A New Concept of Digital Twin Supporting Optimization and Resilience of Factories of the Future



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
Featured Application
Abstract
1. Introduction
2. Context and Research Objectives
2.1. Introduction to Industry 4.0
2.2. Ambitions of CyberFactory#1 Project
- the societal dimension, arising from the previous three, includes the factory modeling as a System of Systems, the distributed manufacturing’s design and, finally, the cyber-resilience mechanisms’ definition.
- the simulation challenge (main object of this article);
- the optimization challenge (one main area of application); and
- the resilience challenge (second area of application.
2.3. FoF Modeling and Simulation Challenge
2.4. Aerospace Manufacturing Use-Case
3. State of the Art in Digital Twins and Cyber-Ranges
3.1. Digital Twin Concept and Definition
- CPS Prototype is a model that defines the structure and the associate semantic for a certain class of CPS.
- CPS Instance is a computer-based representation of an instantiation of a CPS prototype. As the DT is an instance of a CPS prototype, it can be said that a CPS instance is a computer-based representation of its DT.
- Behavioral Models are simulation models related with the semantic representation of a CPS prototype and instance. Each DT can address different behavioral models to allow multi-disciplinary simulations.
- Functional Models allow the analysis of data from the shop floor. The result of the data analysis is used to enrich the DT, for example to enable predictive maintenance.
3.2. State of the Art in Digital Twins
- General electric (GE) developed an advanced and functional Digital Twin that integrates analytic models for components of the power plant that measure asset health, wear and performance. This DT can be integrated into the GE developed distributed predix platform for “large-scale machine data processing, management and analytics” and IIoT applications [81].
- PTC Windchill is a DT developed by PTC to help manufacturers across industries understanding how their customers are using their products. This way, they can help them to improve the design and performance of those products [82].
- 3DS is a DT developed by Dassault Systemes that allows manufacturers to make virtual products available to the market for experimentation and testing in realistic conditions before engaging in any real production [83].
- Microsoft Azure DT Software is an IoT service that virtually replicates the physical world by modeling the relationships among people, places and devices in a spatial intelligence graph [84].
- Seebo DT is a graphical interface that allows the generation of actionable insights that maximize overall equipment effectiveness, reduce unplanned downtime and uncover the root cause of issues. Dashboards allow real-time visualization of the operational health of deployed machines and display enriched alerts with predictive metrics based on key machine parameters, such as machine temperature, pressure, vibration, humidity, fatigue and wear in order to quickly identify and solve issues remotely [85].
- Anylogic software provides simulation capabilities in a single commercial package with special research licenses available. It is specialized in factories and production lines, with discrete-event simulation capabilities, and has libraries capable of supporting several types of fields [86]. The tool was used for a prototypical implementation of the data-driven DT generation approach in [64].
- Ansys developed a DT that can be used to monitor real-time prescriptive analytics and test predictive maintenance to optimize asset performance. The DT can also provide data to be used to improve the physical product design throughout the product lifecycle [87].
- IBM developed a DT framework that helps companies to virtually create, test, build and monitor a product, reducing the latency in the feedback loop between design and operation. It enables identifying and fixing problems and bringing products to market more quickly [88].
- Factory I/O is a software developed by Real Games [89] that allows setting up configurable 3D-simulations by plug in components of a given industrial equipment catalog. To this end, the software provides simulation aspects of digital twins, explicit synchronization between real system and virtual replica is limited to the integration of several Programmable Logic Controller (PLC) for simulating the virtual factory.
- Wrld3d is an open source platform that allows the creation of DTs in a quick and easy manner, using a comprehensive set of self-serve tools, SDKs, APIs and location intelligent services. As a dynamic 3D mapping platform, it allows to create virtual indoor and outdoor environments upon which data from sensors, systems, mobile devices and location services can be visualized within millimeter accuracy [94].
- Mago3D is a platform for visualizing massive and complex 3D objects including building information modeling (BIM) on a web browser. Thus, it is possible to model DTs that creates parallel “worlds” in a virtual reality with several sensors [95].
- i-Maintenance toolkit enables to create a DT of an industrial asset in order to obtain information on the status of all components related to the production and maintenance of the industrial process, collect, monitor and analyze life-cycle data. It is composed of a messaging system, a set of adapters to integrate sensor/actuator systems and other software components that are used as a technical foundation for the DT development [96].
- At the intersection between pure proprietary and real open-source DT technology, open source solutions are developed by big companies, which make them limited in scope, due to the commercial interests of the developers [97]:
- Eclipse Ditto is a DT developed by Bosch. It enables the design of DTs in the form of IoT development patterns. It can be seen as an open source foundational layer of Bosch IoT platform [98].
- imodel.js is a platform for creating, accessing, leveraging and integrating infrastructure DTs. As what happens with Eclipse Ditto, it is a commercial initiative connected to the US infrastructure company Bentley. According to the developers, it was designed to be both flexible and open, so that it can be easily used and integrated with other systems [99].
- In the research project “Twin-Control” a DT for machine tools and process was developed. The final result based on finite element analysis (FEA) software that integrates machine structure and processes. For FEA there exist commercial (EA autodesk [100] and Ansys [101]) as well as open source [102,103] software tools.
3.3. Cyber-Range Concept and Definition
- Deployment mode: CR platforms can be fixed, mobile or hosted in the cloud. Fixed CRs answer the need for permanent training in dedicated premises with high performance servers and the ability to scale-up or customize simulation capacity. Mobile CRs enable supporting temporary use in events such as hackathons. They are less scalable but more flexible for non-permanent uses. Cloud-hosted CRs enable supporting geographically distributed exercises with minimal computing configuration.
- Traffic generator: To reproduce realistic conditions of a cyber-defense scenario, most cyber-ranges are offered with one or several traffic generators or which inject real network traffic or emulate human activity on the system. Legitimate traffic is generated in requested quantity and diversity to produce the noise characteristic of real conditions. Attack traffic is generated to test detection performance and reaction ability of the blue team. Most CRs enable recording and replaying recorded traffic in virtual infrastructures.
- Virtual Machines (VMs): Most cyber-ranges replicate physical IT infrastructure in virtual environments by the use of VMs such as VMware and Docker. The performance of CRs and their scalability greatly depend on that of VM technologies underneath, as do their limitations. Network frames are commonly managed by a distributed virtual switch. This component creates virtual networks associated with a VLAN number and from which the virtual machines are connected.
- Catalogues: CRs may offer a variety of catalogues containing elementary templates of Operating Systems (OS), servers, other network equipment and security appliances such as firewalls and Intrusion Detection Sensors (IDS) or known cyber-threats, as well as complex training and testing scenarios to choose from in the preparation of exercises. In some CRs, catalogues can be enriched by the users in a collaborative mode.
- Design interface: Most CRs provide an interface enabling users to model virtual IT infrastructure and create own scenarios based on catalogue content and, in some cases, own real or virtual equipment. They typically rely on web and micro-services, simplifying the deployment of virtualized infrastructures. Topologies are created in separate work zones and can be stored in libraries for future reuse. Topologies from different work zones may however be brought together to form more complex topologies. Execution conditions of the attacks (source, destination, frequency and any specific parameters) can be set by the user in this interface. Users with administrator privilege can add or modify attacks. They can also export/import attacks to make them available to other users.
- Learning Management System (LMS): Although this is not the main use-case considered in this paper, it is important to note that several CRs on the market come together with training programs, a more or less personalized training path and a supporting LMS.
- Interface switch: Hardware CRs typically enable to plug real hardware equipment which can then be included in the work zone together with the virtual assets, forming what is called hybrid infrastructures. It may provide greater scalability and support testing on equipment beyond those available in catalogues.
3.4. State of the Art in Cyber-Ranges
- Airbus Cyber-Range is a proprietary development from Airbus Cybersecurity. It exists in three versions, as a fixed turnkey platform, as a mobile platform and as a service in the cloud. It has a drag and drop design interface for network modeling, a large catalogue of attacks and equipment templates and a growing OT modeling and simulation capacity. It is customizable without professional services [109].
- Hynesim CR is proprietary development from Diateam. It exists in fixed, mobile and cloud versions, has a drag and drop design interface and includes a Learning Management System (LMS) enabling to customize user training path [110].
- Malice CR is a proprietary development from Sysdream. It exists in fixed, mobile and cloud versions, provides an industrial virtualization layer, a LMS and a modern web management interface [111].
- CyberBit CR is a proprietary development from CyberBit Ltd. It exists as a fixed or mobile platform, includes a large attack catalogue and powerful scenario engine, is customizable without the need of professional services and includes an industrial virtualization layer [112].
- Palo Alto’s CR is a proprietary development from the eponym company. It exists in fixed, mobile and cloud versions and has a scenario engine and a drag and drop interface. It supports a structured training and certification program [113].
- Ravello CR is a proprietary development from SimSpace. It exists in fixed, mobile and cloud versions and provides an industrial virtualization layer, a modern web management interface, a drag and drop design interface, a hardware network traffic generator, a scenario engine and a LMS. It is customizable without professional services [114].
- Cisco CR is a proprietary development from Cisco. It is available as fixed platform or in the cloud. It provides an industrial virtualization layer, a large attack catalogue and a scenario engine [115].
- Cdex CR is a proprietary development from Vector Synergy. It provides an industrial virtualization layer, an attack catalogue and a scenario engine [116].
