Drill Hole Orientation: Its Role and Importance on the Compression Response of Pure Magnesium

 ,
, 
 ,
,  ,
, 

Abstract
Featured Application
Abstract
1. Introduction
2. Materials and Methods
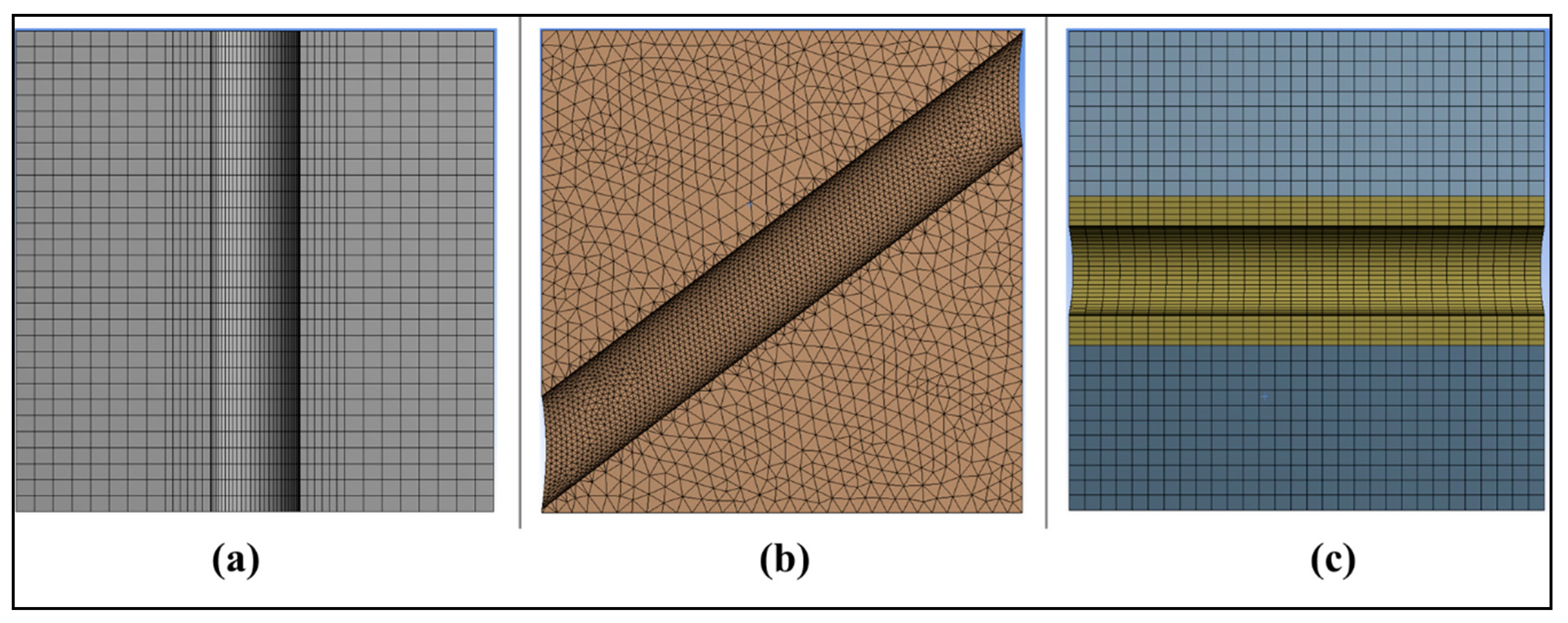
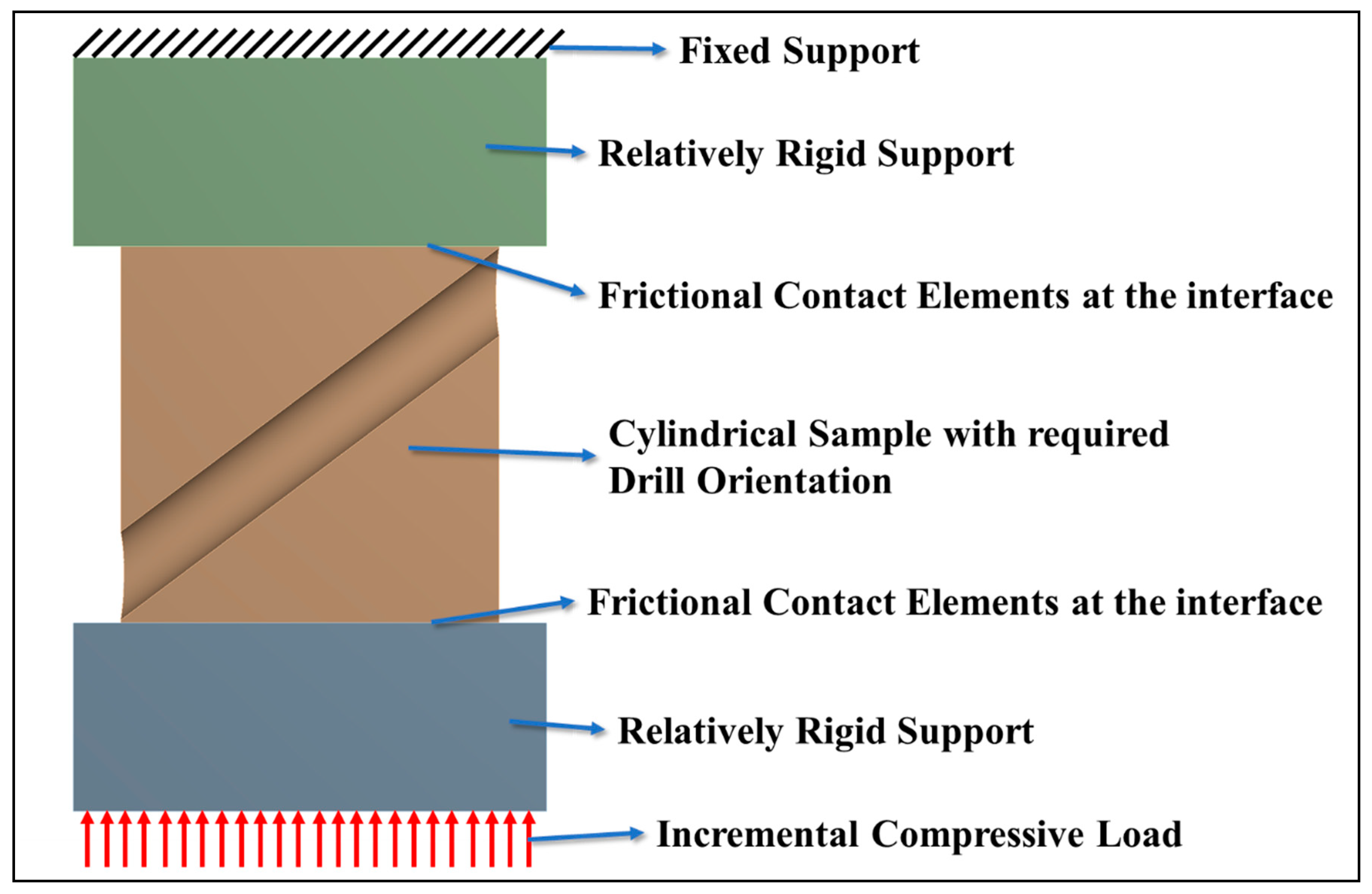
2.1. Simulations
2.1.1. Simulation Parameters
2.1.2. Analysis Procedure Post Simulation
2.2. Experimental Procedure
2.2.1. Materials and Processing
2.2.2. Material Characterization
3. Results and Discussions
3.1. Simulation Results
3.1.1. Development of Shear Zones
3.1.2. Development of Plastic Zones
3.1.3. Macroscopic Changes in Deformation Patterns
3.1.4. Summary of Simulation Results
- Though the maximum shear stresses developed around the drill hole in all three cases, the development and alignment are vastly different, paving the way for a difference in macroscopic failure orientation. However, microscopic failure modes can only be evaluated through experimentation (refer to Figure 5).
