Capabilities and Limitations of Using Desktop 3-D Printers in the Laser Sintering Process



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Machines (Parameters)
2.3. Scanning Electron Microscopy
2.4. Powder Flowability
2.5. Particle Size Distribution
2.6. Differential Scanning Calorimetry
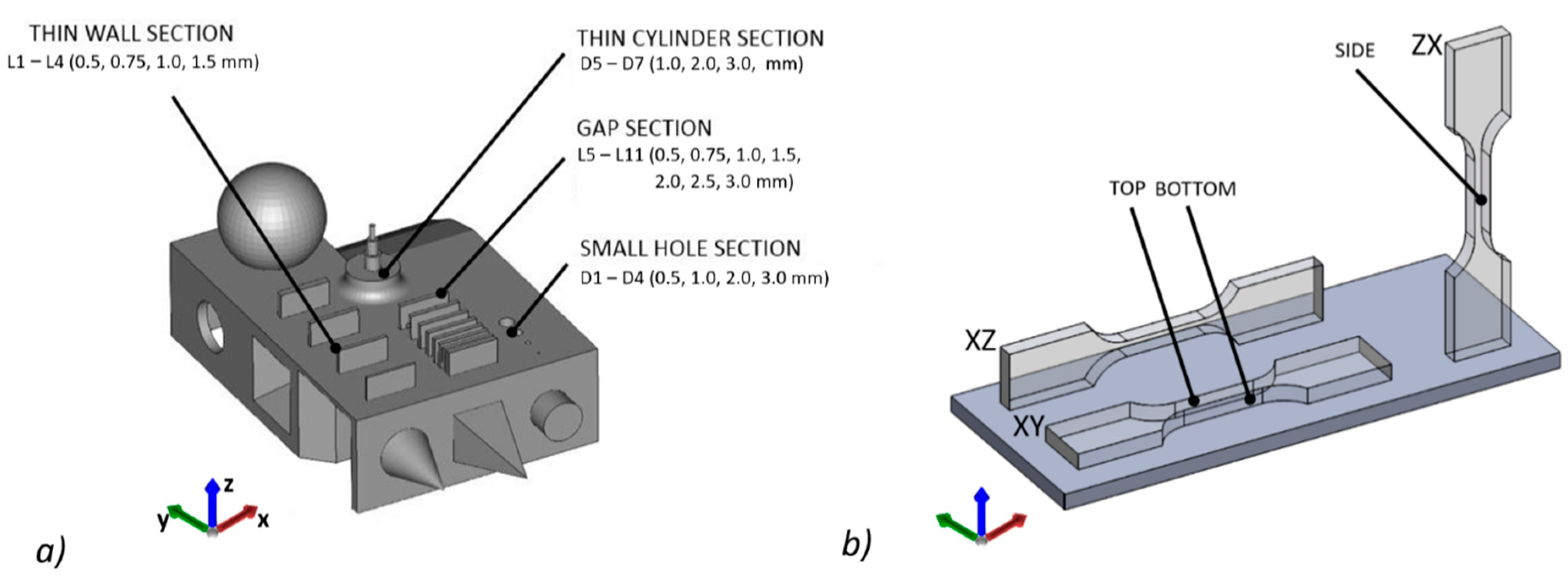
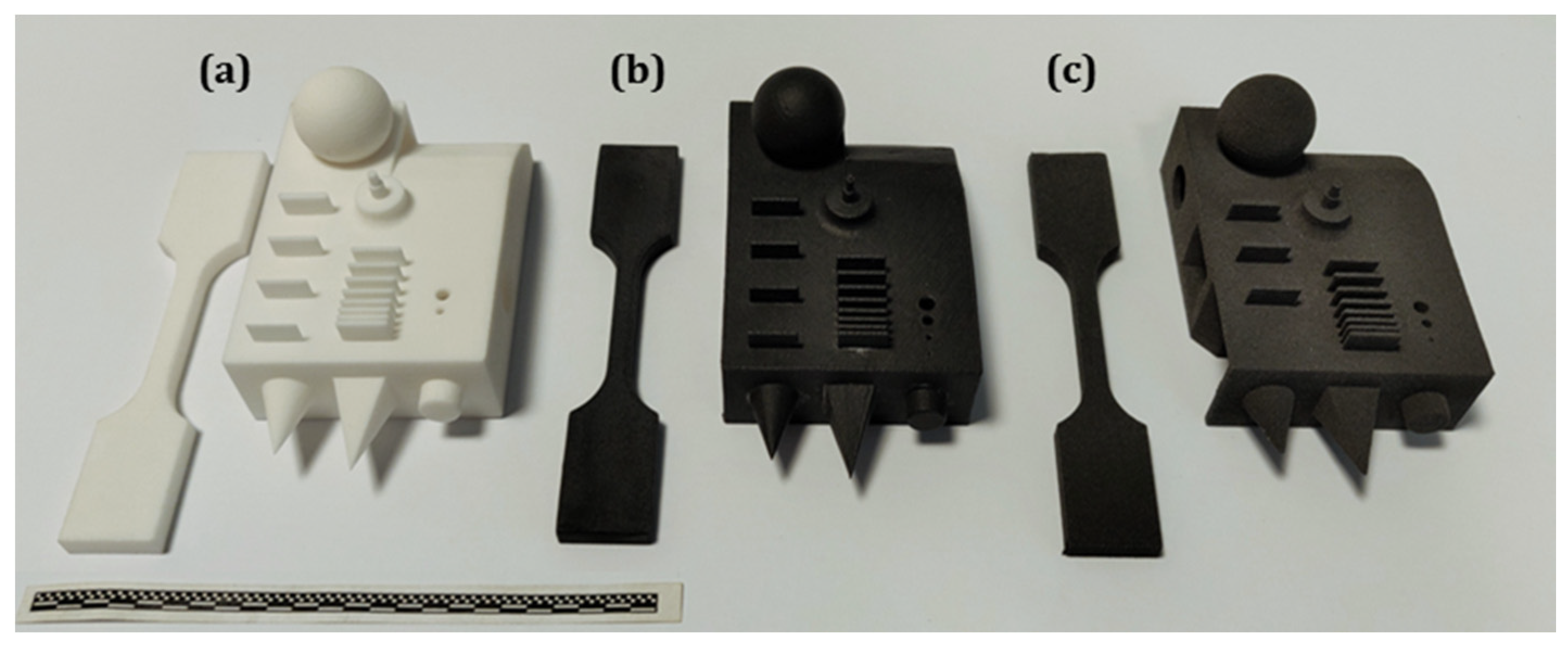
2.7. Benchmark Geometry
2.8. Mechanical Testing
