Compressive Strength Development of High-Volume Fly Ash Ultra-High-Performance Concrete under Heat Curing Condition with Time


 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mixture Proportioning
2.3. Methods
- (1)
- Standard curing condition (27 ± 2 °C, RH ≥ 95%) until testing.
- (2)
- Heat curing condition: in hot water (90 ± 3 °C) for 48 h followed by the standard curing condition until testing.
3. Results and Discussions
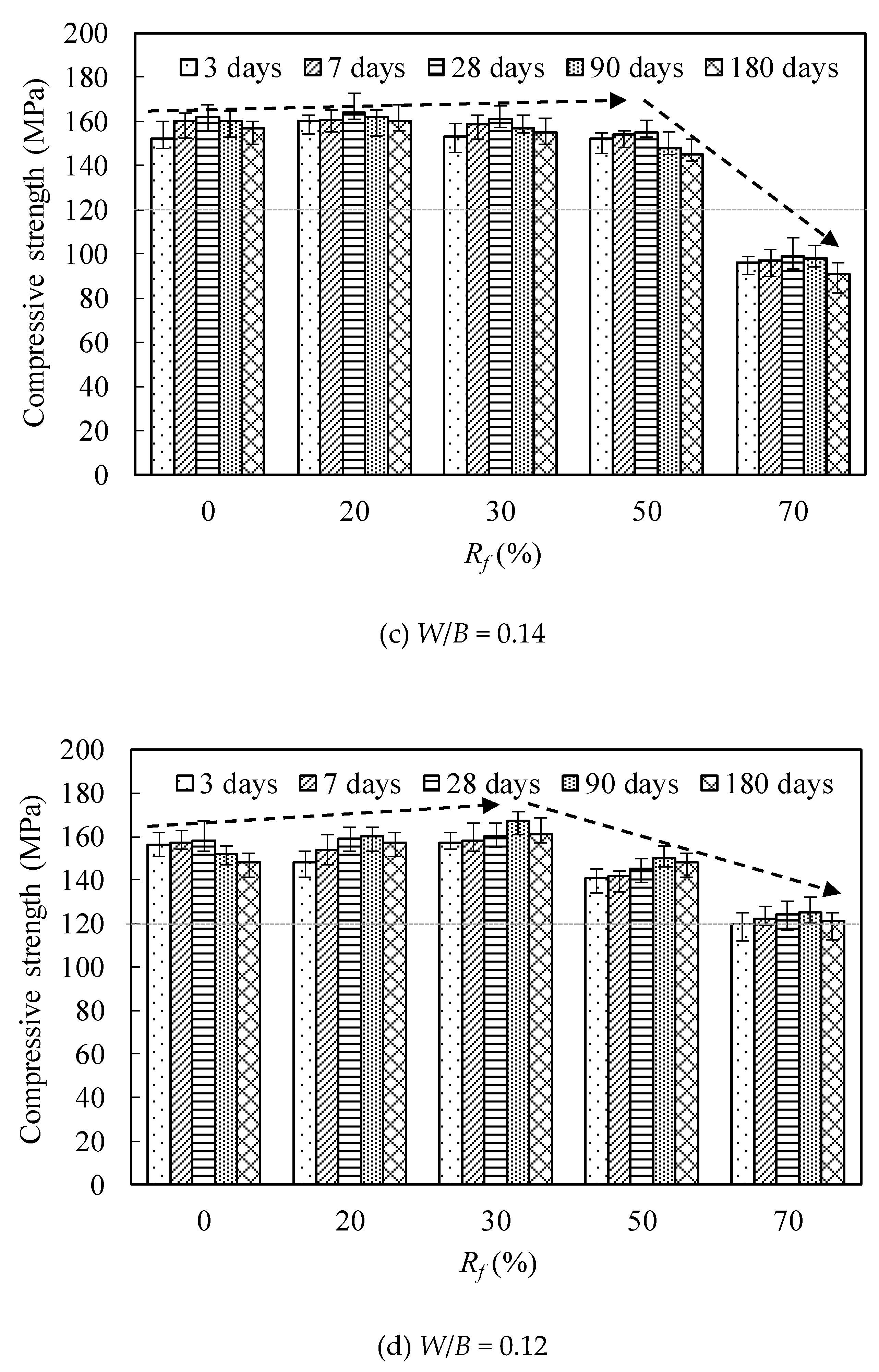
3.1. Development of Compressive Strength of HVFA UHPC
3.2. The 28-Day Compressive Strength
3.3. Discussion
4. Predictions for Compressive Strength Development of HVFA UHPC
4.1. Typical Compressive Strength Development
4.2. Empirical Equations for Compressive Strength Development
4.3. Calibration of the Proposed Models
5. Embodied CO2 Emissions of HVFA UHPC
6. Conclusions
- (1)
- The ratio of compressive strength under the heat curing condition and the standard curing slightly increased as the heat curing age increased up to 2 days, beyond which it was insignificantly affected by the heat curing age, where ()H is 28-day compressive strength of UHPC at different heat curing ages and ()S is that of the counterpart UHPC specimen cured under standard condition. This confirms that 2-day heat curing is sufficient for UHPC to gain high strength.