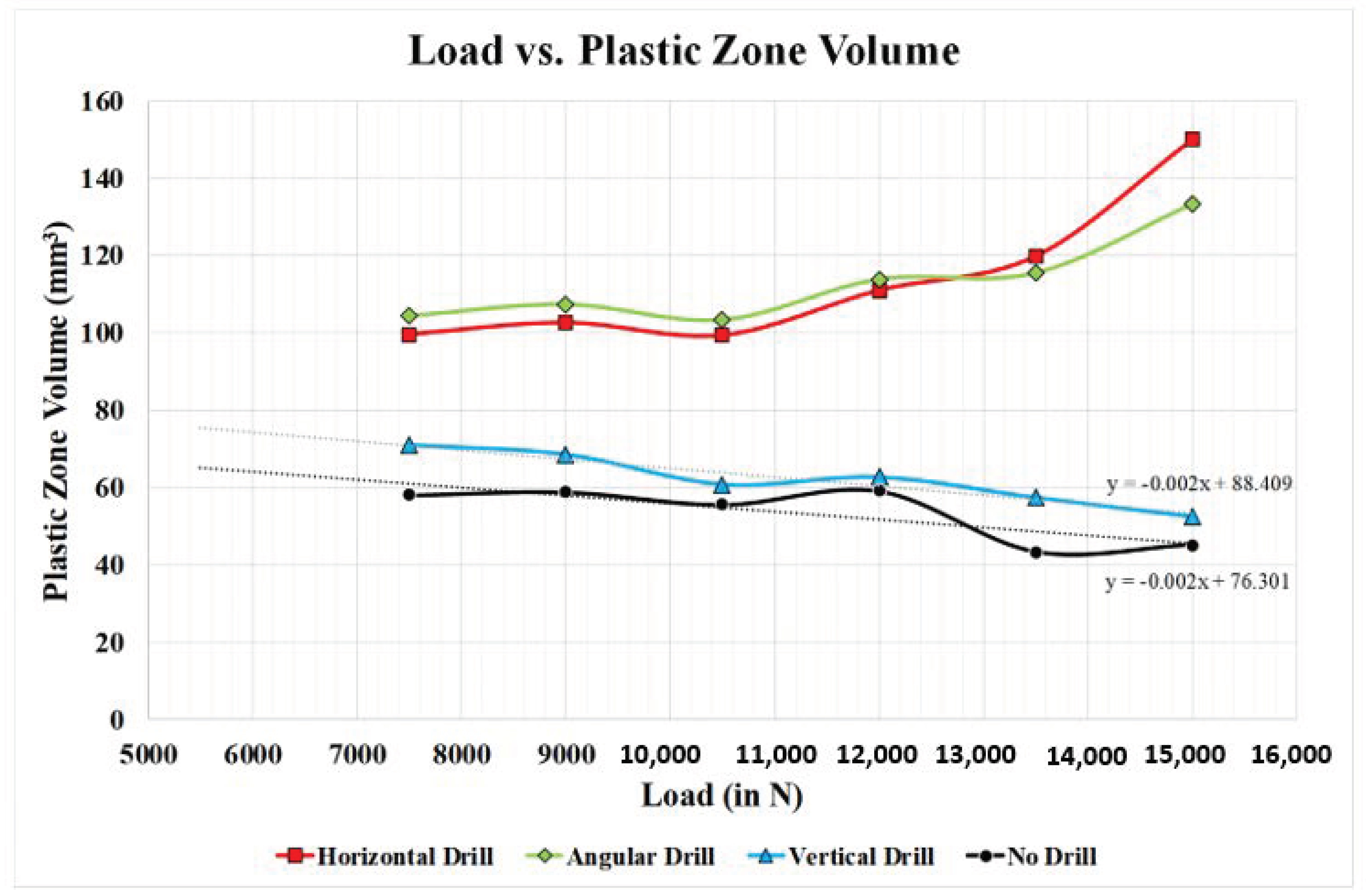
- Comparing the volume of the component experiencing strains above critical strains and deriving the normalized plastic zone area helped rank the horizontal drill orientation as the weakest of the three orientations, followed by angular orientation being the next weakest (refer to Figure 6 and Figure 7).