2.9. Surface Roughness
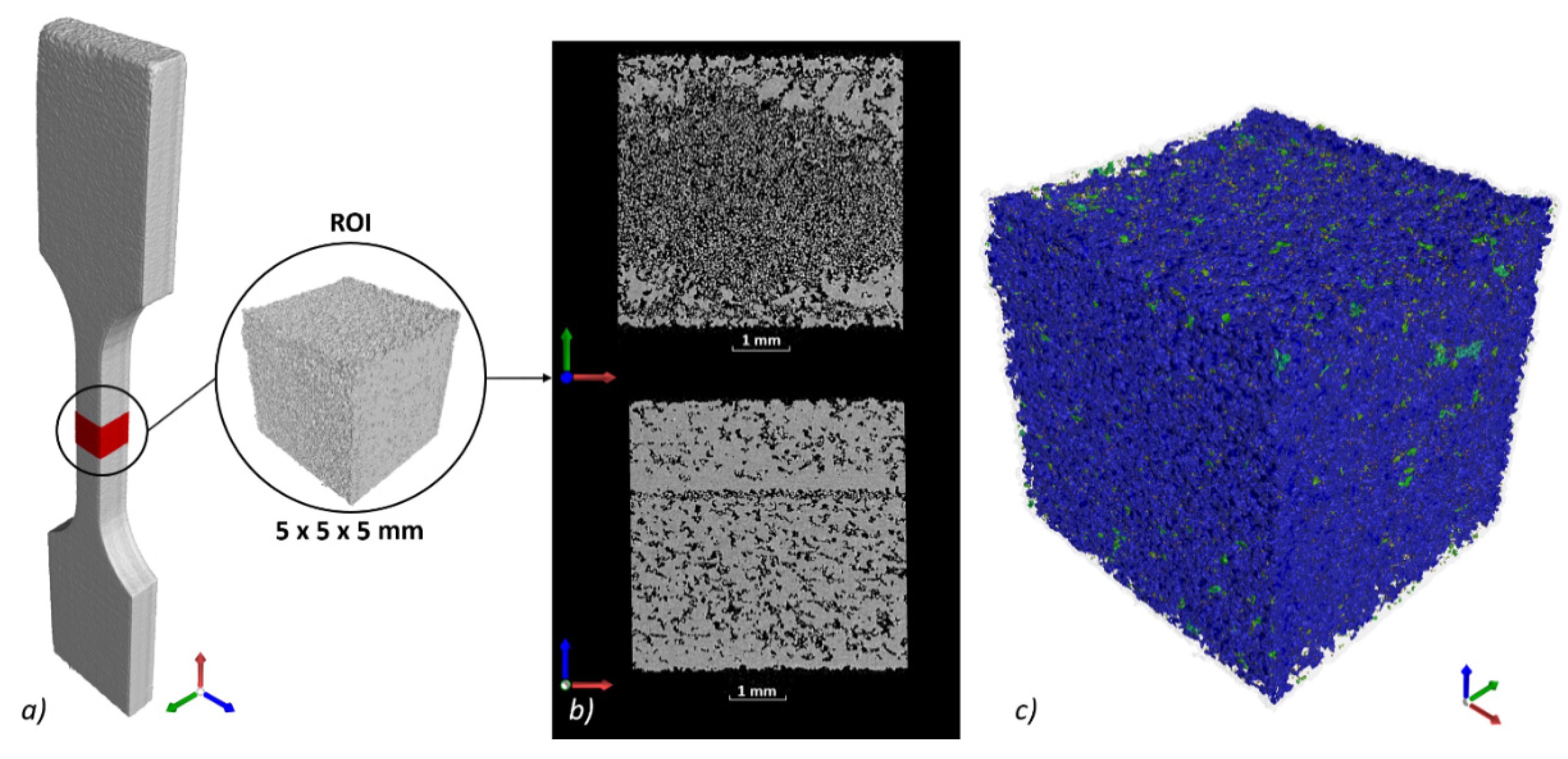
2.10. Computed Tomography
3. Results and Discussion
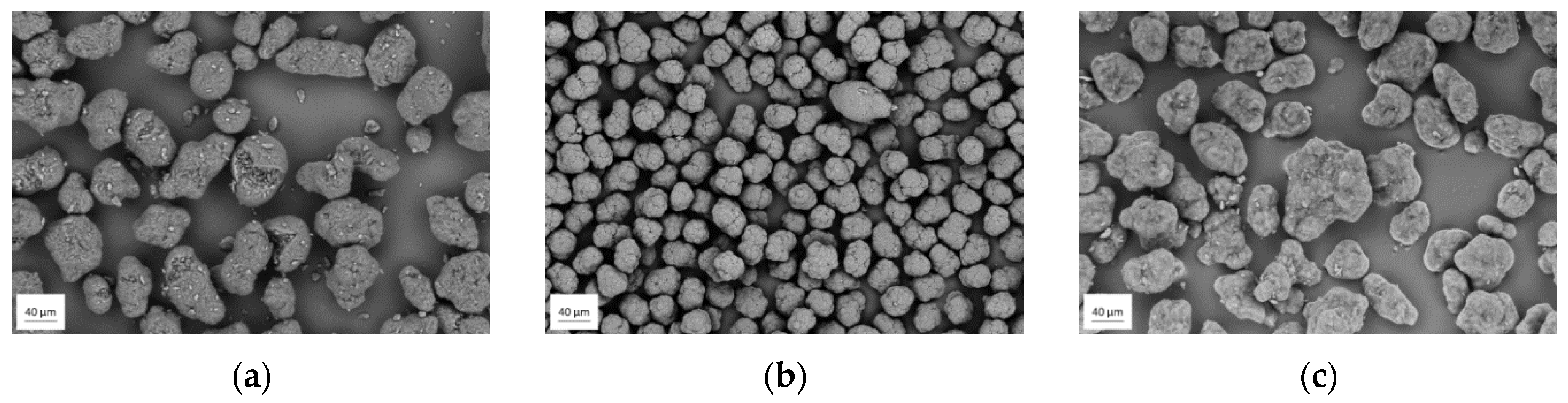
3.1. Scanning Electron Microscopy
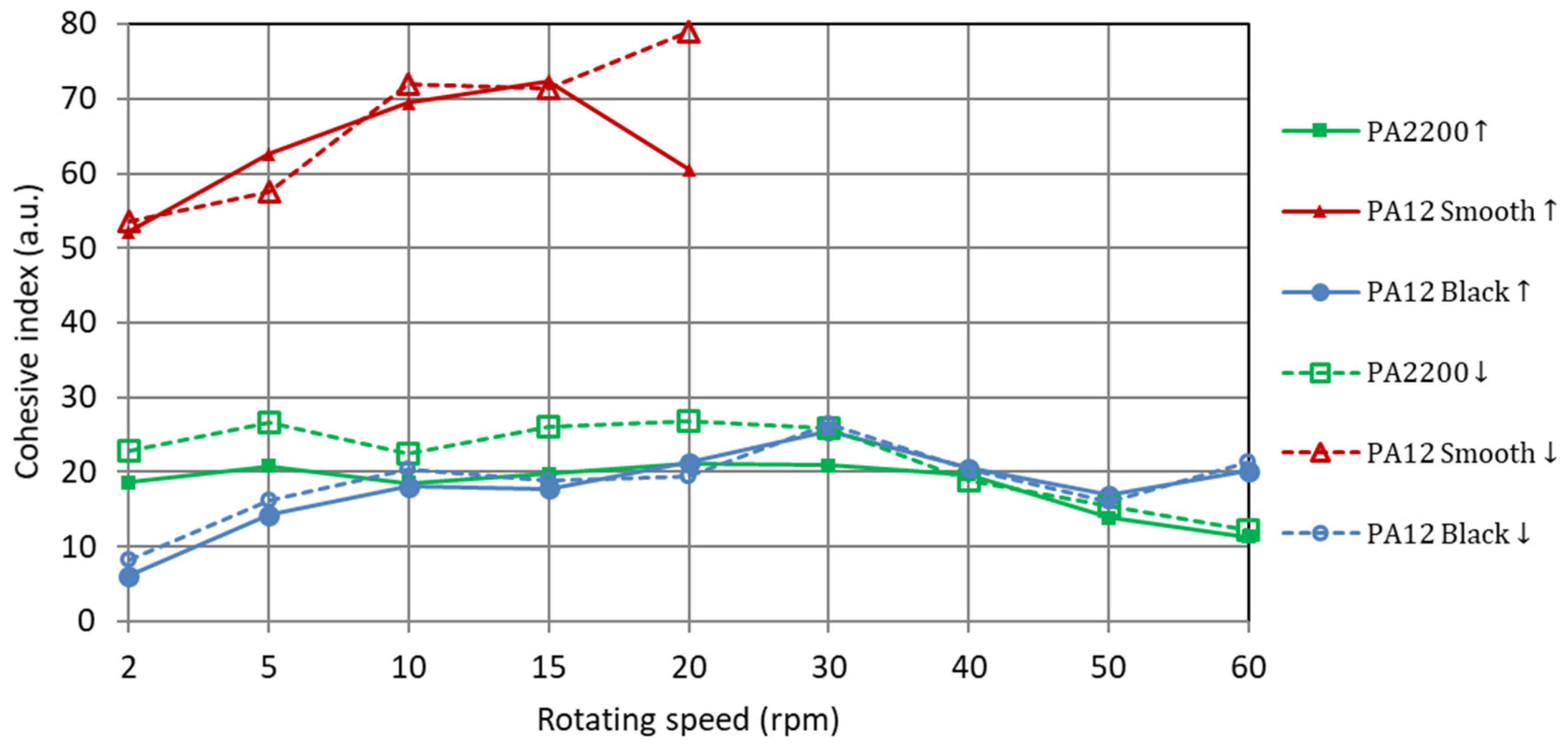
3.2. Powder Flowability
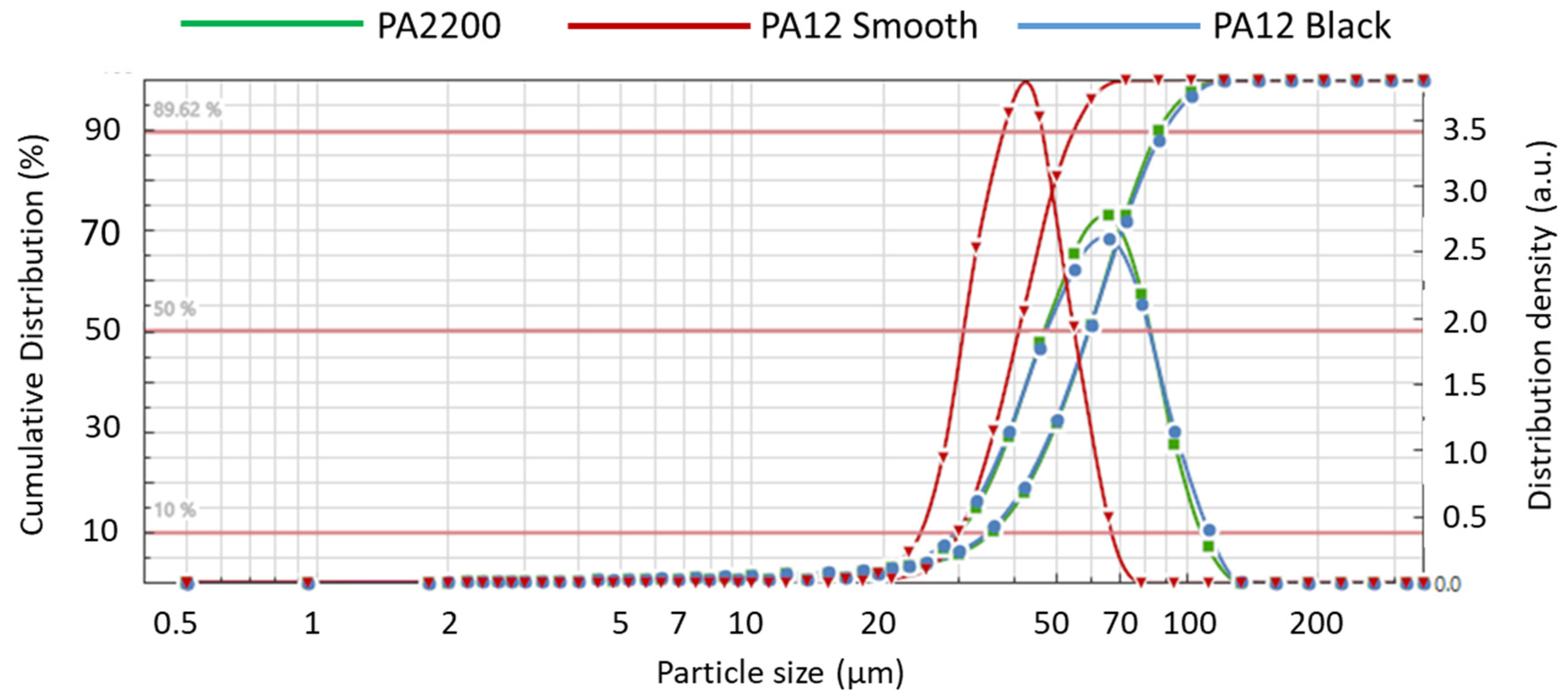
3.3. Particle Size Distribution
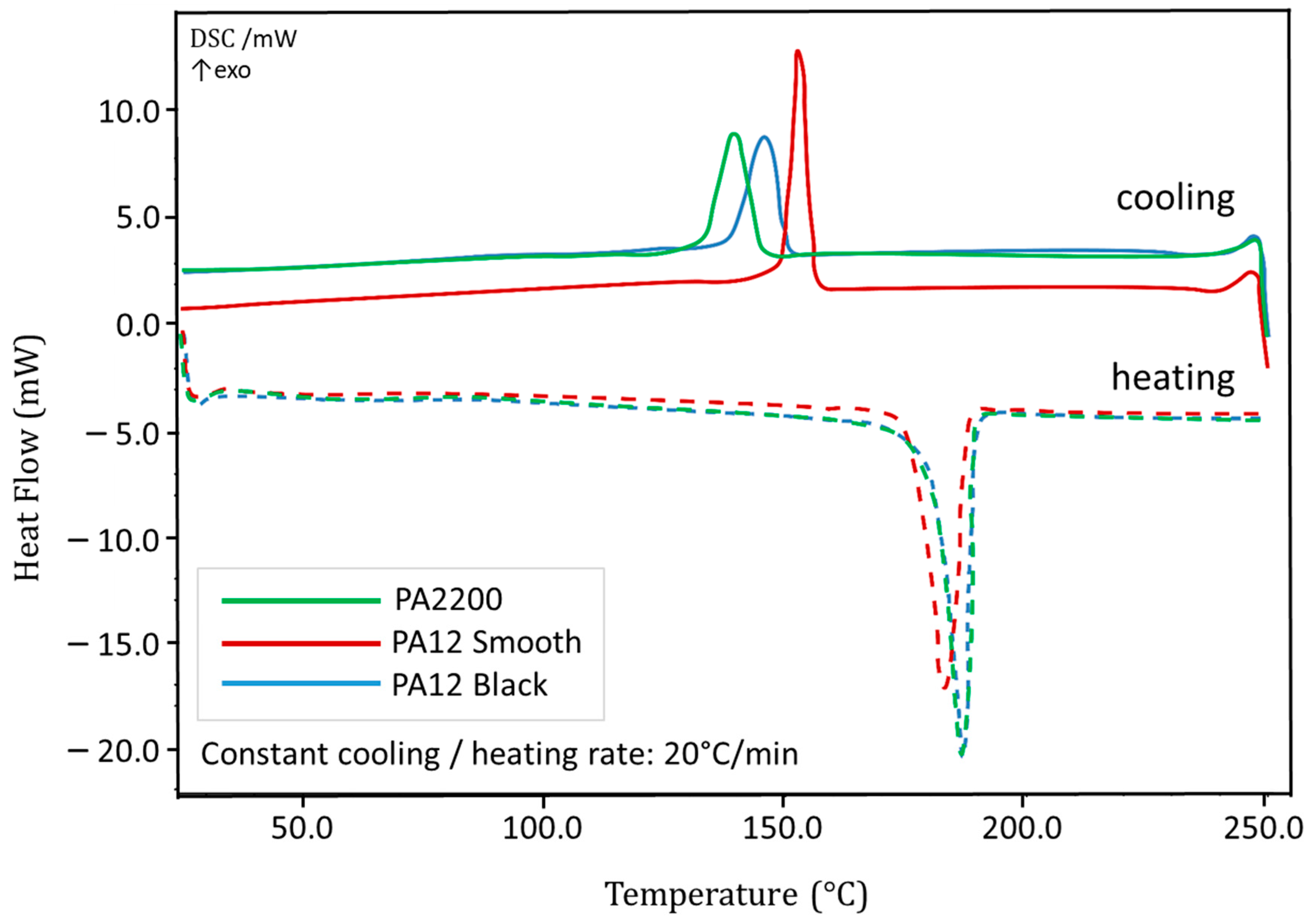
3.4. Differential Scanning Calorimetry