- (2)
- At the same heat curing age, higher values of were observed for UHPC mixtures with more contents of fly ash and lower water-to-binder ratio (W/B). The higher content of fly ash used with the higher values was gained with time of heat curing age, particularly UHPC using 70% fly ash content.
- (3)
- The preference of the addition of fly ash for enhancing the compressive strength of UHPC requires the early heat curing procedure which can be recommended as at least 2 days under 90 ℃ hot water. The strength gain rate of UHPC cured under heat curing condition was insignificantly affected by fly ash contents, indicating that the rates at 3 days ranged between 0.92 and 0.99 for all the specimens. Overall, the compressive strength of UHPC with fly ash under heat curing condition mostly reached its 28-day strength at just 3 days. The FA content can be increased up to 50% for UHPC with early heat curing while considering a comparable value to the compressive strength of UHPC without FA and cured under standard curing condition.
- (4)
- For predicting the compressive strength development of UHPC mixtures cured under heat curing condition, the fib 2010 model gives underestimation at early ages and overestimation at long-term ages, irrespectively of fly ash contents. The predictions obtained from the proposed models are in good agreement with test results measured at different ages. Thus, the proposed models have a good potential to assess reliably the compressive strength development of UHPC (with different fly ash contents (up to 70% fly ash content)) and cured under different conditions.
- (5)
- The model is applicable to HVFA UHPC with a time from 3 to 180 days incorporating 0%–70% class F fly ash, cement type I, W/B from 0.12 to 0.18 by mass, compressive strength from 80 to 165 MPa, curing under standard condition and heat treatment.
- (6)
- The CO2 emission of UHPC mixtures decreased in proportion to FA content, indicating that a 50% reduction can be obtained with the cement replacement of 50% FA.
Author Contributions
Funding
Conflicts of Interest
References
- AFGC-SETRA. Ultra High Performance Fibre-Reinforced Concretes; AFGC: Paris, France, 2002. [Google Scholar]
- Buitelaar, P. Ultra High Performance Concrete: Developments and Applications during 25 Years; International Symposium on UHPC: Kassel, Germany, 2004. [Google Scholar]
- Collepardi, M. Innovative Concretes for Civil Engineering Structures: SCC, HPC and RPC; Workshop on New Technologies and Materials in Civil Engineering: Milan, Italy, 2003; pp. 1–8. [Google Scholar]
- ASTM C 1856-2017. Standard Practice for Fabricating and Testing Specimens of Ultra-High Performance Concrete; ASTM International: West Conshohocken, PA, USA, 2017; p. 4. [Google Scholar]
- Richard, P.; Cheyrezy, M.H. Reactive Powder concretes with high ductility and 200–800 MPa compressive strength. In Concrete Technology: Past, Present and Future, Proceedings of the V. Mohan Malhotra Symposium; Mehta, P.K., Ed.; Detroit: Victoria Wieczorek, MI, USA, 1994; pp. 507–518. Available online: https://www.concrete.org/publications/internationalconcreteabstractsportal.aspx?m=details&ID=4536 (accessed on 24 September 2020).