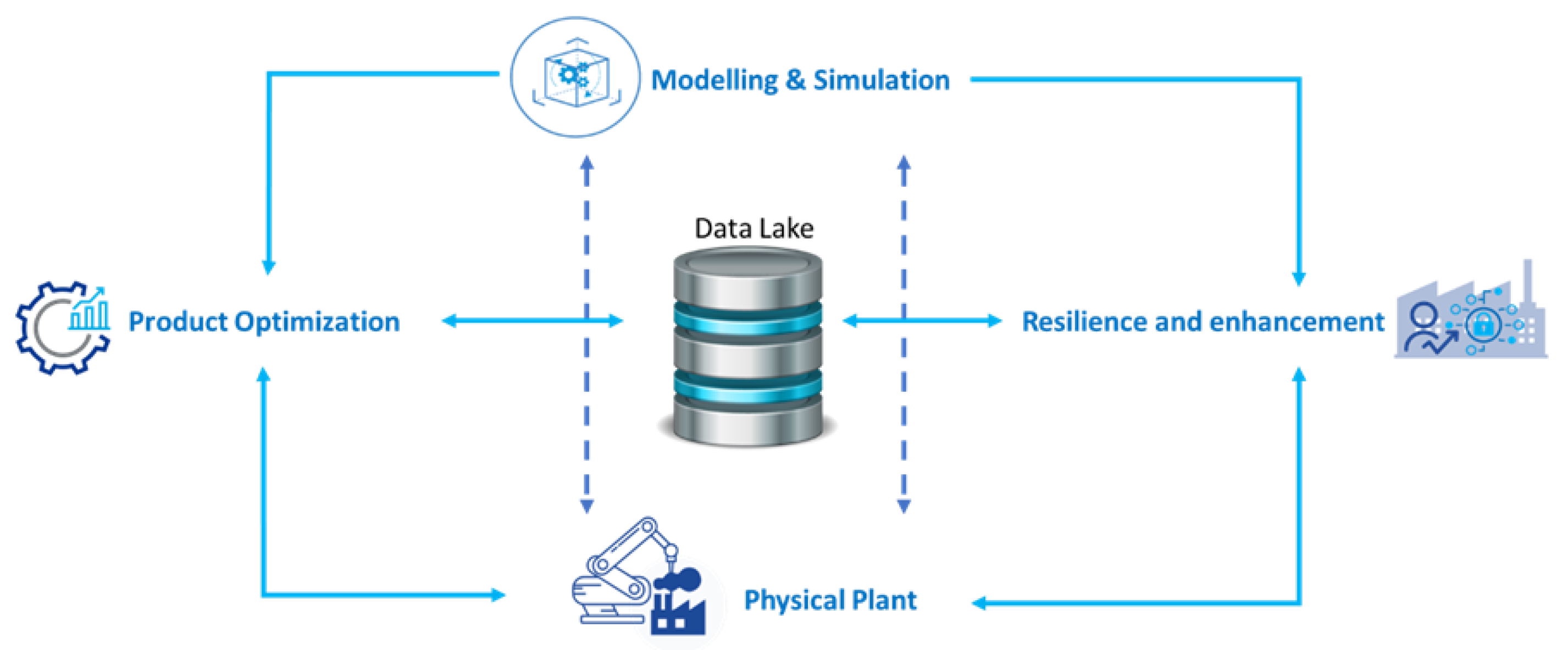
4. Designing a Digital Twin for the Factory of the Future
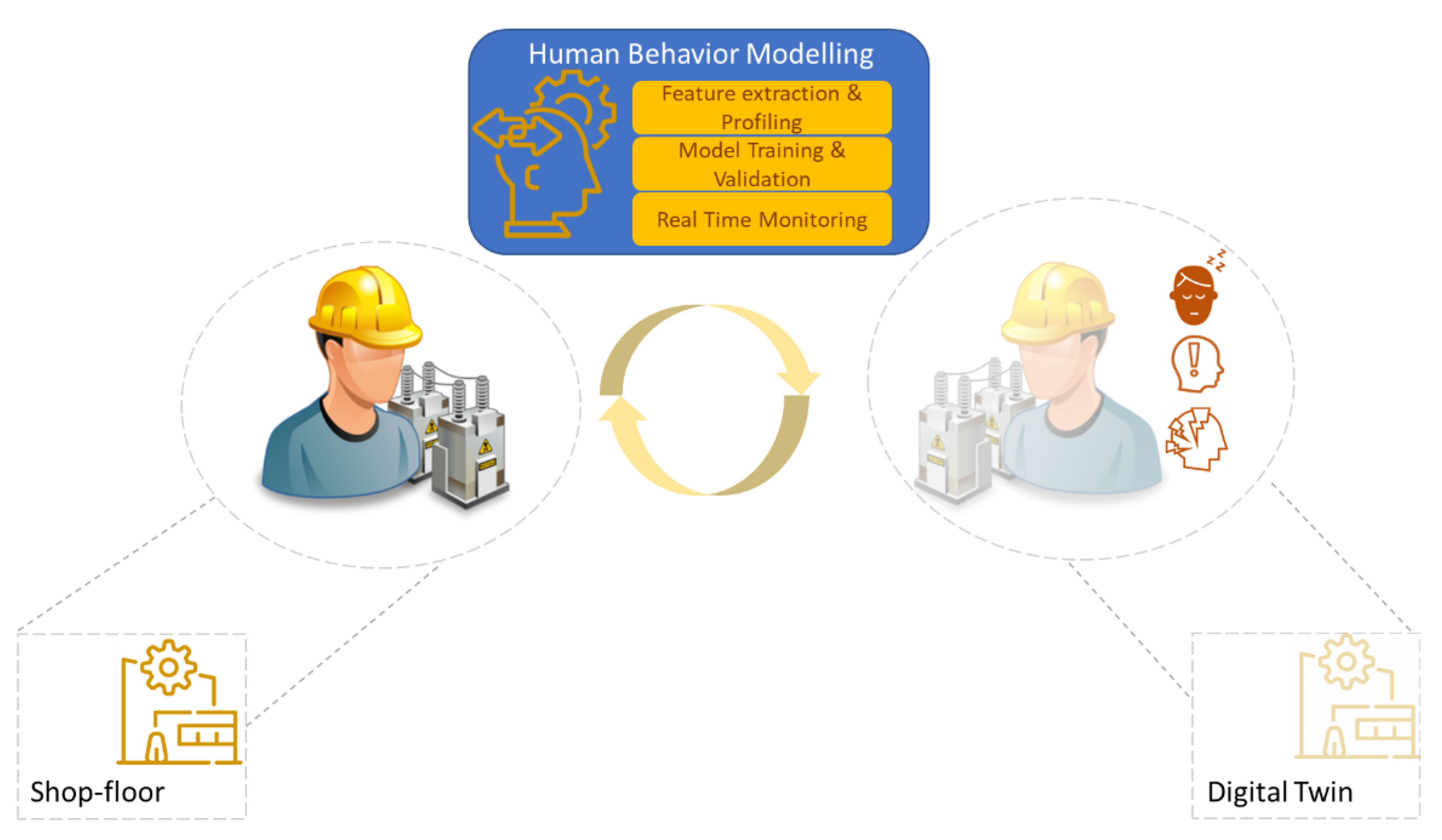
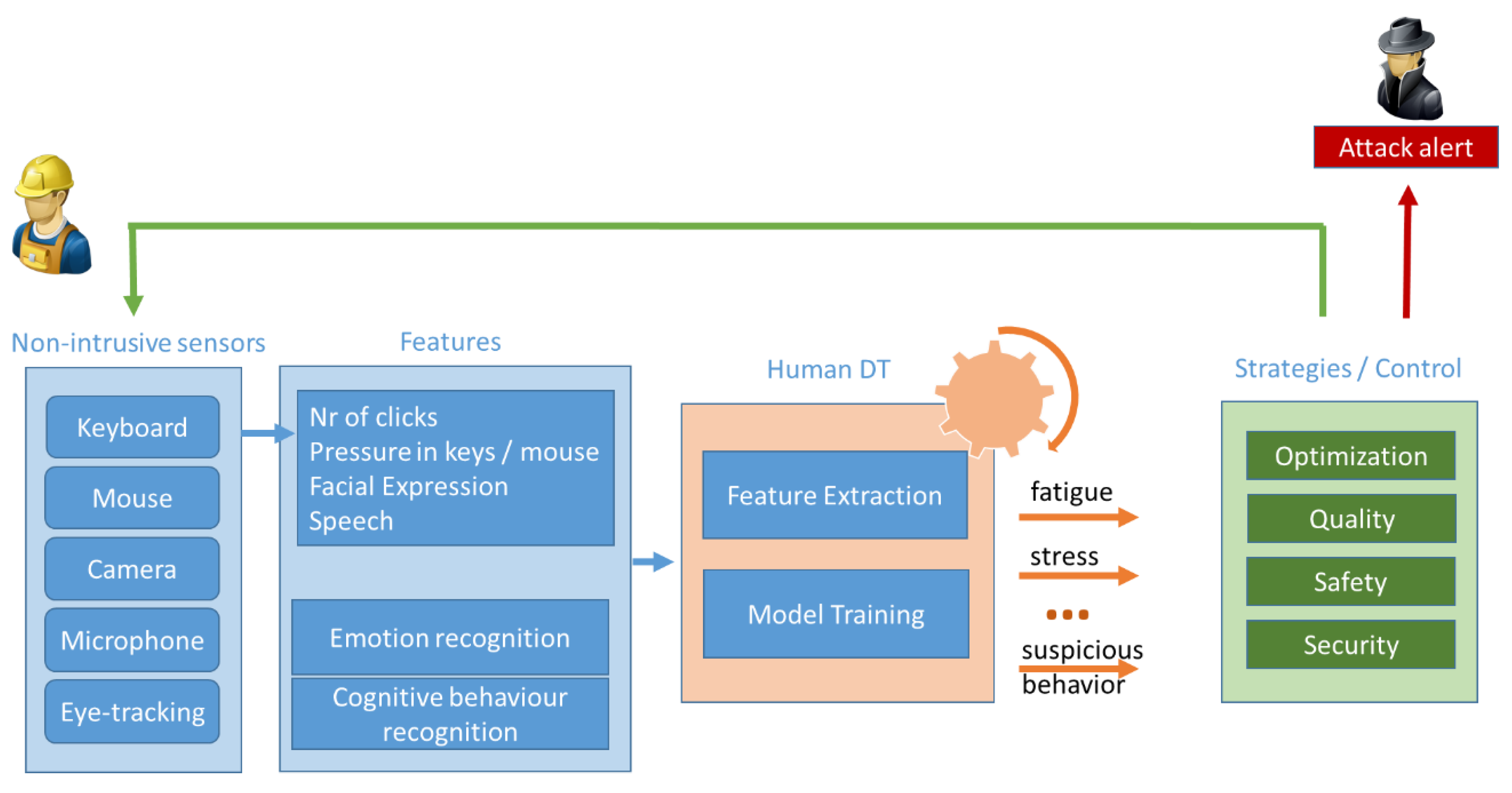
4.1. Embedding Human Behavior Modeling Capacity
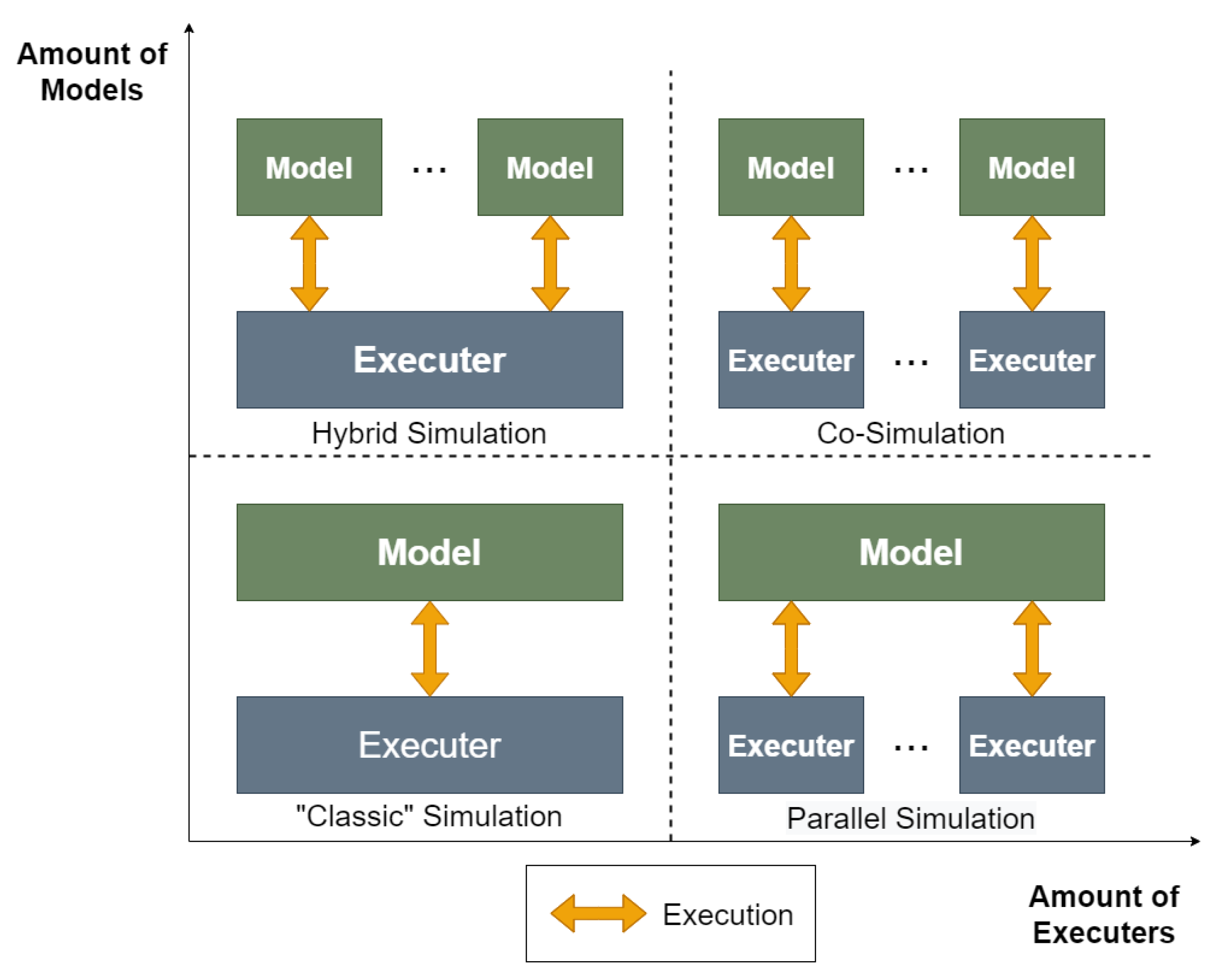
4.2. Enabling Co-Simulation for Holistic FoF Modeling
- hierarchically such as manufacturing assets building a production environment;
- by association such as producers and consumers in production lines; and
- peer-to-peer, as a network of systems with similar behavior or inputs and outputs.
- DT process design and information requirements: It is important to link the process flow to the applications, data needs and the types of sensor information required to create the DT. The process design should also be concerned with attributes and features that allows the improvement of cost, time or asset efficiency. These typically form the base line assumptions from which the DT enhancements should begin.
- DT conceptual architecture: The architecture should represent a model of a manufacturing process in the physical world and its companion twin in the digital world. The DT serves as a virtual replica of what is actually happening on the factory floor in near-real time. Thousands of sensors distributed throughout the physical manufacturing process collectively capture data along a wide array of dimensions: from behavior characteristics of the productive machinery and works in progress (thickness, color qualities, hardness, torque, speeds, etc.) to environmental conditions within the factory itself. These data should be continuously communicated to and aggregated by the DT application.
- Hybrid DE wraps every CT unit as a DE simulation unit and uses a DE-based orchestration.
- Hybrid CT wraps every DE unit to become a CT unit and uses a CT-based orchestration.