3.5. Benchmark Geometry Characterization
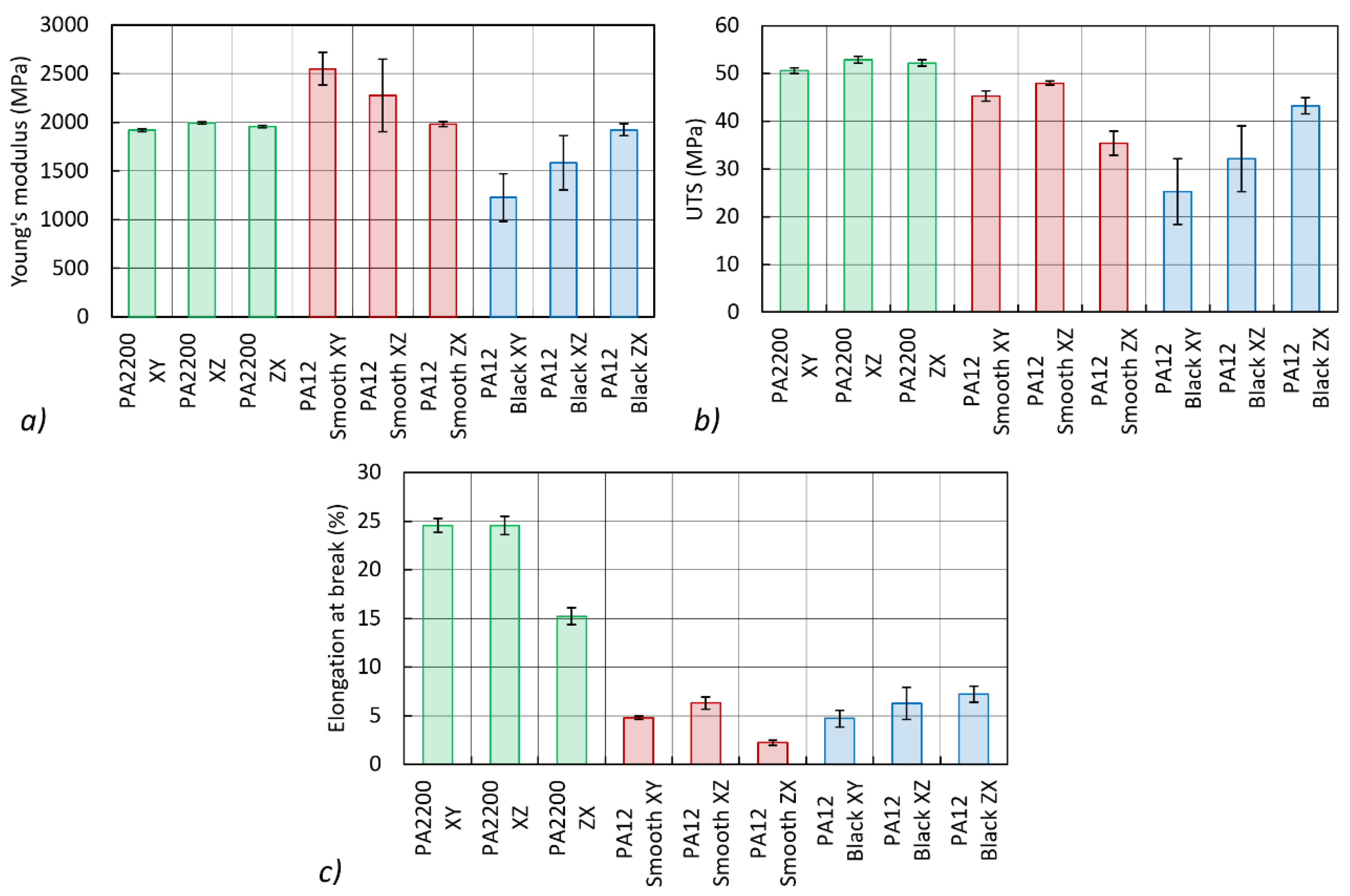
3.6. Mechanical Testing
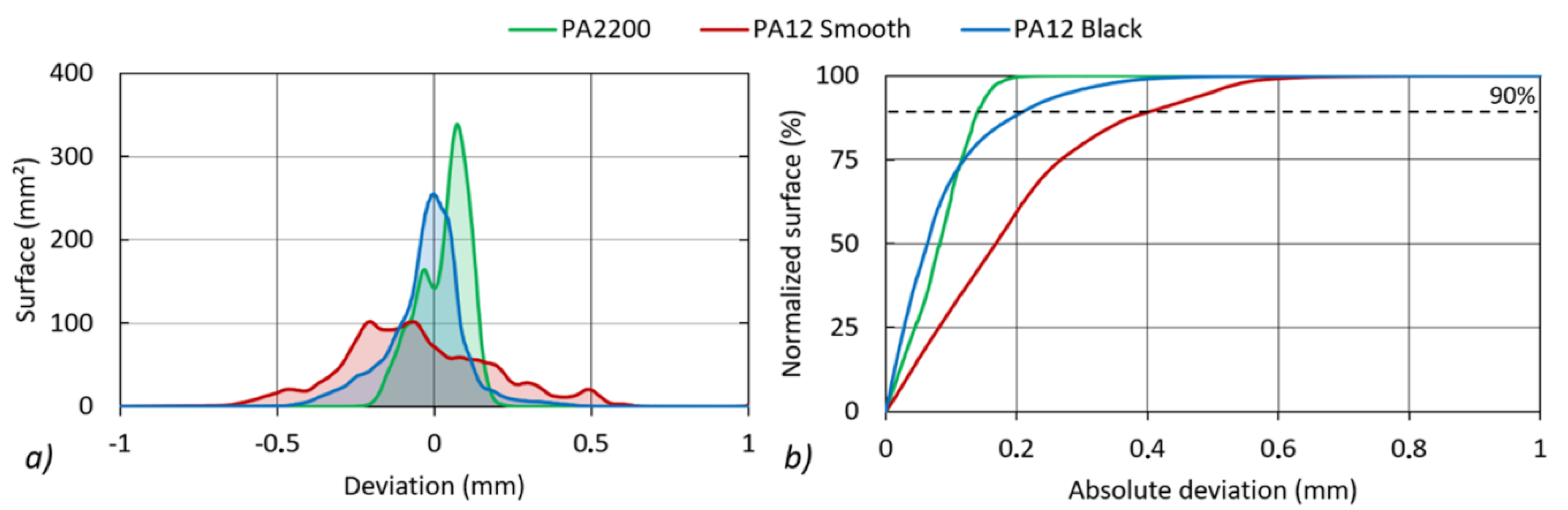
3.7. Surface Roughness
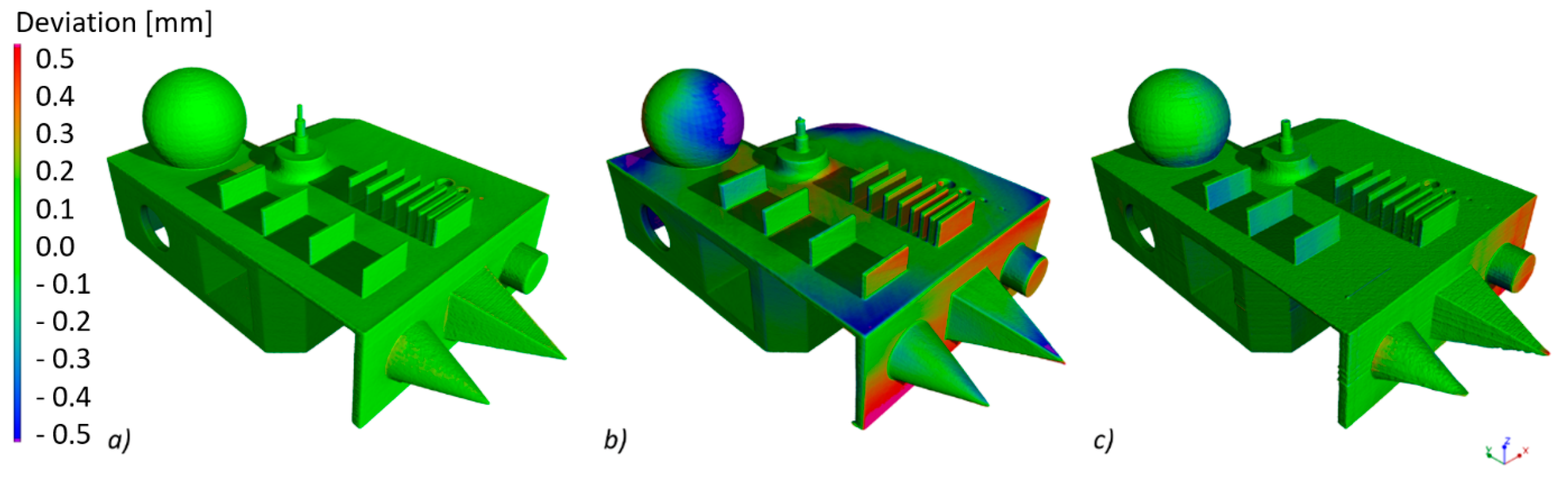
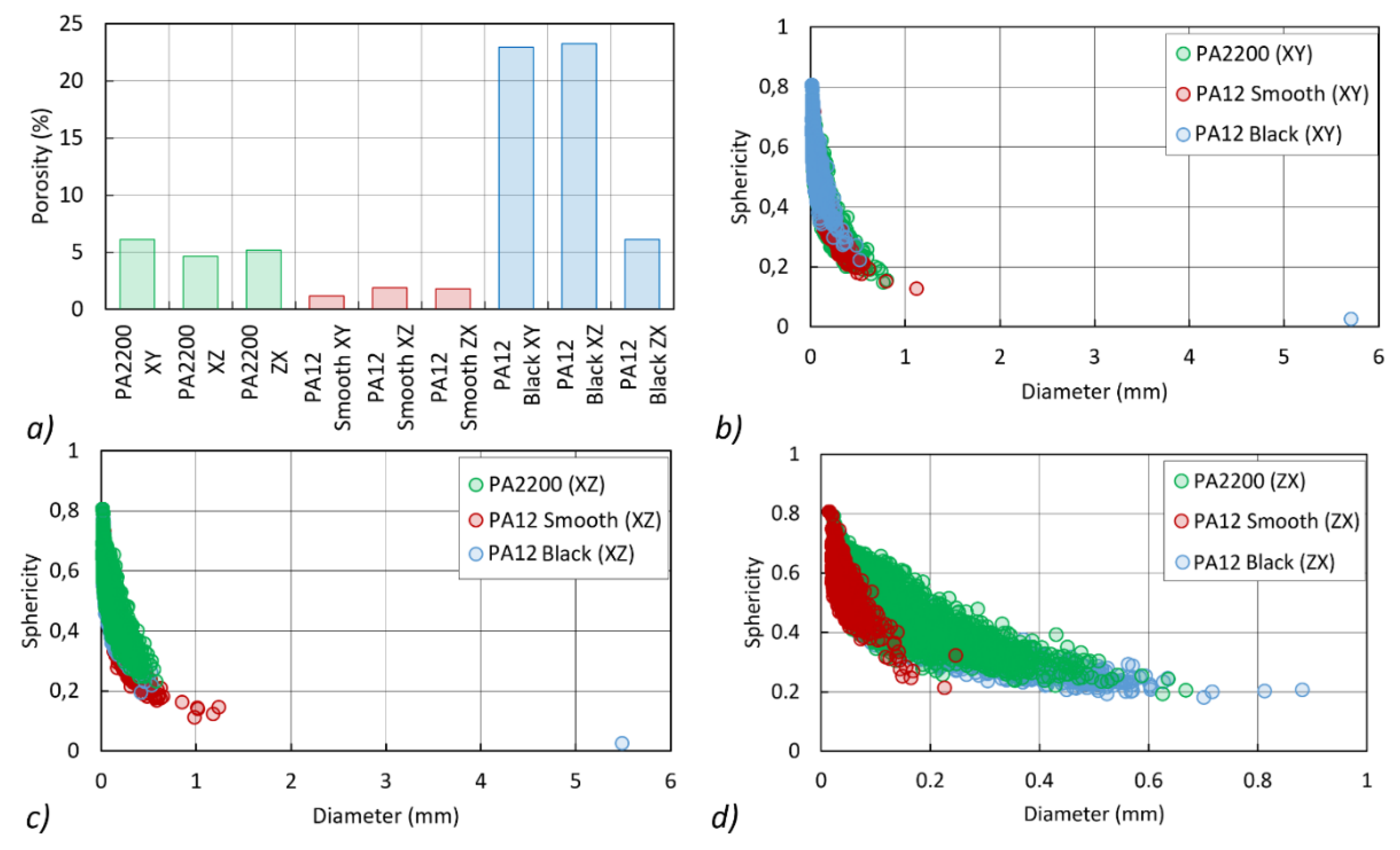
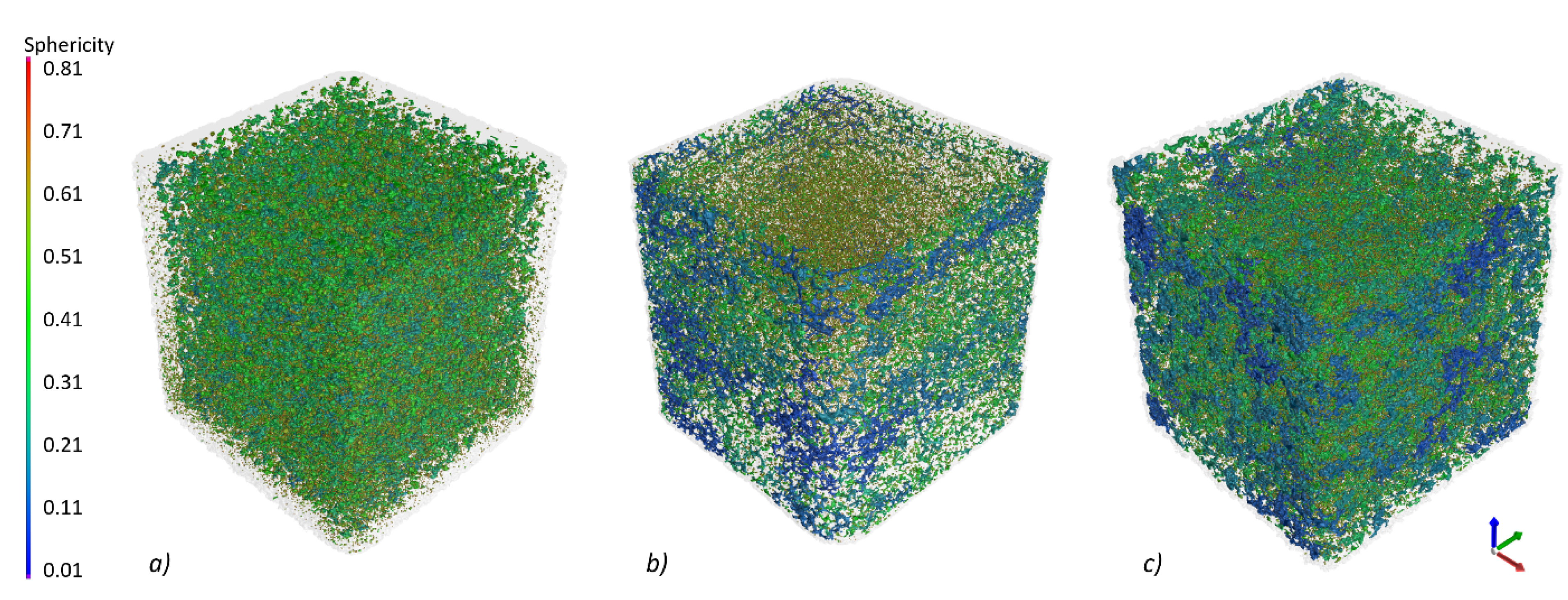
3.8. Computed Tomography
4. Conclusions
- (1)
- Every tested powder is suitable for an LS process in terms of its morphology and flowability. A higher number of small particles in the case of PA12 Smooth can act in favour of surface quality, however the dynamic flowability is significantly decreased which can reduce productivity of powder application.
- (2)
- The thermal properties of every tested powder are similar. PA2200 provides the longest sintering window, which is in favour for uneven temperature distribution in the build chamber.
- (3)
- The differences in mechanical properties discovered in this study between desktop and industrial machines were bigger than between the output of industrial machines which were reported in previous works, for example by Stichel et al. [29].
- (4)
- Despite using a darkened powder which supports the absorption of laser radiation, desktop LS systems did not produce samples with mechanical properties as good as industrial LS. The most noticeable differences are in the case of an elongation at break, where industrial LS shows much higher results.
- (5)
- The highest accuracy and repeatability was presented by an industrial LS system, which was provided along with good mechanical properties. The low porosity observed in the case of PA12 Smooth was archived by the overheating by laser radiation which is clearly visible in the high surface deviation of the benchmark sample.