- Schmidt, M.; Fehling, E. Ultra-High-Performance Concrete: Research, Development and Application in Europe. In Proceedings of the Seventh International Symposium on the Utilization of High-Strength/High-Performance Concrete, Washington, DC, USA, 20–24 June 2005. [Google Scholar]
- Nguyen, V.T. Rice Husk Ash as a Mineral Admixture for Ultra High Performance Concrete. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2011; p. 165. [Google Scholar]
- Richard, P.; Cheyrezy, M.H. Composition of Reactive Powder Concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Van Tuan, N.; Ye, G.; Van Breugel, K.; Fraaij, A.L.; Bui, D.D. The Study of Using Rice Husk Ash to Produce Ultra High Performance Concrete. Constr. Build. Mater. 2011, 25, 2030–2035. [Google Scholar] [CrossRef]
- Thắng, N.C.; Thắng, N.T.; Hanh, P.H.; Tuấn, N.V.; Lâm, N.T. Ultra High Performance Concrete Using a Combination of Silicafume and Ground Granulated Blast-furnace Slag in Vietnam. In Proceedings of the International Conference on Sustainable Built Environment for Now and the Future, Hanoi, Vietnam, 26–27 March 2013; pp. 303–309. [Google Scholar]
- Thang, N.C.; Van Tuan, N.; Yang, K.-H.; Phung, Q.T. Effect of Zeolite on Shrinkage and Crack Resistance of High-Performance Cement-Based Concrete. Materials 2020, 13, 3773. [Google Scholar] [CrossRef] [PubMed]
- Voo, Y.L.; Fosterb, S.J. Characteristics of Ultra-High Performance ‘Ductile’ Concrete and Its Impact on Sustainable Construction. IES J. Part A Civ. Struct. Eng. 2010, 3, 168–187. [Google Scholar] [CrossRef] [Green Version]
- Pham, S.D.; Le, T.T.; Nguyen, C.T. Sustainable Development of Ultra High Performance Concrete Mixture Using High Volume of Fly Ash in Vietnam. In Proceedings of the the 2nd International Conference on UHPC Materials and Structures (UHPC2018-China), Fuzhou, China, 7–10 November 2019; pp. 161–170. [Google Scholar]
- Yazıcı, H. The Effect of Curing Conditions on Compressive Strength of Ultra High Strength Concrete with High Volume Mineral Admixtures. Build. Environ. 2007, 42, 2083–2089. [Google Scholar] [CrossRef]
- Nguyen, T.N.; Bui, T.S.; Do, M.N. An Experimental Study of Reusing Coal Ash for Base Course of Road Pavement in Viet Nam. Electron. J. Geotech. Eng. 2019, 24, 945–960. [Google Scholar]
- Ibrahim, M.A.; Farhat, M.; Issa, M.A.; Hasse, J.A. Effect of Material Constituents on Mechanical and Fracture Mechanics Properties of Ultra-High-Performance Concrete. ACI Mater. J. 2017, 114, 453–465. [Google Scholar] [CrossRef]
- Aghdasi, P.; Heid, A.E.; Chao, S.H. Developing Ultra-High-Performance Fiber-Reinforced Concrete for Large-Scale Structural Applications. ACI Mater. J. 2016, 113, 559–570. [Google Scholar] [CrossRef]
- Mehta, P.K.; Malhotra, V. High Performance, High Volume Fly Ash Concrete for Building Sustainable and Durable Structures, 3rd ed.; ACAA: Indianapolis, IN, USA, 2008. [Google Scholar]
- Carey, A.S.; Howard, I.L.; Scott, D.A.; Moser, R.D.; Shannon, J.; Knizley, A. Impact of Materials, Proportioning, and Curing on Ultra-High-Performance Concrete Properties. ACI Mater. J. 2020, 117, 213–222. [Google Scholar] [CrossRef]
- Le, T.T. Ultra Performance Fibre Reinforced Concrete Paving Flags. Ph.D. Thesis, University of Liverpool, Liverpool, UK, 2008; p. 387. [Google Scholar]
- Vietnamese Standard TCVN 2682:2009. Portland Cements—Specifications, 5th ed.; Vietnam Standards and Quality Institute (VSQI): Hanoi, Vietnam, 2009. [Google Scholar]
