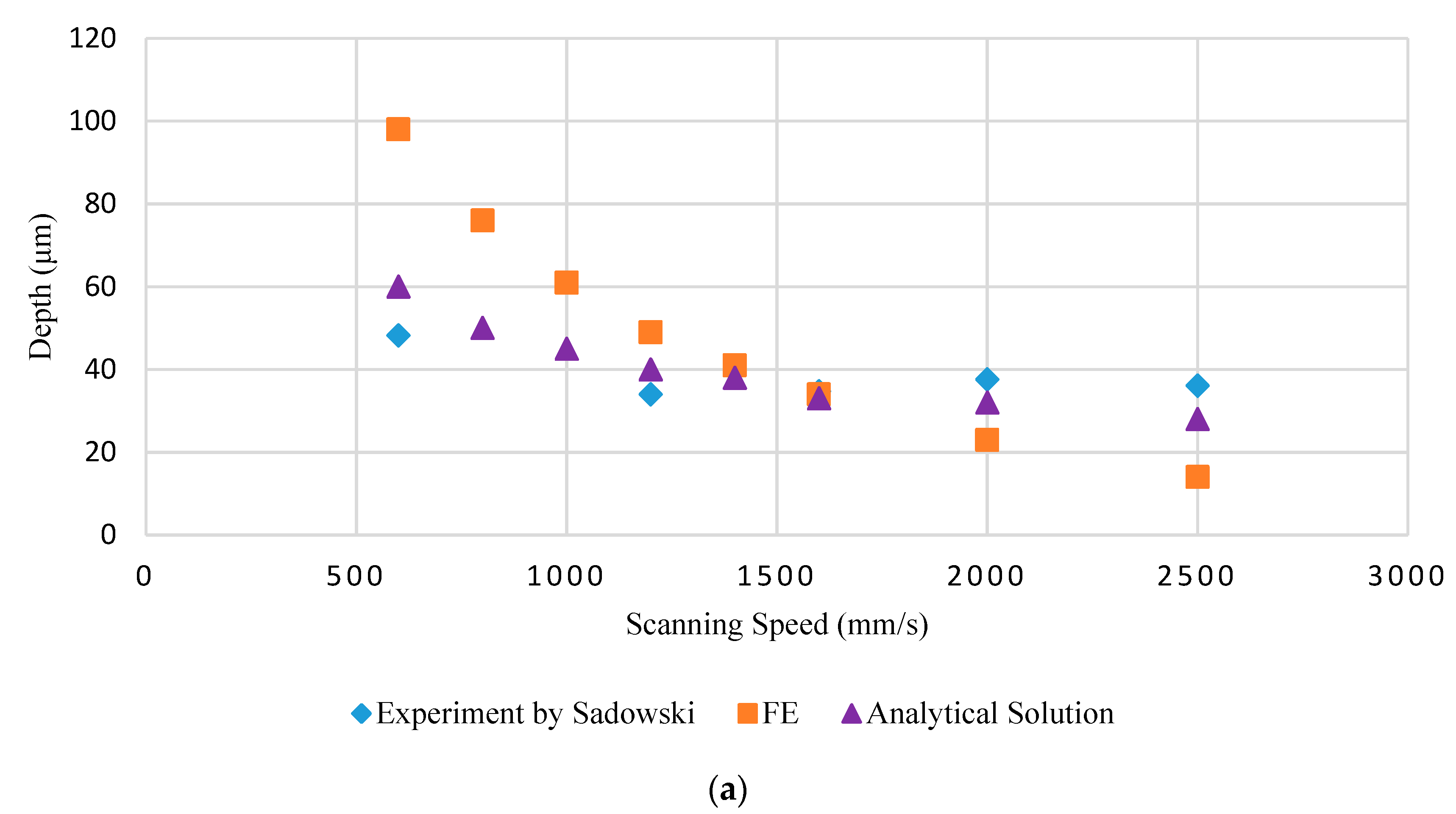
- By comparing the analytical method, the experiment and the FE simulation, the results show that the analytical method for the prediction of the melt pool size is more consistent with the experimental results. Further, this method can quickly and accurately predict the thermal distribution of AM parts.