Author Contributions
Funding
Conflicts of Interest
References
- Deckard, C.R. Method and Apparatus for Producing Parts by Selective Sintering. U.S. Patent 4,863,538, 5 September 1989. [Google Scholar]
- Deckard, C.R.; Rock, R.; Joseph, J. Method for Selective Laser Sintering with Layerwise Cross-Scanning. U.S. Patent 5,155,324, 13 October 1992. [Google Scholar]
- Beaman, J.J.; Deckard, C.R. Selective Laser Sinterng with Assisted Powder Handling. U.S. Patent 4,938,816, 3 July 1990. [Google Scholar]
- Gebhardt Andreas, K.J.T.L. 3D Printing—Understanding Additive Manufacturing, 2nd ed.; Carl Hanser Verlag: Munich, Germany, 2019; pp. 80–87. [Google Scholar]
- Wohlers, T. Wohlers Report 2018. In 3D Printing and Additive Manufacturing State of the Industry; Annual Worldwide Progress Report; Wohlers Associates Inc.: Fort Collins, CO, USA, 2018; ISBN 978-0-9913332-4-0. [Google Scholar]
- Schmidt, M.; Merklein, M.; Bourell, D.; Dimitrov, D.; Hausotte, T.; Wegener, K.; Overmeyer, L.; Vollertsen, F.; Levy, G.N. Laser based additive manufacturing in industry and academia. CIRP Ann. 2017, 66, 561–583. [Google Scholar] [CrossRef]
- Chatham, C.A.; Long, T.E.; Williams, C.B. A review of the process physics and material screening methods for polymer powder bed fusion additive manufacturing. Prog. Polym. Sci. 2019, 93, 68–95. [Google Scholar] [CrossRef]
- Schmid, M. Laser Sintering with Plastics: Technology, Processes, and Materials; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2018; pp. I–XIII. ISBN 978-1-56990-683-5. [Google Scholar]
- Kinstlinger, I.S.; Bastian, A.; Paulsen, S.J.; Hwang, D.H.; Ta, A.H.; Yalacki, D.R.; Schmidt, T.; Miller, J.S. Open-Source Selective Laser Sintering (OpenSLS) of nylon and biocompatible polycaprolactone. PLoS ONE 2016, 11, 1–26. [Google Scholar] [CrossRef] [PubMed]
- Fina, F.; Madla, C.M.; Goyanes, A.; Zhang, J.; Gaisford, S.; Basit, A.W. Fabricating 3D printed orally disintegrating printlets using selective laser sintering. Int. J. Pharm. 2018, 541, 101–107. [Google Scholar] [CrossRef] [PubMed]
- Siavash, H.K. Additive manufacturing in the spare parts supply chain: Hub configuration and technology maturity. Rapid Prototyp. J. 2018, 24, 1178–1192. [Google Scholar] [CrossRef]
- Płatek, P.; Baranowski, P.; Cieplak, K.; Sarzyński, M.; Sienkiewicz, J.; Janiszewski, J.; Małachowski, J. Investigation on deformation process of cellular structures with gradient topology manufactured additively. AIP Conf. Proc. 2019, 2078, 020108. [Google Scholar] [CrossRef]
- Homepage Company EOS (Electro Optical Systems) FORMIGA P110. Available online: https://www.eos.info/en (accessed on 20 August 2019).
- Homepage Company Sinterit Sinterit Lisa Specifications. Available online: https://www.sinterit.com/ (accessed on 20 August 2019).
- Homepage Company Sintratec Sintratec Kit. Available online: https://sintratec.com/ (accessed on 20 August 2019).
- Schmid, M.; Amado, F.; Levy, G.; Wegener, K. Flowability of powders for Selective Laser Sintering (SLS) investigated by Round Robin Test. In High Value Manufacturing: Advanced Research in Virtual and Rapid Prototyping, Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping, Leiria, Portugal, 1–5 October 2013; VR@P 2013; CRC Press: Boca Raton, FL, USA, 2014; pp. 95–99. [Google Scholar] [CrossRef]
- Hayes, G.D. Food Engineering Data Handbook; John Wiley & Sons, Ltd.: New York, NY, USA, 1987; ISBN 978-0470208403. [Google Scholar]
- Amado, A.; Schmid, M.; Levy, G.; Wegener, K. Advances in SLS Powder Characterization. In Proceedings of the International Conference on Solid Freeform Fabrication 2011 (SFF’11), Austin, TX, USA, 17 August 2011; Volume 1, pp. 438–452. [Google Scholar]
- Tay, J.Y.S.; Liew, C.V.; Heng, P.W.S. Powder Flow Testing: Judicious Choice of Test Methods. AAPS PharmSciTech 2017, 18, 1843–1854. [Google Scholar] [CrossRef] [PubMed]
- Lumay, G.; Boschini, F.; Traina, K.; Bontempi, S.; Remy, J.C.; Cloots, R.; Vandewalle, N. Measuring the flowing properties of powders and grains. Powder Technol. 2012, 224, 19–27. [Google Scholar] [CrossRef]
- Lumay, G.; Tripathi, N.M.; Scientist, P.; Francqui, F. How to Gain a Full Understanding of Powder Flow Properties, and the Benefits of Doing so. ONdrugDelivery Mag. 2019, 102, 42–46. [Google Scholar]
- Yan, C.Z.; Shi, Y.S.; Yang, J.S.; Liu, J.H. An organically modified montmorillonite/nylon-12 composite powder for selective laser sintering. Rapid Prototyp. J. 2011, 17, 28–36. [Google Scholar] [CrossRef]
- Schmid, M.; Wegener, K. Thermal and molecular properties of polymer powders for Selective Laser Sintering (SLS). AIP Conf. Proc. 2016, 1779. [Google Scholar] [CrossRef]
- Verbelen, L.; Dadbakhsh, S.; Van Den Eynde, M.; Kruth, J.P.; Goderis, B.; Van Puyvelde, P. Characterization of polyamide powders for determination of laser sintering processability. Eur. Polym. J. 2016, 75, 163–174. [Google Scholar] [CrossRef]
- Schmid, M.; Schmid, M. Laser Sintering with Plastics; Carl Hanser Verlag: Munich, Germany, 2018; ISBN 9781569906835. [Google Scholar]
- Mielicki, C.; Gronhoff, B.; Wortberg, J. Effects of laser sintering processing time and temperature on changes in polyamide 12 powder particle size, shape and distribution. In AIP Conference Proceedings; American Institute of Physics: College Park, MD, USA, 2014; Volume 1593, pp. 728–731. [Google Scholar] [CrossRef]
- Schmid, M.; Amado, A.; Wegener, K. Polymer powders for Selective Laser Sintering. In AIP Conference Proceedings; American Institute of Physics: College Park, MD, USA, 2014; Volume 1664. [Google Scholar] [CrossRef]
- Schmid, M.; Kleijnen, R.; Vetterli, M.; Wegener, K. Influence of the origin of polyamide 12 powder on the laser sintering process and laser sintered parts. Appl. Sci. 2017, 7, 462. [Google Scholar] [CrossRef]
- Stichel, T.; Frick, T.; Laumer, T.; Tenner, F.; Hausotte, T.; Merklein, M.; Schmidt, M. A Round Robin study for Selective Laser Sintering of polyamide 12: Microstructural origin of the mechanical properties. Opt. Laser Technol. 2017, 89, 31–40. [Google Scholar] [CrossRef]