- ASTM C 618-19. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar] [CrossRef]
- De Larrard, F. Concrete Mixture Proportioning; A scientific approach, Modern Concrete Technology Series; E&FN SPON: London, UK, 1999. [Google Scholar]
- ASTM C 109M-2020. Standard Test Method for Compressive Strength of Hydraulic Cement Mortars; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar] [CrossRef]
- Soutsos, M.; Millard, S.G.; Karaiskos, K. Mix Design, Mechanical Properties and Impact Resistance of Reactive Powder Concrete (RPC). In Proceedings of the International Workshop on High Performance Fiber Reinforced Cementitious Composites in Structural Applications, RILEM, Honolulu, HI, USA, 23–26 May 2005. [Google Scholar]
- Cheyrezy, M.; Maret, V.; Frouin, L. Microstructural Analysis of RPC (Reactive Powder Concrete). Cem. Concr. Res. 1995, 25, 1491–1500. [Google Scholar] [CrossRef]
- Comité Euro-International du Beton. Fib Model Code for Concrete Structures 2010; International Federation for Structural Concrete (FIB): Lausanne, Switzerland, 2010. [Google Scholar] [CrossRef]
- Verbeck, G.J.; Helmuth, R.A. Structures and Physical Properties of Cement Paste. In Proceedings of the Fifth International Symposium on the Chemistry of Cement, Tokyo, Japan, 7–11 October 1968; pp. 1–32. [Google Scholar]
- Mindess, S.; Young, J.F. Concrete; Prentice-Hall: Upper Saddle River, NJ, USA, 1981; p. 671. [Google Scholar]
- Breugel, K.V. Simulation of Hydration and Formation of Structure in Hardening Cement-Based Materials. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 1991. [Google Scholar]
- Benhelal, E.; Zahedi, G.; Shamsaei, E.; Bahadori, A. Global Strategies and Potentials to Curb CO2 Emissions in Cement Industry. J. Clean. Prod. 2013, 51, 142–161. [Google Scholar] [CrossRef]
- Yang, K.-H.; Jung, Y.-B.; Cho, M.-S.; Tae, S.-H. Effect of Supplementary Cementitious Materials on Reduction of CO2 Emissions from Concrete. J. Clean. Prod. 2015, 103, 774–783. [Google Scholar] [CrossRef]
- King, D. The Effect of Silica Fume on the Properties of Concrete as Defined in Concrete in Society Report 74, Cementitious Materials, In Proceedings of the 37th Our World in Concrete & Structures, Singapore, 29–31 August 2012.
- Shi, Y.; Long, G.; Ma, C.; Xie, Y.; He, J. Design and Preparation of Ultra-High Performance Concrete with Low Environmental Impact. J. Clean. Prod. 2019, 214, 633–643. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Fe2O3 | Al2O3 | CaO | MgO | Na2O | K2O | SO3 | TiO2 | LOI | |
| Cement | 20.3 | 5.05 | 3.51 | 62.81 | 3.02 | - | - | 2.00 | - | 1.83 |
| SF | 92.3 | 1.91 | 0.86 | 0.32 | 0.85 | 0.38 | 1.22 | 0.30 | - | 1.68 |
| FA | 46.82 | 12.3 | 25.29 | 1.20 | 1.16 | 1.09 | 2.50 | 0.60 | 0.08 | 4.04 |
| Properties | Unit | Cement | SF | FA | |
|---|---|---|---|---|---|
| Fineness (Blaine) | cm2/g | 4130 | - | - | |
| Mean particle size | μm | 10.76 | 0.15 | 5.43 | |
| Specific gravity | g/cm3 | 3.15 | 2.20 | 2.44 | |
| Pozzolanic reactivity index | % | - | 111 | 103 | |
| Compressive strength | After 3 days | MPa | 36.1 | - | - |
| After 28 days | MPa | 55.0 | - | - | |
| Mix. No | W/B (by Mass) | S/B (by Mass) | FA (% by Mass of Binder) | SF (% by Mass of Binder) | SP (% by Mass of Binder) | C, kg/m3 | FA, kg/m3 | SF, kg/m3 | S, kg/m3 | Water, kg/m3 | SP, kg/m3 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.18 | 1 | 0 | 10 | 0.39 | 1013 | 0 | 113 | 1125 | 205 | 14.6 |