- (3)
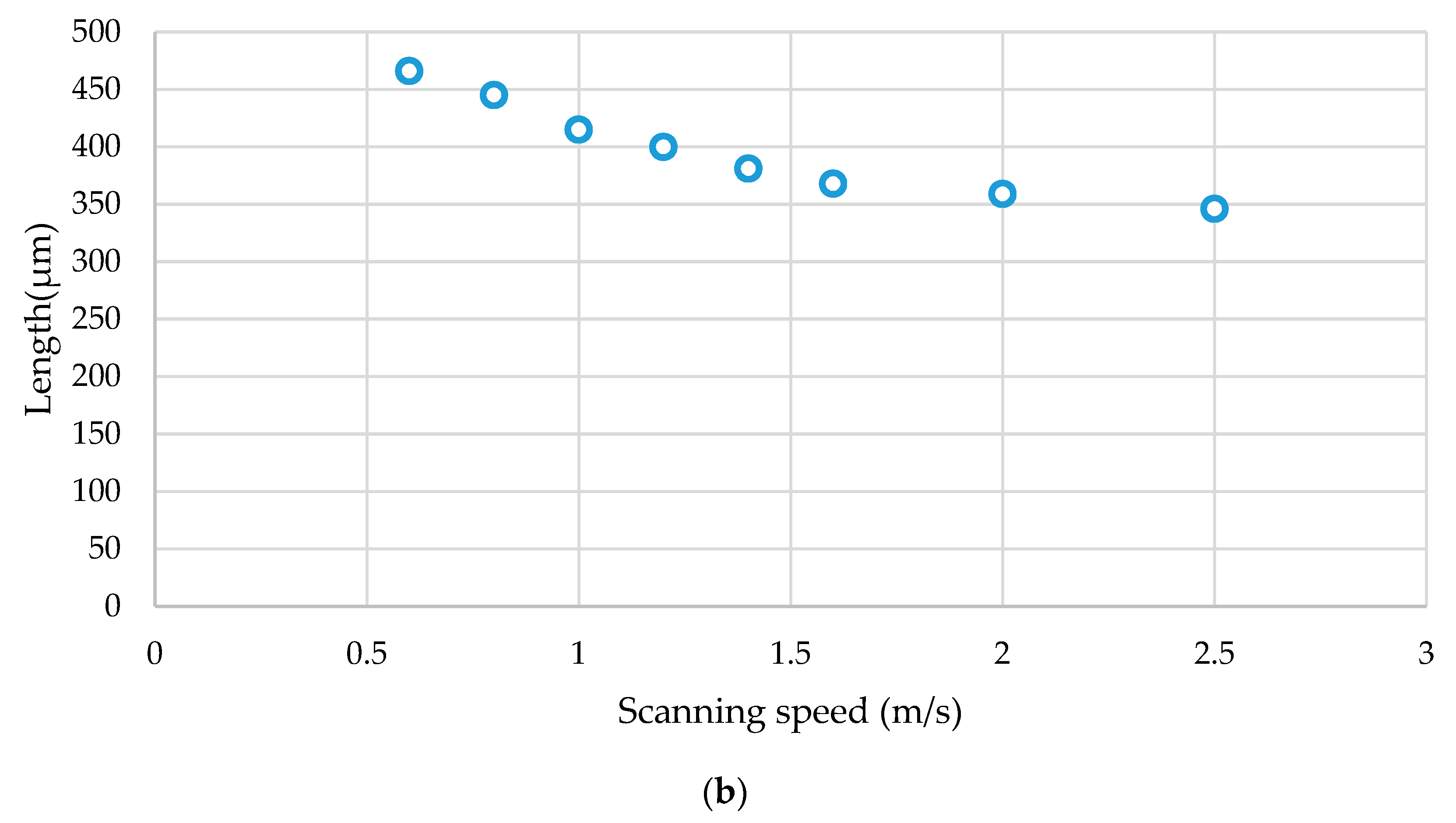
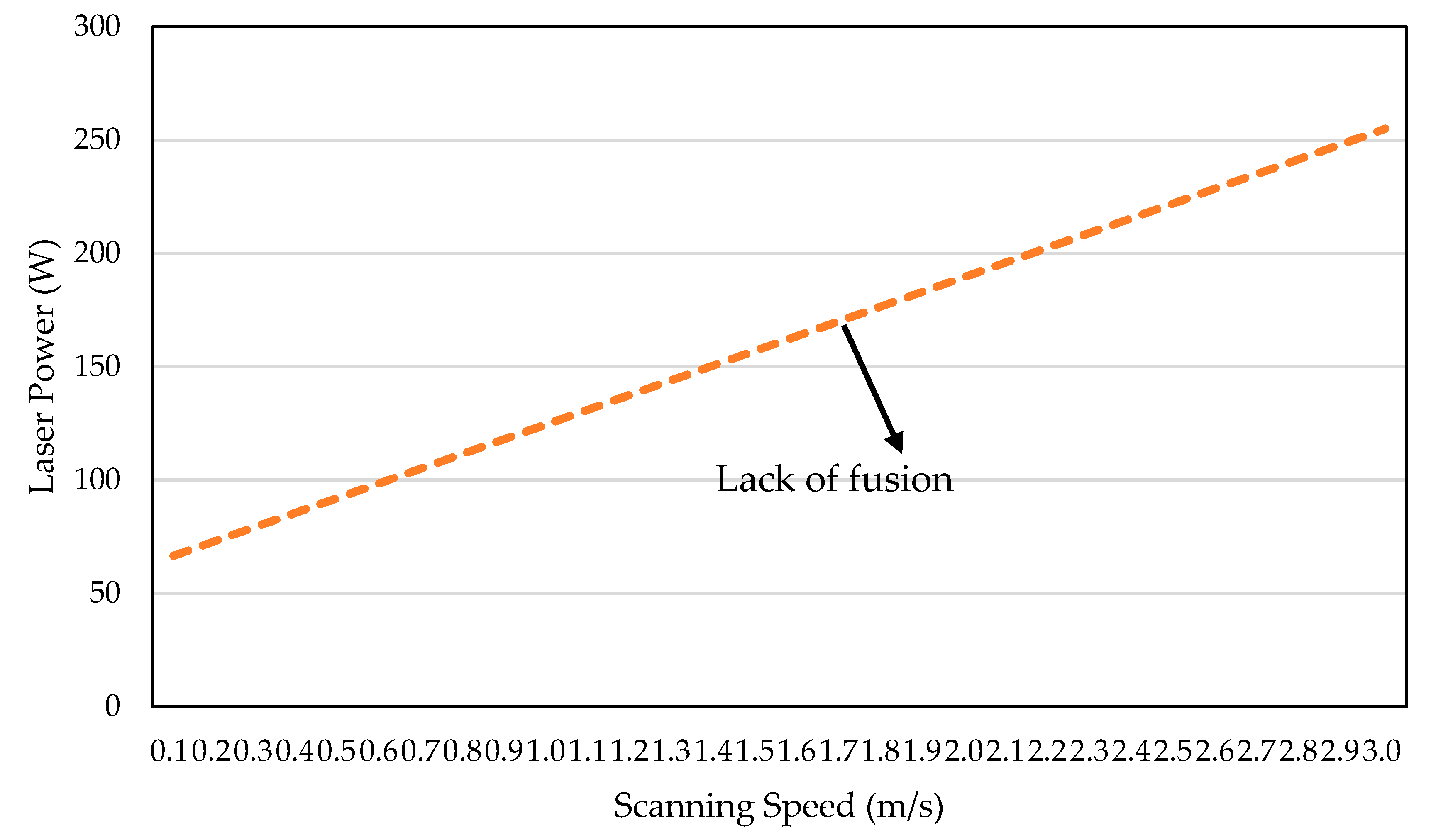
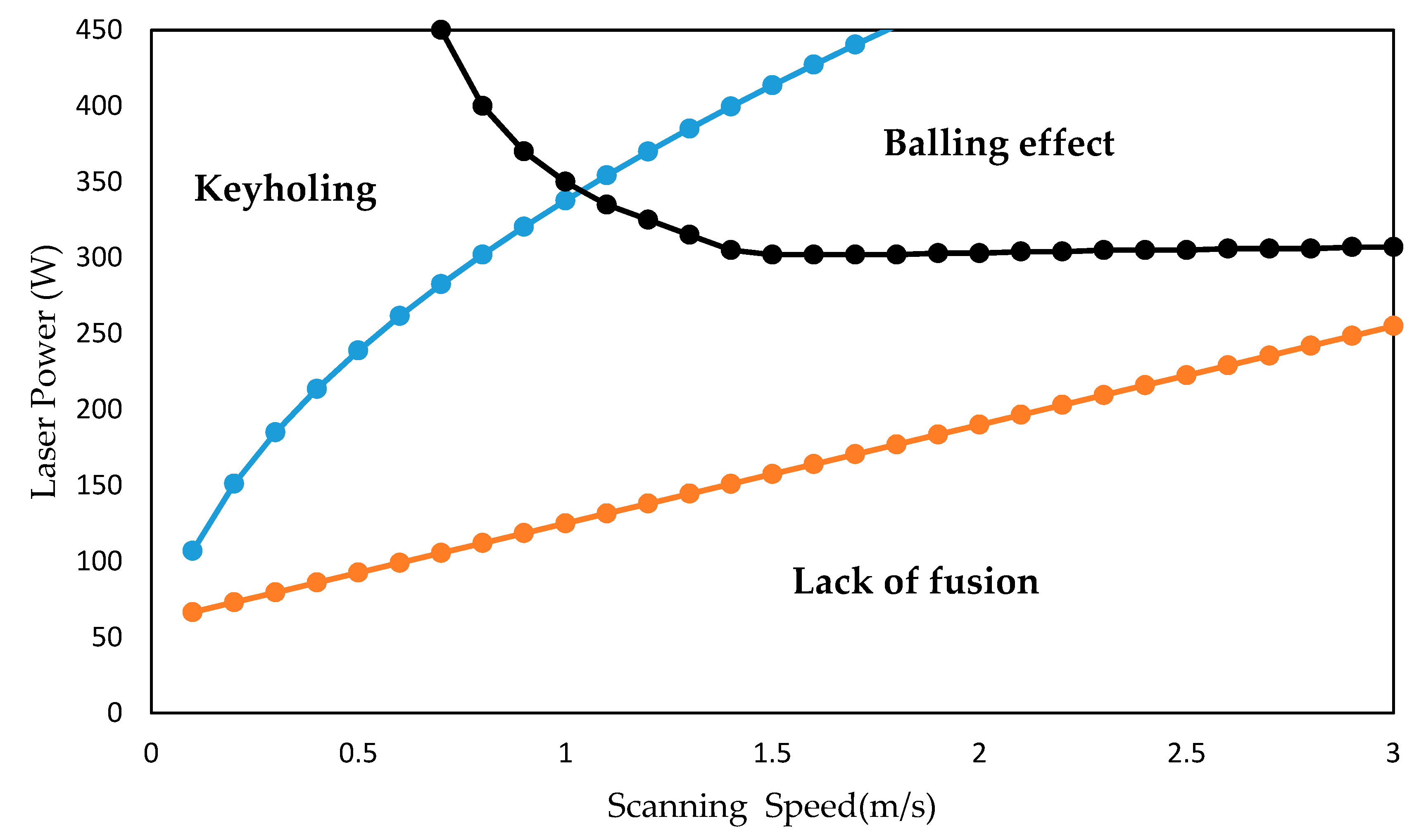
- The analytical method is successfully applied to the prediction of the internal defects of the In718 by SLM, combined with the criteria of lack of fusion, keyholing and balling, the regime of the internal defects under different combinations of laser power and scanning speed is calculated, so as to obtain an ideal process parameter combination to avoid defects.