- The vertical orientation was ranked the strongest of the three as it showed the least deviation in deformation patterns and plastic zone development when compared to the monolithic condition (refer to Figure 6, Figure 7 and Figure 8) while angular and horizontal drill hole orientations imparted significant local deformation around the drill holes.
3.2. Experimental Results
3.2.1. Compression Testing
3.2.2. Fractography Analyses
3.2.3. Summary of Experimental Results
- Compression tests showed the ductility and ultimate tensile strength reduced as the drill hole orientation changed from vertical to angular to horizontal, respectively.
- The load to failure for each of these individual components indicates that the horizontal drill hole orientation fails first and the vertical drill hole orientation lasts the longest.
- Another observation was that all three drill hole orientations increased the yield strength of the component if the 0.2% offset method was considered. This can be attributed to the lower stiffness of each of these components in general when compared to the monolithic condition, thereby giving rise to local flexure and local yield and thereby, longer duration to global yield.
- Microscopic observations indicated that the presence of the drill hole did not change the microscopic deformation and failure mechanisms with the shear mode still being prevalent in all cases.
- Macroscopic observation of the fractured sample indicated a difference in orientation of the final crack. While the monolithic and vertical drill hole orientations experienced near 45° failure crack propagation, the angular drill hole experienced a failure angle of more than 45° with the horizontal and horizontal drill orientations experienced a failure angle of less than 45° with the horizontal. These deviations are shown in the insets of Figure 10.
3.3. Reflections on Simulations and Experiments
- Both simulations and experiments predict the vertical drill hole orientation to be the strongest.
- Simulations predict higher stress in the angular and horizontal drill hole components (Figure 5), while experiments also validate the same by showing higher stress in them for the same amount of engineering strain.
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Forsyth, A.; Saucier, B.J.; More, D.J.; Stawaisz, R.; Gill, D.; Younger, R. The Mechanical Engineering Challenges of Designing HP/HT Equipment. In Proceedings of the SPE Annual Technical Conference and Exhibition, Society of Petroleum Engineers, Anaheim, CA, USA, 1 January 2007; p. 9. [Google Scholar] [CrossRef]
- Smith, L. Control of corrosion in oil and gas production tubing. Br. Corros. J. 1999, 34, 247–253. [Google Scholar] [CrossRef]
- Zhang, C.; Yamanaka, K.; Bian, H.; Chiba, A. Strain hardening of as-extruded Mg-xZn (x = 1, 2, 3 and 4 wt%) alloys. NPJ Mater. Degrad. 2019, 3, 30. [Google Scholar] [CrossRef]
- Kaleicheva, J.K.; Karaguiozova, Z. Improvement of the Wear Resistance of Ferrous Alloys by Electroless Plating of Nickel. IOP Conf. Ser. Mater. Sci. Eng. 2018, 295, 012036. [Google Scholar] [CrossRef]