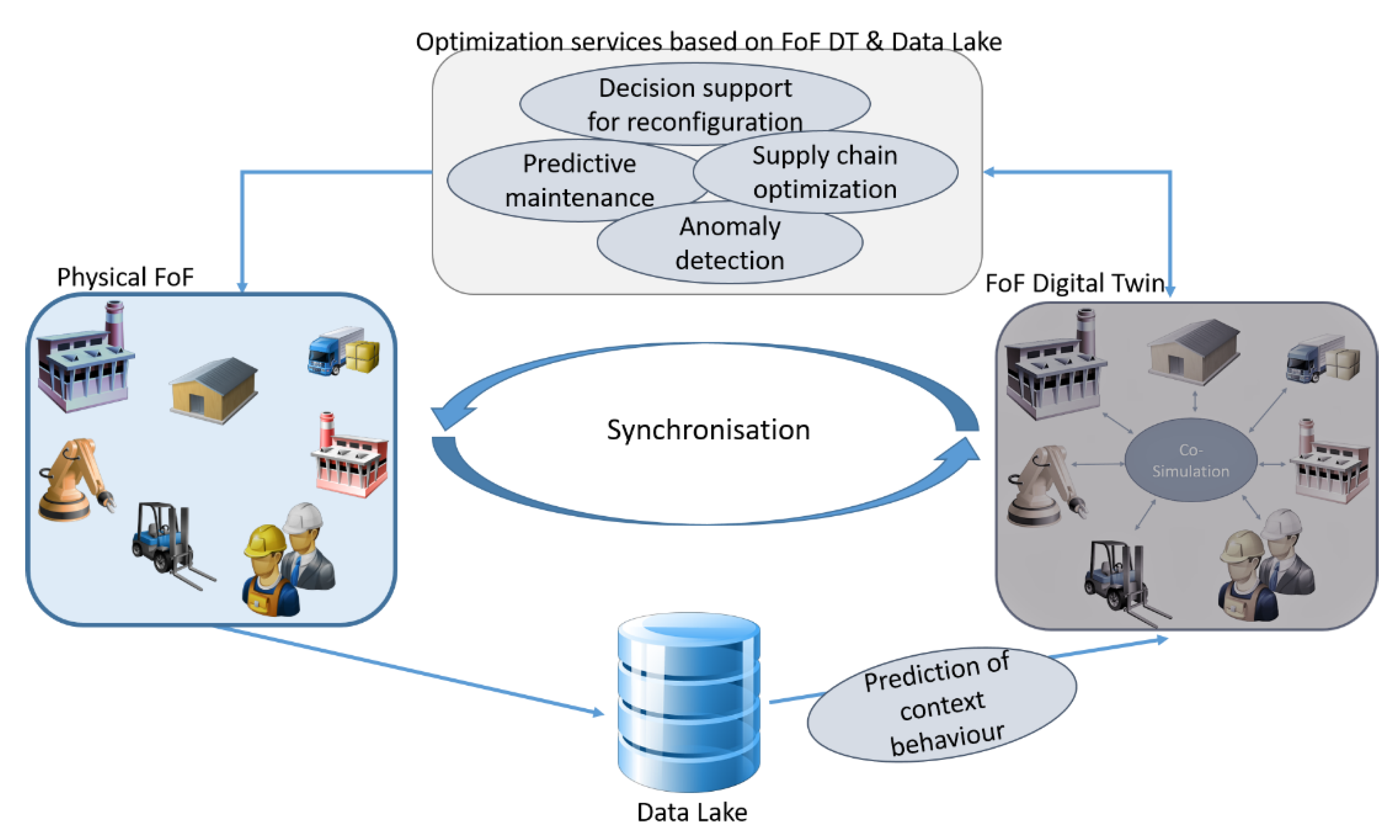
4.3. Enhancing FoF Optimization
4.4. Fostering FoF Resilience
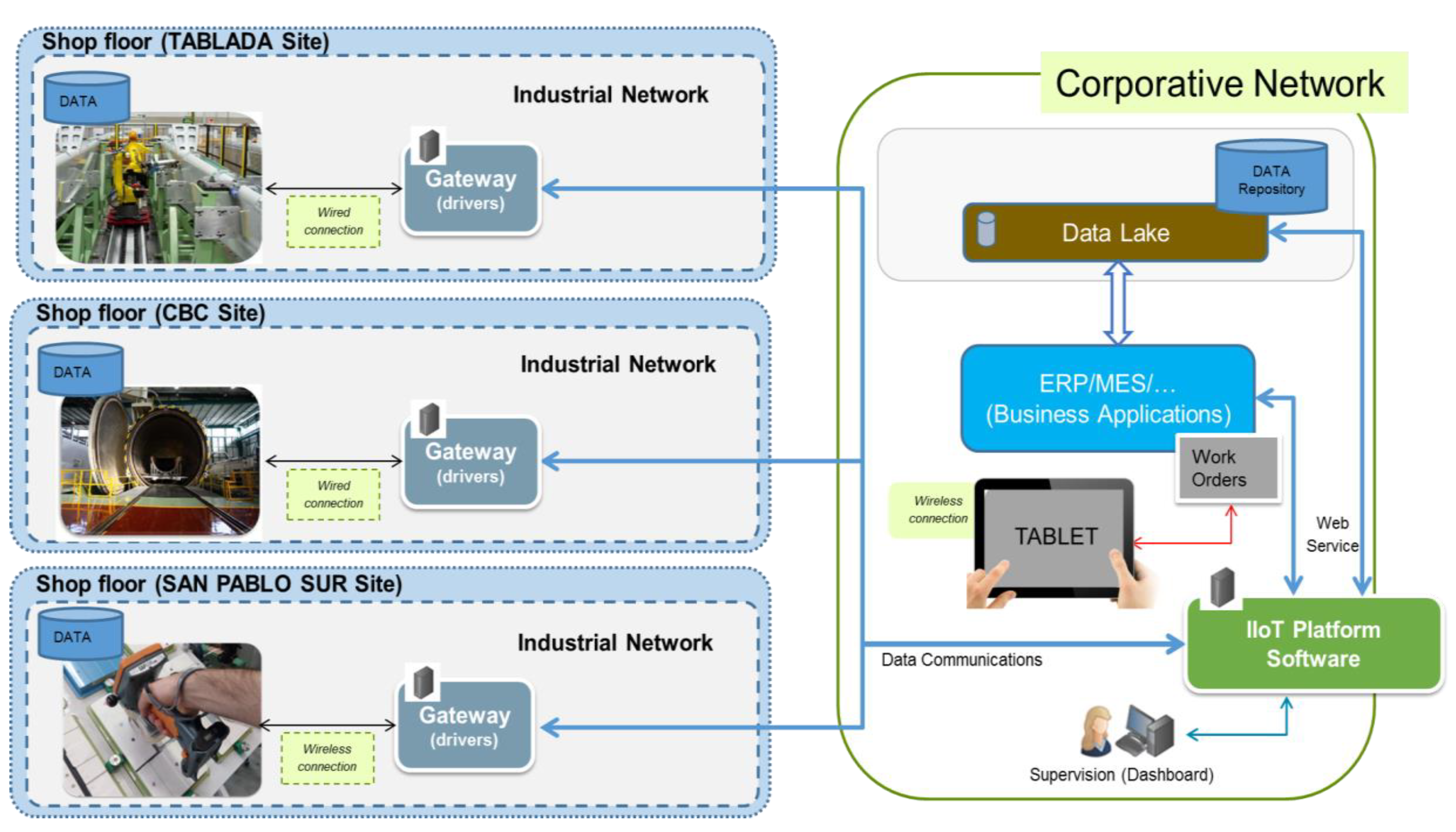
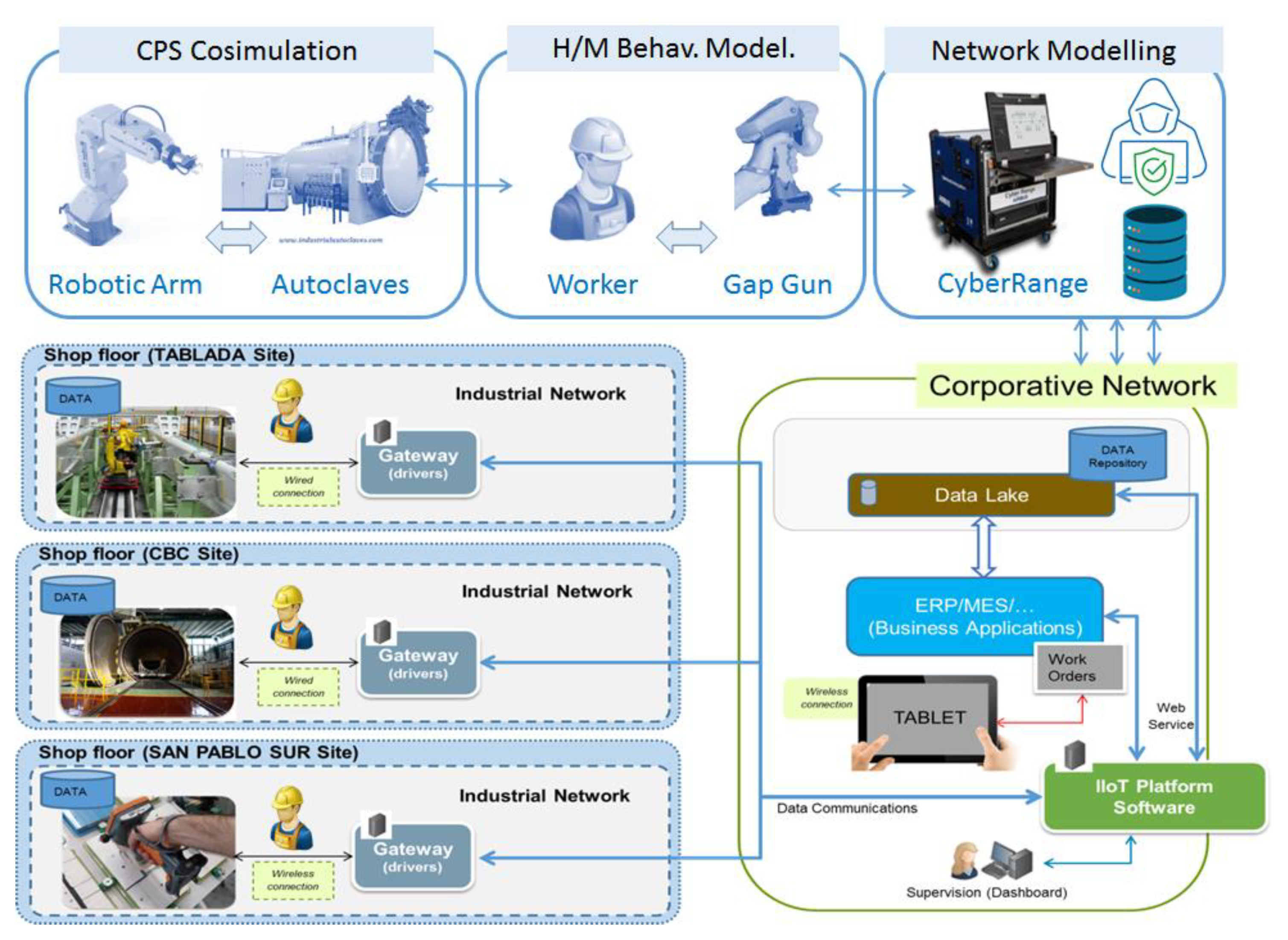
5. Aerospace Manufacturing Implementation Case
5.1. Operator Behavior Modeling on Aerospace Shop Floor
5.2. Co-Simulation of 3 Different Assets on 3 Different Sites
5.3. Distributed Aerospace FoF Optimization
5.4. Distributed Aerospace FoF Resilience
5.5. Technologies
- For the IIoT cyber-physical DT, we rely on Ditto technology, which is an open source tool already described in Section 3.2.