- (4)
- For the prediction of the keyholing regime, further in-depth discussions are still needed. In addition, the influence of the powder layer and hatching distance on the temperature field and the characteristics of the molten pool needs to be considered in the future.
Author Contributions
Funding
Conflicts of Interest
Appendix A




References
- Wang, Z.; Wang, X.; Xie, R.; Zhou, X. Research on the pore defects of Inconel 718 alloy formed by selective laser melting. Surf. Technol. 2020, 5, 1–8. [Google Scholar]
- Zienkiewicz, O.; Taylor, R.; Zhu, J. The Finite Element Method: Its Basis and Fundamentals; Elsevier BV: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Ferziger, P.J.H.; Perić, M. Computational Methods for Fluid Dynamics; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2002. [Google Scholar]
- Cook, P.S.; Murphy, A.B. Simulation of melt pool behaviour during additive manufacturing: Underlying physics and progress. Addit. Manuf. 2020, 31, 100909. [Google Scholar] [CrossRef]
- Zhang, L.; Wu, W.; Lu, L. Influence of Laser Selective Melting Heat Input Parameters on Temperature Field of Inconel 718 Alloy. J. Mater. Eng. 2018, 46, 29–35. [Google Scholar]
- Zhang, D.; Zhang, P.; Liu, Z.; Feng, Z.; Wang, C.; Guo, Y. Thermofluid field of molten pool and its effects during selective laser melting (SLM) of Inconel 718 alloy. Addit. Manuf. 2018, 21, 567–578. [Google Scholar] [CrossRef]
- Yuan, W.; Chen, H.; Cheng, T.; Wei, Q. Effects of laser scanning speeds on different states of the molten pool during selective laser melting: Simulation and experiment. Mater. Des. 2020, 189, 108542. [Google Scholar] [CrossRef]
- Weihao, Y.; Hui, C.; Qingsong, W. The Role of Recoil Pressure in Thermodynamic Behaviors of Molten Pool during Selective Laser Melting. Chin. J. Mech. Eng. 2020, 56, 213–219. [Google Scholar] [CrossRef]
- Liu, S.; Liu, J.; Chen, J.; Liu, X. Influence of surface tension on the molten pool morphology in laser melting. Int. J. Therm. Sci. 2019, 146, 106075. [Google Scholar] [CrossRef]
- Körner, C.; Attar, E.; Heinl, P. Mesoscopic simulation of selective beam melting processes. J. Mater. Process. Technol. 2011, 211, 978–987. [Google Scholar] [CrossRef]
- Russell, M.; Souto-Iglesias, A.; Zohdi, T.I. Numerical simulation of Laser Fusion Additive Manufacturing processes using the SPH method. Comput. Methods Appl. Mech. Eng. 2018, 341, 163–187. [Google Scholar] [CrossRef]
- Sadowski, M.; Ladani, L.; Brindley, W.; Romano, J. Optimizing quality of additively manufactured Inconel 718 using powder bed laser melting process. Addit. Manuf. 2016, 11, 60–70. [Google Scholar] [CrossRef]
- Promoppatum, P.; Onler, R.; Yao, S.-C. Numerical and experimental investigations of micro and macro characteristics of direct metal laser sintered Ti-6Al-4V products. J. Mater. Process. Technol. 2017, 240, 262–273. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.L.; Contuzzi, N.; Ludovico, A.D. Experimental investigation and statistical optimization of the selective laser melting process of a maraging steel. Opt. Laser Technol. 2015, 65, 151–158. [Google Scholar] [CrossRef]
- Promoppatum, P.; Yao, S.-C. Analytical evaluation of defect generation for selective laser melting of metals. Int. J. Adv. Manuf. Technol. 2019, 103, 1185–1198. [Google Scholar] [CrossRef]
- Du, Y.; You, X.; Qiao, F.; Guo, L.; Liu, Z. A model for predicting the temperature field during selective laser melting. Results Phys. 2019, 12, 52–60. [Google Scholar] [CrossRef]