- Venkatesan, R.; Venkatasamy, M.A.; Bhaskaran, T.A.; Dwarakadasa, E.S.; Ravindran, M. Corrosion of ferrous alloys in deep sea environments. Br. Corros. J. 2002, 37, 257–266. [Google Scholar] [CrossRef]
- Tharumarajah, A.; Koltun, P. Is there an environmental advantage of using magnesium components for light-weighting cars? J. Clean. Prod. 2007, 15, 1007–1013. [Google Scholar] [CrossRef]
- Raupach, M.R.; Marland, G.; Ciais, P.; le Quéré, C.; Canadell, J.G.; Klepper, G.; Field, C.B. Global and regional drivers of accelerating CO2 emissions. Proc. Natl. Acad. Sci. USA 2007, 104, 10288–10293. [Google Scholar] [CrossRef]
- Pervaiz, M.; Panthapulakkal, S.; Sain, M.; Tjong, J. Emerging trends in automotive lightweighting through novel composite materials. J. Mater. Sci. Appl. 2016, 7, 26. [Google Scholar] [CrossRef]
- Lloyd, D.J. Particle reinforced aluminium and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Hirsch, J. Aluminium in Innovative Light-Weight Car Design. Mater. Trans. 2011, 52, 818–824. [Google Scholar] [CrossRef]
- Reddy, M.P.; Manakari, V.; Parande, G.; Shakoor, R.A.; Mohamed, A.M.A.; Gupta, M. Structural, mechanical and thermal characteristics of Al-Cu-Li particle reinforced Al-matrix composites synthesized by microwave sintering and hot extrusion. Compos. Part B Eng. 2019, 164, 485–492. [Google Scholar] [CrossRef]
- Snihirova, D.; Lamaka, S.V.; Montemor, M.F. 4—Smart composite coatings for corrosion protection of aluminium alloys in aerospace applications. In Smart Composite Coatings and Membranes; Montemor, M.F., Ed.; Woodhead Publishing: Cambridge, UK, 2016; pp. 85–121. [Google Scholar] [CrossRef]
- Rambabu, P.; Prasad, N.E.; Kutumbarao, V.; Wanhill, R. Aluminium Alloys for Aerospace Applications, Aerospace Materials and Material Technologies; Springer: Singapore, 2017; pp. 29–52. [Google Scholar]
- Syed, A.K.; Zhang, X.; Fitzpatrick, M.E. A comparison of fatigue crack growth performance of two aerospace grade aluminium alloys reinforced with bonded crack retarders. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 1237–1242. [Google Scholar] [CrossRef]
- Bettles, C.; Forwood, C.; Jones, D.; Griffiths, J.; Frost, M.; John, D.S.; Qian, M.; Song, G.; Nie, J.-F. AMC-SC1: A new magnesium alloy suitable for powertrain applications. SAE Trans. 2003, 726–732. [Google Scholar] [CrossRef]
- Patil, B.; Kumar, B.R.B.; Bontha, S.; Balla, V.K.; Powar, S.; Kumar, V.H.; Suresha, S.N.; Doddamani, M. Eco-friendly lightweight filament synthesis and mechanical characterization of additively manufactured closed cell foams. Compos. Sci. Technol. 2019, 183, 107816. [Google Scholar] [CrossRef]
- Parande, G.; Manakari, V.; Kopparthy, S.D.S.; Gupta, M. A study on the effect of low-cost eggshell reinforcement on the immersion, damping and mechanical properties of magnesium–zinc alloy. Compos. Part B Eng. 2019, 107650. [Google Scholar] [CrossRef]
- Cole, G. Chem. Eng. News Am. Chem. Soc. 2003. Available online: http://pubs.acs.org/cen/80th/magnesium.html (accessed on 17 July 2010).