- Flows from sensors are managed through Node-Red [150], a Node.js based relay application for wiring together hardware devices through the passing of messages.
- Mechatronics monitoring of human behavior uses the United States Air Force School of Aerospace Medicine (USAFSAM) Mental Fatigue Scale [151].
- A hybrid multi-model approach is used for emotions recognition, based on Facial Action Coding System FACS [127] and facial emotion recognition, which we expect to compliment the biosignal-based emotion detection.
- Gazebo, a Linux based open source multi-purpose simulation tool specialized on the simulation of robotic systems, is used.
- Airbus Cyberange for cyber threats and merging of physical and cyber security data and simulation is used.
- ElasticSearch, a highly scalable NoSQL database with a powerful search, is used to store data from sensors, machines, the IT tools, network intrusion detectors, etc.
- We use Kibana to visualize the data as embedding its dashboards in the user interface.
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Eisenstein, P.A. European Car Plants Halted by WannaCry Ransomware Attack. 2017. Available online: https://www.nbcnews.com/business/autos/european-car-plants-halted-wannacry-ransomware-attack-n759496 (accessed on 11 June 2020).
- Saint-Gobain. Press Release-Cyber-Attack Update. 2017. Available online: https://www.saint-gobain.com/sites/sgcom.master/files/03-07-2017_cp_va.pdf (accessed on 11 June 2020).
- Rosneft, Maersk Hit by Petya Cyber Attack. Available online: https://www.oedigital.com/news/446237-rosneft-maersk-hit-by-petya-cyber-attack (accessed on 11 June 2020).
- Lightman, S.; Abrams, M.; Hahn, A.; Pilliteri, K.S.V. Guide to industrial control systems (ics) security. NIST 2015, 800, 16. [Google Scholar]
- The European Commission. Industry 4.0. 2017. Available online: https://ec.europa.eu/growth/tools-databases/dem/monitor/sites/ (accessed on 11 June 2020).
- Mohajan, H. The First Industrial Revolution: Creation of a New Global Human Era. J. Soc. Sci. Humanit. 2019, 5, 377–387. [Google Scholar]
- Hébert, R.F.; Link, A.N. Adam Smith on the Division of Labor and Relative Factor Prices. Hist. Econ. Soc. Bull. 1987, 9, 80–84. [Google Scholar] [CrossRef]
- Devine, W. From Shafts to Wires: Historical Perspective on Electrification. J. Econ. Hist. 1983, 43, 347–372. [Google Scholar] [CrossRef]
- Kranzberg, M.; Hannan, M.T. History of the Organization of Work; Encyclopædia Britannica, Inc.: Chicago, IL, USA, 2017. [Google Scholar]
- Giannantonio, C.M. Frederick Winslow Taylor: Reflections on the Relevance of the Principles of Scientific Management 100 Years Later. J. Bus. Manag. 2011, 17, 7–10. [Google Scholar]
- Tomac, N.; Radonja, R.; Bonato, J. Analysis of Henry Ford’s contribution to production and Management. Sci. J. Marit. Res. 2019, 33, 33–35. [Google Scholar] [CrossRef]
- Brusso, B.C. 50 Years of Industrial Automation [History]. IEEE Ind. Appl. Mag. 2018, 24, 8–11. [Google Scholar] [CrossRef]
- Ohno, T. Toyota Production System: Beyond Large-Scale Production; Productivity Press: Portland, OR, USA, 1988. [Google Scholar]
- Rachna Shah, P.T.W. Lean manufacturing: Context, practice bundles, and performance. J. Oper. Manag. 2003, 21, 129–149. [Google Scholar] [CrossRef]
- Kocovic, P. History of Additive Manufacturing. In 3D Printing and Its Impact on the Production of Fully Functional Components: Emerging Research and Opportunities; IGI Global: Belgrade, Serbia, 2017; pp. 1–24. [Google Scholar]
- Mikhak, B.; Lyon, C.; Gorton, T.; Gershenfeld, N.; McEnnis, C.; Taylor, J. Fab Lab: An Alternate Model of Ict for Development. Available online: https://www.researchgate.net/profile/Bakhtiar_Mikhak/publication/228600651_Fab_Lab_An_alternate_model_of_ICT_for_development/links/09e41510730d663e59000000/Fab-Lab-An-alternate-model-of-ICT-for-development.pdf (accessed on 11 June 2020).
- Boyes, H.; Hallaq, B.; Cunningham, J.; Watson, T. The industrial internet of things (IIoT): An analysis framework. Comput. Ind. 2018, 101, 1–12. [Google Scholar] [CrossRef]
- International Federation of Robotics (IFR). Robots and the Workplace of the Future; International Federation of Robotics: Frankfurt, Germany, 2018. [Google Scholar]
- Maurtua, I.; Ibarguren, A.; Kildal, J.; Superregi, L.; Sierra, B. Human–robot collaboration in industrial applications: Safety, interaction and trust. Int. J. Adv. Robot. Syst. 2017, 14, 1729881417716010. [Google Scholar] [CrossRef]
- Wang, B. The Future of Manufacturing: A New Perspective. Engineering 2018, 4, 722–728. [Google Scholar] [CrossRef]
- Gorecky, D.; Khamis, M.; Mura, K. Introduction and establishment of virtual training in the factory of the future. Int. J. Comp. Int. Man. 2015, 1–9. [Google Scholar] [CrossRef]
- Syberfeldt, A.; Danielsson, O.; Gustavsson, P. Augmented Reality Smart Glasses in the Smart Factory: Product Evaluation Guidelines and Review of Available Products. IEEE 2017, 5, 9118–9330. [Google Scholar] [CrossRef]
- Nagorny, K.; Lima-Monteiro, P.; Barata, J.; Colombo, A. Big Data Analysis in Smart Manufacturing: A Review. Int. J. Commun. Netw. Syst. Sci. 2017, 10, 31–58. [Google Scholar] [CrossRef]
- Henzel, R. Cloud Manufacturing: A state-of-the-art survey of current issues. Procedia CIRP 2018, 72, 947–952. [Google Scholar] [CrossRef]
- Vitturi, S.; Zunino, C.; Sauter, T. Industrial Communication Systems and Their Future Challenges: Next-Generation Ethernet, IIoT, and 5G. Proc. IEEE 2019, 107, 944–961. [Google Scholar] [CrossRef]
- France, A.C.S. CyberFactory#1—Addressing Opportunities and Threats for the Factory of the Future (FoF). Available online: https://www.cyberfactory-1.org/en/project-description/ (accessed on 11 June 2020).