- Wegner, A.; Witt, G. Correlation of Process Parameters and Part Properties in Laser Sintering using Response Surface Modeling. Phys. Procedia 2012, 39, 480–490. [Google Scholar] [CrossRef]
- Hofland, E.; Baran, I.; Wismeijer, D. Correlation of Process Parameters with Mechanical Properties of Laser Sintered PA12 Parts. Adv. Mater. Sci. Eng. 2017, 2017, 1–11. [Google Scholar] [CrossRef]
- Bacchewar, P.B.; Singhal, S.K.; Pandey, P.M. Statistical modelling and optimization of surface roughness in the selective laser sintering process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 35–52. [Google Scholar] [CrossRef]
- Beard, M.A.; Ghita, O.R.; Evans, K.E. Using Raman spectroscopy to monitor surface finish and roughness of components manufactured by selective laser sintering. J. Raman Spectrosc. 2011, 42, 744–748. [Google Scholar] [CrossRef]
- Dupin, S.; Lame, O.; Barrès, C.; Charmeau, J.-Y. Microstructural origin of physical and mechanical properties of polyamide 12 processed by laser sintering. Eur. Polym. J. 2012, 48, 1611–1621. [Google Scholar] [CrossRef]
- Bain, E.D.; Garboczi, E.J.; Seppala, J.E.; Parker, T.C.; Migler, K.B. AMB2018-04: Benchmark Physical Property Measurements for Powder Bed Fusion Additive Manufacturing of Polyamide 12. Integr. Mater. Manuf. Innov. 2019, 8, 335–361. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturer | Build Volume [mm × mm × mm] | Laser | Heating System | Layer Thickness [mm] | Powder Application System | Materials |
|---|---|---|---|---|---|---|
| EOS GmbH P110 (Germany) | 200 × 250 × 330 with inert gas atmosphere | CO2 (30 W) with scanner head (1060 nm) | Resistance heaters—working chamber and receiving chamber | 0.06, 0.1, 0.12 | Recoater (blade) with circular movement | PA12, PA12/GF, PA12/MF, PA11, TPE, PS |
| Sinterit Lisa (Poland) | 150 × 200 × 150 without inert gas atmosphere | IR Diode (5 W) on XY kinematics (808 nm) | Heated piston, Heated cylinder, Heated feed bed, Heated print bed—max 190 °C | 0.075 ÷ 0.175 | Recoater with linear movement | PA12, TPE, TPU |
| Sintratec S1 (Switzerland) | 110 × 110 × 160 without inert gas atmosphere | Blue Diode (2.3 W) with scanner head (445 nm) | Lamp heating of the working chamber | 0.05 ÷ 0.1 (preferable 0.1) | Recoater with linear movement | PA12, TPE |
| Machine | Material | Mixing Ratio (Used: Virgin) | Layer Thickness [mm] | Laser Power [W] | Temperature on Print Surface [°C] | Temperature in Removing Chamber [°C] | Scanning Speed (Hatching) [mm/s] |
|---|---|---|---|---|---|---|---|
| Formiga P110 | PA2200 | 50:50 | 0.1 | 21 | 167 | 148 | 2500 |
| Lisa | PA12 Smooth | 70:30 | 0.1 | Laser power ratio-1 | 170 | n/a | n/a |
| S1 | PA12 Black | 30:70 | 0.1 | 5 | 170 | 140 | 650 |
| Material | HR [a.u.] | AA [°] | αf [°] | σf [a.u.] | d50 [µm] | (d90-d10)/d50 | <10 µm [%] |
|---|---|---|---|---|---|---|---|
| at 30 rpm (↑) | |||||||
| PA2200 | 1.14 | 40.1 | 52.8 | 20.9 | 59.3 | 0.87 | 1.52 |
| PA12 Smooth | 1.09 | 62.9 | 51.4 | 60.5 | 41.0 | 0.64 | 0.0 |
| PA12 Black | 1.14 | 37.6 | 36.0 | 25.5 | 59.4 | 0.93 | 1.62 |
| Material | Tm-onset [°C] | Tc-onset [°C] | ΔT [°C] | ΔHm [J/g] | ΔHc [J/g] |
|---|---|---|---|---|---|
| PA2200 | 180.6 | 151.0 | 29.6 | 108.6 | 64.0 |
| PA12 Smooth | 176.5 | 157.4 | 19.1 | 157.3 | 84.6 |
| PA12 Black | 179.9 | 158.4 | 21.5 | 175.7 | 92.7 |
| Company/Material/System | EOS | PA2200 | 3D Systems | DuraForm ProX PA | Prodways | PA12-L 1600 and Farsoon Technologies | FS 3300PA | ||
|---|---|---|---|---|---|
| Formiga P110 by WUST *(1) | Unknown Systems by EOS (2) | ProX500 by WUST | Unknown Systems by 3D Systems (2) | Unknown Systems by Prodways and Farsoon Tech. (2) | |
| Tensile Modulus [MPa] | |||||
| X Direction | 1920.0 (32.8) | 1800 | 1834.0 (50.2) | 1770 | 1602 |
| Y Direction | 1992.3 (22.5) | 1800 | 1781.7 (54.9) | ||
| Z Direction | 1957.2 (22.8) | 1750 | 1839.8 (45.4) | ||
| Tensile Strength [MPa] | |||||
| X Direction | 50.6 (1.3) | 52 | 47.9 (0.8) | 50 | 46 |
| Y Direction | 52.9 (1.4) | 52 | 47.6 (1.6) | ||
| Z Direction | 52.2 (1.3) | 52 | 45.9 (2.1) | ||
| Strain at break [%] | |||||
| X Direction | 24.6 (1.4) | 20 | 22.7 (2.2) | 22 | 36 |
| Y Direction | 24.6 (1.4) | 20 | 22.2 (2.8) | ||
| Z Direction | 15.2 (1.3) | 7 | 10.2 (4.3) | ||
| Material | Surface | Ra [µm] | Rz [µm] | Rt [µm] |
|---|---|---|---|---|
| PA2200 (Formiga P110) | top | 18.1 | 205.4 | 235.4 |
| bottom | 17.06 | 196.6 | 222.5 | |
| side | 17.59 | 187.5 | 226.3 | |
| PA12 Smooth (Lisa) | top | 18.44 | 188.2 | 213.2 |
| bottom | 16.90 | 178.5 | 201.6 | |
| side | 16.27 | 181.2 | 202.0 | |
| PA12 Black (S1) | top | 24.97 | 233.0 | 261.3 |
| bottom | 22.85 | 210.9 | 230.6 | |
| side | 26.79 | 222.9 | 247.5 |
| Cumulated Variance Distribution of 90% of the Surface | PA2200 [mm] | PA12 Smooth [mm] | PA12 Black [mm] |
|---|---|---|---|
| Absolute | 0.143 | 0.416 | 0.217 |
| Negative | 0.121 | 0.395 | 0.160 |
| Positive | 0.148 | 0.450 | 0.240 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Olejarczyk, M.; Gruber, P.; Ziółkowski, G. Capabilities and Limitations of Using Desktop 3-D Printers in the Laser Sintering Process. Appl. Sci. 2020, 10, 6184. https://doi.org/10.3390/app10186184
Olejarczyk M, Gruber P, Ziółkowski G. Capabilities and Limitations of Using Desktop 3-D Printers in the Laser Sintering Process. Applied Sciences. 2020; 10(18):6184. https://doi.org/10.3390/app10186184
Chicago/Turabian StyleOlejarczyk, Michał, Piotr Gruber, and Grzegorz Ziółkowski. 2020. "Capabilities and Limitations of Using Desktop 3-D Printers in the Laser Sintering Process" Applied Sciences 10, no. 18: 6184. https://doi.org/10.3390/app10186184
APA StyleOlejarczyk, M., Gruber, P., & Ziółkowski, G. (2020). Capabilities and Limitations of Using Desktop 3-D Printers in the Laser Sintering Process. Applied Sciences, 10(18), 6184. https://doi.org/10.3390/app10186184