- Kaviti, R.V.P.; Jeyasimman, D.; Parande, G.; Gupta, M.; Narayanasamy, R. Investigation on dry sliding wear behavior of Mg/BN nanocomposites. J. Magnes. Alloy. 2018, 6, 263–276. [Google Scholar] [CrossRef]
- Dinaharan, I.; Vettivel, S.C.; Balakrishnan, M.; Akinlabi, E.T. Influence of processing route on microstructure and wear resistance of fly ash reinforced AZ31 magnesium matrix composites. J. Magnes. Alloy. 2019, 7, 155–165. [Google Scholar] [CrossRef]
- Manakari, V.; Parande, G.; Doddamani, M.; Gupta, M. Evaluation of wear resistance of magnesium/glass microballoon syntactic foams for engineering/biomedical applications. Ceram. Int. 2019, 45, 9302–9305. [Google Scholar] [CrossRef]
- Crider, M. Next-Gen Laptop Materials: Aluminum Alloy vs. Magnesium Alloy vs. Carbon Fiber; How-To Geek. Available online: https://www.howtogeek.com/307165/next-gen-laptop-materials-aluminum-alloy-vs-magnesium-alloy-vs-carbon-fiber/2017 (accessed on 10 September 2020).
- LG US Website, pp. LG Gram 17” Ultra-Lightweight Laptop with Intel® Core™ i17 Processor. Available online: https://www.lg.com/us/laptops/lg-17Z990-RAAS8U1-ultra-slim-laptop (accessed on 10 September 2020).
- Yeo, K. Hardwarezone.com.sg, 2020, pp. Fujitsu’s 13-inch UH-X Notebook Weighs Just 770g. Available online: https://www.hardwarezone.com.sg/tech-news-fujitsus-uh-x-notebook-singapore-price#:~:text=Made%20out%20of%20magnesium%2Dlithium,UH%2DX%20weighs%20just%20778g (accessed on 10 September 2020).
- Torstenfelt, B.; Klarbring, A. Structural optimization of modular product families with application to car space frame structures. Struct. Multidiscip. Optim. 2006, 32, 133–140. [Google Scholar] [CrossRef]
- Torstenfelt, B.; Klarbring, A. Conceptual optimal design of modular car product families using simultaneous size, shape and topology optimization. Finite Elem. Anal. Des. 2007, 43, 1050–1061. [Google Scholar] [CrossRef]
- Chia, H.N.; Wu, B.M. Recent advances in 3D printing of biomaterials. J. Biol. Eng. 2015, 9, 4. [Google Scholar] [CrossRef] [PubMed]
- Bhargav, A.; Sanjairaj, V.; Rosa, V.; Feng, L.W.; Yh, J.F. Applications of additive manufacturing in dentistry: A review. J. Biomed. Mater. Res. Part B Appl. Biomater. 2018, 106, 2058–2064. [Google Scholar] [CrossRef] [PubMed]
- Dawood, A.; Marti, B.M.; Sauret-Jackson, V.; Darwood, A. 3D printing in dentistry. Br. Dent. J. 2015, 219, 521–529. [Google Scholar] [CrossRef]
- Eltaggaz, A.; Deiab, I. Comparison of between direct and peck drilling for large aspect ratio in Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2019, 102, 2797–2805. [Google Scholar] [CrossRef]
- Khanafer, K.; Eltaggaz, A.; Deiab, I.; Agarwal, H.; Abdul-latif, A. Toward sustainable micro-drilling of Inconel 718 superalloy using MQL-Nanofluid. Int. J. Adv. Manuf. Technol. 2020, 107, 3459–3469. [Google Scholar] [CrossRef]
- Castanier, B.; Rausand, M. Maintenance optimization for subsea oil pipelines. Int. J. Press. Vessel. Pip. 2006, 83, 236–243. [Google Scholar] [CrossRef]
- Sun, Z.; Wang, P.; Vuran, M.C.; Al-Rodhaan, M.A.; Al-Dhelaan, A.M.; Akyildiz, I.F. MISE-PIPE: Magnetic induction-based wireless sensor networks for underground pipeline monitoring. Ad Hoc Netw. 2011, 9, 218–227. [Google Scholar] [CrossRef]