- Mennenga, M.; Cerdas, F.; Thiede, S.; Herrmann, C. Exploring the Opportunities of System of Systems Engineering to Complement Sustainable Manufacturing and Life Cycle Engineering. Procedia CIRP 2019, 80, 637–642. [Google Scholar] [CrossRef]
- Wu, D.; Ren, A.; Zhang, W.; Fan, F.; Liu, P.; Fu, X.; Terpenny, J. Cybersecurity for Digital Manufacturing. J. Manuf. Syst. 2018, 48, 3–12. [Google Scholar] [CrossRef]
- Morozov, D.; Lezoche, M.; Panetto, H. Multi-paradigm modelling of Cyber-Physical Systems. IFAC Papers OnLine 2018, 51, 1385–1390. [Google Scholar] [CrossRef]
- Hameed, B.; Minguez, J.; Wörner, M.; Hollstein, P.; Zor, S.; Silcher, S.; Dürr, F.; Rothemel, K. The Smart Real-Time Factory as a Product Service System. In Proceedings of the 3rd CIRP International Conference on Industrial Product Service Systems, Braunschweig, Germany, 5–6 May 2011. [Google Scholar]
- Lee, E.-K.; Lim, J.-H.; Kim, J. Prioritized access control enabling weighted, fine-grained protection in cyber-physical systems. Int. J. Distrib. Sens. Netw. 2017, 13. [Google Scholar] [CrossRef]
- Ma, Z. Business ecosystem modeling- the hybrid of system modeling and ecological modeling: An application of the smart grid. Energy Inform. 2019, 35. [Google Scholar] [CrossRef]
- Gröger, C. Building an Industry 4.0 Analytics Platform. Datenbank-Spektrum 2018, 18, 5–14. [Google Scholar]
- Huang, L.; Joseph, A.D.; Nelson, B.; Rubinstein, B.I.P.; Tygar, J.D. Adversarial machine learning. In AISec ’11: Proceedings of the 4th ACM Workshop on Security and Artificial Intelligence; ACM: New York, NY, USA, 2011; pp. 43–58. [Google Scholar] [CrossRef]
- De Magistris, G.; Micaelli, A.; Savin, J.; Gaudez, C.; Marsot, J. Dynamic Digital Human Models for Ergonomic Analysis Based on Humanoid Robotics Techniques. Int. J. Digit. Human 2015, 1, 81. [Google Scholar] [CrossRef]
- Gombolay, M.; Jensen, R.; Stigile, J.; Golen, T.; Shah, N.; Son, S.-H.; Shah, J. Human-machine collaborative optimization via apprenticeship scheduling. J. Artif. Int. Res. 2018, 63, 1–49. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, H.; Liu, A.; Nee, A.Y.C. Digital Twin in Industry: State-of-the-Art. IEEE Trans. Ind. Inform. 2019, 15, 2405–2415. [Google Scholar] [CrossRef]
- Tao, F.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M. Digital Twin Shop-Floor: A New Shop-Floor Paradigm Towards Smart Manufacturing. IEEE Access 2017, 5, 20418–20427. [Google Scholar] [CrossRef]
- Seeber, I.; Bittner, E.; Briggs, R.O.; de Vreede, T.; de Vreede, G.-J.; Elkins, A.; Maier, R.; Merz, A.B.; Oeste-Reiß, S.; Randrup, N.; et al. Machines as teammates: A research agenda on AI in team collaboration. Inform. Manag. 2020, 57, 103174. [Google Scholar] [CrossRef]
- Cziko, G.A. Unpredictability and Indeterminism in Human Behavior: Arguments and Implications for Educational Research. Educ. Res. 1989, 18, 17–25. [Google Scholar] [CrossRef]
- Lu, Y.; Liu, C.; Wang, K.I.-K.; Huang, H.; X, X. Digital twin-driven smart manufacturing: Connotation, reference model, applications and research issues. Robot. Comput. Integr. Manuf. 2020, 61, 101837. [Google Scholar] [CrossRef]
- Hosseimpour, F.; Hajihosseini, H. Importance of Simulation in Manufacturing. Int. J. Eco. Man. Eng. 2009, 3, 229–232. [Google Scholar]
- Zhen, L.; Zhuge, D.; Lei, J. Supply chain optimization in context of production flow network. J. Syst. Sci. Syst. Eng. 2016, 25, 351–369. [Google Scholar] [CrossRef]
- Larichev, O.; Moshkovich, H. Limits to decision-making ability in direct multiattribute alternative evaluation. Org. Beh. H. Dec. Proc. 1988, 42, 217–233. [Google Scholar] [CrossRef]
- Angrish, A.; Craver, B.; Hasan, M.; Starly, B. A Case Study for Blockchain in Manufacturing: “FabRec”: A Prototype for Peer-to-Peer Network of Manufacturing Nodes. Procedia Manuf. 2018, 26, 1180–1192. [Google Scholar] [CrossRef]
- Schellenberger, C.; Zhang, P. Detection of covert attacks on cyber-physical systems by extending the system dynamics with an auxiliary system. In Proceedings of the 56th IEEE Conference on Decision and Control (CDC), Melbourne, Australia, 12–15 December 2017; pp. 1374–1379. [Google Scholar]
- Hearn, M.; Rix, S. Cybersecurity Considerations for Digital Twin Implementations. IIC J. Innov. 2019. [Google Scholar]
- Bécue, A.; Fourastier, Y.; Praça, I.; Savarit, A.; Baron, C.; Gradussofs, B.; Pouille, E.; Thomas, C. CyberFactory#1—Securing the industry 4.0 with cyber-ranges and digital twins. In Proceedings of the 2018 14th IEEE International Workshop on Factory Communication Systems (WFCS), Imperia, Italy, 13–15 June 2018. [Google Scholar]
- Van Zadelhoff, M. The Biggest Cybersecurity Threats Are Inside Your Company. 2016. Available online: https://hbr.org/2016/09/the-biggest-cybersecurity-threats-are-inside-your-company (accessed on 11 June 2020).
- Slevin, B. How do you create a digital twin? 12 December 2018. Available online: https://blogs.opentext.com/how-do-you-create-a-digital-twin/ (accessed on 28 April 2020).
- Negri, E.; Fumagalli, L.; Macchi, M. A Review of the Roles of Digital Twin in CPS-based Production Systems. Procedia Manuf. 2017, 11, 939–948. [Google Scholar] [CrossRef]
- Vachálek, J.; Bartalský, L.; Rovný, O.; Šišmišová, D.; Morháč, M.; Lokšík, M. The digital twin of an industrial production line within the industry 4.0 concept. In Proceedings of the 2017 21st International Conference on Process Control (PC), Strbske Pleso, Slovakia, 6–9 June 2017; pp. 258–262. [Google Scholar]
- Zhang, H.; Liu, Q.; Chen, X.; Zhang, D.; Leng, J. A Digital Twin-Based Approach for Designing and Multi-Objective Optimization of Hollow Glass Production Line. IEEE Access 2017, 5, 26901–26911. [Google Scholar] [CrossRef]
- Bao, J.; Guo, D.; Li, J.; Zhang, J. The modelling and operations for the digital twin in the context of manufacturing. Ent. Inf. Sys. 2019, 13, 534–556. [Google Scholar] [CrossRef]
- Schluse, M.; Atorf, L.; Rossmann, J. Experimentable digital twins for model-based systems engineering and simulation-based development. In Proceedings of the 2017 Annual IEEE International Systems Conference (SysCon), Montreal, QC, Canada, 24–27 April 2017. [Google Scholar]
- Graessler, I.; Poehler, A. Integration of a digital twin as human representation in a scheduling procedure of a cyber-physical production system. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, Singapore, 10–13 December 2017. [Google Scholar]
- Rovere, D.; Pedrazzoli, P.; dal Maso, G.; Alge, M.; Ciavotta, M. A Centralized Support Infrastructure (CSI) to Manage CPS Digital Twin, towards the Synchronization between CPS Deployed on the Shopfloor and Their Digital Representation. In The Digital Shopfloor: Industrial Automation in the Industry 4.0 Era; River Publishers: Gistrup, Denmark, 2019; pp. 317–335. [Google Scholar]
- Malakuti, S.; van Schalkwyk, P.; Boss, B.; Sastry, C.R.; Runkana, V.; Lin, S.-W.; Rix, S.; Green, G.; Beachle, K.; Nath, S.V. Digital Twins for Industrial Applications 2020. Available online: https://www.iiconsortium.org/pdf/IIC_Digital_Twins_Industrial_Apps_White_Paper_2020-02-18.pdf (accessed on 27 April 2020).
- Boschert, S.; Rosen, R. Digital Twin—the Simulation Aspect. In Mechatronic Futures; Springer International Publishing: Basel, Switzerland, 2016; pp. 59–74. [Google Scholar]
- Wang, J.; Ye, L.; Gao, R.X.; Li, C.; Zhang, L. Digital Twin for rotating machinery fault diagnosis in smart manufacturing. Int. J. Prod. Res. 2019, 57, 3920–3934. [Google Scholar] [CrossRef]
- Rosen, R.; von Wichert, G.; Lo, G.; Bettenahsuen, K.D. About The Importance of Autonomy and Digital Twins for the Future of Manufacturing. IFAC-PapersOnLine 2015, 48, 567–572. [Google Scholar] [CrossRef]
- Jain, S.; Lechevalier, D. Standards based generation of a virtual factory model. In Proceedings of the 2016 Winter Simulation Conference (WSC), Washington, DC, USA, 11–14 December 2016. [Google Scholar]
- Ding, K.; Chan, F.; Zhang, X.; Zhou, G.; Zhang, F. Defining a digital twin-based cyber-physical production system for autonomous manufacturing in smart shop floors. Int. J. Prod. Res. 2019, 57, 6315–6334. [Google Scholar] [CrossRef]
- Damjanovic-Behrendt, V.; Behrendt, W. An open source approach to the design and implementation of Digital Twins for Smart Manufacturing. Int. J. Comput. Integr. Manuf. 2019, 32, 366–384. [Google Scholar] [CrossRef]
- Elias, M.; Lazaro, O.; Sepulcre, M.; Gozalvez, J.; Passarella, A.; Raptis, T.P.; Ude, A.; Nemec, B.; Rooker, M.; Kirstein, F.; et al. The AUTOWARE Framework and Requirements for the Cognitive Digital Automation; Springer International Publishing AG: Basel, Switzerland, 2017. [Google Scholar]
- Gaspar, T.; Denisa, M.; Ude, A. A reconfigurable robot workcell for quick set-up of assembly processes. arXiv 2004, arXiv:2004.00865. [Google Scholar]
- Tao, F.; Qi, Q.; Wang, L.; Nee, A. Digital twins and cyber-physical systems toward smart manufacturing and Industry 4.0: Correlation and comparison. Engineering 2019, 5, 653–661. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. IFAC PapersOnLine 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Rasheed, A.; San, O.; Kvamsdal, T. Digital Twin: Values, Challenges and Enablers from a Modeling Perspective. IEEE 2020, 8, 21980–22012. [Google Scholar] [CrossRef]
- Stahl, A. Post-processing and visualization techniques for isogeometric analysis results. Comput. Methods Appl. Mech. Eng. 2017, 316, 880–943. [Google Scholar] [CrossRef]
- Hrvoje, J.; Jemcov, A.; Tukovic, Z. OpenFOAM: A C++ library for complex physics simulations. In Proceedings of the International Workshop on Coupled Methods in Numerical Dynamics IUC, Dubrovnik, Croatia, 19–21 September 2007; pp. 1–20. [Google Scholar]
- Wisniewski, M.; Demartini, G.; Malatras, A.; Cudé-Mauroux, P. NoizCrowd: A Crowd-Based Data Gathering and Management System for Noise Level Data; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Salman, T.; Zolanvari, M.; Erbad, A.; Jain, R.; Samaka, M. Security Services Using Blockchains: A State of the Art Survey. IEEE Commun. Surv. Tutor. 2018, 21, 858–880. [Google Scholar] [CrossRef]
- Qiu, J.; Wu, Q.W.; Xu, Y.; Feng, S. A survey of machine learning for big data processing. EURASIP J. Adv. Signal. Process. 2016, 2016, 80. [Google Scholar]
- Pouyanfar, S.; Yan, Y.; Sadiq, S.; Tian, H.; Tao, Y.; Reyes, M.P.; Shyu, M.-L.; Chen, S.-C.; Iyengar, S.S. A Survey on Deep Learning: Algorithms, Techniques, and Applications. ACM Comput. Surv. 2018, 51, 1–36. [Google Scholar] [CrossRef]
- Tripathi, S.; Lipton, Z.C.; Nguyen, T.Q. Correction by Projection: Denoising Images with Generative Adversarial Networks. arXiv 2018, arXiv:1803.04477. [Google Scholar]
- Rasheed, A.; San, O.; Kvamsdal, T. Hybrid analysis and modeling as an enabler for big data cybernetics. In Proceedings of the 32nd Nordic Seminar on Computational Mechanics, At Oulu, Finland, 24–25 October 2019; pp. 21–24. [Google Scholar]
- Kam, M.; Zhu, X.; Kalata, P. Sensor fusion for mobile robot navigation. Proc. IEEE 1997, 85, 108–119. [Google Scholar] [CrossRef]
- Chinesta, F.; Ladeveze, P.; Cueto, E. A short review on model order reduction based on proper generalized decomposition. Arch. Comput. Methods Eng. 2011, 18, 395. [Google Scholar] [CrossRef]
- Electric, G. GE Digital Twin. 2016. Available online: https://www.ge.com/digital/sites/default/files/download_assets/Digital-Twin-for-the-digital-power-plant-.pdf (accessed on 9 June 2020).