- Ye, J.; Khairallah, S.A.; Rubenchik, A.M.; Crumb, M.F.; Guss, G.; Belak, J.; Matthews, M.J. Energy Coupling Mechanisms and Scaling Behavior Associated with Laser Powder Bed Fusion Additive Manufacturing. Adv. Eng. Mater. 2019, 21, 1900185. [Google Scholar] [CrossRef]
- Rosenthal, D. Mathematical theory of heat distribution during welding and cutting. Weld. J. 1941, 20, 220–234. [Google Scholar]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Gladush, G.G.; Smurov, I. Physics of Laser Materials Processing; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Rubenchik, A.; King, W.E.; Wu, S.S. Scaling laws for the additive manufacturing. J. Mater. Process. Technol. 2018, 257, 234–243. [Google Scholar] [CrossRef]
- Yang, Q.; Wei, Y.; Gao, P. Research progress of metal additive manufacturing technology and its special materials. Mater. Rep. 2016, 1, 26–28. [Google Scholar]
- Wang, D.; Qian, Z.; Dou, W.; Yang, R. Research progress of laser selective melting forming of high temperature nickel-based alloys. Aeronaut. Manuf. Technol. 2018, 61, 49–60. [Google Scholar]
- Khairallah, S.A.; Martin, A.A.; Lee, J.R.; Guss, G.; Calta, N.P.; Hammons, J.A.; Nielsen, M.H.; Chaput, K.; Schwalbach, E.; Shah, M.N.; et al. Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing. Science 2020, 368, 660–665. [Google Scholar] [CrossRef] [PubMed]
- Bass, M. Lasers for Laser Materials Processing; Elsevier BV: Amsterdam, The Netherlands, 1983; Volume 3, pp. 1–14. [Google Scholar]
- Weirather, J.; Rozov, V.; Wille, M.; Schuler, P.; Seidel, C.; Adams, N.A.; Zaeh, M.F. A Smoothed Particle Hydrodynamics Model for Laser Beam Melting of Ni-based Alloy 718. Comput. Math. Appl. 2019, 78, 2377–2394. [Google Scholar] [CrossRef]
- Wang, J. Research on Laser Melting Temperature Field and Micro Melt Pool Heat Transfer of Inconel 718 Alloy; Harbin Institute of Technology: Harbin, China, 2016. [Google Scholar]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Hussein, A.; Hao, L.; Yan, C.; Everson, R. Finite element simulation of the temperature and stress fields in single layers built without-support in selective laser melting. Mater. Des. 2013, 52, 638–647. [Google Scholar] [CrossRef]
- Zhou, Q. Research on Calculation Method of Transient Temperature Field in Selective Laser Melting Forming Process. Master’s Thesis, Harbin Engineering University, Harbin, China, 2017. [Google Scholar]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater. Des. 2016, 105, 160–170. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single track formation in selective laser melting of metal powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, H.; Li, Z.; Wang, S. The Analytical Prediction of Thermal Distribution and Defect Generation of Inconel 718 by Selective Laser Melting. Appl. Sci. 2020, 10, 7300. https://doi.org/10.3390/app10207300
Yang H, Li Z, Wang S. The Analytical Prediction of Thermal Distribution and Defect Generation of Inconel 718 by Selective Laser Melting. Applied Sciences. 2020; 10(20):7300. https://doi.org/10.3390/app10207300
Chicago/Turabian StyleYang, Huadong, Zhen Li, and Siqi Wang. 2020. "The Analytical Prediction of Thermal Distribution and Defect Generation of Inconel 718 by Selective Laser Melting" Applied Sciences 10, no. 20: 7300. https://doi.org/10.3390/app10207300
APA StyleYang, H., Li, Z., & Wang, S. (2020). The Analytical Prediction of Thermal Distribution and Defect Generation of Inconel 718 by Selective Laser Melting. Applied Sciences, 10(20), 7300. https://doi.org/10.3390/app10207300