- Matikas, T.E. Damage Characterization and Real-Time Health Monitoring of Aerospace Materials Using Innovative NDE Tools. J. Mater. Eng. Perform. 2010, 19, 751–760. [Google Scholar] [CrossRef]
- Niu, J.; Liu, H.; Ping, X.; Xun, X.; Li, G. Silane coupling agent (SCA) pretreatment and polycaprolactone (PCL) coating for enhanced corrosion resistance for magnesium. J. Coat. Technol. Res. 2019, 16, 125–133. [Google Scholar] [CrossRef]
- Matli, P.R.; Krishnan, A.V.; Manakari, V.; Parande, G.; Chua, B.W.; Wong, S.C.K.; Lim, C.Y.H.; Gupta, M. A new method to lightweight and improve strength to weight ratio of magnesium by creating a controlled defect. J. Mater. Res. Technol. 2020, 3664–3675. [Google Scholar] [CrossRef]
- Parande, G.; Manakari, V.; Meenashisundaram, G.K.; Gupta, M. Enhancing the hardness/compression/damping response of magnesium by reinforcing with biocompatible silica nanoparticulates. Int. J. Mater. Res. 2016, 107, 1091–1099. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Drill Hole Orientation | Plastic Zone Volume above 9% Strain | Total Volume |
|---|---|---|
| No Drill (Monolithic) | 58.80 mm3 | 402 mm3 |
| Vertical Drill | 68.47 mm3 | 388 mm3 |
| Angular Drill | 107.29 mm3 | 384 mm3 |
| Horizontal Drill | 102.60 mm3 | 388 mm3 |
| Drill Hole Orientation | Compressive Yield Strength (CYS) in MPa | Ultimate Compressive Strength (UCS) in MPa | Fracture Strain at UCS (%) |
|---|---|---|---|
| Monolithic (No Hole) | 65 ± 1 | 297 ± 4 | 19.1 ± 0.5 |
| Vertical Drill Hole | 105 ± 2 | 330 ± 3 | 19.7 ± 0.6 |
| (↑ 61.53%) | (↑ 11.11%) | (↑ 3.14%) | |
| Angular Drill Hole | 133 ± 4 | 245 ± 3 | 11.5 ± 0.5 |
| (↑ 104.61%) | (↓ 17.5%) | (↓ 39.79%) | |
| Horizontal Drill Hole | 121 ± 5 | 224 ± 2 | 10.3 ± 0.3 |
| (↑ 86.15%) | (↓ 24.6%) | (↓ 46.07%) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Venkatraman Krishnan, A.; Matli, P.R.; Parande, G.; Manakari, V.; Chua, B.W.; Wong, S.C.K.; Anantharajan, S.K.; Lim, C.Y.H.; Gupta, M. Drill Hole Orientation: Its Role and Importance on the Compression Response of Pure Magnesium. Appl. Sci. 2020, 10, 7047. https://doi.org/10.3390/app10207047
Venkatraman Krishnan A, Matli PR, Parande G, Manakari V, Chua BW, Wong SCK, Anantharajan SK, Lim CYH, Gupta M. Drill Hole Orientation: Its Role and Importance on the Compression Response of Pure Magnesium. Applied Sciences. 2020; 10(20):7047. https://doi.org/10.3390/app10207047
Chicago/Turabian StyleVenkatraman Krishnan, Anirudh, Penchal Reddy Matli, Gururaj Parande, Vyasaraj Manakari, Beng Wah Chua, Stephen Chee Khuen Wong, Senthil Kumar Anantharajan, C. Y. H. Lim, and Manoj Gupta. 2020. "Drill Hole Orientation: Its Role and Importance on the Compression Response of Pure Magnesium" Applied Sciences 10, no. 20: 7047. https://doi.org/10.3390/app10207047
APA StyleVenkatraman Krishnan, A., Matli, P. R., Parande, G., Manakari, V., Chua, B. W., Wong, S. C. K., Anantharajan, S. K., Lim, C. Y. H., & Gupta, M. (2020). Drill Hole Orientation: Its Role and Importance on the Compression Response of Pure Magnesium. Applied Sciences, 10(20), 7047. https://doi.org/10.3390/app10207047