| 2 | 0.18 | 1 | 20 | 10 | 0.31 | 772 | 221 | 110 | 1103 | 201 | 14.3 |
| 3 | 0.18 | 1 | 30 | 10 | 0.29 | 655 | 327 | 109 | 1091 | 199 | 14.2 |
| 4 | 0.18 | 1 | 50 | 10 | 0.16 | 428 | 535 | 107 | 1070 | 195 | 13.9 |
| 5 | 0.18 | 1 | 70 | 10 | 0.13 | 210 | 734 | 105 | 1049 | 191 | 13.6 |
| 6 | 0.16 | 1 | 0 | 10 | 0.58 | 1036 | 0 | 115 | 1151 | 182 | 22.3 |
| 7 | 0.16 | 1 | 20 | 10 | 0.52 | 789 | 225 | 113 | 1127 | 180 | 19.5 |
| 8 | 0.16 | 1 | 30 | 10 | 0.49 | 669 | 335 | 112 | 1116 | 179 | 18.2 |
| 9 | 0.16 | 1 | 50 | 10 | 0.27 | 437 | 547 | 109 | 1093 | 181 | 9.8 |
| 10 | 0.16 | 1 | 70 | 10 | 0.19 | 214 | 750 | 107 | 1072 | 179 | 6.8 |
| 11 | 0.14 | 1 | 0 | 10 | 0.81 | 1061 | 0 | 118 | 1179 | 156 | 31.8 |
| 12 | 0.14 | 1 | 20 | 10 | 0.69 | 807 | 231 | 115 | 1153 | 156 | 26.5 |
| 13 | 0.14 | 1 | 30 | 10 | 0.60 | 685 | 342 | 114 | 1141 | 157 | 22.8 |
| 14 | 0.14 | 1 | 50 | 10 | 0.48 | 447 | 559 | 112 | 1118 | 157 | 17.9 |
| 15 | 0.14 | 1 | 70 | 10 | 0.28 | 219 | 767 | 110 | 1095 | 159 | 10.2 |
| 16 | 0.12 | 1 | 0 | 10 | 1.60 | 1086 | 0 | 121 | 1207 | 114 | 64.4 |
| 17 | 0.12 | 1 | 20 | 10 | 1.10 | 826 | 236 | 118 | 1181 | 125 | 43.3 |
| 18 | 0.12 | 1 | 30 | 10 | 0.93 | 701 | 350 | 117 | 1168 | 128 | 36.2 |
| 19 | 0.12 | 1 | 50 | 10 | 0.78 | 457 | 572 | 114 | 1143 | 130 | 29.7 |
| 20 | 0.12 | 1 | 70 | 10 | 0.57 | 224 | 784 | 112 | 1120 | 132 | 21.3 |
| Mix | The Highest 28-Day Compressive Strength (MPa) | Curing Condition | W/B (by Mass) | SF (% by Mass of Binder) | FA (% by Mass of Binder) |
|---|---|---|---|---|---|
| 1 | 146.0 | Standard curing | 0.16 | 10 | 0 |
| 162.0 | Heat curing | 0.14 | |||
| 2 | 149.0 | Standard curing | 0.16 | 10 | 20 |
| 164.0 | Heat curing | 0.14 | |||
| 3 | 142.0 | Standard curing | 0.14 | 10 | 30 |
| 161.0 | Heat curing | 0.14 | |||
| 4 | 134.0 | Standard curing | 0.14 | 10 | 50 |
| 155.0 | Heat curing | 0.14 | |||
| 5 | 92.0 | Standard curing | 0.12 | 10 | 70 |
| 124.0 | Heat curing | 0.12 |
| Ratio of Experimental Compressive Strength and Predictions at Different Ages | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Standard Curing Condition | Heat Curing Condition | |||||||||||
| 3d | 7d | 28d | 90d | 180d | Total | 3d | 7d | 28d | 90d | 180d | Total | |
| 0.95 | 0.93 | 0.99 | 0.99 | 0.97 | 0.97 | 1.08 | 1.09 | 1.09 | 1.06 | 1.01 | 1.07 | |
| 0.15 | 0.13 | 0.12 | 0.10 | 0.10 | 0.12 | 0.12 | 0.12 | 0.11 | 0.11 | 0.12 | 0.12 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, P.S.; Tuan, N.V.; Thanh, L.T.; Thang, N.C.; Cu, V.H.; Mun, J.-H. Compressive Strength Development of High-Volume Fly Ash Ultra-High-Performance Concrete under Heat Curing Condition with Time. Appl. Sci. 2020, 10, 7107. https://doi.org/10.3390/app10207107
Dong PS, Tuan NV, Thanh LT, Thang NC, Cu VH, Mun J-H. Compressive Strength Development of High-Volume Fly Ash Ultra-High-Performance Concrete under Heat Curing Condition with Time. Applied Sciences. 2020; 10(20):7107. https://doi.org/10.3390/app10207107
Chicago/Turabian StyleDong, Pham Sy, Nguyen Van Tuan, Le Trung Thanh, Nguyen Cong Thang, Viet Hung Cu, and Ju-Hyun Mun. 2020. "Compressive Strength Development of High-Volume Fly Ash Ultra-High-Performance Concrete under Heat Curing Condition with Time" Applied Sciences 10, no. 20: 7107. https://doi.org/10.3390/app10207107