- Core PLM Meets IoT and Augmented Reality. Available online: https://www.ptc.com/pt/products/plm/plm-products/windchill (accessed on 9 June 2020).
- Karin. What is a 3DEXPERIENCE Twin? 1 July 2019. Available online: https://blogs.3ds.com/exalead/2019/07/01/what-is-3dexperience-digital-twin-part-1-12-2/ (accessed on 9 June 2020).
- Azure Digital Twins. Available online: https://azure.microsoft.com/en-gb/services/digital-twins/ (accessed on 9 June 2020).
- Seebo Industrial IoT Platform. Available online: https://www.seebo.com/iot-platform/ (accessed on 9 June 2020).
- AnyLogic Simulation Software. Available online: https://www.anylogic.com/ (accessed on 9 June 2020).
- Digital Twin. Available online: https://www.ansys.com/en-gb/products/systems/digital-twin (accessed on 9 June 2020).
- Digital Twin: Helping Machines Tell Their Story. Available online: https://www.ibm.com/internet-of-things/trending/digital-twin (accessed on 9 June 2020).
- Factoriy I/O Next-Gen PLC Training. Real Games. 2020. Available online: https://realgames.co/ (accessed on 10 June 2020).
- Wang, L.; Canedo, A.M. Human Programming Interfaces for Machine-Human Interfaces. 2019. Available online: https://patents.google.com/patent/US10416614B2/en (accessed on 10 June 2020).
- SIEMENS. The Comprehensive Digital Twin for Intralogistics. 11 March 2020. Available online: https://press.siemens.com/global/en/feature/intralogistics (accessed on 10 June 2020).
- CPS Twinning. Available online: https://github.com/sbaresearch/cps-twinning (accessed on 28 April 2020).
- Eckhart, M.; Ekelhart, A. A Specification-Based State Replication Approach for Digital Twins. In Proceedings of the CCS '18: 2018 ACM SIGSAC Conference on Computer and Communications Security, Toronto, ON, Canada, 15–19 October 2018. [Google Scholar]
- Wrld3d. Available online: https://www.wrld3d.com/ (accessed on 28 April 2020).
- Shin, S. Introduction to mago3D, an Open Source Based Digital Twin Platform. 18 July 2019. Available online: https://pt.slideshare.net/endofcap/introduction-to-mago3d-an-open-source-based-digital-twin-platform (accessed on 28 April 2020).
- Strohmeier, F.; Schranz, C.; Güntner, G. i-Maintenance: A Digital Twin for Smart Maintenance. 23 October 2018. Available online: https://ercim-news.ercim.eu/en115/special/2095-i-maintenance-a-digital-twin-for-smart-maintenance (accessed on 28 April 2020).
- Roest, M. An Open Source Platform for Digital Twins? 6 May 2019. Available online: https://www.linkedin.com/pulse/open-source-platform-digital-twins-mark-roest/ (accessed on 28 April 2020).
- Eclipse Ditto. Available online: https://www.eclipse.org/ditto/ (accessed on 28 April 2020).
- Create Immersive Connections with your Infrastructure Digital Twin. Available online: https://www.imodeljs.org/ (accessed on 28 April 2020).
- AUTODESK. Finite Element Analysis Software. Available online: https://www.autodesk.co.uk/solutions/finite-element-analysis (accessed on 9 June 2020).
- Ansys. Structural Analysis Software Solutions. Available online: https://www.ansys.com/products/structures (accessed on 9 June 2020).
- Z88. Uni Bayreuth. Available online: https://en.z88.de/ (accessed on 9 June 2020).
- LISA 8.0.0. Available online: https://www.lisafea.com/index.html (accessed on 9 June 2020).
- Tian, Z.; Cui, Y.; An, L.; Su, S.; Yin, S.; Yin, L.; Cui, X. A Real-Time Correlation of Host-Level Events in Cyber Range Service for Smart Campus. IEEE Access 2018, 6, 35355–35364. [Google Scholar] [CrossRef]
- Urias, V.E.; Stout, W.M.S.; Van Leeuwen, B.; Lin, H. Cyber Range Infrastructure Limitations and Needs of Tomorrow: A Position Paper. In Proceedings of the International Carnahan Conference on Security Technology (ICCST), Montreal, QB, Canada, 22–25 October 2018. [Google Scholar]
- Hallaq, B.; Nickolson, A.; Smith, R.; Maglaras, L.; Janicke, H.; Jones, K. CYRAN: A Hybrid Cyber Range for Testing Security on ICS/SCADA Systems; IGI Global: Hershey, PA, USA, 2016. [Google Scholar]
- Vykopal, J.; Ošlejšek, R.; Celeda, P.; Vizváry, M.; Tovarňák, D. KYPO Cyber Range: Design and Use Cases. In Proceedings of the 12th International Conference on Software Technologies, Madrid, Spain, 24–26 July 2017. [Google Scholar]
- Kavak, H.; Padilla, J.; Vernon-Bido, D.; Gore, R.; Diallo, S. A Characterization of Cybersecurity Simulation Scenarios. In Proceedings of the 19th Communications and Networking Simulation Symposium (CNS’16), Pasadena, CA, USA, 3–6 April 2016. [Google Scholar]
- CyberRange. Airbus. Available online: https://airbus-cyber-security.com/products-and-services/prevent/cyberrange/ (accessed on 28 April 2020).
- Diateam-Société D’ingénierie Numérique Labo Recherche & Développement. Diateam. Available online: https://www.diateam.net/ (accessed on 28 April 2020).
- Malice. Available online: https://malice.fr/en (accessed on 28 April 2020).
- Cyberbit. CYBERBIT RANGE—A Hyper-Realistic Cyber Security Training and Simulation Platform. Available online: https://go.cyberbit.com/cyber_security_training-platform/ (accessed on 28 April 2020).
- CYBER RANGE. Paloalto. Available online: https://www.paloaltonetworks.com/solutions/initiatives/cyberrange-overview (accessed on 28 April 2020).
- Businesswire. Ravello and SimSpace Pioneer On-Demand Cyber Ranges that Run on AWS and Google Cloud. Available online: https://www.businesswire.com/news/home/20150827005214/en/Ravello-SimSpace-Pioneer-On-Demand-Cyber-Ranges-Run (accessed on 28 April 2020).
- CISCO. Service Description: Advanced Services—Fixed PriceCisco Cyber Range-Large. Available online: https://www.cisco.com/c/dam/en_us/about/doing_business/legal/service_descrip-tions/docs/data_center_assessment_for_cloud_consumption_aadvanced_for_large_enterprises.pdf (accessed on 11 June 2020).
- CDEX. The Most Advanced Cyber Range in the World. Available online: https://cdex.cloud/ (accessed on 28 April 2020).
- Wang, D.; Chen, J.; Zhao, D.; Dai, F.; Zheng, C.; Wu, X. Monitoring workers’ attention and vigilance in construction activities through a wireless and wearable electroencephalography system. Autom. Constr. 2017, 82, 122–137. [Google Scholar] [CrossRef]
- Buldakova, T.; Suyatinov, S. Hierarchy of Human Operator Models for Digital Twin. In Proceedings of the 2019 International Russian Automation Conference (RusAutoCon), Sochi, Russia, 8–14 September 2019. [Google Scholar]
- Müller, J.M. Assessing the barriers to Industry 4.0 implementation from a workers’ perspective. IFAC Papers Online 2019, 52, 2189–2194. [Google Scholar] [CrossRef]
- Shultz, K.; Wang, M.; Olson, D. Role Overload and Underload in Relation to Occupational Stress and Health. Stress Health 2010, 26, 99–111. [Google Scholar] [CrossRef]
- Raguvir, S.; Babu, S. Detecting Anomalies in Users –An UEBA Approach. In Proceedings of the International Conference on Industrial Engineering and Operations Managemen, Dubai, United Arab Emirates (UAE), 10–12 March 2020. [Google Scholar]
- Deterding, S.; Dixon, D.; Khaled, R.; Nacke, L. From game design elements to gamefulness: Defining “gamification”. In Proceedings of the 15th International Academic MindTrek Conference: Envisioning Future Media Environments, Tampere, Finland, 28–30 September 2011. [Google Scholar]
- Schuldt, J.; Friedemann, S. The challenges of gamification in the age of Industry 4.0: Focusing on man in future machine-driven working environments. In Proceedings of the 2017 IEEE Global Engineering Education Conference (EDUCON), Athens, Greece, 25–28 April 2017. [Google Scholar]
- Lithoxoidou, E.; Doumpoulakis, S.; Tsakiris, A.; Ziogou, C.; Krinidis, S.; Paliokas, I.; Ioannidis, D.; Votis, K.; Voutetakis, S.; Elmasllari, E.; et al. A novel social gamified collaboration platform enriched with shop-floor data and feedback for the improvement of the productivity, safety and engagement in factories. Comput. Ind. Eng. 2020, 139, 105691. [Google Scholar] [CrossRef]
- Schwark, J.D. Toward a taxonomy of affective computing. Int. J. Human Comput. Interact. 2015, 31, 761–768. [Google Scholar] [CrossRef]
- Poria, S.; Cambria, E.; Bajpai, R.; Hussain, A. A review of affective computing: From unimodal analysis to multimodal fusion. Inform. Fusion 2017, 37, 98–125. [Google Scholar] [CrossRef]
- Rocha, R.; Praca, I. Full Expression—using transfer learning in the classification of human emotions. In Proceedings of the 11th International Symposium on Ambient Intelligence, L’Aquila, Italy, 7–9 October 2020. [Google Scholar]
- Kim, S.; Sungwook, H.; Kim, J. Driver Monitoring System. U.S. Patent 9,682,622, 20 June 2017. [Google Scholar]
- Cinaz, B.; Arnrich, B.; Marca, R.L.; Tröster, G. A Case Study on Monitoring Reaction Times with a Wearable User Interface during Daily Life. Int. J. Comput. Healthc. 2012, 1, 288. [Google Scholar] [CrossRef]
- Gomes, C.; Thule, C.; Broman, D.; Larsen, P.G.; Vangheluwe, H. Co-simulation: State of the art. arXiv 2017, arXiv:1702.00686. [Google Scholar]
- Steinbrink, C. A Non-Intrusive Uncertainty Quantification System for Modular Smart Grid Co-Simulation. Ph.D. Thesis, University of Oldenburg, Oldenburg, Germany, 2017. [Google Scholar]
- Steinbrink, C.; Schlögl, F.; Babazadeh, D.; Lehnhoff, S.; Rohjans, S.; Narajan, A. Future Perspectives of Co-Simulation in the Smart Grid Domain. In Proceedings of the 2018 IEEE International Energy Conference (ENERGYCON), Limassol, Cyprus, 2–7 June 2018. [Google Scholar]
- Straßburger, S. Overview about the High Level Architecture for Modelling and Simulation and Recent Developments. Simul. News Eur. 2006, 16, 5–14. [Google Scholar]
- Blochwitz, T.; Otter, M.; Akesson, J.; Arnold, M.; Clauß, C.; Elmqvist, H.; Friedrich, M.; Junghanns, A.; Mauss, J.; Neumerkel, D.; et al. Functional Mockup Interface 2.0: The Standard for Tool independent Exchange of Simulation Models. In Proceedings of the 9th International Modelica Conference, Munich, Germany, 3–5 September 2012. [Google Scholar]
- Negri, E.; Fumagalli, L.; Cimino, C.; Macchi, M. FMU-supported simulation for CPS Digital Twin. Proc. Man. 2019, 28, 201–206. [Google Scholar] [CrossRef]
- Pedersen, N.; Bojsen, T.; Madsen, J. Co-Simulation of Cyber Physical Systems with Hmi for Human in the Loop Investigations. In Proceedings of the SpringSim ’17: Spring Simulation Multi-Conference, Virginia Beach, VA, USA, 23–26 April 2017. [Google Scholar]
- Zhang, M.; Zuo, Y.; Tao, F. Equipment energy consumption management in digital twin shop-floor: A framework and potential applications. In Proceedings of the IEEE 15th International Conference on Networking, Sensing and Control (ICNSC), Zhuhai, China, 27–29 March 2018. [Google Scholar]
- Nikolakis, N.; Alexopoulos, K.; Xanthakis, E.; Chryssolouris, G. The digital twin implementation for linking the virtual representation of human-based production tasks to their physical counterpart in the factory-floor. Int. J. Comput. Integr. Manuf. 2019, 32, 1–12. [Google Scholar] [CrossRef]
- Gegick, M.; Barnum, S. Failing Securely. Available online: https://www.us-cert.gov/bsi/articles/knowledge/principles/failing-securely (accessed on 10 June 2020).
- Karmakar, S.; Sanjog, J.; Patel, T. Digital Human Modeling and Simulation in Product and Workplace Design: Indian Scenario. Int. J. Eng. Res. Appl. 2014, 6–12, AET-March 2014. [Google Scholar]
- Björkenstam, S.; Johan, S.C.; Niclas, D.; Robert, B.; Bengt, L. Enhancing Digital Human Motion Planning of Assembly Tasks Through Dynamics and Optimal Control. Procedia CIRP 2016, 44, 20–25. [Google Scholar] [CrossRef]
- Alexopoulos, K.; Mavrikios, D.; Chryssolouris, G. ErgoToolkit: An Ergonomic Analysis Tool in a Virtual Manufacturing Environment. Int. J. Comput. Integr. Manuf. 2012, 26, 440–452. [Google Scholar] [CrossRef]
- Tecnomatix Jack Student Download. 2016. Available online: https://www.plm.automation.siemens.com/plmapp/education/jack/en_us/free-software/student/ (accessed on 28 April 2020).
- DISCOVER DELMIA. 2020. Available online: https://www.3ds.com/products-services/delmia/ (accessed on 28 April 2020).
- 3D Manikin & Ergonomics Simulation. 2020. Available online: https://www.human-solutions.com/en/products/ramsis-general/index.html (accessed on 28 April 2020).
- Ribeiro, T.H. Motion Capture Technology—Benefits and Challenges. Int. J. Innov. Res. Technol. Sci. 2016, 4, 48–51. [Google Scholar]
- Mohamed, A.N.; Ali, M.M. Human motion analysis, recognition and understanding in computer vision: A review. J. Eng. Sci. 2013, 41, 1928–1946. [Google Scholar]
- Dineshh, P.; Prabhakar, M.; Murthy, V.M.; Ravichandran, N. A Survey on Human Motion Capturing (HMC) System Based on Distributed Computing Technology with Flexible Architecture. In Proceedings of the 2017 2nd IEEE International Conference on Recent Trends in Electronics, Information & Communication Technology (RTEICT), Bangalore, India, 19–20 May 2017. [Google Scholar]
- Theron, P. Through-life cyber resilience in future smart manufacturing environments. A research programme. Proc. Man. 2018, 16, 193–207. [Google Scholar] [CrossRef]
- Node-RED. Node-RED—Low-Code Programming for Event-Driven Applications. Available online: https://nodered.org/ (accessed on 15 June 2020).
- Pimenta, A.; Carneiro, D.; Neves, J.; Novais, P. A Neural Network to Classify Fatigue Human-Computer Interaction. Neurocomputing 2016, 172, 413–426. [Google Scholar] [CrossRef]







© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bécue, A.; Maia, E.; Feeken, L.; Borchers, P.; Praça, I. A New Concept of Digital Twin Supporting Optimization and Resilience of Factories of the Future. Appl. Sci. 2020, 10, 4482. https://doi.org/10.3390/app10134482
Bécue A, Maia E, Feeken L, Borchers P, Praça I. A New Concept of Digital Twin Supporting Optimization and Resilience of Factories of the Future. Applied Sciences. 2020; 10(13):4482. https://doi.org/10.3390/app10134482
Chicago/Turabian StyleBécue, Adrien, Eva Maia, Linda Feeken, Philipp Borchers, and Isabel Praça. 2020. "A New Concept of Digital Twin Supporting Optimization and Resilience of Factories of the Future" Applied Sciences 10, no. 13: 4482. https://doi.org/10.3390/app10134482
APA StyleBécue, A., Maia, E., Feeken, L., Borchers, P., & Praça, I. (2020). A New Concept of Digital Twin Supporting Optimization and Resilience of Factories of the Future. Applied Sciences, 10(13), 4482. https://doi.org/10.3390/app10134482